Область техники
Настоящее изобретение относится к способам изготовления лопаток для турбомашины, например лопаток для воздуходувки, а также лопаток ротора или статора другого типа для турбомашины или движителя.
Уровень техники
Как правило, полая лопатка воздуходувки для турбомашины включает в себя хвостовик относительно большой толщины, служащий для крепления лопатки в диске ротора, причем этот хвостовик продлевается в радиальном направлении наружу в виде тонкой обтекаемой детали, известной как перо лопатки.
Из уровня техники (см., например, US-A-5636440) известен способ изготовления такой полой лопатки, основанный главным образом на использовании метода диффузионной сварки в сочетании со сверхпластическим формованием. В этом способе известного уровня техники две или три составных детали лопатки вначале рассчитываются, затем изготавливаются по отдельности с последующей взаимной подгонкой и соединением между собой при помощи метода диффузионной сварки с целью изготовления заготовки необходимой лопатки.
После этого придают предварительно изготовленной заготовке аэродинамический профиль, подвергают раздуву давлением газа и сверхпластическому формованию заготовки и получают лопатку, имеющую приближенно ее окончательную форму, которая подвергается окончательной механической обработке.
Как было показано выше, для изготовления заготовки лопатки требуется этап изготовления, по меньшей мере, двух наружных деталей. Изготовление наружных деталей осуществляется обычно механической обработкой заготовочных элементов. Каждая из двух обработанных наружных деталей включает в себя два противоположных в радиальном направлении участка различной толщины: толстый участок хвостовика служит для крепления лопатки в диске ротора и участок пера, аэродинамический и тонкий, простирается от участка хвостовика в радиальном направлении к наружному концу.
Для изготовления этих наружных деталей использовались различные методы. Например, в патенте US-A-5711068 описан способ, заключающийся в изготовлении деталей из металлического материала, имеющих, в общем, форму параллелепипеда длиной, превышающей длину заготовки участка хвостовика относительно участка пера, и толщиной, близкой к толщине этого участка хвостовика. Затем каждый параллелепипед разрезается наискосок с образованием двух отдельных пластин, толщина которых увеличивается в продольном направлении. Сложность реализации данного способа связана с ограничениями, относящимися к максимально возможной толщине, и, как правило, для формирования хвостовика лопатки приходится добавлять дополнительные элементы.
Патент US-A-5638-440 описывает метод штамповки металлического прутка, при котором высадка обеспечивает подачу материала в наиболее объемный участок, предназначенный для изготовления хвостовика. Отштампованный в виде черновой детали пруток затем обрабатывается. Однако данный способ ограничен мощностью существующих средств производства, в частности для черновых наружных деталей, предназначенных для изготовления лопаток больших размеров.
Ввиду различий по толщине изготовление наружных деталей, которые должны составить, по меньшей мере, частично, заготовку лопатки, обусловливает использование материала с отходами, что может привести к значительным издержкам, и применение сложных методов механической обработки, так что этот способ изготовления полой лопатки не является оптимальным.
Раскрытие изобретения
Задачей изобретения является разработка способа изготовления полой лопатки для турбомашины, лишенной вышеуказанных недостатков, известных решений.
Более конкретно, в одном из своих аспектов изобретение относится к способу изготовления полой лопатки, при котором этап реализации наружных деталей заготовки лопатки позволяет изготовить лопатку больших размеров, уменьшая отходы материала и используя общепринятые и проверенные методы механической обработки, что позволяет помимо прочего избежать значительного повышения издержек по сравнению со способами, известными из существующего уровня техники.
В частности, изобретение относится к способу изготовления черновых деталей, с использованием штамповки в матрице. Согласно изобретению эта штамповка осуществляется, по меньшей мере, в два последовательных взаимодополняющих этапа, на этапе чистовой штамповки, завершающем изготовление черновой детали.
Изготовленная способом согласно изобретению черновая деталь может иметь, в целом, форму пластины с соотношением толщины к ширине меньше 0,03 или 0,025. Предпочтительно исходным материалом штамповки является пруток, с промежуточным изготовлением заготовки, сечение которой оптимизируется под мощность пресса. Преимущественно каждый этап штамповки осуществляется механическим прессом.
Согласно изобретению изготовление черновых деталей производится способом изготовления полой лопатки для турбомашины, включающей хвостовик и перо, и осуществляется предпочтительно диффузионной сваркой и сверхпластическим формованием.
Изобретение относится также к комплекту матриц для чистовой штамповки в несколько заходов из заготовки черновой наружной детали, включающей в себя, по меньшей мере, одну первую матрицу, в которой лишь одна часть имеет форму, дополняющую черновую деталь, вторая же часть соответствует исходной заготовке, и одну вторую матрицу, соответствующую самой черновой детали. Соединительная зона между двумя частями первой матрицы рассчитана таким образом, что позволяет получить оптимальную черновую деталь, не требующую значительной механической обработки и/или сопряженной с чрезмерным отходом материала.
Краткое описание чертежей
Признаки и преимущества изобретения будут лучше поняты из нижеследующего описания, приведенного со ссылками на прилагаемые чертежи, имеющие иллюстративный и неограничительный характер, в числе которых:
фиг.1 представляет обычную полую лопатку турбомашины,
фиг.2 - заготовку лопатки, полученную после диффузионной сварки, или теоретическую модель для расчета черновых деталей,
фиг.3А-3D иллюстрируют способ штамповки в матрице черновой детали,
фиг.4А и 4В - черновую деталь, которая может быть отштампована способом согласно изобретению,
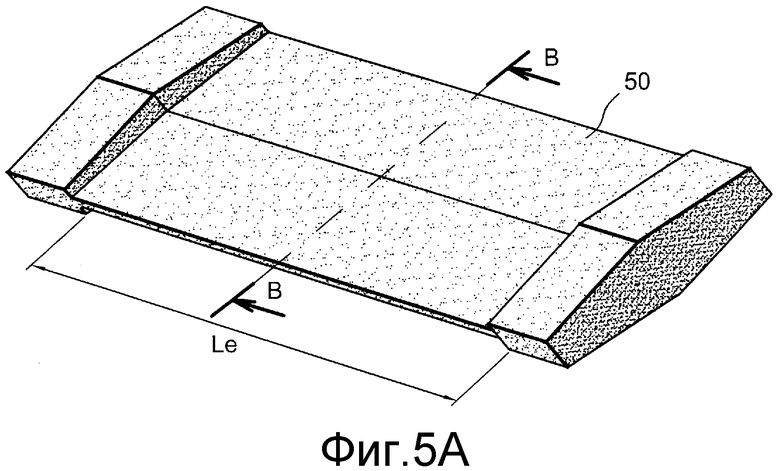
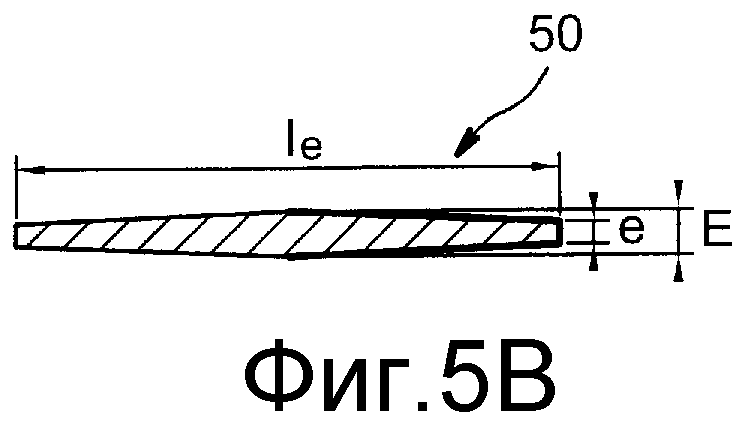
фиг.5А и 5В - заготовку для штамповки черновой детали способом согласно изобретению, например, из прутка,
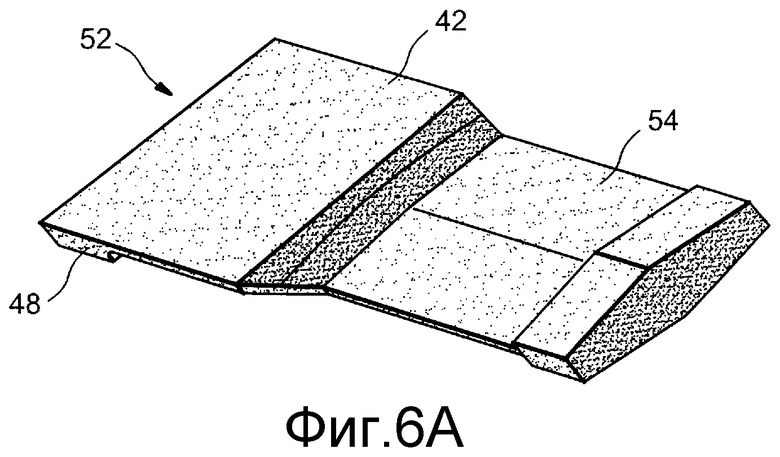
фиг.6А изображает продукт, полученный после промежуточного этапа чистовой штамповки согласно изобретению,
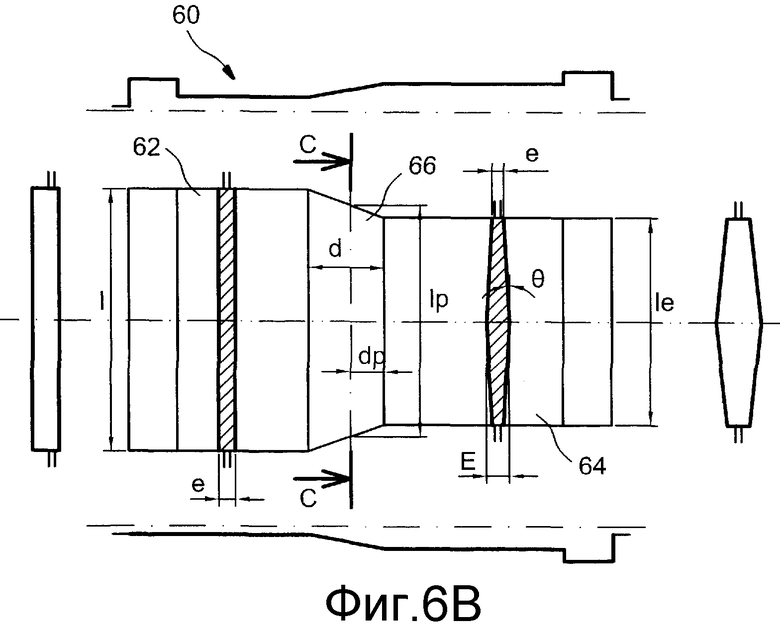
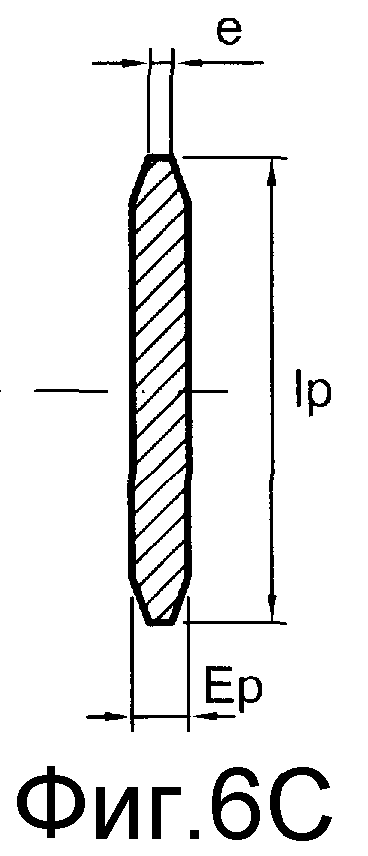
фиг.6В и 6С иллюстрируют соответствующую матрицу,
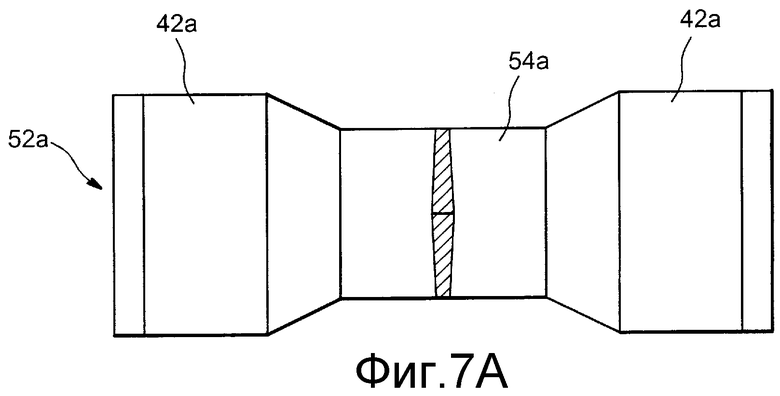
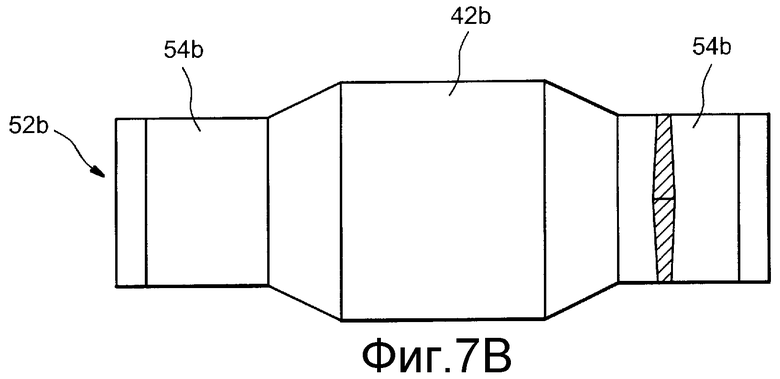
фиг.7А и 7В показывают альтернативные профили матрицы согласно изобретению.
Лучший способ осуществления изобретения
На фиг.1 показана полая лопатка 1 типа роторной лопатки воздуходувки с большой хордой, для турбомашины (не представлена). Такая лопатка, сложной геометрии, выполненная, например, из титана или одного из его сплавов, например TiAlV, включает хвостовик 2, продолжением которого в радиальном направлении является перо 4. Перо 4, предназначенное для размещения в проточной части воздушного потока турбомашины, снабжено двумя наружными поверхностями, известными соответственно как верхняя поверхность 6 и нижняя поверхность 8, соединенными передней кромкой 10 и задней кромкой 12.
Чтобы изготовить такой сложный профиль, для полой лопатки используется предпочтительно способ «диффузионной сварки и сверхпластического формования» (SPF|DB, с английского "Super Plastic Forming / Diffusion Bonding").
Каким бы ни был используемый способ, первый этап заключается в графическом моделировании профиля лопатки 1, для получения заготовки, которую можно изготовить сваркой черновых деталей: верхняя 6 и нижняя 8 стенки, или их графическое изображение, выстроены в одной плоскости. Эта операция может осуществляться моделированием, с использованием средств компьютерного проектирования (САПР), например, включая разрежение с последующим выходом из штопора и «спрямлением», что позволяет получить заготовку, представленную на фиг.2.
Эта заготовка 14, со средней длиной L и шириной 1, включает в себя участок хвостовика 16, продолжением которого в радиальном направлении является участок пера 18. Как показано на фиг.2, хвостовик 16 имеет более высокую внутреннюю часть 20 со средней толщиной 2Н, которая в дальнейшем призвана обеспечить крепление лопатки в диске ротора турбомашины.
Участок пера 18 заготовки 14 включает в себя в радиальном направлении внутренний конец 22 толщиной 2е и наружный конец в радиальном направлении толщиной 2е', как правило, более тонкий, чем толщина 2е. Тем не менее, участок пера 18 заготовки 14 имеет толщину, приближенно одинаковую по всей длине L.
Чтобы изготовить заготовку 14 (которая, для полой лопатки, должна быть «надутой», так как не может быть цельным блоком), рассчитываются черновые детали, которые будут жестко соединены. Черновые детали могут быть рассчитаны, исходя из блока 14, различным образом, начиная в первую очередь с продольного сечения по оси AA для оформления, по меньшей мере, двух черновых наружных деталей 26, 28.
Рассчитанные таким образом черновые детали 26, 28 имеют сложный профиль, в частности с участком хвостовика толщиной Н и длинным участком пера, толщина которого варьируется между е и е'.
Согласно изобретению для реализации такой черновой детали предлагается использовать метод штамповки в матрице и механической обработки.
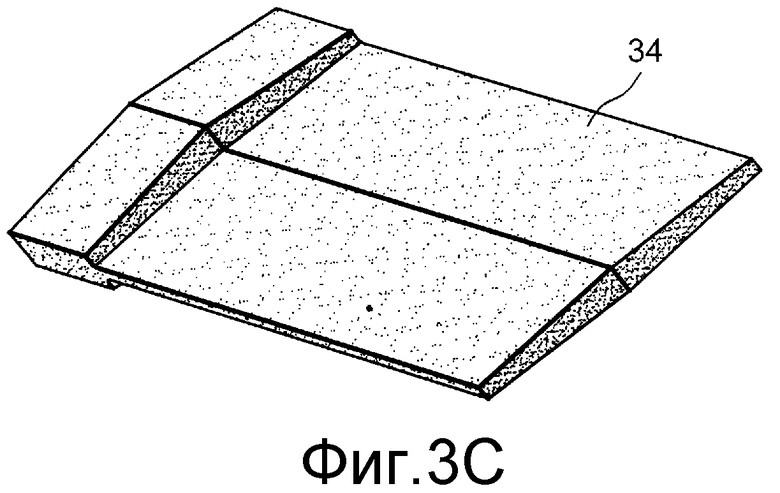
В патенте US-A-5636440 раскрыт такой метод, схематически показанный на фигурах 3: пруток 30, размеры которого позволяют изготовить черновые детали 26, подвергается операциям высадки (фиг.3В), обеспечивающей подачу материала в наиболее объемные участки 32, предназначенные, например, для изготовления хвостовика 16 черновой заготовки 26. Вслед за этим штампование высаженного прутка 30b позволяет получить саму черновую деталь.
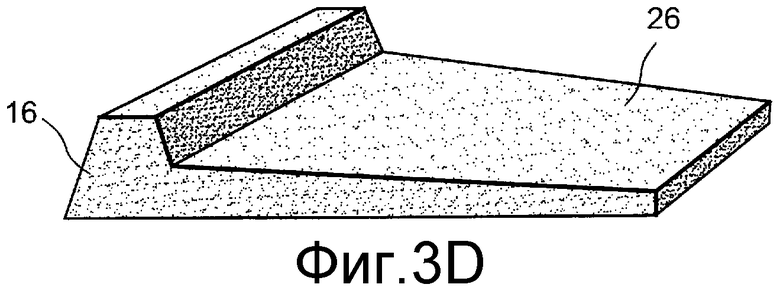
Как правило, штампование высаженного прутка 30b осуществляется в два этапа с учетом прилагаемых усилий и затрачиваемой мощности: вначале пресс формует заготовку 34 с первой матрицей (штамповка заготовки или первый "удар", фиг.3С), что позволяет распределить материал так, чтобы снизить усилие чистовой штамповки. «Чистовая штамповка» (фиг.3D) со второй матрицей позволяет получить практически плоскую по всем поверхностям черновую заготовку, которую можно затем обрабатывать для придания формы лопатки, например, посредством SPF/DB. Матрицы соответствуют форме полученных деталей, то есть представляют собой взаимодополняющую форму заготовки 34 или черновой детали 26.
Несмотря на осуществление штампования в два этапа, специалист в данной области сталкивается с невозможностью практического увеличения размеров изготовленных деталей без значительного увеличения их толщины: мощность, необходимая для штамповки пластины, возрастает квазиэкспоненциально с шириной пластины с постоянной толщиной, это означает, что при постоянном размере пластины, чем меньше толщина пластины, тем большее усилие должен создавать пресс, и данная зависимость является экспоненциальной.
В частности, когда речь идет о воздуходувках большого диаметра, разработанных для большегрузных транспортных самолетов, метод штамповки в матрице имеет ограничения, так как размеры черновых деталей могут быть, например, увеличены в два раза. Ввиду того, что толщина остается незначительной, в частности, менее сантиметра, соотношение толщины к ширине черновых деталей приобретает большое значение: штамповочное усилие требует в данном случае мощности, не совместимой с экономической рентабельностью. На практике, механические прессы, которые могли бы потребоваться, зачастую даже отсутствуют на рынке.
Например, на практике, перо 4 может достигать в длину L порядка от 1 до 1,2 м при ширине l порядка от 500 до 700 мм, например 600 мм. Сразу же становится очевидным, что соотношение толщины к ширине е/l участка пера 14 черновой детали 26 может уменьшиться до е/l=0,02, если ставится задача ограничить стоимость сырья и чистовой обработки для лопатки 1 классического профиля; даже мощность порядка 15000 т не позволяет получить такой результат. Это означает, что механические прессы мощностью 16000 т уже исключение и в настоящее время в мире имеются лишь считанные экземпляры. Не представляется возможным, ни материально, ни экономически, сконструировать механический пресс со значительно большей мощностью, который будет в состоянии производить вышеуказанные детали.
Конечно, гидравлические прессы могут обеспечить необходимую мощность; однако они демонстрируют низкое быстродействие (порядка 10 сек, чтобы обеспечить штамповку в матрице), что влечет за собой охлаждение штампуемого материала и обязательное использование горячих матриц. Себестоимость при этом достигает запредельных значений.
Изобретение включает в себя способ, в котором черновая наружная деталь штампуется в течение нескольких чистовых операций штампования в различных матрицах. Так, черновая деталь может соответствовать выполненной вначале, например, при помощи САПР, теоретической модели, и первоначальные объемы материала, о которых идет речь, незначительны, так же как и операции по механической обработке. Более того, могут быть применены апробированные промышленной практикой способы штамповки и, в частности, уже используемые прессы, что уменьшает затраты.
Чистовые операции осуществляются штамповкой во взаимодополняющих матрицах, что означает, что каждая часть черновой детали один раз подвергается давлению штампования для чистовой штамповки, но чтобы отштамповать различные части, необходимы несколько этапов. Тем не менее, черновая деталь, даже выполненная способом согласно изобретению в несколько этапов, не требует существенной дополнительной механической чистовой обработки ее поверхности, если сравнивать ее с черновой деталью, выполненной одним ударом.
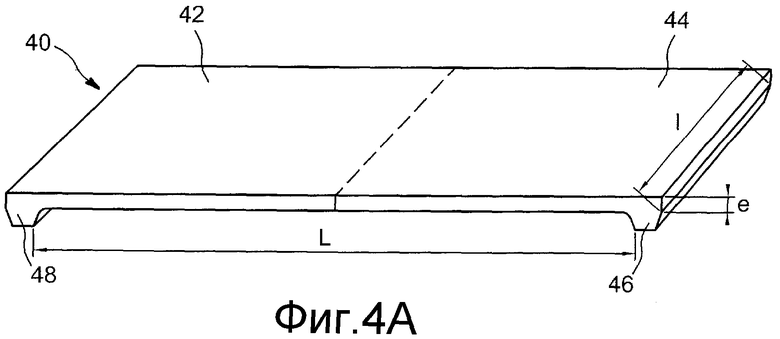
Как показано на фиг.4А, на которой представлена черновая деталь 40, изготовленная способом согласно изобретению, расчет различных отрезков черновой детали 40 осуществляется произвольно. Так, на фиг.4А первый отрезок 42 и второй отрезок 44 соответствуют половине черновой детали 40 в продольном направлении L. Штамповочная матрица одновременно окажет, согласно изобретению, воздействие на один из отрезков 42, 44. Преимуществом является то, что с учетом размеров, о которых идет речь при изготовлении лопаток большой воздуходувки, черновая деталь 40 включает в себя, относительно хвостовой части 48, второй выступ 46 на своем втором конце. Этот выступ 46 позволяет ограничить продольное расширение при выполнении штамповки; предпочтительно он меньшего объема, чем хвостовая часть 48, и может быть легко убран при окончательной обработке. За исключением этих двух частей, черновая деталь 40 имеет приближенно форму плоской пластины, по меньшей мере, на 80 или 90% ее поверхности.
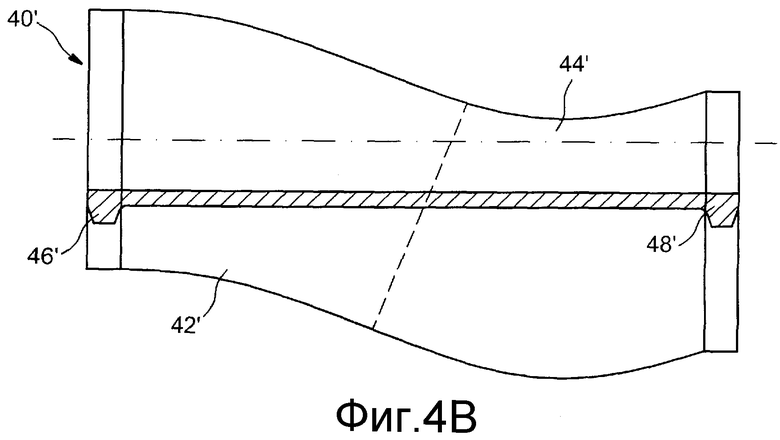
Согласно схематическому изображению на фиг.4В черновая деталь 40' может иметь сложную форму поверхности, например стреловидную, и выступ 46' может быть размещен на первом отрезке 42'. Отрезки 42', 44' не обязательно предусматриваются перпендикулярными относительно длины L.
Согласно изобретению и как видно на фигурах 3, исходным может быть пруток сплава титана, например TiAlV, размеры которого позволяют изготовить заготовку черновой детали 40, например пруток 30 диаметром 100 мм и длиной 1200 мм.
Предпочтительно, в течение всего времени реализации способа прутки или их производные, как например заготовки, подогреваются до температуры в пределах 880 и 950°С, а используемый для формования инструмент подогревается до температуры в пределах 200 и 300°С.
Одна или несколько операций обычной высадки обеспечивают подачу дополнительного материала в наиболее объемные участки. В данном случае преимущественно операции высадки могут создать соответственно два участка большого объема, для выступа 46 и хвостовика 48.
Вслед за этим осуществляется этап штамповки в матрице заготовки 50, схематически представленный на фиг.5А и 5В. Чтобы уменьшить усилия штамповки при изготовлении заготовки 50, она формуется, как показано, с поперечными сечениями в форме трапеции или шестигранника: действительно, силы трения при этом минимальны, а полученные размеры Le, le оптимальны относительно средней толщины. Другая возможность предлагается с яйцевидными сечениями. Используемая на этом этапе матрица известной конструкции имеет форму, дополняющую форму заготовки 50, и изготовлена общеизвестным способом.
Размеры матрицы, то есть заготовки 50, рассчитаны таким образом, чтобы использовать максимальную мощность пресса, который предполагается использовать: длина L, ширина 1 и толщины е, Е в максимально возможной степени приближены к размерам черновой заготовки 40, ни в коем случае не превышая возможностей пресса.
Затем заготовка 50 штампуется в первый заход при помощи первой матрицы, рассчитанной на изготовление при первом ударе промежуточной детали 52 (или промежуточной заготовки), представленной на фиг.6А и которая содержит первый отрезок, соответствующий первому отрезку 42 черновой детали 40, включающему в себя, например, хвостовую часть 48, и второй отрезок 54, соответствующий заготовке, который не претерпел изменений и предназначен для формования второго отрезка 44 черновой детали 40. Первая матрица, схематично представленная на фиг.6А, содержит, таким образом, первую часть 62 формы, дополняющей первый отрезок 42 черновой детали 40, и вторую часть 64, дополняющую оставшуюся без изменения часть заготовки 54, то есть подобную матрице, использованной для штамповки заготовки 50. Размеры первой части 62 могут быть рассчитаны так, что штампуемая поверхность (первый отрезок 42 черновой заготовки) соответствует максимальной мощности используемого пресса.
Второй удар имеет целью штамповку отрезка, оставшегося в заготовке 54, с тем, чтобы получить в результате чистовой штамповки черновую деталь 40 в виде, в котором она была изначально рассчитана, соотношение толщины к ширине, которое таково, что для изготовления лопатки снижено и потребление материала, и число заходов чистовой обработки. Использованная на этом этапе матрица соответствует конечной детали 40.
В общем, двух этапов штампования достаточно для лопаток большого размера. Тем не менее, эти этапы можно повторить n раз, если этого требуют размеры штампуемой детали, с n-1 количеством промежуточных заготовок.
Чистовые матрицы 60, за исключением последней, которая соответствует черновой заготовке, включают в себя, таким образом, первую часть 62, форма которой дополняет черновую деталь 40 (плоскую, за исключением хвостового участка 48 и выступа жесткости 46) и которая будет испытывать давление, и вторую часть 64, соответствующую заготовке 50, например яйцевидной или трапецеидальной формы, которая не будет передавать усилия пресса на металл поковки.
Между первой частью 62 и второй частью 64 матрицы 60 находится соединительная зона 66, профиль которой рассчитан таким образом, чтобы во время очередного удара обеспечить «гладкое» или безоблойное соединение между различными отрезками 42, 44 черновой заготовки 40 и, таким образом, снизить издержки на механическую обработку.
В частности, соединительная зона 66 схематично представлена на фиг.6В и 6С: неожиданным образом расчеты и практический опыт показали, что соединительная зона 66 между трапецеидальным или шестигранным сечением заготовки 64 и частью в форме плоской пластины 42 оказалась линейной, как по толщине, так и по ширине, или образует перепад.
Так, например, для черновой детали в виде пластины 42 с шириной l и толщиной е трапецеидальное сечение составляет lе=αl и E=e(2-α)/α, где lе - ширина заготовки и Е - толщина заготовки в самом толстом месте, α - коэффициент формы, находящийся обычно в пределах 0,5 и 0,9.
В соединительной зоне 66, имеющей длину d, в любом месте, находящемся на расстоянии dp от части заготовки 64, ширина соединения составляет lр, а толщина находится в интервале между е и Е. Чтобы сохранить сечение заготовки и получить плавное соединение, имеем:
lр=lе+2Δl
Δl=dp(l-le)/2d, где d=0,15(l+le), a 0,15 - произвольный коэффициент формы
tg θ=(E-e)le
(Е-Ер)2=Ep (4·Δl·tg θ), где Е и 4Δl·tgθ - постоянные величины.
Можно, например, выбрать значения, которые даются в приведенной ниже таблице:
Наряду с представлением в данном случае первого и второго отрезков 42, 44 черновой детали 40, где каждый из них представляет половину в продольном направлении, возможны также другие конфигурации. Так, например, могут быть предусмотрены конфигурации матриц, показанные на фигурах 7. В равной мере возможны три матрицы для трех чистовых ударов.
После изготовления черновые наружные детали 26, 28 собираются в заготовку 14 и жестко соединяются, сообразуясь соответственно с размером лопатки и напряжениями, которые она будет испытывать, с черновой фиксирующей деталью, приближенно в форме листа, вставленной между первыми двумя и призванной ужесточить полую структуру. Преимущественно детали соединяются диффузионной сваркой. Затем заготовка 14, имеющая соответственно обтекаемый профиль, обрабатывается для получения лопатки 1. Предпочтительным образом, этот этап осуществляется раздувом под давлением газа и сверхпластическим формованием согласно известным требованиям метода SPF/DB.
Благодаря способу согласно изобретению можно изготовить лопатку и заготовку лопатки больших размеров, используя материалы обработки, рассчитанные на лопатки меньших размеров.
Таким образом, способ согласно изобретению позволяет использовать имеющийся пресс для изготовления пластины размерами, превышающими, например, в два раза, размеры, допустимые для номинальной мощности пресса.
Изобретение относится к машиностроению, в частности к изготовлению полых лопаток для турбомашины. Изготавливают две черновые наружные детали, которые соединяют диффузионной сваркой с получением заготовки лопатки. Заготовка имеет участок пера и участок хвостовика. По меньшей мере одну черновую наружную деталь, состоящую по меньшей мере из первого и второго отрезков, изготавливают чистовой штамповкой на прессе по меньшей мере в два последовательных этапа. На этих этапах производят чистовую штамповку первого отрезка, а затем чистовую штамповку второго отрезка. При этом используют комплект матриц, содержащий первую и вторую матрицы. Первая матрица имеет две части и соединительную зону между ними. Вторая матрица соответствует черновой наружной детали. В результате обеспечивается снижение затрат на изготовление лопаток. 2 н. и 23 з.п. ф-лы, 1 табл., 7 ил.
1. Способ изготовления полой лопатки (1) для турбомашины, содержащей хвостовую часть (2) и перо (4), включающий изготовление двух черновых наружных деталей (26, 28) и их соединение диффузионной сваркой с получением заготовки лопатки (14), имеющей участок пера (18) и участок хвостовика (16), отличающийся тем, что изготавливают по меньшей мере одну черновую наружную деталь, состоящую по меньшей мере из первого (42) и второго (44) отрезков, путем чистовой штамповки в матрице (60) на прессе по меньшей мере в два последовательных этапа, на которых производят чистовую штамповку первого отрезка (42), а затем чистовую штамповку второго отрезка (44).
2. Способ по п.1, отличающийся тем, что изготавливают две черновые наружные детали, состоящие из первого и второго отрезков, путем чистовой штамповки в два последовательных этапа.
3. Способ по п.1 или 2, отличающийся тем, что чистовую штамповку осуществляют на механическом прессе.
4. Способ по п.1 или 2, отличающийся тем, что для изготовления черновой детали чистовой штамповкой используют заготовку (50).
5. Способ по п.3, отличающийся тем, что для изготовления черновой детали чистовой штамповкой используют заготовку (50).
6. Способ по п.4, отличающийся тем, что заготовку (50) получают из прутка (30) путем его штамповки в матрице перед чистовой штамповкой.
7. Способ по п.5, отличающийся тем, что заготовку (50) получают из прутка (30) путем его штамповки в матрице перед чистовой штамповкой.
8. Способ по п.6 или 7, отличающийся тем, что штамповку заготовки из прутка и чистовую штамповку на каждом этапе осуществляют на одном прессе.
9. Способ по п.4, отличающийся тем, что используют заготовку (50) с трапецеидальным или яйцевидным сечением или шестигранную заготовку (50).
10. Способ по любому из пп.5-7, отличающийся тем, что используют заготовку (50) с трапецеидальным или яйцевидным сечением или шестигранную заготовку (50).
11. Способ по п.8, отличающийся тем, что используют заготовку (50) с трапецеидальным или яйцевидным сечением или шестигранную заготовку (50).
12. Способ по любому из пп.1, 2, 5-7, 9 и 11, отличающийся тем, что изготавливают чистовой штамповкой в два последовательных этапа черновую наружную деталь (26), по меньшей мере 90% которой имеют приближенно форму плоской пластины с отношением толщины к ширине е/l<0/025, причем чистовую штамповку осуществляют в направлении толщины плоской пластины.
13. Способ по 3, отличающийся тем, что изготавливают чистовой штамповкой в два последовательных этапа черновую наружную деталь (26), по меньшей мере 90% которой имеют приближенно форму плоской пластины с отношением толщины к ширине е/l<0/025, причем чистовую штамповку осуществляют в направлении толщины плоской пластины.
14. Способ по п.4, отличающийся тем, что изготавливают чистовой штамповкой в два последовательных этапа черновую наружную деталь (26), по меньшей мере 90% которой имеют приближенно форму плоской пластины с отношением толщины к ширине е/l<0/025, причем чистовую штамповку осуществляют в направлении толщины плоской пластины.
15. Способ по п.8, отличающийся тем, что изготавливают чистовой штамповкой в два последовательных этапа черновую наружную деталь (26), по меньшей мере 90% которой имеют приближенно форму плоской пластины с отношением толщины к ширине е/l<0/025, причем чистовую штамповку осуществляют в направлении толщины плоской пластины.
16. Способ по п.10, отличающийся тем, что изготавливают чистовой штамповкой в два последовательных этапа черновую наружную деталь (26), по меньшей мере 90% которой имеют приближенно форму плоской пластины с отношением толщины к ширине е/l<0/025, причем чистовую штамповку осуществляют в направлении толщины плоской пластины.
17. Способ по любому из пп.1, 2, 5-7, 9, 11, 13-16, отличающийся тем, что после соединения диффузионной сваркой двух черновых наружных деталей (26, 28) осуществляют раздувание давлением газа полученной заготовки лопатки (14) и ее сверхпластическое формование.
18. Способ по п.3, отличающийся тем, что после соединения диффузионной сваркой двух черновых наружных деталей (26, 28) осуществляют раздувание давлением газа полученной заготовки лопатки (14) и ее сверхпластическое формование.
19. Способ по п.4, отличающийся тем, что после соединения диффузионной сваркой двух черновых наружных деталей (26, 28) осуществляют раздувание давлением газа полученной заготовки лопатки (14) и ее сверхпластическое формование.
20. Способ по любому из пп.1, 2, 5-7, 9, 11, 13-16, 18 и 19, отличающийся тем, что изготавливают третью черновую деталь для фиксации, которую располагают между двумя черновыми наружными деталями (26, 28) в заготовке лопатки (14).
21. Способ по п.3, отличающийся тем, что изготавливают третью черновую деталь для фиксации, которую располагают между двумя черновыми наружными деталями (26, 28) в заготовке лопатки (14).
22. Способ по п.4, отличающийся тем, что изготавливают третью черновую деталь для фиксации, которую располагают между двумя черновыми наружными деталями (26, 28) в заготовке лопатки (14).
23. Комплект матриц для чистовой штамповки из заготовки (50) черновой наружной детали (40), состоящей из первого отрезка (42) и второго отрезка (44), при изготовлении полой лопатки (1) для турбомашины способом по пп.4-12, 14, 15-17, 19, 20 и 22, характеризующийся тем, что он содержит первую матрицу (60), включающую первую часть (62), соответствующую первому отрезку (42) черновой наружной детали (40), вторую часть (64), соответствующую заготовке (50), и соединительную зону (66) между упомянутыми первой и второй частями первой матрицы, и вторую матрицу, соответствующую черновой наружной детали (40).
24. Комплект по п.23, характеризующийся тем, что соединительная зона (66) между первой частью (62) и второй частью (64) первой матрицы (60) выполнена с возможностью образования перепада по толщине и ширине между отрезками черновой наружной детали (40).
25. Комплект по п.23 или 24, характеризующийся тем, что он содержит третью матрицу, соответствующую заготовке (50).
| US 5636440 A, 10.06.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЛОПАТОК С ЗАПОЛНИТЕЛЕМ | 1991 |
|
SU1815873A1 |
| RU 94030988 A1, 10.09.1996 | |||
| US 4882823 A, 28.11.1989. | |||

