Изобретение относится к химико-термической обработке металлов и сплавов и может быть использовано для поверхностного упрочнения деталей машин и инструмента из стали в машиностроительной, металлургической, химической, инструментальной и других отраслях промышленности.
Известен способ упрочнения деталей из конструкционных и инструментальных сталей из порошковых смесей, включающий насыпку на дно жаростойкого тигля насыщающей порошковой смеси, содержащей бор, оксид алюминия, хром, иодид аммония, при следующем соотношении компонентов, мас.%: аморфный бор - 5-10, хром - 55-65, оксид алюминия - 25-28,5, иодид аммония - 1,5; толщиной 25 - 50 мм, укладывание деталей с зазорами между ними, не меньшими 20-25 мм, на этот слой. Затем детали засыпают слоем насыщающей смеси толщиной 35-40 мм, на него снова укладывают детали, далее цикл повторяют до заполнения жаростойкого тигля. После заполнения тигля на насыщающую смесь укладывают металлический лист и засыпают его порошком карбида кремния толщиной 40-50 мм. Последующее насыщение осуществляют путем борохромирования в вышеуказанной порошковой смеси при температуре 900-1100°С в течение 6-10 ч. Далее тигель остужают и извлекают упрочненные детали. При этом получают диффузионные слои, состоящие из карбидов и карбоборидов хрома и железа, твердого раствора хрома в железе, толщиной 30-80 мкм в зависимости от марки упрочняемой стали (Химико-термическая обработка металлов и сплавов. Справочник. / Под ред. Л.С.Ляховича. - М.: Металлургия, 1981. - С.334, табл.164).
Недостатками этого способа являются малая износостойкость деталей из конструкционных и инструментальных сталей, упрочненных в соответствии с описанным процессом, вследствие пониженной пластичности и малой толщины получаемых диффузионных слоев, высокая хрупкость упрочненного слоя, в результате чего ограниченная работоспособность упрочненной детали в условиях действия ударных нагрузок, высокая трудоемкость вследствие использования операций укладывания и извлечения деталей, насыпки в жаростойкий тигель насыщающей порошковой смеси, низкая экономичность, обусловленная, во-первых, повышенным расходом насыщающей порошковой смеси, так как минимально возможная толщина слоя смеси над деталью составляет 10 мм, во-вторых, отсутствием возможности повторного использования этой смеси, в-третьих, применением дорогостоящего аморфного бора (от 1200 руб./кг) и чистого хрома (от 80 руб./кг).
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является способ упрочнения деталей, а именно литого режущего инструмента, из быстрорежущей стали, заключающийся в том, что детали в виде пластинок из быстрорежущей стали Р6М5 предварительно шлифуют, затачивают и подвергают цементации в муфеле в среде древесного угля при температуре 980-1020°С в течение 1,5 ч, охлаждают с муфелем на воздухе, далее пластинки затачивают, шлифуют и обезжиривают в уайт-спирите или бензине, после чего на них наносят обмазку, содержащую ферротитан, карбид бора, краснокровяную соль и хлористый аммоний, при следующем соотношении компонентов, мас.%: ферротитан 50-60, карбид бора 20-30, краснокровяная соль 15-25, хлористый аммоний 2-3, предварительно разводя ее в этилсиликате до пастообразного состояния. После нанесения пасты пластинки сушат на воздухе до получения твердой корки. Затем осуществляют насыщение из обмазки при нагреве подготовленных пластинок в индукторе токами высокой частоты до 1180-1250°С с выдержкой 3-5 мин и последующую закалку с температуры насыщения, охлаждая детали с подстуживанием в масле при 60-80°С. Далее производят троекратный отпуск совместно с сульфидированием в герметичном муфеле в среде сульфата натрия с засыпкой древесного угля при 550-570°С в течение 1 ч. При этом на поверхности пластинок образуется тонкий диффузионный слой толщиной 3-5 мкм сульфида железа, выполняющий функцию твердой смазки, а под ним - диффузионный слой толщиной 10-15 мкм из карбидов и нитридов титана, боридов железа (патент RU 2172360, МПК7 С23С 12/00, C23F 17/00).
Недостатками вышеописанного способа упрочнения являются низкие износостойкость и коррозионная стойкость упрочненных таким образом деталей вследствие высокой хрупкости и малой толщины получаемых диффузионных слоев, образованных при насыщении из обмазки, содержащей ферротитан, карбид бора, краснокровяную соль и хлористый аммоний, с использованием предварительной цементации деталей; малый ресурс упрочненных деталей, обусловленный низкой пластичностью этих слоев; повышенная трудоемкость вследствие необходимости использования предварительной цементации, укладывания деталей в муфель и извлечения из него; низкая экономичность, обусловленная применением дорогостоящего индуктора с токами высокой частоты, муфеля, операций предварительной цементации, укладывания деталей в муфель и извлечения из него.
Задачей изобретения является повышение износостойкости и коррозионной стойкости и ресурса стойкости деталей из сталей, упрочненных в соответствии с предложенным способом, снижение трудоемкости и повышение экономичности процесса упрочнения.
Поставленная задача решается тем, что предложен способ изготовления стальной детали с упрочненной поверхностью, включающий нанесение обмазки на литейную форму для получения стальной детали обмазки, разведенной в воде до пастообразного состояния и содержащей следующие компоненты, мас.%:
последующую сушку на воздухе до получения твердой корки, заливку расплавленной стали в литейную форму и охлаждение расплавленной стали вместе с литейной формой до 400-300°С с получением диффузионного слоя на поверхности детали, выбивку детали из литейной формы и дробеструйную обработку ее поверхности.
Повышение износостойкости, теплостойкости, коррозионной стойкости упрочненных деталей обеспечивается снижением хрупкости вследствие отсутствия необходимости в предварительной цементации при насыщении поверхностей стальных деталей одновременно бором и хромом и увеличением толщины получаемых диффузионных слоев до 3-8 мм в зависимости от химического состава сталей, образованных при насыщении из обмазки, содержащей диборид хрома, мелкодисперсный графит, бентонит, фторид натрия. Повышение ресурса упрочненных деталей достигается повышением пластичности и коррозионной стойкости диффузионных слоев за счет введения диборида хрома и мелкодисперсного графита, а также за счет образования утолщенных диффузионных слоев.
Снижение трудоемкости процесса упрочнения достигается вследствие повышения производительности труда, чему способствует отсутствие необходимости использования предварительной цементации, укладывания деталей в муфель и извлечения из него. Деталь упрочняется непосредственно в процессе ее изготовления.
Возможна работа упрочненных деталей в условиях ударных нагрузок за счет значительного повышения пластичности упрочненного слоя.
Повышение экономичности процесса упрочнения обусловлено, во-первых, тем, что процесс упрочнения осуществляется в ходе изготовления литой детали, позволяет отказаться от дорогостоящего индуктора с токами высокой частоты, во-вторых, отсутствием необходимости применения предварительной цементации, связанной с использованием дорогостоящего муфеля, изготавливаемого, как правило, из дорогостоящих высоколегированных сталей.
Содержание в обмазке диборида хрома в количестве, составляющем 20-25 мас.%, является оптимальным, так как при данном содержании образуются упрочненные слои с наиболее высоким ресурсом. При содержании в обмазке диборида хрома в количестве, меньшем 20 мас.%, идет преимущественно насыщение бором, что приводит к высокой хрупкости диффузионного слоя, а вследствие этого - к снижению ресурса работы. При содержании в обмазке диборида хрома в количестве, большем 25 мас.%, идет преимущественно процесс хромирования, что приводит к образованию более мягких диффузионных слоев, обладающих пониженной твердостью, а вследствие этого - низким ресурсом.
Содержание в обмазке карбида бора в количестве, составляющем 50-60 мас.%, является оптимальным, потому что при этом содержании образуются диффузионные слои с наибольшей пластичностью и износостойкостью. Содержание в обмазке карбида бора в количестве, меньшем 50 мас.%, приводит к получению диффузионных слоев с малой твердостью и снижению ресурса упрочненных деталей. При содержании в обмазке карбида бора в количестве, большем 60 мас.%, происходит преимущественное насыщение бором, что приводит к высокой хрупкости получающихся слоев и, как следствие, снижению ресурса работы.
Содержание в обмазке графита в количестве, составляющем 5-15 мас.%, является оптимальным, потому что при данном содержании графита обеспечиваются легкое отделение обмазки и достаточная толщина диффузионных слоев. При содержании в обмазке графита в количестве, меньшем 5 мас.%, получают упрочненные слои малой толщины, и отделение обмазки от поверхности упрочненной детали затруднено. При содержании в обмазке графита в количестве, большем 15 мас.%, получаются более тонкие упрочненные слои и вследствие повышенного газовыделения возможно появление поверхностных дефектов формы на готовой детали.
Содержание в обмазке бентонита в количестве, составляющем 5-7 мас.%, является оптимальным в силу того, что оно предотвращает осыпание обмазки в процессе сушки. При содержании в обмазке бентонита в количестве, меньшем 5 мас.%, возможно осыпание обмазки в процессе сушки. При содержании в обмазке бентонита в количестве, большем 7 мас.%, получают диффузионные слои малой толщины, возможны сколы при отделении обмазки вследствие ее повышенной адгезии к поверхности детали.
Содержание в обмазке фторида натрия в количестве, составляющем 2-3 мас.%, является оптимальным, так как при данном содержании обеспечивается необходимая активность насыщающей обмазки, что приводит к формированию диффузионных слоев с оптимальными пластичностью и износостойкостью. При содержании в обмазке фторида натрия в количестве, меньшем 2 мас.%, вследствие недостаточной активности смеси возможно получение диффузионного слоя малой толщины либо полное его отсутствие. При содержании в обмазке фторида натрия в количестве, большем 3 мас.%, вследствие повышенной активности смеси возможно сплавление обмазки с упрочняемой деталью, что приводит к невозможности отделения использованной обмазки от готового изделия.
Охлаждение вместе с формой до температуры 400-300°С является оптимальным, так как охлаждение до температур ниже 300°С происходит длительное время, что приводит к снижению выпуска упрочненных деталей, а при охлаждении до температур выше 400°С не успевают произойти необходимые химические и металлургические реакции.
Предложенное изобретение поясняется таблицей, в которой приведены результаты испытаний на износостойкость литых роликов из стали 25, имеющих диаметр 80 мм и толщину 35 мм.
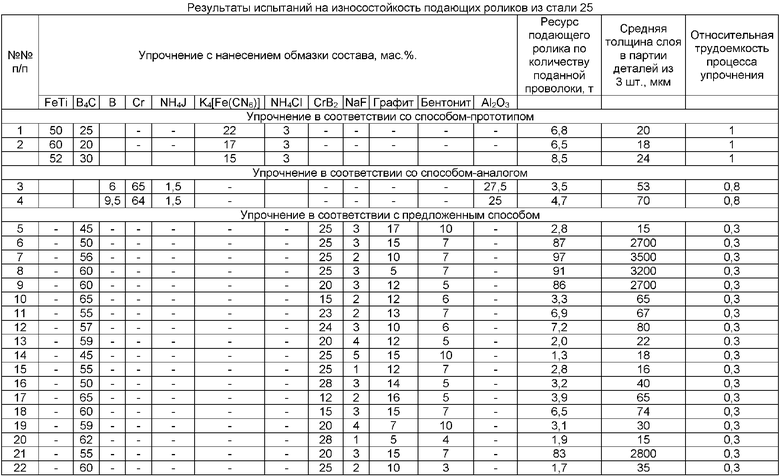
Режим работы подающего ролика из стали 25: подача проволоки ⌀ 4 мм на станок для ее рубки.
Способ упрочнения стальных деталей осуществляется следующим образом. Предварительно обмазку, содержащую диборид хрома, карбид бора, графит, бентонит, фторид аммония при следующем соотношении компонентов, мас.%: диборид хрома 20-25, карбид бора 50-60, графит 5-15, бентонит 5-7, фторид натрия 2 - 3, разводят в воде до пастообразного состояния. Приготовленную обмазку наносят на литейную форму стальной детали слоем 2-3 мм, после чего сушат на воздухе до получения твердой корки. Насыщение поверхности детали из обмазки производят в литейной форме при заливке расплавленного металла - жидкой стали с температурой от 1500 до 1600°С с последующим охлаждением отливки до 300-400°С вместе с формой при кристаллизации жидкого металла. Затем осуществляют выбивку отливки из литейной формы. Оставшуюся и пригоревшую обмазку отделяют от поверхности упрочненной детали посредством дробеструйной обработки. При этом на поверхности детали образуется диффузионный слой толщиной 2,5-3,5 мм с микротвердостью 8000-12500 МПа в зависимости от химического состава стали. При необходимости возможна последующая шлифовка изделия со снятием поверхностного слоя не более чем 0,5 мм.
Изобретение иллюстрируется следующим примером.
В качестве отливаемых деталей использовали литые ролики для подачи электродной проволоки из стали 25. Предварительно обмазку, содержащую диборид хрома, карбид бора, графит, бентонит, фторид аммония (см. таблицу, №№ п/п 5-22) разводили в воде до пастообразного состояния. В литейной форме из указанной обмазки проводили насыщение литого ролика из стали 25. Время охлаждения отливки вместе с формой составило 6 ч. Затем отливка была выбита из формы. Оставшаяся обмазка была отделена от поверхности детали с помощью дробеструйной обработки. На деталях было получено равномерное покрытие толщиной 2-3 мм (см. таблицу, №№ п/п 6-9, 21). Износостойкость определялась по весу поданной проволоки.
Также осуществляли процесс упрочнения роликов из стали 25 в соответствии со способом упрочнения деталей из конструкционных и инструментальных сталей, выбранным в качестве аналога (см. таблицу, №№ п/п 3, 4) и упрочнения деталей, а именно литого ролика, из быстрорежущей стали, выбранным в качестве прототипа (см. таблицу, №№ п/п 1, 2).
Как следует из приведенных в таблице данных, при насыщении деталей из обмазки с содержанием компонентов за заявленными пределами стойкость поверхностных слоев снижается (см. таблицу, №№ п/п 5-20, 22), наблюдается прогар обмазки, в результате чего получаются так называемый «пятнистый слой» и обезуглероживание детали (см. таблицу, №№ п/п 12, 13, 20), затруднение отделения обмазки от детали и высокая вероятность скола упрочненного слоя детали вместе с обмазкой (см. таблицу, №№ п/п 5, 10, 11, 14, 19), частичное либо полное саморазрушение обмазки, а также ее сползание с литейной формы в процессе сушки (см. таблицу, №№ п/п 17, 18, 20, 22), снижение толщины упрочненного слоя, а следовательно, стойкости, получение слоев с пониженной твердостью, а вследствие этого - с низким ресурсом (№№ п/п 5-20, 22). Износостойкость литого ролика в производственных условиях по сравнению с литым роликом, упрочненным в соответствии со способом, выбранным в качестве прототипа, возросла в 14,92 раз (см. таблицу, №№п/п 6-9, 21). Трудоемкость процесса упрочнения за счет исключения предварительной цементации и отказа от троекратного отпуска снизилась на 10 человеко-часов (с 16 до 6).
Таким образом, использование предложенного изобретения позволяет увеличить толщину диффузионного слоя на поверхностях упрочняемых стальных деталей, повысить ресурс деталей, упрочненных в соответствии с предложенным способом, понизить трудоемкость и повысить экономичность процесса упрочнения. При этом заявленный способ не требует дорогостоящей специальной оснастки и может быть применен на любом металлообрабатывающем предприятии, имеющем литейный участок. Средняя себестоимость смеси для приготовления обмазки снижается с 700 до 300 руб./кг по сравнению со способом-аналогом. По сравнению со способом-прототипом себестоимость смеси также снижается - с 560 до 300 руб./кг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЧУГУНОВ И СТАЛЕЙ | 2010 |
|
RU2440869C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2007 |
|
RU2345175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРОЧНЕННЫХ СТАЛЬНЫХ И ЧУГУННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508959C2 |
| СПОСОБ ДИФФУЗИОННОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2589954C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2007 |
|
RU2360031C2 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2556805C1 |
| СПОСОБ НАНЕСЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНОВ И СТАЛЕЙ | 2011 |
|
RU2482215C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ЛИТОЙ СТАЛЬНОЙ ДЕТАЛИ | 2016 |
|
RU2641209C1 |
| Способ изготовления литой стальной детали | 2015 |
|
RU2622503C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛИТОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1999 |
|
RU2172360C2 |
Изобретение относится к химико-термической обработке металлов и сплавов и может быть использовано для поверхностного упрочнения деталей машин и инструмента, изготовленных из сталей в машиностроительной, металлургической, химической, инструментальной и других отраслях промышленности. Способ изготовления стальной детали с упрочненной поверхностью включает нанесение на литейную форму для получения стальной детали обмазки, разведенной в воде до пастообразного состояния и содержащей следующие компоненты, мас.%: диборид хрома 20-25, карбид бора 50-60, графит 5-15, бентонит 5-7, фторид натрия 2-3. Затем проводят сушку на воздухе до получения твердой корки, заливку расплавленной стали в литейную форму и охлаждение расплавленной стали вместе с литейной формой до 400-300°С с получением диффузионного слоя на поверхности детали. После этого осуществляют выбивку детали из литейной формы и осуществляют дробеструйную обработку ее поверхности. Повышаются износостойкость, теплостойкость, коррозионная стойкость и ресурс стальных деталей, снижаются трудоемкость процесса упрочнения и себестоимость смеси для приготовления обмазки, повышается экономичность процесса упрочнения. 1 табл.
Способ изготовления стальной детали с упрочненной поверхностью, включающий нанесение на литейную форму для получения стальной детали обмазки, разведенной в воде до пастообразного состояния и содержащей следующие компоненты, мас.%:
последующую сушку на воздухе до получения твердой корки, заливку расплавленной стали в литейную форму и охлаждение расплавленной стали вместе с литейной формой до 400-300°С с получением диффузионного слоя на поверхности детали, выбивку детали из литейной формы и дробеструйную обработку ее поверхности.
| СПОСОБ УПРОЧНЕНИЯ ЛИТОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1999 |
|
RU2172360C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2031973C1 |
| JP 58039774 A, 08.03.1983 | |||
| Ленточный конвейер | 1978 |
|
SU796094A1 |
| Комбинированная сцепная муфта | 1974 |
|
SU480870A1 |

