Область техники, к которой относится изобретение
Изобретение в общем относится к дефектоскопии деталей и более конкретно к ультразвуковой дефектоскопии деталей.
Детали с поверхностями сложной формы часто встречаются в промышленности и в правительственных учреждениях. Часто информация о точной форме этих поверхностей, которая требуется для проведения дефектоскопии, не известна заранее. Например, в области промышленных ядерных реакторов используется множество сложных изогнутых деталей и сварных швов. Доступные в настоящее время способы и методы, пригодные для выполнения ультразвуковой (UT, УЗ) проверки сварных швов труб со стороны внешней поверхности, применимы только для структур, которые являются, по существу, плоскими и гладкими. Полученный к настоящему времени в полевых условиях опыт использования таких методов показывает, что значительная часть этих сварных швов не является плоскими и гладкими. Обычные полевые условия, с которыми сталкиваются операторы УЗ, включают в себя вариации выпуклостей сварных швов и других неровностей поверхности в широком диапазоне, например в случае диаметрального сжатия сварного шва.
В последние два десятилетия широкое распространение получили ультразвуковые испытания промышленных деталей с использованием фазированной решетки. Ультразвуковые испытания с фазированной решеткой представляют собой форму ультразвуковых испытаний, в которых преобразователь состоит из массива малых отдельных элементов, каждый из которых содержит свой собственный импульсный генератор и канал приемника. Каждый элемент выполнен настолько малым, что обеспечивается широкое распространение луча. При передаче каждый элемент генерирует импульс в точно заданный момент времени, в результате чего ультразвуковая волна от каждого элемента поступает одновременно в точку фокуса в объеме детали. При приеме сигнал от каждого элемента получает задержку на точное время, в результате чего все сигналы, отраженные от точки фокуса в объеме детали, имеют одну фазу. Задержанные принимаемые сигналы затем суммируют вместе, получая сигнал максимальной амплитуды, когда отражение происходит от точки фокуса. Поскольку такие временные задержки для передачи и отражения прикладывают в электронном виде, их можно быстро изменять. Это позволяет программировать характеристики луча фазированной решетки и быстро их изменять со скоростью до 20000 раз в секунду. При использовании таких методик можно обеспечить электронную развертку точки фокуса ультразвукового луча в пределах определенного угла, в определенном диапазоне глубины, линейно вдоль параллели испытуемой детали или с использованием любой другой требуемой структуры развертки. Такая гибкость привела к широкому распространению ультразвуковых устройств с фазированной решеткой в промышленной дефектоскопии.
Детали с изогнутой, волнистой или неровной поверхностью в течение длительного времени представляли собой проблему для ультразвуковых испытаний. В некоторых случаях, если поверхность имеет известную правильную геометрию (такую как цилиндр), ультразвуковой датчик может быть разработан и изготовлен так, что он обеспечивает возможность дефектоскопии детали. При использовании ультразвуковых устройств с фазированной решеткой обеспечивается возможность компенсировать (во многих случаях) известные геометрические формы поверхности путем регулирования времени задержки при передаче и приеме. Калькуляторы формулы фокусирования являются коммерчески доступными и позволяют рассчитывать ультразвуковые лучи фазированной решетки для простых структур с правильной формой поверхности. Однако для случая, когда профиль поверхности изменяется неизвестными образом вдоль поверхности перед ее проверкой, отсутствует способ, позволяющий выполнить ультразвуковую дефектоскопию. Такое может происходить, например, когда труба была сварена, и затем сварной шов был отшлифован для получения гладкой поверхности, которая, тем не менее, не является плоской. Часто используется водяная среда между преобразователем и частью, которая должна проводить ультразвуковые волны в деталь и из нее, что облегчает автоматизированное сканирование и позволяет получать надежное соединение.
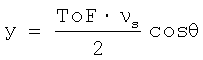
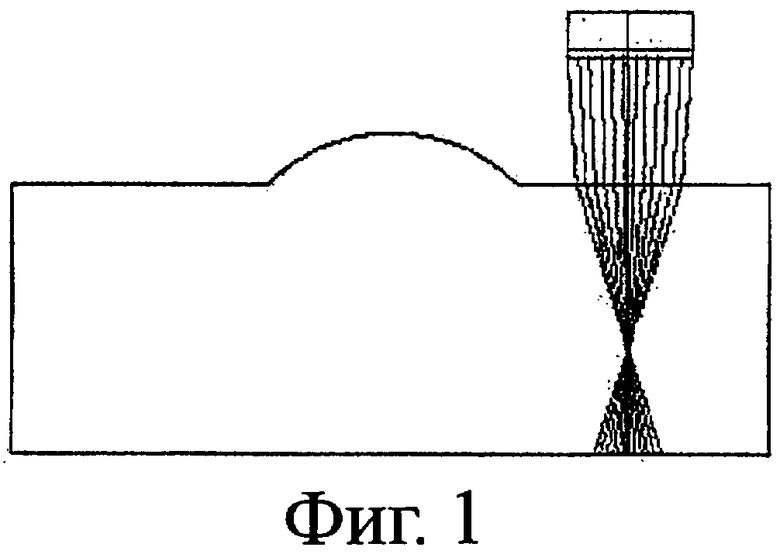
На фиг.1 и 2 схематично иллюстрируется влияние неровностей поверхности на ультразвуковой импульс. На фиг.1 показано, как ультразвуковой луч на плоской поверхности легко фокусируется в требуемой области. На фиг.2 показано, как происходит рассеяние ультразвукового луча из-за изогнутой поверхности. Можно видеть, что, если требуется поддерживать точность ультразвуковой дефектоскопии, необходимо выполнить коррекцию с учетом профиля поверхности.
В публикации US 2005/0150300, заявка на патент США, под названием "Device and Method for Ultrasonic Inspection Using Profilometry Data" раскрыт способ использования нескольких ультразвуковых датчиков на салазках с водяным соединением между преобразователями и частью поверхности. Такие устройства обеспечивают возможность съемки профиля поверхности для коррекции результатов дефектоскопии деталей путем компенсации ошибки в местах расположения отражателей, связанной с неровной поверхностью. Однако такое устройство не обладает возможностью коррекции аберрации ультразвукового луча, связанной с неровным профилем поверхности по ширине ультразвукового луча. Таким образом, его применимость ограничена поверхностями, которые были описаны как плоские по ширине луча в месте его падения на поверхность. Такое сужение условий является сильно ограничивающим, поскольку, как можно видеть на фиг.2, даже радиус кривизны 1,5 дюйма приводит к значительному искажению луча для типичного ультразвукового луча.
Разработаны гибкие зонды с фазированной решеткой, форму которых можно адаптировать к поверхности деталей со сложной формой для выполнения ультразвуковой дефектоскопии. Они описаны в статье под названием "Flexible Phased Array Transducer for Contact Examination of Components with Complex Geometry", представленной на 16 Всемирной конференции по неразрушающему контролю в Монреале, Канада 30 августа - 3 сентября 2004 г. В этой экспериментальной работе разработан гибкий пьезоэлектрический зонд, который имеет устройство измерения смещения, закрепленное на каждом отдельном элементе. Отдельные элементы прижимаются вниз так, чтобы они соответствовали неровной поверхности профиля. Путем измерения вертикального положения каждого отдельного элемента, с помощью датчиков смещения можно рассчитать задержки фазированной решетки, которые компенсируют и устраняют искажение луча, которое, в противном случае, произошло бы из-за неровной поверхности. Однако поддержание достаточного контакта между элементами зонда и частью поверхности для надежного соединения ультразвуковых устройств с этой частью является проблематичным. Для обеспечения хорошего ультразвукового соединения между элементами и этой частью требуется зазор, составляющий не более нескольких тысячных дюйма, заполненный соединительной жидкостью или гелем. Во множестве практических случаев поверхностные условия делают это невозможным.
В статье С.Holmes, В.Drinkwater, and P.Wilcox, Insight, Vol.46, No. 11, 677-680 (2004) описано использование монолитных (одноэлементных) ультразвуковых преобразователей. Характеристики ультразвукового луча установлены, и их нельзя изменять. Один зонд работает с водяным путем для измерения профиля поверхности, а другой зонд для внутреннего инспектирования находится в контакте с поверхностью детали. Поскольку ультразвуковые зонды, описанные в этом документе, не являются гибкими, они могут работать только на плоских поверхностях. Плоская поверхность зонда должна находиться в контакте с плоской поверхностью детали по всей площади зонда, с тонкой жидкой контактирующей средой между зондом и поверхностью детали, толщина которой составляет не более нескольких тысячных дюйма для правильной работы. Поэтому такое устройство может работать только с деталями, которые состоят из сегментов с плоской поверхностью. В областях перехода от одной плоской области к другой зонд для внутреннего инспектирования не может работать. Такой подход можно использовать только на изогнутых поверхностях, которые имеют достаточно большой радиус кривизны, так, чтобы они были, по существу, плоскими в области установки зонда. Для типичных преобразователей радиус кривизны должен быть больше, чем несколько футов, для использования такого подхода. Коррекция, обеспечиваемая с помощью такого подхода, ограничена коррекцией места расположения внутреннего отражения по ультразвуковым данным, представляющим вариацию профиля поверхности. Поскольку угол луча и расстояние до отражателя для каждого зонда являются известными и зная точное место расположения зонда на поверхности, а также профиль поверхности, место расположения отражателя относительно глобальной системы координат можно рассчитать, используя подход, описанный в этой статье. Однако этот подход применим только для относительно малого поднабора существующих деталей с неровной поверхностью. Такой подход не решает все проблемы искажения луча, связанного с поверхностью, которая не является плоской в области установки зонда. Это подчеркивает то, что такой подход применим только для плоских сегментов поверхности в области установки зонда.
Сущность изобретения
В настоящем изобретении решаются недостатки предшествующего уровня техники, и на его основе разработан способ ультразвуковой дефектоскопии деталей с волнистой или неровной поверхностью. Ультразвуковой преобразователь с многоэлементной матрицей работает, по существу, с жидким слоем, таким как вода, толщиной, по меньшей мере, несколько единиц длины волны ультразвука, между решеткой преобразователя и поверхностью детали. Такой слой жидкости может поддерживаться путем погружения детали в жидкость или, используя колонну, содержащую контактирующую среду, между зондом и поверхностью детали. Деталь сканируют, измеряя двумерный профиль поверхности, используя механический щуп, лазер или ультразвуковую методику. Как только будет получен точный профиль поверхности детали, рассчитывают параметры обработки данных для обработки ультразвуковых сигналов, отраженных от внутреннего объема детали.
Различные новые признаки, которые характеризуют изобретение, указаны, в частности, в приложенной формуле изобретения, которая формирует часть настоящего описания. Для лучшего понимания настоящего изобретения и рабочих характеристик, получаемых в результате его использования, делается ссылка на прилагаемые чертежи и описательные материалы, формирующие часть данного раскрытия, в которых иллюстрируется предпочтительный вариант выполнения настоящего изобретения.
Краткое описание чертежей
Прилагаемые чертежи формируют часть данного описания, и номера ссылочных позиций, показанные на чертежах, обозначают одинаковые или соответствующие элементы на всех чертежах:
На фиг.1 схематично иллюстрируется эффект ультразвуковых импульсов, направленных в деталь через плоскую поверхность.
На фиг.2 схематично иллюстрируется эффект ультразвуковых импульсов, направленных в деталь через неровную поверхность.
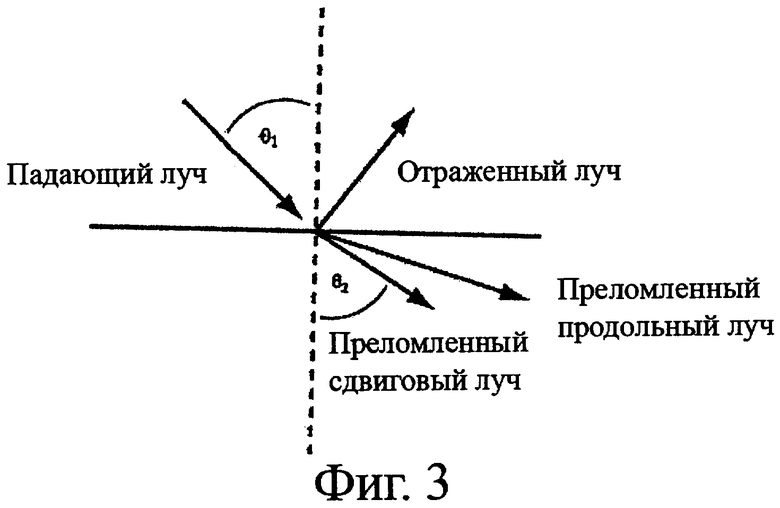
На фиг.3 схематично иллюстрируется преломление и отражение ультразвукового луча на границе перехода двух разных материалов.
На фиг.4 представлен пример трассировки луча для зонда с многоэлементной решеткой.
Подробное описание изобретения
Хотя способ дефектоскопии в соответствии с настоящим изобретением может быть выполнен, по меньшей мере, тремя разными путями, существуют некоторые общие области в каждом способе.
Первая общая область состоит в том, что предпочтительно использовать ультразвуковой зонд в виде многоэлементной решетки.
Другая общая область состоит в том, что зонд отделен от инспектируемой детали существенным путем через жидкость. Жидкость может представлять собой воду или гель, но предпочтительно воду, поскольку с ней проще всего работать. Выполняемая в настоящее время дефектоскопия с помощью ультразвуковых преобразователей обычно осуществляется так, что преобразователь соединяется с инспектируемой деталью с помощью жидкости или геля, толщина которого составляет меньше, чем несколько тысячных дюйма, что означает, что преобразователь, по существу, почти прикасается к детали. При этом, для целей изобретения требуется, чтобы существенный путь текучей среды составлял, по меньшей мере, несколько длин волн ультразвука между преобразователем и деталью, с тем, чтобы присутствовал зазор между преобразователем и деталью, что обеспечивает возможность работы с неровной поверхностью, имеющей относительно малый радиус кривизны детали, без контакта между преобразователем и деталью. Длина такого пути в воде обычно составляет от 3 мм до 25 мм.
Другая общая область состоит в том, что деталь сканируют для получения двумерного профиля поверхности детали. Однако используемые средства сканирования могут отличаться между собой, как будет описано ниже.
Еще общая область состоит в том, что на основе измеренного профиля поверхности детали рассчитывают параметры обработки сигналов, как функцию положения ультразвукового датчика, с помощью которой корректируют искажения ультразвукового луча, которое в противном случае возникло бы в результате отражения ультразвуковых импульсов.
В предпочтительном варианте выполнения инспектируемую деталь сканируют путем поочередного включения каждого отдельного элемента УЗ зонда в ультразвуковом зонде на основе многоэлементной решетки и записывают принимаемую отраженную форму ультразвуковых колебаний от каждого из элементов решетки, в результате чего записывают полный набор данных в каждом положении зонда, для каждой уникальной комбинации элемента передатчика и приемного элемента. Собранный массив данных о форме колебаний ультразвука обрабатывают для измерения профиля поверхности детали. На основе измеренного профиля поверхности рассчитывают параметры обработки сигналов как функцию положения датчика, которая корректирует неровности поверхностей и устраняет эффект искажения луча, который в противном случае возник бы в отраженных сигналах в результате наличия внутренних отражателей в детали. Собранный массив данных обрабатывают, изменяя параметры обработки сигналов как функцию кодированного положения датчика, рассчитанную на предыдущем этапе, для анализа (инспекции) внутренности детали на основе сигналов, отраженных от внутреннего объема детали.
В предпочтительном варианте выполнения можно использовать хорошо известную методику фокусирования с синтезированной апертурой (SAFT, МФСА) для формирования двумерной апертуры, требуемой для объемного фокусирования точки, в результате чего повышается чувствительность и улучшается разрешающая способность. Методику МФСА можно легко применять к схеме матричного запуска/фокусирования, поскольку все формы колебаний отдельных элементов сохраняются. Затем требуется просто использовать формы колебаний для множества положений датчика при фокусировании в одной точке фокуса, для достижения преимуществ МФСА.
В другом варианте выполнения инспектируемую деталь сканируют для измерения двумерного профиля поверхности как функции кодированного положения датчика, используя механический щуп, технологию на основе лазера, ультразвуковую технологию или аналогичную технологию. На основе измеренного профиля поверхности рассчитывают параметры обработки сигналов, как функцию положения датчика. Такие параметры обработки сигналов корректируют для неровных поверхностей, для устранения эффекта искажения луча, который в противном случае возник бы в отраженных сигналах. Рассчитанные параметры обработки сигналов затем загружают в коммерчески доступный инструмент с фазированной решеткой, который соединен с преобразователем на основе двумерной ультразвуковой решетки. Эту деталь затем сканируют, используя ультразвуковой зонд в виде многоэлементной решетки, применяя параметры обработки сигналов, загруженные в инструмент с фазированной решеткой, для дефектоскопии внутреннего объема детали. Это достигается путем электронного выбора параметров обработки сигналов на основе положения датчика с ультразвуковой решеткой и используя их для приема, обработки и записи импульсов, отраженных от отражателей, расположенных внутри объема детали.
В другом варианте выполнения инспектируемую деталь сканируют, как описано выше, для измерения профиля поверхности. Одновременно со сканированием детали для измерения профиля поверхности в ультразвуковом зонде, состоящем из множества элементов, каждый отдельный элемент решетки включают поочередно. Полученную в результате форму колебаний ультразвука для каждого из элементов решетки записывают так, что в результате получают полный набор данных для каждого положения зонда и каждой уникальной комбинации элемента передатчика и приемного элемента. Параметры обработки сигналов рассчитывают на основе измеренного профиля поверхности, как указано выше. Собранный массив данных, полученный при индивидуальном включении каждого элемента, затем обрабатывают, используя вновь рассчитанные параметры обработки сигналов, которые корректируют неровности поверхности и устраняют эффект искажений луча, которые в противном случае возникли бы в сигналах, отраженных от внутренних отражателей детали.
Каждый вариант выполнения может быть воплощен так, чтобы зонд на основе одиночной решетки действовал одновременно как передатчик и приемник, или можно использовать зонды с двумя многоэлементными решетками, в которых один зонд действует как передатчик и второй зонд действует как приемник. При использовании двойных зондов в качестве отдельных передатчиков и приемников уменьшается амплитуда отражений от границы перехода между жидкостью и поверхностью детали, которая временно "ослепляет" систему из-за близких к поверхности отражений, закрывающих внутренний объем детали. При использовании двойных зондов выполняются те же операции и расчеты параметров обработки сигналов, что и в случае использования одного комбинированного зонда из передатчика/приемника, за исключением того, что учитывают относительное месторасположение двух зондов. В этом случае информацию о профиле поверхности получают путем включения зонда передатчика в импульсный/эхо режим (передача и прием одними и теми же элементами этого зонда), одновременно отдельный зонд-приемник принимает отраженный ультразвук из внутреннего объема детали. Два зонда разделены продольно. Зонд передачи (первый зон) передает ультразвуковые импульсы в соединительную жидкость и внутрь детали и принимает отраженный ультразвук от поверхности детали для составления профиля поверхности детали. Приемник второго зонда принимает отражения ультразвукового сигнала из внутреннего объема детали.
При использовании способа в соответствии с изобретением, состоящего в получении и обработке данных, становится возможным обрабатывать данные для создания изображения, которое эквивалентно фокусированию ультразвукового луча в каждой точке, в области, представляющей интерес. Также возможно обрабатывать данные от разного количества элементов для разных областей детали, эффективно изменяя апертуру. Например, эффективная апертура может быть увеличена при увеличенном фокусном расстоянии для поддержания постоянной ширины фокуса в области инспектирования, поскольку ширина фокуса определяется по формуле:
Ширина фокуса ~= (Фокусное расстояние) (Длина волны ультразвука)/(Эффективная ширина зонда)
Общее средство, в котором применяется способ в соответствии с изобретением, описано ниже.
Профиль поверхности детали может быть точно измерен, используя ультразвуковые устройства с зондами в виде решетки. Это обеспечивается путем сканирования части детали с электронной разверткой луча под определенным углом, сбора данных отражения ультразвука от поверхности с последующим комбинированием собранных данных с использованием известного угла установки луча и положения зонда, когда данные использовались для создания точного профиля на поверхности детали. Наибольшее отражение от точки на поверхности получают, когда ультразвуковой луч расположен перпендикулярно поверхности. Когда комбинируют данные для каждого из углов луча и положения зонда, отражение с наибольшей амплитудой от заданной точки на поверхности используется для измерения расстояния от зонда до точки на поверхности. Зная точное местоположение зонда и угол падения луча, при котором получают наибольшее отражение, можно определить местоположение точки на поверхности. В результате выполнения этих измерений на всей поверхности может быть сформирован профиль для точек сетки, которые определяют поверхность. Обработка сигнала, которая эквивалентна обработке в фазированной решетке, которая была описана выше, может выполняться для собранных данных включения элементов матрицы, для получения той же возможности профилирования поверхности.
Для получения профиля всей поверхности выполняют развертку ультразвуковым лучом в пределах угла, сканируя поверхность детали. При правильном стробировании полученные в результате сигналы предоставляют информацию об амплитуде и времени прихода пикового сигнала для каждого угла луча, в каждом месте расположения зонда. Пространственное положение источника отражения относительно зонда можно рассчитать на основе этой информации следующим образом:
Здесь ToF представляет собой измеренное время прохода до отражения, Vs представляет скорость звука в жидкости и θ представляет угол сфокусированного луча. Эти значения относительного положения добавляют к известному положению зонда, когда отражение было записано для получения действительного местоположения, выраженного как х, у отражателя, и сохраняют в массиве. Профиль детали определяют путем обработки массива как функции положения х, для определения местоположения у отражения с максимальной амплитудой для каждого положения х. Путем повторения этого процесса с использованием множества линий сканирования, с последовательным приращением вдоль детали, можно сформировать полный профиль поверхности детали.
Для точного расчета значений времени задержки, используемых для обработки данных из внутреннего объема детали, должен быть определен путь, занимаемый ультразвуком при прохождении от элемента преобразователя до точки детали, представляющей интерес. Ультразвуковая волна, распространяющаяся от элемента источника через границу перехода жидкость/твердое тело на поверхности детали, преломляется на этой границе перехода. На фиг.3 представлено такое преломление. Падающая ультразвуковая волна ударяет о поверхность под углом θ1. Волна преломляется на границе перехода и движется внутри детали под углом θ2 в соответствии с законом Снеллиуса:
θ2=sin-1(V2sin(θ1)/V1),
где θ1 - угол падения в первом материале (жидкость);
θ2 - преломленный угол во втором материале (твердая деталь);
V1 - скорость звука в первом материале (жидкость);
V2 - скорость звука во втором материале (твердая деталь).
V2 может представлять собой скорость волны сдвига или продольную скорость в твердом теле, получаемую либо в луче волны сдвига или в луче преломленной продольной волны. Расчет времени задержки для использования с целью дефектоскопии детали с неровной поверхностью требует определения преломленного пути между элементом источника и требуемой точкой фокуса, который проходит через неровную поверхность в точке, которая удовлетворяет закону Снеллиуса. Обычно это выполняется путем численного определения корня. Может быть определена функция ошибки, которая стремится к нулю, когда путь определяют от центра отдельного элемента, через точку на неровной поверхности, до требуемой точки фокуса, которая удовлетворяет закону Снеллиуса. Такая функция ошибки определяется следующим образом:
Е(х)=Хфокуса-Yфокусаtg(sin-1(V2sin(θ1)/V1),
где Xfocus представляет собой горизонтальное расстояние от места, в котором падающий луч пересекает поверхность, до требуемой точки Х фокуса, Yfocus представляет собой глубину ниже поверхности в месте, где падающий луч пересекает поверхность, до требуемой точки фокуса, θ1 представляет собой угол падения относительно нормали к поверхности, V1 представляет собой скорость ультразвука в соединительной жидкости и V2 представляет собой скорость ультразвука в твердой детали. Функцию ошибки оценивают как функцию х вдоль поверхности детали. Когда будет определено значение для х, при котором Е(х) равно нулю, в пределах некоторого заданного допуска, решение для пути звука, которое удовлетворяет закону Снеллиуса, будет найдено, и луч проходит через поверхность в точке с этим значением х. Другие способы поиска решений, которые удовлетворяют закону Снеллиуса, также можно использовать. После того как будет найдено решение для пути ультразвука, простые расчеты позволяют получить время прохождения сигнала вдоль этого пути, по которому можно рассчитать задержки для обработки сигналов.
ТоF= (длина пути в жидкости)/Vжидкости+(длина пути в твердом
теле)/Vв твердом теле
На фиг.4 показан пример трассировки лучей для зонда с многоэлементной (32) решеткой, работающего на поверхности со сложной формой. Материал, находящийся над границей перехода, представляет собой воду, и материал, расположенный ниже границы перехода, представляет собой сталь.
Этот подход можно расширить до трех измерений при использовании зонда с двумерной решеткой. Зонд с двумерной решеткой обычно содержит прямоугольную двумерную решетку элементов. При использовании таких зондов фокусирование через неровную поверхность подразумевает поиск решения для путей ультразвука во всех трех измерениях х, у и z.
Изобретение предоставляет несколько преимуществ.
Одно из основных преимуществ состоит в том, что благодаря использованию водного пути между деталью и зондом можно использовать зонд с простой решеткой и с его помощью можно относительно просто сканировать часть поверхности для выполнения дефектоскопии. Водный путь может быть обеспечен в результате погружения детали в резервуар с жидкостью для выполнения дефектоскопии. Водный путь также может быть установлен при использовании малого контейнера вокруг зонда с гибким уплотнением относительно поверхности детали, с подачей жидкости в контейнер для заполнения области между поверхностью зонда и поверхностью детали. Использование соединительной жидкости обычно обеспечивает надежное соединение и прямо способствует автоматическому сканированию. Водный путь также обеспечивает удобное средство измерения профиля поверхности детали, как описано выше.
Другое преимущество изобретения состоит в том, что оно позволяет устранить искажения ультразвукового луча при дефектоскопии, а также позволяет точно определять расположение отражателей во внутреннем объеме детали. Как представлено выше, даже относительно небольшие отклонения от плоской поверхности могут привести к значительному искажению ультразвукового луча, проходящего через поверхность. Можно видеть, что такой подход является достаточно надежным для широкого диапазона условий с неровной поверхностью, включая ступеньку на поверхности. Благодаря такому преимуществу такая методика позволяет решать проблемы дефектоскопии для поверхности с широким диапазоном неровностей.
В результате воплощения такой технологии, в которой используется включение элементов матрицы и фокусирование матрицы, в которой ультразвуковые сигналы от каждой уникальной комбинации передающих и принимающих элементов преобразуют в цифровую форму и сохраняют для последующей обработки, становится возможным определять профиль поверхности и выполнять дефектоскопию внутреннего объема детали, используя те же данные или, в качестве альтернативы, отдельные данные, полученные одновременно в результате одного растрового сканирования поверхности детали. Это представляет собой преимущество, поскольку устраняет необходимость выполнения двух сканирований для отдельного получения данных о профиле поверхности и данных дефектоскопии внутреннего объема детали. Кроме того, требуется очень точно измерять профиль поверхности, чтобы обеспечить возможность точной коррекции ультразвукового луча для неровной поверхности. Используя одни и те же данные или, благодаря одновременному получению данных о профиле поверхности и данных для дефектоскопии внутреннего объема, обеспечивается получение двух результатов измерения точно в одних и тех же местах расположения зонда. При таком подходе возможно обеспечить точное измерение профиля поверхности в пределах нескольких тысячных дюйма или меньше. Это позволяет устранить искажение, связанное с неровностью поверхности, и обеспечивает очень точное определение местоположения отражателей во внутреннем объеме детали.
Изобретение позволяет использовать передовые технологии обработки сигнала, которые невозможно применять в коммерчески доступных инструментах с фазированной решеткой. В частности, обеспечивается возможность обработки данных для получения изображения, которое было сфокусировано в каждой точке в области инспектирования, обеспечивая улучшенную разрешающую способность изображения. Кроме того, становится возможным изменять эффективную апертуру (ширину) зонда для дефектоскопии, для обеспечения постоянной ширины фокуса и поэтому разрешающей способности в области инспектирования. Поскольку могут быть сохранены "необработанные" данные, эти данные могут быть повторно обработаны в любое время с использованием любого количества других параметров фокусирования для получения дополнительной информации, чтобы получить лучшую характеристику отражателя. Такая улучшенная характеристика может быть чрезвычайно предпочтительной, когда ремонт или замена детали, в котором определен существенный дефект, являются очень дорогостоящими.
Другое преимущество состоит в возможности использования очень простых аппаратных средств для получения данных. Например, наилучший предполагаемый вариант воплощения состоит в использовании массива простых импульсных схем и массива простых схем приемника, соединенных с высокоскоростными преобразователями в цифровую форму, причем все они работают параллельно для преобразования в цифровую форму принимаемых колебаний, и передают их в компьютер для обработки. Для работы таких аппаратных средств может потребоваться определение очень небольшого количества параметров. В отличие от этого коммерчески доступные аппаратные средства с фазированной решеткой содержат, в дополнение к описанным выше генераторам импульсов/приемникам и преобразователям в цифровую форму, устройства, формирующие программируемые задержки с помощью быстро переключаемых электронных схем, как для передаваемого импульса, так и для принимаемых сигналов. Они также содержат схемы, предназначенные для суммирования задержанных сигналов из каждого из каналов приемника. Для правильной работы все это требует программирования большого количества параметров.
Другое преимущество состоит в возможности использования методики фокусирования с синтезированной апертурой (МФСА) для повышения эффективности дефектоскопии на основе активных элементов, используемых для получения данных из фиксированных местоположений зонда. При использовании МФСА данные, заключенные в форме колебаний, полученных от отдельных элементов в множестве положений зонда, суммируют вместе после применения соответствующей задержки для этих данных. Это, по существу, представляет собой ту же обработку, которая используется для матричного фокусирования, за исключением того, что данные для МФСА поступают из множества точно известных положений зонда. При матричном фокусировании данные, получаемые от каждой уникальной комбинации элемента передатчика и приемника, используют при обработке, и затем они могут быть представлены как эквивалент обработки, выполненной в коммерчески доступных инструментах с фазированной решеткой, во всяком случае, что касается полученной в результате формы колебаний. При использовании МФСА данные собирают с большей области, в результате чего получается большая эффективная апертура, обеспечивающая улучшенную разрешающую способность и чувствительность, по сравнению с данными, собираемыми в одном местоположении зонда. Однако, поскольку эти данные собирают только для физических элементов зонда, обработанные данные МФСА не являются точным эквивалентом активного зонда с большей площадью. Технология МФСА может быть очень эффективной для улучшения разрешающей способности и чувствительности при дефектоскопии.
Использование зонда с полной двумерной решеткой, с достаточно малыми элементами и достаточным количеством элементов для получения хороших характеристик луча при работе с изменяющимися двумерными поверхностями, может быть проблематичным. Преобразователи с большим количеством двумерных элементов трудно построить, они являются дорогостоящими и обладают плохой чувствительностью, если элементы становятся слишком малыми. Количество времени, требуемого для работы, сбора и обработки данных, полученных от большого количества элементов, может оказаться препятствием для реализации подхода с одновременным включением всех элементов матрицы. Аппаратные средства, которые поддерживают большое количество элементов (>32), являются труднодоступными. Один из подходов, который исключает использование большого числа элементов в двумерном зонде, представляет собой использование методики фокусирования с синтезированной апертурой (МФСА) для получения одной размерности требуемой двумерной матрицы наборов данных колебаний. При использовании технологии МФСА может быть изготовлен зонд с одномерной решеткой, с узкой поперечной шириной для получения хорошего распределения луча для отдельного элемента в поперечном направлении. С помощью зонда с одномерной решеткой выполняют растровое сканирование поверхности детали, собирая данные, как описано для подхода с фокусированием матрицы. Эти данные затем обрабатывают, используя комбинацию фокусирования матрицы и МФСА. В результате получают практическое преимущество, состоящее в очень простом воплощении аппаратных средств. Хотя можно показать, что в некоторых случаях при этом не обеспечивается такая же хорошая чувствительность, как при использовании полной двумерной решетки, такой подход может оказаться очень практичным для дефектоскопии деталей, которые имеют поверхности, изменяющиеся в двух измерениях. МФСА можно использовать для улучшения обработки данных, собранных в любом направлении или в обоих направлениях.
Хотя выше были представлены и описаны конкретные варианты выполнения и/или подробности изобретения для иллюстрации применения принципов изобретения, следует понимать, что настоящее изобретение может быть осуществлено, как оно более полно описано в формуле изобретения или как известно специалистам в данной области техники (включая любые эквиваленты), не отклоняясь от этих принципов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ предотвращения повреждения акустического блока устройства для комплексной диагностики и терапии отраженным излучением HIFU | 2022 |
|
RU2806736C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2019 |
|
RU2723368C1 |
| Способ ультразвукового контроля дефектности металлических изделий | 2018 |
|
RU2695950C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СТЕПЕНИ ПОВРЕЖДЕННОСТИ МЕТАЛЛОВ КОНТЕЙНЕРОВ | 2015 |
|
RU2614186C1 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| Способ компенсации искажений изображений головного мозга и кровотока в его сосудах при транскраниальных ультразвуковых исследованиях | 2017 |
|
RU2661046C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАЗВУКОВЫХ ИЗОБРАЖЕНИЙ ГОЛОВНОГО МОЗГА | 2020 |
|
RU2750965C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ И СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2019 |
|
RU2702804C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПРОВЕРКИ МЕТАЛЛИЧЕСКИХ ПЛАСТИН, СПОСОБ ПРОВЕРКИ И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2020 |
|
RU2772682C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ЛОПАТОК С ДИСКОМ | 2011 |
|
RU2478946C1 |
Способ ультразвуковой дефектоскопии деталей с волнистыми или неровными поверхностями. Ультразвуковой преобразователь с многоэлементной решеткой работает со значительным слоем текучей среды, такой как вода, между преобразователем с решеткой и поверхностью детали. Такой слой текучей среды может поддерживаться путем погружения детали в жидкость, или может использоваться колонна с контактирующей средой между зондом и поверхностью детали. Деталь сканируют, измеряя двумерный профиль поверхности, используя технологию механического щупа, лазер или ультразвуковой метод. После получения точного профиля поверхности детали параметры обработки данных рассчитывают для обработки ультразвуковых сигналов, отраженных от внутреннего объема детали. Благодаря этому устраняется эффект искажения луча и исключается неправильное определение положения отражателя, что происходит, в противном случае, из-за неровных поверхностей. 3 н. и 12 з.п. ф-лы, 4 ил.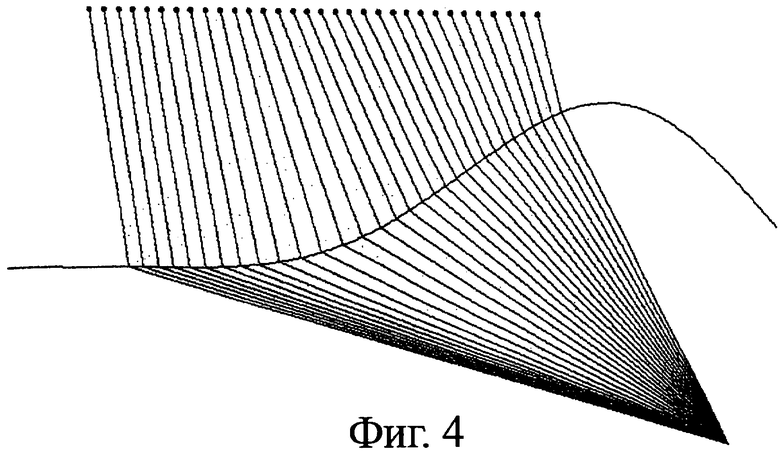
1. Способ ультразвуковой дефектоскопии деталей с неровными поверхностями, включающий этапы, на которых:
обеспечивают жидкое связующее толщиной, по меньшей мере, в несколько длин волн ультразвука между ультразвуковым преобразователем с многоэлементной решеткой и деталью;
сканируют деталь, поочередно включая каждый отдельный ультразвуковой элемент;
записывают полученное отраженное колебание ультразвука от каждого элемента в решетке;
обрабатывают собранный массив данных о форме колебаний ультразвука для измерения профиля поверхности детали;
рассчитывают параметры обработки сигнала на основе измеренного
профиля поверхности, как функцию положения зонда, для устранения
искажения луча; и
обрабатывают собранный массив данных, используя вновь рассчитанные
параметры обработки сигнала, для коррекции неровностей поверхности
детали, и получения результатов дефектоскопии внутренних отражателей
детали.
2. Способ по п.1, в котором:
для выполнения дефектоскопии используют первый и второй ультразвуковые зонды с многоэлементными решетками, разделенные в поперечном направлении;
первый ультразвуковой зонд используют для передачи ультразвуковых импульсов в соединительную жидкость и внутренний объем детали, и для приема отраженного ультразвука от поверхности детали, для формирования профиля поверхности детали; а второй ультразвуковой зонд используют для приема отраженного ультразвука из внутреннего объема детали.
3. Способ по п.1, в котором во время этапа обработки собранного массива данных используют методику фокусирования с синтезированной апертурой.
4. Способ ультразвуковой дефектоскопии деталей с неровными поверхностями, включающий этапы, на которых:
обеспечивают жидкое связующее толщиной, по меньшей мере, в несколько длин волн ультразвука между ультразвуковым преобразователем с многоэлементной решеткой и деталью;
измеряют двумерный профиль поверхности детали, как функцию кодированного положения ультразвукового зонда;
рассчитывают параметры обработки сигнала на основе измеренного профиля поверхности, как функцию кодированного положения ультразвукового зонда, для устранения искажения ультразвукового луча;
загружают рассчитанные параметры обработки сигнала в ультразвуковой инструмент; и
сканируют деталь с помощью ультразвукового преобразователя с решеткой, используя загруженные параметры обработки сигналов, как функцию кодированного положения ультразвукового зонда с решеткой, для контроля внутреннего объема детали.
5. Способ по п.4, в котором профиль двумерной поверхности детали определяют, используя механический щуп.
6. Способ по п.4, в котором профиль двумерной поверхности детали определяют, используя технологию на основе лазера.
7. Способ по п.4, в котором профиль двумерной поверхности детали определяют, используя тот же инструмент ультразвукового преобразователя, который используется для дефектоскопии внутреннего объема детали.
8. Способ по п.4, в котором используемый ультразвуковой инструмент представляет собой ультразвуковой инструмент с многоэлементной фазированной решеткой.
9. Способ по п.4, в котором:
для проведения дефектоскопии используют первый и второй ультразвуковые зонды с многоэлементной решеткой, разделенные в поперечном направлении;
первый ультразвуковой зонд используют для передачи ультразвуковых импульсов в соединительную жидкость и во внутренний объем детали и для получения отраженного ультразвука от поверхности детали, для составления профиля поверхности детали; а второй ультразвуковой зонд используют для приема ультразвуковых отражений из внутреннего объема детали.
10. Способ ультразвуковой дефектоскопии деталей с неровными поверхностями, включающий этапы, на которых:
обеспечивают жидкое связующее толщиной, по меньшей мере, в несколько длин волн ультразвука, между ультразвуковым преобразователем с многоэлементной решеткой и деталью;
измеряют двумерный профиль поверхности детали, как функцию кодированного положения ультразвукового зонда;
включают поочередно каждый отдельный элемент ультразвукового преобразователя одновременно с измерением двумерного профиля поверхности детали;
регистрируют отраженные ультразвуковые колебания для каждого отдельного элемента ультразвукового преобразователя;
рассчитывают параметры обработки сигнала на основе измеренного профиля поверхности, как функцию кодированного положения ультразвукового зонда, для устранения искажения ультразвукового луча;
обрабатывают собранный массив данных от каждого отдельного элемента преобразователя, используя вновь рассчитанные параметры сигнала, для коррекции неровностей поверхности детали.
11. Способ по п.10, в котором двумерный профиль поверхности детали определяют, используя механический щуп.
12. Способ по п.10, в котором двумерный профиль поверхности детали определяют, используя технологию на основе лазера.
13. Способ по п.10, в котором двумерной профиль поверхности детали определяют, используя ультразвуковой метод.
14. Способ по п.10, в котором:
для выполнения дефектоскопии используют первый и второй ультразвуковые зонды с многоэлементными решетками, разделенные в поперечном направлении;
первый ультразвуковой зонд используют для передачи импульсов ультразвука в соединительную жидкость и во внутренний объем детали, и для приема отраженного ультразвука от поверхности детали для формирования профиля поверхности детали; и второй ультразвуковой зонд используют для приема отраженного ультразвука из внутреннего объема детали.
15. Способ по п.10, в котором во время этапа обработки собранного массива данных используют методику фокусирования с синтезированной апертурой.
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 1994 |
|
RU2091786C1 |
| JP 7008485 А, 13.01.1995 | |||
| JP 9318603 А, 12.12.1997 | |||
| JP 60233509 А, 20.11.1985 | |||
| JP 61202159 А, 06.09.1986 | |||
| JP 2005241611 А, 08.09.2005. | |||

