Изобретение относится к неразрушающим методам производственного контроля и может найти применение при анализе различных волоконных материалов в промышленности.
Известен способ определения влажности волокон (ГОСТ 25133-82), по которому волоконную массу взвешивают, разрыхляют, помещают в сушильную камеру, выдерживают установленное время при заданной температуре, повторно взвешивают, снова помещают в сушильную камеру, повторяют взвешивание, процедуру повторяют до достижения стабильного веса образца волоконной массы, а фактическую влажность находят как отношение разности веса образца до сушки и после высушивания к весу образца после высушивания в процентном выражении.
Способ очень длителен, трудоемок, кропотлив и не может быть применен к оперативному контролю и оценке свойств волокон больших объемов в процессе технологической переработки.
Известен способ определения влажности волокон (Лабораторный практикум по текстильному материаловедению / Под ред. А.И. Коблякова. - М.: Легпромиздат, 1986 - 344 с., стр.171), по которому, последовательно просушивая волоконный образец и помещая его между обкладками воздушного конденсатора, строят функциональную зависимость емкости конденсатора от влажности волоконного образца. Затем, помещая исследуемый волоконный образец между обкладками конденсатора, по функциональной зависимости определяют его влажность.
Недостатком данного технического решения является низкая оперативность и точность контроля, вызванная изменением влажности образца в процессе контроля.
Наиболее близким по своей сущности является способ определения параметров хлопковых волокон (А.с. СССР №650000, 28.02.1979), по которому образец волокна формируют в ленту, пропускают через фильеру, имеющую акустические датчики, перпендикулярные направлению перемещения ленты, прозвучивают образец, а о средних параметрах волокон судят по величине акустического сигнала, прошедшего через образец.
Недостатком данного технического решения является невозможность определения необходимого параметра - определения влажности волокон в массе, обусловленного наличием только указанных в нем признаков.
Технической сущностью настоящего изобретения является повышение точности, объективности и оперативности непрерывного контроля влажности волокон в процессе их переработки.
Настоящая техническая сущность достигается тем, что в способе непрерывного контроля средней влажности волокон в волоконной массе, по которому контролируемую волоконную массу формируют в ленту, пропускают через фильеру, имеющую акустические датчики, перпендикулярные направлению перемещения ленты, и прозвучивают волоконную массу, волоконную массу заданного веса разрыхляют, помещают в сушильную камеру, выдерживают установленное время при заданной температуре, прозвучивают акустическими колебаниями, фиксируя показания изменения амплитуды и фазы акустических колебаний, повторно взвешивают, прозвучивают акустическими колебаниями, фиксируя показания изменения амплитуды и фазы акустических колебаний, снова помещают в сушильную камеру, повторяют взвешивание и прозвучивание, процедуру повторяют до достижения стабильного веса образца волоконной массы, строят функциональные зависимости амплитуды от количества волокон в направлении прозвучивания и фазы от влажности волоконной массы, процедуру повторяют для нескольких образцов различного веса, также устанавливая функциональные зависимости, контролируемую волоконную массу формируют в ленту, пропускают через фильеру, имеющую акустические датчики, перпендикулярные направлению перемещения ленты, прозвучивают образец, пользуясь установленными зависимостями, по величине средней амплитуды судят о количестве волокон в направлении прозвучивания, а среднюю влажность волокна определяют по среднему значению фазы акустического сигнала, прошедшего через волоконную массу.
На фиг.1 приведена блок-схема устройства, реализующего способ. Устройство, реализующее способ, состоит из генератора задающей частоты 1, излучателя акустических колебаний 2, фильеры с волоконной лентой 3, приемного датчика акустических колебаний 4, устройства усиления акустического сигнала 5, вычислителя 6, устройства регистрации и отображения информации 7.
Способ реализуется следующим образом. Волоконную массу заданного веса разрыхляют, помещают в сушильную камеру, выдерживают установленное время при заданной температуре, прозвучивают акустическими колебаниями, фиксируя показания изменения амплитуды и фазы акустических колебаний, повторно взвешивают, прозвучивают акустическими колебаниями, фиксируя показания изменения амплитуды и фазы акустических колебаний, снова помещают в сушильную камеру, повторяют взвешивание и прозвучивание, процедуру повторяют до достижения стабильного веса образца волоконной массы. Строят функциональные зависимости амплитуды от количества волокон в направлении прозвучивания и фазы от влажности волоконной массы. Процедуру повторяют для нескольких образцов различного веса, также устанавливая функциональные зависимости. Контролируемую волоконную массу формируют в ленту, пропускают через фильеру 3, имеющую излучатель 2 и акустический датчик 4, установленные перпендикулярно направлению перемещения ленты, прозвучивают образец, пользуясь установленными зависимостями, по величине средней амплитуды судят о количестве волокон в направлении прозвучивания, а среднюю влажность волокна определяют по среднему значению фазы акустического сигнала, прошедшего через волоконную массу.
Способ относится к неразрушающим методам производственного контроля и может найти применение при анализе различных волоконных материалов в промышленности. Способ реализуется следующим образом. Волоконную массу заданного веса разрыхляют, помещают в сушильную камеру, выдерживают установленное время при заданной температуре и прозвучивают акустическими колебаниями, фиксируя показания изменения амплитуды и фазы акустических колебаний. Затем повторно взвешивают, прозвучивают акустическими колебаниями, фиксируя показания изменения амплитуды и фазы акустических колебаний, снова помещают в сушильную камеру. Далее повторяют взвешивание и прозвучивание, процедуру повторяют до достижения стабильного веса образца волоконной массы. Строят функциональные зависимости амплитуды от количества волокон в направлении прозвучивания и фазы от влажности волоконной массы. Процедуру повторяют для нескольких образцов различного веса, также устанавливая функциональные зависимости. Контролируемую волоконную массу формируют в ленту, пропускают через фильеру, имеющую акустические датчики, перпендикулярные направлению перемещения ленты, прозвучивают образец, пользуясь установленными зависимостями, по величине средней амплитуды судят о количестве волокон в направлении прозвучивания, а среднюю влажность волокна определяют по среднему значению фазы акустического сигнала, прошедшего через волоконную массу. Техническим результатом является повышение точности, объективности и оперативности непрерывного контроля влажности волокон в процессе их переработки. 1 ил.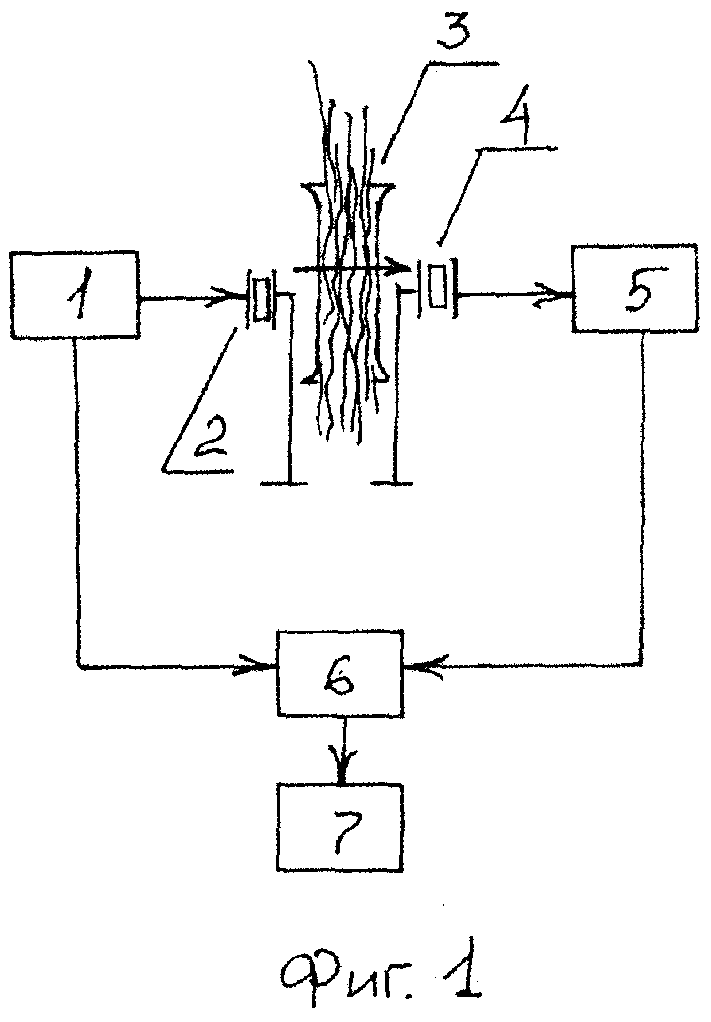
Способ непрерывного контроля средней влажности волокон в волоконной массе, по которому контролируемую волоконную массу формируют в ленту, пропускают через фильеру, имеющую акустические датчики, перпендикулярные направлению перемещения ленты, и прозвучивают волоконную массу, отличающийся тем, что волоконную массу заданного веса разрыхляют, помещают в сушильную камеру, выдерживают установленное время при заданной температуре, прозвучивают акустическими колебаниями, фиксируя показания изменения амплитуды и фазы акустических колебаний, повторно взвешивают, прозвучивают акустическими колебаниями, фиксируя показания изменения амплитуды и фазы акустических колебаний, снова помещают в сушильную камеру, повторяют взвешивание и прозвучивание, процедуру повторяют до достижения стабильного веса образца волоконной массы, строят функциональные зависимости амплитуды от количества волокон в направлении прозвучивания и фазы от влажности волоконной массы, процедуру повторяют для нескольких образцов различного веса, также устанавливая функциональные зависимости, контролируемую волоконную массу формируют в ленту, пропускают через фильеру, имеющую акустические датчики, перпендикулярные направлению перемещения ленты, прозвучивают образец, пользуясь установленными зависимостями, по величине средней амплитуды судят о количестве волокон в направлении прозвучивания, а среднюю влажность волокна определяют по среднему значению фазы акустического сигнала, прошедшего через волоконную массу.
| Способ определения зрелости хлопковых волокон | 1976 |
|
SU650000A1 |
| СПОСОБ ЛАБОРАТОРНОГО КОНТРОЛЯ СРЕДНЕЙ ЛИНЕЙНОЙ ПЛОТНОСТИ КОМПАКТНОГО МНОЖЕСТВА ВОЛОКОН | 2010 |
|
RU2418297C1 |
| СПОСОБ КОНТРОЛЯ СРЕДНИХ ПАРАМЕТРОВ КОМПАКТНОГО МНОЖЕСТВА ВОЛОКОН | 2008 |
|
RU2380697C1 |
| WO 2007048187 A1 03.05.2007 | |||
| US 4481820 A1 13.11.1984 | |||

