Изобретение относится к неразрушающим методам производственного контроля и может найти применение при анализе различных материалов в текстильной промышленности.
Известен способ контроля параметров волокон (ГОСТ 3274.2-72), по которому образец компактного множества волокон прочесывают ручным методом, раскладывают на предметные стекла, пересчитывают, подвергают воздействию проникающего монохроматического оптического излучения, по окрашенности волокон в поляризованном свете судят о параметрах каждого волокна и, после статистической обработки результатов просвечивания, судят о средних параметрах исследуемого множества волокон.
Способ чрезвычайно длителен и трудоемок, требует напряженного внимания и высокой квалификации технического персонала, предопределяя субъективность оценки результатов.
Известен способ определения параметров волокон, по которому разрыхленное множество волокон помещают в замкнутый цилиндрический объем, с одного торца которого подается сжатый воздух, а на другом торце измеряется давление воздушного потока, прошедшего через множество волокон. О средних параметрах волокон судят по перепаду давления воздушного потока на входе и выходе цилиндрической камеры (ГОСТ 9679.3-72).
Недостатком данного технического решения является низкая точность контроля, вызванная изменением объемной плотности образца вследствие активного воздействия инструмента контроля - воздушного потока.
Наиболее близким, по технической сущности, к изобретению является способ определения зрелости хлопковых волокон (SU №650000, G01N 29/00, 1979), по которому компактное множество волокон заданной массы прочесывают, формируют в равномерную ленту, пропускают через фильеру, снабженную излучающее-воспринимающей системой акустических датчиков, закрепленных на фильере нормально направлению перемещения ленты, а о средних параметрах судят по величине прошедшего акустического сигнала.
Способ не обеспечивает постоянной автоматической коррекции величины, прошедшего через образец сигнала, при изменении окружающих условий. Кроме того, при изменении амплитуды сигнала вследствие изменения количества волокон в направлении прозвучивания, при усилении принятого сигнала, даже в режиме насыщения, неизбежны фазовые искажения, снижающие точность контроля.
Задачей решаемой изобретением является повышение точности, объективности и оперативности контроля средних параметров компактного множества волокон в технологическом процессе.
Настоящая задача решается тем что в способе контроля средних параметров компактного множества волокон, по которому компактное множество волокон заданной массы прочесывают, формируют в равномерную ленту, пропускают через фильеру, снабженную излучающее-воспринимающей системой акустических датчиков, закрепленных на фильере нормально направлению перемещения ленты, а о средних параметрах судят по величине прошедшего акустического сигнала, излучение акустических колебаний производят от одного излучающего датчика в два канала, один из которых является эталонным, а другой контрольным, излучение производят при непрерывном сканировании частоты излучаемых колебаний в заданном диапазоне частот, регистрируют на приемном датчике эталонного канала частоту, на которой возникает пучность или узел стоячей акустической волны в присутствии эталонного образца волокон, параметры которых определены ранее с помощью стандартных методов, и в отсутствии эталонного образца по отношению найденных частот определяют коэффициент пропорциональности, а по значению частоты, на которой возникает пучность или узел стоячей акустической волны, прошедшей через волоконную ленту в контрольном канале, умноженной на полученный коэффициент пропорциональности, определяют средние параметры волокон в контролируемой волоконной ленте.
Основными факторами, влияющими на изменение сигнала, являются: количество волокон в единице массы в канале прозвучивания, которое несет полезную информацию о параметрах волокон, температура, относительная влажность и барометрическое давление окружающей среды, которые искажают величину полезного сигнала. Для устранения искажений, вызванных этими причинами, излучение акустических колебаний производят одним датчиком в два канала, один из которых является эталонным, другой - контрольным. Погрешность, вызываемая нестабильностью амплитуд принимаемых колебаний, устраняется тем, что фазовый сдвиг регистрируется по смещению пучности или узла стоячей волны при сканировании излучаемых колебаний на постоянной базе измерения. Это исключает погрешность, вызванную неидентичностью излучателей, нестабильностью амплитуд принимаемых колебаний, а также дает возможность получать относительный, не зависящий от дестабилизирующих факторов, калиброванный эталонным образцом сигнал.
На Фиг.1 приведена блок-схема устройства, реализующего способ;
на Фиг.2 показана конструкция фильеры;
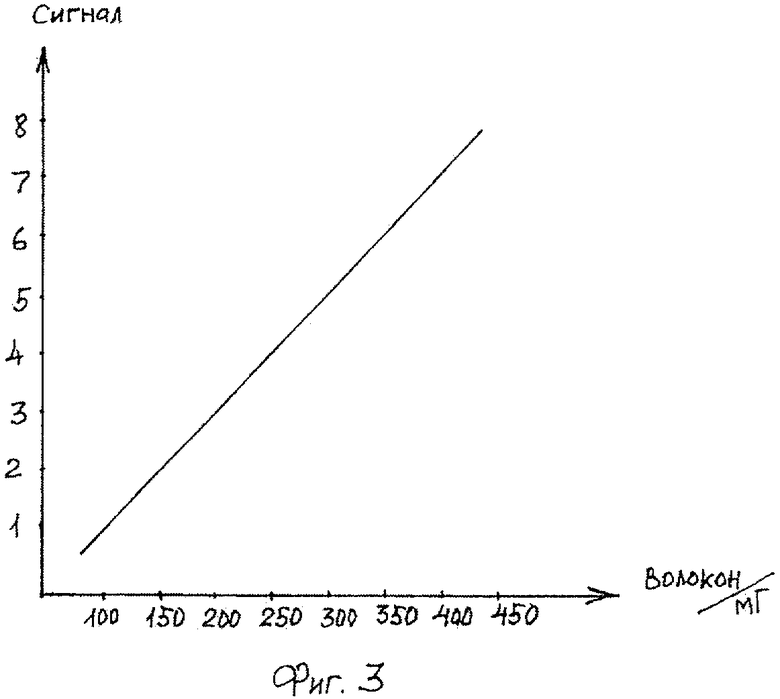
на Фиг.3 дана зависимость сигнала от среднего количества волокон в единице массы контролируемого образца.
Схема реализации способа включает в себя генератор колебаний качающейся частоты 1, излучатель акустических колебаний 2, приемный акустический датчик 3 эталонного канала, приемный датчик 4 контрольного канала, преобразователь частотного отклонения в счетные импульсы 5, вычислитель 6, регистратор 7. Контролируемый материал пропускают через фильеру 8, имеющую контрольный канал 9 с контролируемым волокном, и эталонный канал 10. В эталонный канал 10 вставлен эталонный образец 11. На фильере 8 установлен вывод излучающего датчика 12, вывод 13 приемного датчика эталонного канала 10 и вывод 14 приемного датчика контрольного канала 9.
Способ реализуется следующим образом. Образец эталонного волокна исследуется стандартным методом. Затем из этого волокна прочесом на установке Шерли или серийной чесальной машине приготавливается лента заданной массы. Фиксируется сигнал, прошедший эталонный канал в отсутствие эталонного образца. После чего образец эталонного волокна помещают в эталонный канал 10 и фиксируют сигнал, прошедший через эталонное волокно. По отношению сигналов, прошедших эталонный канал 10 в присутствии и отсутствии волокна, определяют отсчетный сигнал и коэффициент пропорциональности. Контролируемое волокно с помощью чесальной машины формируют в ленту, пропускают через контрольный канал 9, фиксируют суммарный сигнал, взвешивают, находят значение сигнала, соотнесенное к единице массы, умножают на полученный коэффициент пропорциональности, с учетом отсчетного сигнала, и по его величине находят среднее значение параметра.
Использование предложенного способа дает возможность с любой требуемой точностью и достоверностью производить контроль средних параметров волокон в технологическом процессе.

Использование: для контроля средних параметров компактного множества волокон. Сущность: заключается в том, что компактное множество волокон заданной массы прочесывают, формируют в равномерную ленту, пропускают через фильеру, снабженную излучающе-воспринимающей системой акустических датчиков, закрепленных на фильере нормально направлению перемещения ленты, а о средних параметрах судят по величине прошедшего акустического сигнала, при этом излучение акустических колебаний производят от одного излучающего датчика в два канала, один из которых является эталонным, а другой контрольным, излучение производят при непрерывном сканировании частоты излучаемых колебаний в заданном диапазоне частот, регистрируют на приемном датчике эталонного канала частоту, на которой возникает пучность или узел стоячей акустической волны в присутствии эталонного образца волокон, параметры которых определены ранее с помощью стандартных методов, и в отсутствии эталонного образца, по отношению найденных частот определяют коэффициент пропорциональности, а по значению частоты, на которой возникает пучность или узел стоячей акустической волны, прошедшей через волоконную ленту в контрольном канале, умноженной на полученный коэффициент пропорциональности, определяют средние параметры волокон в контролируемой волоконной ленте. Технический результат: повышение точности, объективности и оперативности контроля средних параметров компактного множества волокон в технологическом процессе. 3 ил.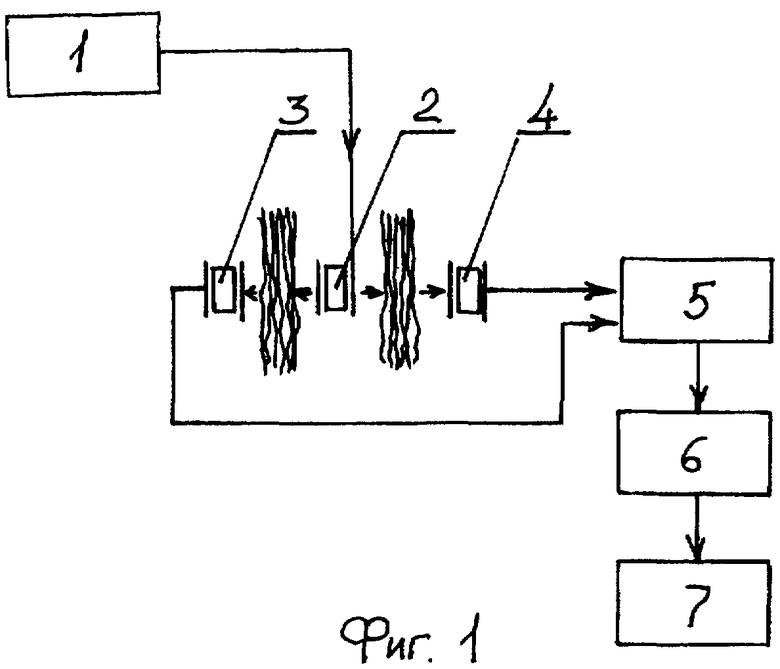
Способ контроля средних параметров компактного множества волокон, по которому компактное множество волокон заданной массы прочесывают, формируют в равномерную ленту, пропускают через фильеру, снабженную излучающе-воспринимающей системой акустических датчиков, закрепленных на фильере нормально направлению перемещения ленты, а о средних параметрах судят по величине прошедшего акустического сигнала, отличающийся тем, что излучение акустических колебаний производят от одного излучающего датчика в два канала, один из которых является эталонным, а другой контрольным, излучение производят при непрерывном сканировании частоты излучаемых колебаний в заданном диапазоне частот, регистрируют на приемном датчике эталонного канала частоту, на которой возникает пучность или узел стоячей акустической волны в присутствии эталонного образца волокон, параметры которых определены ранее с помощью стандартных методов, и в отсутствие эталонного образца, по отношению найденных частот определяют коэффициент пропорциональности, а по значению частоты, на которой возникает пучность или узел стоячей акустической волны, прошедшей через волоконную ленту в контрольном канале, умноженной на полученный коэффициент пропорциональности, определяют средние параметры волокон в контролируемой волоконной ленте.
| Способ определения зрелости хлопковых волокон | 1976 |
|
SU650000A1 |
| Ультразвуковой способ контроля волокнистых материалов | 1982 |
|
SU1270670A1 |
| Способ контроля физико-механических параметров протяженных волокнистых изделий | 1987 |
|
SU1527569A1 |
| Датчик контроля параметров волокнистых материалов | 1986 |
|
SU1430740A1 |
| WO 2007048187 A1, 03.05.2007 | |||
| US 4481820 A, 13.11.1984. | |||

