Изобретение относится к неразрушающим методам производственного контроля и может найти применение при анализе различных материалов в промышленности.
Известен способ контроля параметров волокон (ГОСТ 3274.2-72), по которому образец компактного множества волокон прочесывают ручным методом, раскладывают на предметные стекла, пересчитывают, подвергают воздействию проникающего монохроматического оптического излучения, по окрашенности волокон в поляризованном свете судят о параметрах каждого волокна и после статистической обработки результатов просвечивания судят о средних параметрах исследуемого множества волокон.
Способ чрезвычайно длителен и трудоемок, требует напряженного внимания и высокой квалификации технического персонала, предопределяя субъективность оценки результатов.
Известен способ определения параметров волокон, по которому разрыхленное множество волокон помещают в замкнутый цилиндрический объем, с одного торца которого подается сжатый воздух, а на другом торце измеряется давление воздушного потока, прошедшего через множество волокон. О средних параметрах волокон судят по перепаду давления воздушного потока на входе и выходе цилиндрической камеры (ГОСТ 9679.3-72).
Недостатком данного технического решения является низкая точность контроля, вызванная изменением объемной плотности образца вследствие активного воздействия инструмента контроля - воздушного потока.
Наиболее близким по технической сущности к изобретению является способ определения зрелости хлопковых волокон (А.С. СССР №792127), по которому множество волокон прочесывают, из прочеса выделяют заданное количество образцов установленной массы и конфигурации, накладывая образцы друг на друга, создают пакет заданной конфигурации, размера и массы, пакет помещают между излучающим и принимающим датчиками акустических колебаний плоскостью пакета нормально к направлению распространения колебаний, а о параметрах волокон судят по величине прошедшего акустического сигнала.
Способ предполагает большой объем ручной работы по формированию образцов, определению их размеров, массы, неравномерности, обуславливающих субъективность оценки результатов, препятствует автоматизации процесса контроля.
Задачей, решаемой предлагаемым изобретением, является повышение точности, объективности и оперативности контроля в лабораторных условиях.
Поставленная задача решается следующим образом. В способе лабораторного контроля средней линейной плотности компактного множества волокон, по которому компактное множество волокон, принятых за эталонное, прочесывают в однослойный настил, разрезают на образцы одинакового размера, конфигурации и ориентации, постепенно складывая образцы в пакет и прозвучивая акустическими колебаниями, строят зависимость акустического сигнала от количества волокон в направлении распространения акустических колебаний, прозвучивание производят в нескольких точках пакета, определяют среднее значение сигнала, из части пакета, показания сигнала через которую оказались наиболее близкими к среднему, отбирают образец, который испытывают по стандартному методу, нормируя полученную зависимость, прочес помещают между акустически прозрачными, например сетчатыми, обкладками воздушного конденсатора, постепенно наращивая пакет и определяя его массу, находят значения акустического сигнала и импеданс конденсатора на заданной частоте в соответствии с его массой, строят зависимости импеданса конденсатора от массы пакета между обкладками конденсатора и значения акустического сигнала от количества волокон в направлении прозвучивания, затем испытуемое множество волокон прочесывают с выходом на барабан, накладывают на барабан требуемое количество слоев, поперечно направлению прочеса разрезают многослойный навой, получая многослойный прямоугольный пакет, полученный пакет помещают между обкладками конденсатора, прозвучивают в необходимом количестве точек, находят среднее значение акустического сигнала, определяют импеданс конденсатора с испытуемым волокном, по полученным характеристикам определяют среднее количество волокон в направлении прозвучивания и массу образца, а значение средней линейной плотности волокон находят из выражения
Tср=m/L·n,
где Tср - средняя линейная плотность волокон,
m - масса пакета в относительных единицах импеданса конденсатора,
L - длина пакета в направлении прочеса,
n=k·h/S - количество волокон в относительных единицах акустического сигнала в сечении пакета, поперечном направлению прочеса,
k - среднее количество волокон в относительных единицах акустического сигнала в сечении датчика акустического сигнала,
S - сечение датчика акустического сигнала,
h - высота пакета, перпендикулярная направлению прочеса.
Основным фактором, влияющим на изменение акустического сигнала, является количество волокон в единице массы в канале прозвучивания. Одновременно величина массы множества волокон между обкладками конденсатора определяет емкость и, соответственно, импеданс на заданной частоте воздушного конденсатора. Зная продольную длину образца, его высоту и отношение высоты образца к сечению акустического датчика, которые являются величинами постоянными, можно в максимальной степени исключить субъективный фактор, автоматизировать процесс контроля и за счет этого повысить статистическую точность и достоверность результатов.
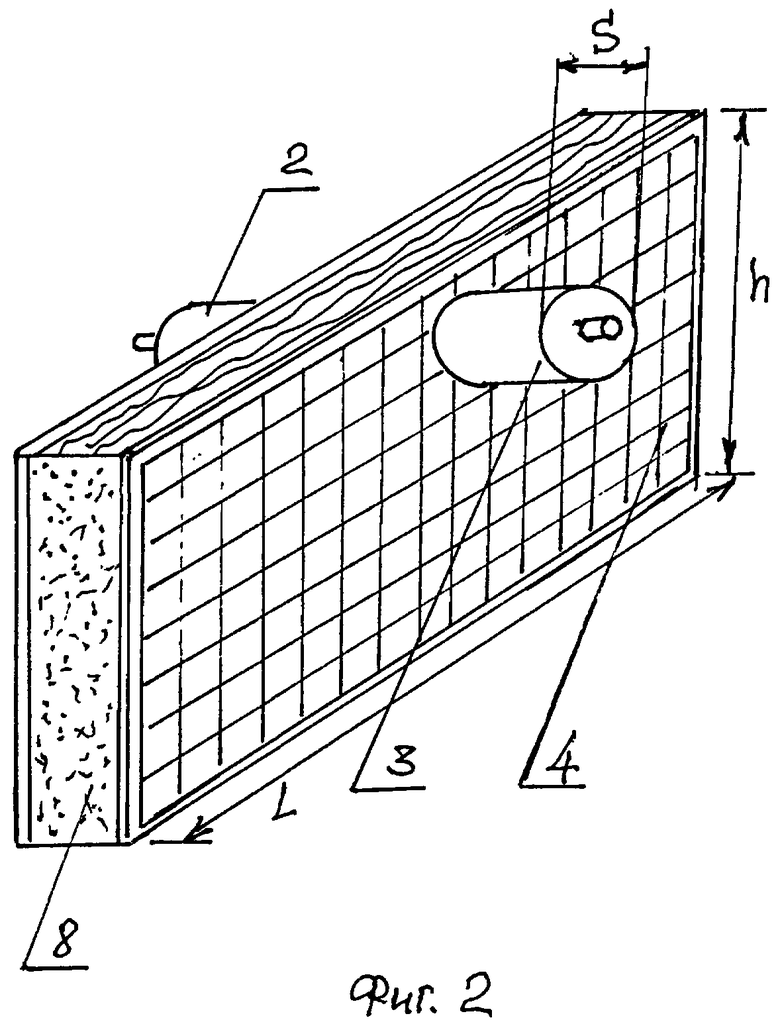
На фиг.1 приведена блок-схема устройства, реализующего способ.
На фиг.2 дано условное изображение конструкции устройства контроля.
Устройство, реализующее способ, состоит из генератора задающей частоты 1, излучателя акустических колебаний 2, приемного датчик акустических колебаний 3, емкостного датчика 4, измерителя импеданса 5, устройства усиления и отображения среднего акустического сигнала 6, вычислителя 7, сетчатых обкладок емкостного датчика 4, многослойного пакета 8 прочеса контролируемого волокна.
Способ осуществляется следующим образом. Множество волокон, принятых за эталонные, тем или иным способом прочесывают и формируют в настил. Из прочеса выделяют заданное количество образцов установленной массы и конфигурации и накладывая образцы друг на друга, создают пакет. Прочес помещают между акустически прозрачными, например сетчатыми, обкладками воздушного конденсатора. Постепенно наращивая пакет и определяя его массу, находят значения акустического сигнала и импеданс конденсатора на заданной частоте в соответствии с его массой. Строят зависимости импеданса конденсатора от массы пакета между обкладками конденсатора и значения акустического сигнала от количества волокон в направлении прозвучивания. Испытуемое множество волокон прочесывают с выходом на барабан, накладывают на барабан требуемое количество слоев. Разрезают поперечно направлению прочеса многослойный навой, получая многослойный прямоугольный пакет. Полученный пакет помещают между акустически прозрачными обкладками конденсатора, прозвучивают в необходимом количестве точек и находят среднее значение акустического сигнала. Определяют импеданс конденсатора с испытуемым волокном. По полученным характеристикам определяют среднее количество волокон в направлении прозвучивания и массу образца, а значение средней линейной плотности волокон находят из выражения
Tср=m/L·n,
где Tср - средняя линейная плотность волокон, m - масса пакета в относительных единицах импеданса конденсатора, L - длина пакета в направлении прочеса, n=k·h/S - количество волокон в относительных единицах акустического сигнала в сечении пакета, поперечном направлению прочеса, k - среднее количество волокон в относительных единицах акустического сигнала в сечении датчика акустического сигнала, S - сечение датчика акустическою сигнала, h - высота пакета, перпендикулярная направлению прочеса.
Использование: для лабораторного контроля средней линейной плотности компактного множества волокон. Сущность заключается в том, что прочес помещают между акустически прозрачными обкладками воздушного конденсатора, постепенно наращивая пакет и определяя его массу, находят значения акустического сигнала и импеданс конденсатора на заданной частоте в соответствии с его массой, строят зависимости импеданса конденсатора от массы пакета между обкладками конденсатора и значения акустического сигнала от количества волокон в направлении прозвучивания, затем испытуемое множество волокон прочесывают с выходом на барабан, накладывают на барабан требуемое количество слоев, поперечно направлению прочеса разрезают многослойный навой, получая многослойный прямоугольный пакет, полученный пакет помещают между обкладками конденсатора, прозвучивают в необходимом количестве точек, находят среднее значение акустического сигнала, определяют импеданс конденсатора с испытуемым волокном, по полученным характеристикам определяют среднее количество волокон в направлении прозвучивания и массу образца, после чего, используя полученные данные, осуществляют контроль средней линейной плотности компактного множества волокон. Технический результат: повышение точности контроля средней линейной плотности компактного множества волокон. 2 ил.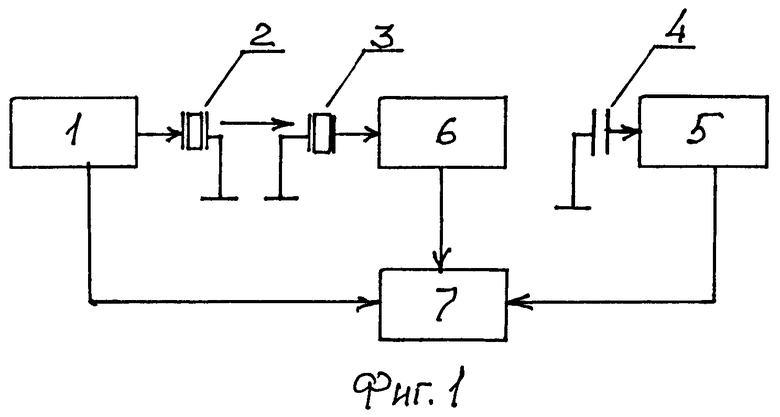
Способ лабораторного контроля средней линейной плотности компактного множества волокон, по которому компактное множество волокон, принятых за эталонное, прочесывают в однослойный настил, разрезают на образцы одинакового размера, конфигурации и ориентации, постепенно складывая образцы в пакет и прозвучивая акустическими колебаниями, строят зависимость акустического сигнала от количества волокон в направлении распространения акустических колебаний, прозвучивание производят в нескольких точках пакета, определяют среднее значение сигнала, из части пакета, показания сигнала через которую оказались наиболее близкими к среднему, отбирают образец, который испытывают по стандартному методу, нормируя полученную зависимость, отличающийся тем, что прочес помещают между акустически прозрачными, например сетчатыми, обкладками воздушного конденсатора, постепенно наращивая пакет и определяя его массу, находят значения акустического сигнала и импеданс конденсатора на заданной частоте в соответствии с его массой, строят зависимости импеданса конденсатора от массы пакета между обкладками конденсатора и значения акустического сигнала от количества волокон в направлении прозвучивания, затем испытуемое множество волокон прочесывают с выходом на барабан, накладывают на барабан требуемое количество слоев, поперечно направлению прочеса разрезают многослойный навой, получая многослойный прямоугольный пакет, полученный пакет помещают между обкладками конденсатора, прозвучивают в необходимом количестве точек, находят среднее значение акустического сигнала, определяют импеданс конденсатора с испытуемым волокном, по полученным характеристикам определяют среднее количество волокон в направлении прозвучивания и массу образца, а значение средней линейной плотности волокон находят из выражения
Tср=m/L·n,
где Тср - средняя линейная плотность волокон,
m - масса пакета в относительных единицах импеданса конденсатора,
L - длина пакета в направлении прочеса,
n=k·h/S - количество волокон в относительных единицах акустического сигнала в сечении пакета, поперечном направлению прочеса,
к - среднее количество волокон в относительных единицах акустического сигнала в сечении датчика акустического сигнала,
S - сечение датчика акустического сигнала,
h - высота пакета, перпендикулярная направлению прочеса.
| Способ определения зрелости хлопковых волокон | 1976 |
|
SU650000A1 |
| Способ определения зрелости хлопковых волокон | 1978 |
|
SU792127A1 |
| Ультразвуковой способ контроля волокнистых материалов | 1982 |
|
SU1270670A1 |
| Способ контроля физико-механических параметров протяженных волокнистых изделий | 1987 |
|
SU1527569A1 |
| Датчик контроля параметров волокнистых материалов | 1986 |
|
SU1430740A1 |
| WO 2007048187 А1, 03.05.2007 | |||
| US 4481820 A, 13.11.1984. | |||

