Изобретение относится к области обработки металлов давлением, в частности к способам изготовления особо тонких листов из высокопрочных титановых сплавов, в основном используемых в аэрокосмической технике.
При постоянном повышении требований к качеству тонких листов, к регламентированной структуре, уменьшению анизотропии механических свойств возникают потребности в новых технологических решениях. Использование известных способов зачастую не позволяет достичь требуемого качества, в частности производство особо тонких листов рулонной прокаткой неизбежно приводит к появлению высокой анизотропии механических свойств листов.
Известен способ изготовления листовых полуфабрикатов из технического титана, включающий предварительную обработку заготовки, холодную прокатку и отжиг, при котором предварительную обработку ведут на структуру с субмикронным размером зерен, прокатку ведут за несколько проходов до получения полуфабриката заданной толщины или твердости, при этом отжиг осуществляют перед прокаткой и/или между проходами при температуре ниже температуры начала рекристаллизации
tнр, с уменьшением твердости на величину, компенсируемую при последующей прокатке (патент РФ №2224046, МПК C22F 1/18, публ. 2004.02.20)
Недостатком данного способа является то, что он специализирован для изготовления листовых полуфабрикатов из технически чистого титана (α-сплавы), а также требует трудоемкой предварительной обработки заготовки перед прокаткой для получения структуры с субмикронным размером зерен.
Известен способ изготовления тонких листов из высокопрочных титановых сплавов, включающий операции подготовки заготовки и горячую деформацию пакета заготовок в оболочке. При этом исходную заготовку с размером зерна α-фазы не более 2 мкм получают методом горячей прокатки кованого или штампованного сляба с относительной толщиной h3/hk=8,0-10,0, где h3 - толщина исходной заготовки перед пакетной прокаткой, мм, hk -конечная толщина готовых листов, мм. Затем заготовку охлаждают со скоростью 200-400°С/мин, а последующую термомеханическую обработку пакета проводят в квазиизотермических условиях методом горячей прокатки пакета заготовок, помещенных в стальной кейс, в продольном и поперечном направлениях с разворотом на 90°, причем изменение направления прокатки осуществляют при достижении суммарной степени деформации в одном направлении 60-70% (патент РФ №2250806, публ. 2005.04.27, МПК В21В 1/38) - прототип.
Данный способ хорошо реализуется при прокатке листов толщиной более 1 мм и, фактически, перестает работать при изготовлении листов менее 1 мм. Это связано с изменением физических характеристик среды, находящейся внутри кейса, на которую возрастающее влияние начинает оказывать соотношение количества обмазки к деформируемому металлу. При прокатке листов между ними наносится разделительное покрытие (обмазка), толщина которого, в независимости от толщины листа, остается постоянной и составляет порядка 0,015-0,02 мм. В сечении данная среда представляет чередующиеся слои обмазки и металла. Соответственно, площадь сечения обмазки может достигать 5-20% от площади сечения пакета. Условия изменения геометрических размеров этих слоев (деформации) имеют разную физическую природу: металл - упругопластическую деформацию, а обмазка - по типу сыпучих сред. Возникает, так называемая, несплошность сред. Движущийся под действием сил трения кейс, проходя через очаг деформации, преодолевает сопротивление нормальных сил деформации. Суммарная составляющая сил трения имеет горизонтальное направление (горизонтальная сила). В отличие от однослойной прокатки в пакетной прокатке эта сила не распределяется равномерно по всему сечению, а передается последовательно между слоями обмазки и листами, образующими пакет. При больших толщинах листов в пакете энергия, создаваемая горизонтальной силой, которая затрачивается в слоях обмазки, незначительна по сравнению с энергией, затрачиваемой на деформацию металла. Поэтому разброс усилий и скоростей деформации при прокатке листов толщиной более 1 мм, находящихся в одном пакете, относительно невелик и позволяет изготовлять листы с малыми неравномерностями деформации по толщине, длине и ширине. При относительном увеличении количества обмазки и уменьшении деформируемого металла количество передаваемой энергии от листа к листу относительно уменьшается. Соответственно, скорости истечения металла из очага деформации у листов, позиционируемых ближе к центру пакета, снижаются. Из-за неравномерности процесса деформации направление течения металла тонких листов пакета может значительно изменяться, а на поверхности листов образуются зажимы (складки). Образовавшиеся складки частично выдавливают обмазку, находящуюся между соседними листами, вызывая их приварку.
Другим вредным фактором, возникающим при прокатке листов толщиной менее 1 мм, является то, что при горячей деформации температура прокатываемого металла близка к температуре рекристаллизации и создаются предпосылки для протекания процесса разупрочнения металла. Фактически деформируемая металлическая конструкция состоит из жестких обкладок кейса, сохраняющих свою устойчивость в силу своих толщин (большой момент инерции), и тонких листов, (малый момент инерции), внутри него. При увеличении толщины пакета стабилизирующее влияния обкладок на процесс деформации листов в направлении к центру пакета будет ослабевать.
Задачей, на решение которой направлено данное изобретение, является получение качественного листового полуфабриката толщиной менее 1,0 мм из высокопрочных титановых сплавов с низкой анизотропией механических свойств листов и большой величиной угла загиба при комнатной температуре.
Технический результат, достигаемый при осуществлении изобретения, заключается в выравнивании скоростей и усилий деформации при пакетной прокатке особо тонких листов в отдельных листах пакета.
Технический результат достигается тем, что в способе изготовления особо тонких листов из высокопрочных титановых сплавов, включающем получение исходной листовой заготовки, сборку пакета из листовых заготовок с обмазывающим покрытием с использованием кейса, горячую прокатку и термообработку пакета, разделение и отделку поверхности полученных листов, согласно изобретению получение исходной заготовки осуществляют прокаткой сляба в полосу до относительной толщины h3/hk=2,0-6,0, где h3 - толщина исходной листовой, мм, hk - конечная толщина готовых листов, мм, смоткой ее в рулон и последующей резкой на листы, а прокатку пакета проводят при температуре ниже температуры рекристаллизации сплава, при этом кейс состоит, по крайней мере, из одной секции, внутри которой размещают не более трех листов, секции между собой разделены обкладками, аналогичными обкладкам кейса, выполненным из титановых сплавов с меньшим сопротивлением деформации, чем сплав заготовок, и с толщиной, обеспечивающей устойчивость формы сечения при прокатке.
Сущность предлагаемого изобретения заключается в следующем.
Изготовление сляба и прокатка сляба в рулон осуществляется известными способами. Относительный размер толщины заготовки h3/hk=2,0-6,0 принят из-за того, что при более высоких степенях деформации стабильность процесса снижается, вследствие низкой устойчивости тонких листов при прокатке. Увеличение числа проходов при деформации стимулирует развитие складок. Прокатка при температуре ниже температуры рекристаллизации сплава сохраняет достаточную прочность прокатываемых листов, т.к. не происходит полного разупрочнения металла. Размещение в одной секции не более трех листов снижает количество обмазочного материала внутри секции пакета до приемлемого уровня. Обкладки из титановых сплавов стабилизируют процесс, обеспечивая течение металла, аналогичное течению в обрабатываемых листах. Использование для обкладок титановых сплавов с меньшим сопротивлением деформации, чем материал заготовок, препятствует образованию складок в заготовках, прилегающих к обкладкам.
Реализация предлагаемого способа обеспечивает возможность получения листов толщиной менее 1 мм из высокопрочных титановых сплавов.
Для опробования данного изобретения использовался сплав Вт6с. Сляб был изготовлен штамповкой слитка в β-области, затем из сляба методом горячей рулонной прокатки была получена полоса толщиной 0,3 мм. Химический состав сплава приведен в таблице 1. Механические свойства полосы - в таблице 2.
Далее обработка производилась по следующей технологии:
1. Резка рулона на листы размером 0,3×500×1050 мм.
2. Изготовление обкладок размерами 5,5×520×1070 мм из сплава От4-1.
3. Обмазка листов раствором бентонитовой глины, сборка и сварка пакетов.
Было изготовлено три пакета:
- 1 вариант - пакет из 1 секции (3 листа и 2 внешние обкладки);
- 2 вариант - пакет из 2 секций по 3 листа, (6 листов, 2 внешние обкладки и одна промежуточная);
- 3 вариант - пакет из 1 секции (10 листов и 2 внешние обкладки).
4. Теплая прокатка пакетов на стане 1700.
5. Отжиг пакетов.
6. Разборка пакетов резкой по периметру.
Разборка пакетов по 1 и 2 вариантам прошла без проблем, сварки между листами не наблюдалось, листы отделились без усилий.
По 3 варианту - все листы сварились между собой в центральной области.
7. В завершение обработки была произведена шлифовка листов. После завершения изготовления было проведено всестороннее исследование качества полученных листов. Результаты механических испытаний листов после пакетной прокатки и термообработки приведены в таблице 3.
листов, мм
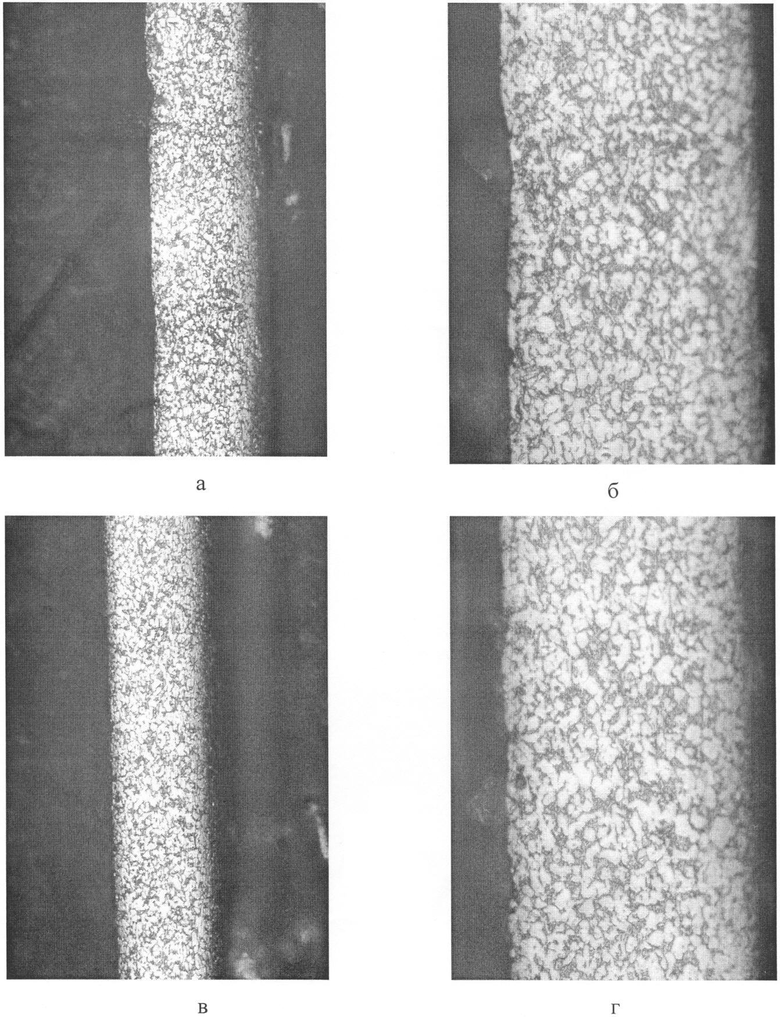
На фотографии показана типичная микроструктура листов толщиной 0,1 мм из сплава ВТ6с в продольном (а-×200; б-×500) и поперечном (в-×200; г-×500) направлениях в состоянии поставки. Средний размер зерна у изготовленных листов составил 4,9-5,2 мкм.
Данный способ на основе рулонной и пакетной прокатки позволяет получить особо тонкие листы большого формата из трудно деформируемых титановых сплавов с низкой анизотропией механических свойств листов и увеличением угла загиба при комнатной температуре.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2785129C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6Al-4V | 2008 |
|
RU2381296C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si | 2015 |
|
RU2583567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ | 2013 |
|
RU2522252C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2243833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОКОМПОНЕНТНЫХ СПЛАВОВ | 2008 |
|
RU2382685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПСЕВДО-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2484176C2 |
Изобретение относится к способу изготовления особо тонких листов из высокопрочных титановых сплавов методом пакетной прокатки. Способ включает получение исходной листовой заготовки, сборку пакета из листовых заготовок с обмазывающим покрытием с использованием кейса, горячую прокатку и термообработку пакета, разделение и отделку поверхности полученных листов. Исходную заготовки получают прокаткой сляба в полосу до относительной толщины h3/hk=2,0-6,0, где h3 - толщина исходной листовой заготовки, мм, hk - конечная толщина готовых листов, мм, смоткой ее в рулон и последующей резкой на листы. Прокатку пакета проводят при температуре ниже температуры рекристаллизации сплава. Кейс состоит, по крайней мере, из одной секции, внутри которой размещают не более трех листов, секции между собой разделены обкладками, аналогичными обкладкам кейса, выполненным из титановых сплавов с меньшим сопротивлением деформации, чем сплав заготовок, и с толщиной, обеспечивающей устойчивость формы сечения при прокатке. Изобретение обеспечивает получение особо тонких листов большого формата из трудно деформируемых титановых сплавов с низкой анизотропией механических свойств листов и увеличением угла загиба при комнатной температуре. 1 ил., 3 табл.
Способ изготовления особо тонких листов из высокопрочных титановых сплавов, включающий получение исходной листовой заготовки, сборку пакета из листовых заготовок с обмазывающим покрытием с использованием кейса, горячую прокатку и термообработку пакета, разделение и отделку поверхности полученных листов, отличающийся тем, что получение исходной заготовки осуществляют прокаткой сляба в полосу до относительной толщины h3/hk=2,0-6,0, где h3 - толщина исходной листовой заготовки, мм; hk - конечная толщина готовых листов, мм, смоткой ее в рулон и последующей резкой на листы, а прокатку пакета проводят при температуре ниже температуры рекристаллизации сплава, при этом кейс состоит, по крайней мере, из одной секции, внутри которой размещают не более трех листов, секции между собой разделены обкладками, аналогичными обкладкам кейса, выполненным из титановых сплавов с меньшим сопротивлением деформации, чем сплав заготовок, и с толщиной, обеспечивающей устойчивость формы сечения при прокатке.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ | 1998 |
|
RU2146568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ПАКЕТНОЙ ПРОКАТКИ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2001 |
|
RU2201821C1 |
| JP 11057810 A, 02.03.1999 | |||
| US 2985945 A, 30.05.1961. | |||

