Изобретения относятся к области обработки металлов давлением, в частности к способам получения особотонкостенных труб из циркониевых сплавов, и к устройствам, в частности к вакуумным установкам для их отжига.
Для изготовления элементов дистанционирующих решеток ядерных реакторов используют особотонкостенные трубы из разных циркониевых сплавов (Э110, Э635, Циркалой-2, Циркалой-4 и др.).
Известные способы изготовления особотонкостенных труб с использованием окончательного вакуумного отжига в горизонтальных вакуумных печах приводят к локальной овализации таких труб и их недопустимым отклонениям от прямолинейности из-за нежесткого профиля поперечного сечения труб. Вследствие локальной овализации значительная часть труб (до 20%) не соответствует предъявляемым требованиям по наружному диаметру.
Отклонения от прямолинейности труб также нежелательны из-за трудностей в проведении приборного контроля труб и последующих операций изготовления из них элементов дистанционирующих решеток.
Известен способ обработки труб из циркониевых сплавов, включающий отжиг заготовки при 700-800°С с изотермической выдержкой 1-3 часа, холодную прокатку с суммарной степенью деформации 70-90% и последующий вакуумный отжиг при температуре 500-700°С с изотермической выдержкой 0,5-2 ч (А.с. СССР №817089, C 22 F 1/18, 1981 г.).
Известный способ не обеспечивает получения особотонкостенных труб из циркониевых сплавов, отвечающих повышенным требованиям к величине их отклонений по наружному диаметру и прямолинейности, в результате чего увеличивается количество труб, не соответствующих предъявляемым требованиям, снижается выход годного и повышается себестоимость их изготовления.
В качестве наиболее близкого аналога для изобретения по п.1 формулы изобретения был принят способ получения особотонкостенных труб из циркония, раскрытый в RU 2037555 C1, C 22 F 1/18, 19.06.1995. Способ включает горячую деформацию заготовки, предварительную холодную деформацию и вакуумный отжиг, холодную прокатку и окончательный вакуумный отжиг. Известный способ обеспечивает получение особотонкостенных труб из циркониевых сплавов, однако полученные трубы не отвечают повышенным требованиям по качеству из-за значительных отклонений размеров труб по наружному диаметру и прямолинейности, в результате чего увеличивается количество труб, не соответствующих предъявляемым требованиям, снижается выход годного и повышается себестоимость их изготовления.
Известна вакуумная шахтная электропечь, содержащая корпус с графитовой термоизоляцией, крышкой и подом и установленные в корпусе графитовый цилиндр, вертикальные нагреватели и траверсу, а также дополнительные нагреватели в своде и на поду, имеющие возможность вертикального перемещения, а графитовый цилиндр выполнен с расположенными на его внутренней поверхности опорными консолями для установки траверсы (А.с. СССР №773398, F 27 B 1/10, 1980 г.).
Известная шахтная печь не обеспечивает получения труб из циркониевых сплавов, удовлетворяющих повышенным требованиям к их качеству, из-за наличия в корпусе шахтной электропечи графитового цилиндра, который приводит к насыщению поверхностей термообрабатываемых труб газовыми примесями. Это ухудшает их качество и, в конечном счете, повышает себестоимость их изготовления, в том числе и из-за отсутствия приспособления для транспортировки и фиксации труб в печи.
Известна высокотемпературная вакуумная электропечь, содержащая водоохлаждаемый корпус с экранами, водоохлаждаемые токоподводы, нагреватель в виде коллекторов и соединенных с ними стержнями. Водоохлаждаемый корпус в верхней части выполнен с карманами, изолированными от рабочего пространства экранами. Тоководы размещены в карманах и соединены с коллекторами через гибкие шины, а стержни подсоединены к коллекторам попарно посредством упругих элементов (А.с. СССР №1439367, F 21 B 1/09, F 27 D 11/02, 1988 г.).
Известная электропечь не обеспечивает получения труб повышенного качества из-за отсутствия в печи камеры загрузки с размещенными в ней механизмами загрузки и фиксации труб, что потребует дополнительных затрат на дооснащение электропечи и приведет к повышению себестоимости изготовления труб.
Известно устройство для фиксации и транспортирования изделий в нагревательной печи, содержащее подвеску в виде поперечных и продольных элементов, соединенных с траверсой, и механизм подъема и опускания подвески. При этом поперечные элементы выполнены в виде круглой плиты с радиально расположенными пазами, на которой установлены фиксаторы продольных элементов в виде ступенчатых валков, а продольные элементы выполнены в виде двухсторонних крюковых захватов с зеркально-симметрично расположенными зевами и имеют замковые фиксаторы в виде ступенчатых стержней, смонтированных в установочных гнездах, расположенных наклонно в средней части крюковых захватов. При этом средняя часть ступенчатых фиксаторов продольных элементов выполнена длиной, не превышающей ширину радиальных пазов плиты, а установочные гнезда двухсторонних крюковых захватов имеют втулки с центральным отверстием, геометрическая ось которого пересекает оси концевых участков крюковых захватов. Двухсторонний крюковый захват верхнего продольного элемента снабжен монтажным кронштейном, а промежуточные крюковые захваты имеют рым-болты для соединения с изделием, а механизм подъема и опускания подвески выполнен в виде тяги, жестко закрепленной в средней части плиты и шарнирно связанной верхней частью с траверсой. При этом траверса имеет грузоподъемную скобу (А.с. СССР №1560959, F 27 B 1/20, B 27 D 3/00, 1990 г.).
Данное устройство имеет сложную конструкцию, не обеспечивающую при этом точную фиксацию особотонкостенных труб в процессе их термообработки.
Известно устройство для термообработки изделий, содержащее футерованный корпус и крышку с подвесками для изделий, при этом в крышке выполнены вертикальные каналы, снабженные геометрическими заглушками, причем к заглушкам прикреплены подвески (А.с. СССР №785619, F 27 B 1/10, С 23 С 11/00, 1980 г.).
Данное устройство не позволяет получать особотонкостенные трубы повышенного качества из-за натекания воздуха в устройство при термообработке, вызванного недостаточной герметизацией крышки и заглушек.
Известно устройство для фиксации и транспортировки длинномерных изделий в нагревательной печи, содержащее поперечные элементы, соединенные между собой продольными элементами, которые связаны с механизмом подъема и опускания. Поперечные элементы выполнены в виде бандажей, а продольные элементы в виде гибких связей. При этом бандажи выполнены в виде дуг, соединенных шарнирно одна с другой с возможностью разъема, а гибкие связи выполнены в виде металлических связей (А.с. СССР №732644, F 27 B 1/20, B 27 D 3/00, 1980 г.).
Указанное устройство не позволяет получать особотонкостенные трубы с обеспечением их высокого качества, т.к. на их поверхности в процессе термообработки появляются дефекты в виде потертостей и вмятин в местах крепления бандажей, что приводит к повышенному браку труб и повышению себестоимости их изготовления.
Известно устройство для фиксации и транспортировки изделий в нагревательной печи, содержащее подвеску, выполненную в виде двух плит с отверстиями, фиксирующие элементы, механизм перемещения подвески и узел крепления подвески, который снабжен подпружиненной втулкой, а нижняя плита выполнена из эластичного материала, например из фторопласта, а узел крепления подвески к механизму ее перемещения выполнен в виде соединения типа "ласточкин хвост" (А.с. СССР №985661, F 27 B 1/20, C 21 D 9/08, 1982 г.).
Известное устройство непригодно для высокотемпературной термообработки труб из циркониевых сплавов из-за наличия в составе устройства деталей из эластичных материалов, которые не способны выдерживать высокие температуры.
В качестве наиболее близкого аналога устройства для термообработки особотонкостенных труб из циркониевых сплавов принят SU 723337 А, F 27 B 1/10, 05.04.1980. Устройство содержит герметизируемый крышкой корпус с установленными в нем электронагревателями, муфелем, загрузочным устройством с гнездами для размещения труб и с фиксатором их положения в гнездах, подвеску, систему вакуумирования полостей муфеля и корпуса. Указанное устройство не исключает возможность осевой и радиальной деформации особотонкостенных труб из циркониевых сплавов повышенного качества в процессе их отжига, что приводит к снижению выхода годных труб и - в итоге - к повышению себестоимости их изготовления из-за значительной отбраковки труб, не соответствующих предъявляемым требованиям.
Предлагаемые изобретения решают задачу снижения себестоимости изготовления труб и уменьшения максимальных отклонений наружного диаметра и от прямолинейности труб.
Технический результат достигается тем, что:
1. В отличие от наиболее близкого аналога - способа получения особотонкостенных труб из циркониевых сплавов, включающего горячую деформацию заготовок, предварительную холодную деформацию заготовок с вакуумным отжигом с получением труб, холодную прокатку труб и последующий окончательный вакуумный отжиг, - по заявляемому техническому решению холодную прокатку труб проводят с суммарной на последнем переходе степенью деформации 32-69%, а окончательный вакуумный отжиг труб осуществляют в вертикальном положении при температуре альфа-области циркония в течение 2-3 часов, при этом нагрев труб при отжиге осуществляют со скоростью не более 55°С/мин, а их охлаждение - со скоростью не более 30°С/мин.
2. В отличие от наиболее близкого аналога устройства для вакуумного отжига особотонкостенных труб из циркониевых сплавов, содержащего герметизируемый крышкой корпус с установленными в нем электронагревателями, муфелем с размещенным в нем загрузочным устройством с гнездами для размещения труб и с фиксатором их положения в гнездах, подвеску, систему вакуумирования полостей муфеля и корпуса - по заявляемому техническому решению загрузочное устройство выполнено в виде поярусно закрепленных на центральной тяге идентичных дисков с отверстиями, образующими гнезда для вертикального размещения труб, причем загрузочное устройство верхним концом тяги шарнирно связано с подвеской, установленной в верхней части муфеля.
3. Технический результат может быть достигнут также в результате того, что фиксатор положения труб в гнездах выполнен в виде диска, закрепленного на нижнем конце тяги.
4. Кроме того, технический результат может быть достигнут также в результате того, что фиксатор положения труб в гнездах выполнен в виде опирающихся на торец верхнего диска спиц, продетых в отверстия, выполненные в выступающих над диском концах труб.
5. Технический результат, заключающийся в повышении производительности устройства, может быть достигнут тем, что оно дополнительно снабжено, по крайней мере, еще одним загрузочным устройством, при этом загрузочные устройства закреплены на подвеске одно под другим, верхний конец тяги одного из которых шарнирно связан с подвеской, установленной в верхней части муфеля, а верхний конец тяги другого шарнирно связан с проушинами кронштейна, закрепленного на нижнем опорном диске, или с нижним концом тяги.
При анализе патентных и научно-технических источников не выявлено технических решений, обладающих всей совокупностью существенных признаков заявленного технического решения.
Известны технические решения, которые частично содержат некоторые существенные признаки заявляемого решения. Так, известна термообработка длиномерных изделий в вертикальном положении (А.с. СССР №732644, F 27 B 1/20, B 27 D 3/00, 1980 г.).
Известно устройство, содержащее в качестве одного из элементов механизма подъема и опускания подвески круглую плиту с отверстиями в виде пазов (А.с. СССР №732644, F 27 B 1/20, B 27 D 3/00, 1980 г.).
Известны устройства с ушкообразными выступами со сквозными отверстиями (А.с. СССР №723337, F 27 B 1/20, C 21 D 9/00, 1980 г.).
Однако только сочетание всех известных и новых существенных признаков заявляемого способа позволяет получить положительный эффект, заключающийся в получении особотонкостенных труб повышенного качества из циркониевых сплавов, в увеличении жесткости их профиля, в существенном уменьшении их овальности и кривизны, при одновременном снижении себестоимости изготовления таких труб без ухудшения их механических свойств.
Проведение вакуумной термообработки труб при остаточном давлении не более 0,130 Па позволяет исключить загрязнение поверхности труб кислородом, водородом и другими примесями, ухудшающими механические свойства труб при термообработке.
Проведение термообработки особотонкостенных труб в заявляемом устройстве позволяет исключить изгибающие нагрузки на боковые поверхности труб, а также потертости в местах касания труб с оснасткой, что в конечном счете позволяет значительно снизить уровень овальности и кривизны отжигаемых труб и существенно повысить их качество, в том числе за счет уменьшения количества поверхностных дефектов.
Значительное уменьшение количества брака готовых труб с повышенными требованиями по качеству приводит к существенному снижению себестоимости их изготовления.
На фиг.1 схематично представлено заявляемое устройство, оснащенное двумя загрузочными устройствами.
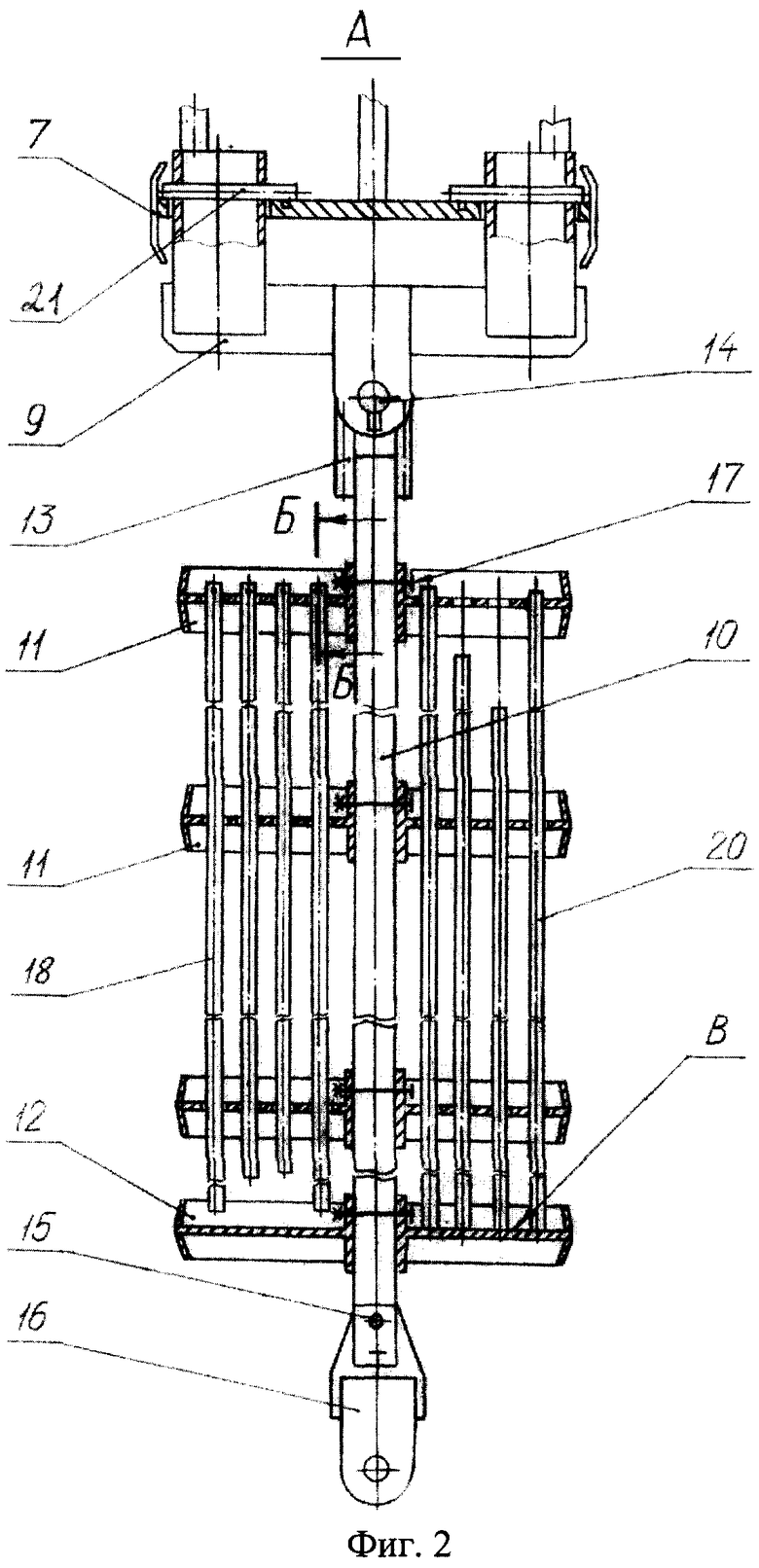
На фиг.2 изображена в сечении заполненная трубами конструкция загрузочного устройства с двумя вариантами их фиксации.
На фиг.3 показан в сечении вариант фиксации труб в загрузочном устройстве.
В соответствии с заявляемым техническим решением на ОАО "ЧМЗ" была создана вакуумная установка для отжига труб.
Описание устройства
Заявляемое устройство (фиг.1) состоит из герметично закрытого крышкой (22) корпуса (1), в котором установлены кольцевые электронагревательные секции (2). Температура каждой секции контролируется термопарой (3). Внутри корпуса устройства расположен вакуумно-плотный муфель (5). Муфель (5) отделен от атмосферы вакуумным затвором (6) и секцией (8). Корпус устройства (1), муфель (5) и секция (8) присоединены к вакуумной системе. В муфеле (5) размещено загрузочное устройство (4), заполненное трубами (18, 20), подвергаемыми отжигу. Загрузочное устройство (4) закреплено на траверсе (7). Оно состоит из шарнирно связанной с подвеской (9) центральной тяги, например, в виде трубы (10), с закрепленными на ней идентичными дисками (11) с отверстиями, образующими гнезда для вертикального размещения труб (18, 20) и опорного диска (12), закрепленного на нижнем конце тяги (10).
На верхнем торце центральной тяги (10) закреплен кронштейн(13), посредством которого центральная тяга (10) подвешена на пальце (14), установленном в проушине подвески (9). На нижнем конце центральной тяги (10) закреплена, например, болтом (15) проушина (16) для крепления к ней, например, другого загрузочного устройства с трубами. Диски (11) и диск (12) закреплены на центральной тяге (10) с помощью болтовых соединений (17), позволяющих регулировать взаимное положение дисков в зависимости от типоразмеров труб. Загрузочное устройство (4) предусматривает два варианта установки и фиксации отжигаемых труб в устройстве.
По одному из вариантов (фиг.2) трубы (20) установлены в отверстиях дисков (11) и зафиксированы поверхностью В опорного диска (12). При такой фиксации в процессе отжига трубы находятся в сжатом состоянии.
По другому варианту (фиг.3) трубы (18) установлены в отверстиях дисков (11) и зафиксированы в загрузочном устройстве (4) с помощью прямых или изогнутых спиц (19), продетых в отверстия, выполненные в выступающих над верхним диском (11) концах труб. Спицы опираются на торец верхнего диска (11) и удерживают трубы (18) в подвешенном, растянутом состоянии, что способствует повышению качества особотонкостенных труб.
В обоих вариантах между наружной поверхностью труб (18) (20) и поверхностями отверстий в дисках (11) предусмотрены зазоры.
Заявляемое устройство работает следующим образом.
Загрузочное устройство (4) устанавливают в специальное приспособление (не показано) в вертикальном положении. Подвеску (9) (фиг.2) отсоединяют от центральной тяги (10) путем извлечения пальца (14) трубы (18) или (20) устанавливают в отверстия дисков (11) по одному из вариантов - в подвешенном состоянии на спицах (19) (фиг.3) или, по другому варианту - с фиксацией нижним торцем на поверхность В диска (12)(фиг.2). При необходимости аналогичным образом заполняют трубами другое загрузочное устройство. Затем подвеску (9) соединяют с траверсой (7) с помощью пальцев (21). Пальцем (14) через кронштейн (13) к подвеске (9) подсоединяют центральную тягу (10). При необходимости к центральной тяге (10) снизу за проушину (16) шарнирно подвешивают второе загрузочное устройство.
Заполненное трубами загрузочное устройство или при необходимости оба спаренных загрузочных устройства устанавливают в муфель (5). Крышку (22) устройства закрывают. Полости корпуса (1) устройства и муфеля (5) вакуумируют. Включают нагрев. Контроль температуры термообработки труб осуществляют с помощью термопар (3). После отжига трубы охлаждают в устройстве. Выгрузку труб из заявляемого устройства осуществляют в обратной последовательности.
Для проверки заявляемого технического решения проводили следующую работу. Изготавливали особотонкостенные трубы ⊘16,6×0,35 мм из циркониевого сплава Э110.
По прототипу особотонкостенные трубы длиной до 3 метров получали путем горячей деформации заготовки, предварительной холодной деформации, вакуумного отжига при температуре 575°С с изотермической выдержкой 3,5 часа, холодной прокатки с суммарной степенью деформации на последнем переходе 29,8% и окончательного вакуумного отжига при температуре 570°С в течение 6 часов. Отжиг труб осуществляли в горизонтальной вакуумной печи ОКБ 1371.
По заявляемому техническому решению особотонкостенные трубы той же длины получали путем горячей деформации заготовки, предварительной холодной деформации, вакуумного отжига при температуре 560-590°С с изотермической выдержкой 2-3 часа, холодной прокатки при различной суммарной степени деформации на последнем переходе, равной: 32; 50; 69%.
Окончательный вакуумный отжиг труб осуществляли в вертикальном положении в заявляемом устройстве при различных значениях параметров:
- скорость нагрева: 50 и 55°С/мин;
- температура отжига: альфа-область циркония;
- продолжительность отжига: 2; 2,5; 3 ч;
- скорость охлаждения: 25; 30°С/мин.
Отжиг труб осуществляли в вакуумной вертикальной печи СШВ 3.100/9 ЭЛ. По одному варианту трубы фиксировали в загрузочном устройстве с помощью спиц на верхнем диске, по другому варианту трубы фиксировали нижними торцами на нижнем диске загрузочного устройства.
Для сравнения изготавливали особотонкостенные трубы других типоразмеров: ⊘12,2×0,8 мм и ⊘15,0×0,35 мм и из других сплавов Э125 и Э635, а также из сплава Э110 на основе губчатого циркония.
Результаты изготовления труб по заявляемому способу и способу-прототипу представлены в таблице.
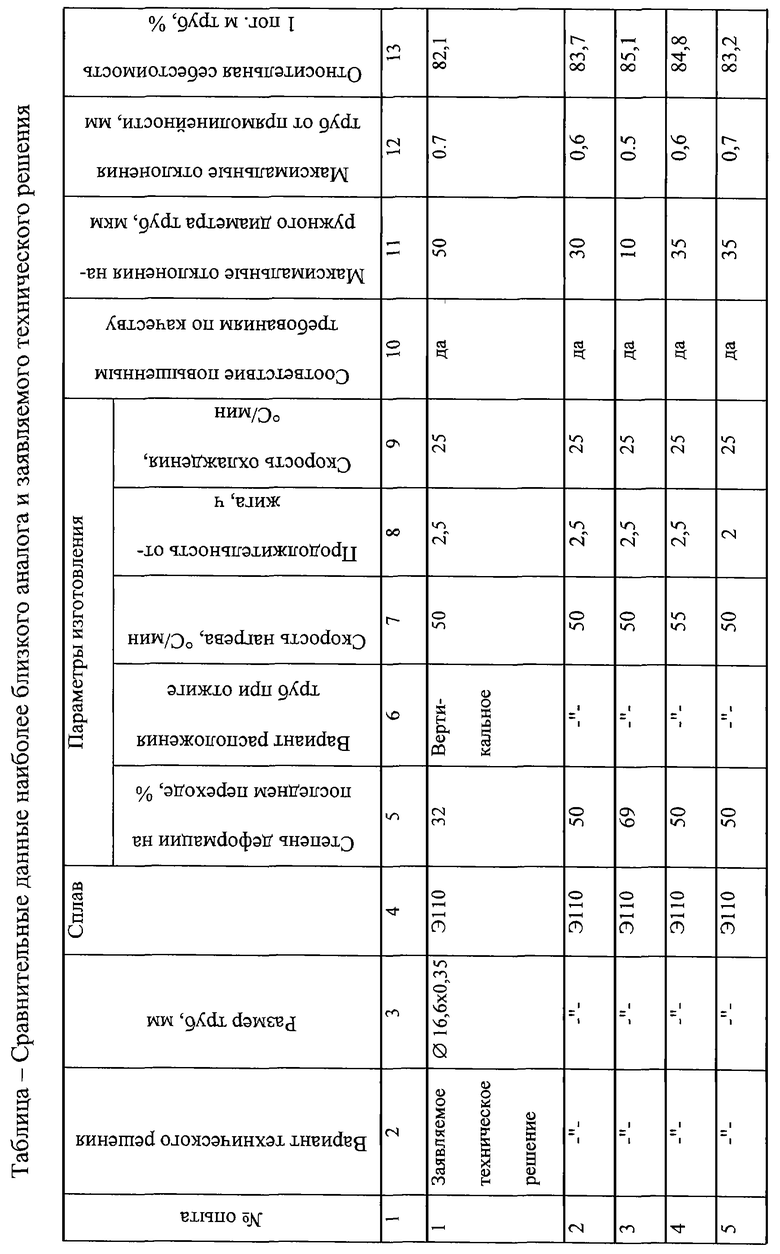
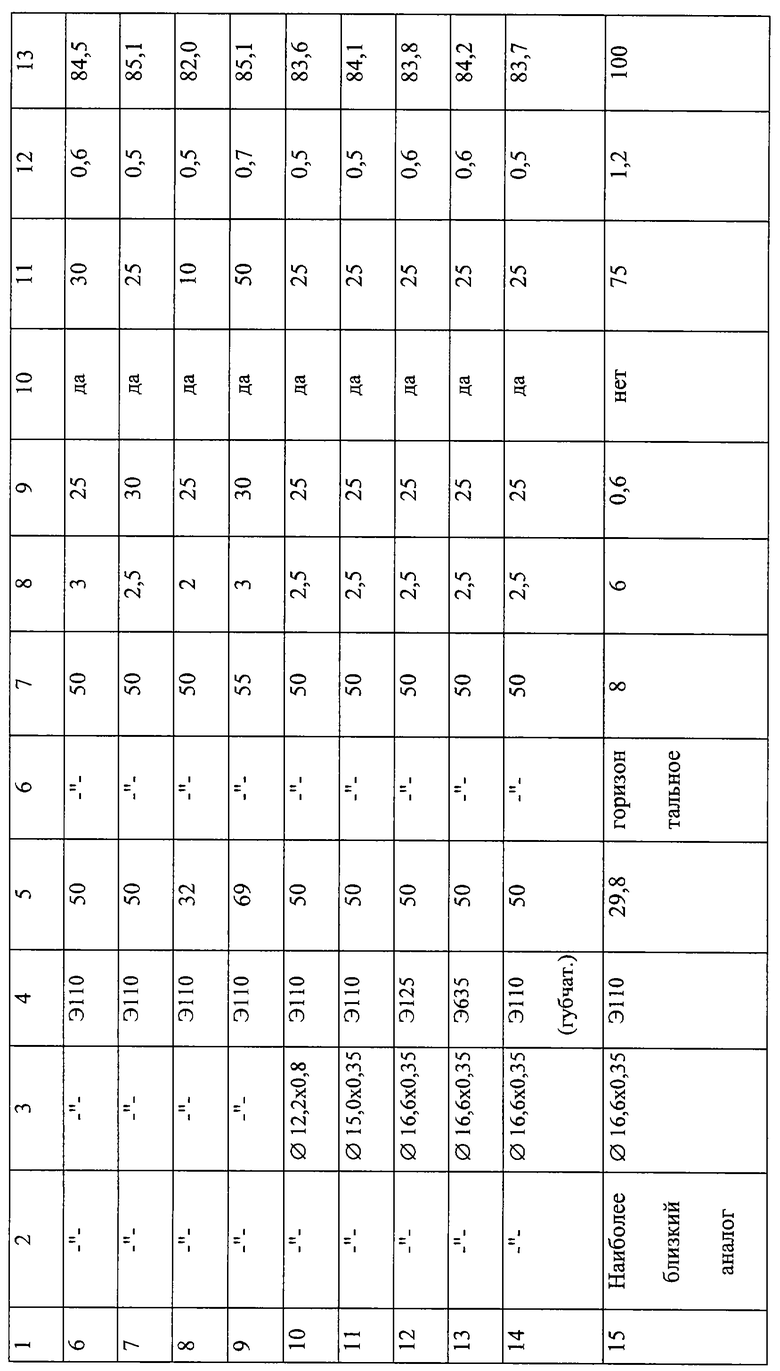
Анализ результатов, приведенных в таблице, показывает, что особотонкостенные трубы, полученные по заявляемому способу в заявляемом устройстве, в отличие от наиболее близкого аналога имели более высокое качество: меньшую овальность (максимальные отклонения наружного диаметра труб 10-50 мкм по заявляемому техническому решению вместо75 мкм у аналога), меньшую криволинейность (максимальные отклонения труб от прямолинейности 0,5-0,7 м у заявляемого технического решения вместо 1,2 мм у аналога) и меньшую себестоимость изготовления (82-85,1% у заявляемого технического решения вместо 100% у аналога) без ухудшения их механических свойств.
Оптимальный режим процесса изготовления особотонкостенных труб следующий (опыты №№1-14):
- суммарная степень деформации на последнем переходе 32-69%;
- осуществление отжига труб в вертикальном положении при температуре альфа-области циркония в течение 2-3 часов;
- скорость нагрева труб - не более 55°С/мин;
- скорость охлаждения - не более 30°С/мин.
Отклонение процесса от заявляемого не обеспечивает получение труб с повышенным качеством и приводит к увеличению их овальности и кривизны, к значительному повышению себестоимости их изготовления в результате роста энергетических затрат.
По заявляемому способу на изготовленном по описанию устройстве в производственных условиях ОАО "ЧМЗ" с положительным результатом была изготовлена и направлена заказчику опытная партия труб ⊘16,6×0,35 мм из сплава Э110.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2382114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310009C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ЦИРКОНИЙ-СТАЛЬ | 2004 |
|
RU2268125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ И ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2125916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН ИЗ ГАФНИЯ | 2009 |
|
RU2412275C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798020C1 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |

Изобретение относится к области металлургии, а именно к способам получения особотонкостенных труб из циркониевых сплавов и к устройствам, в частности к вакуумным установкам для их отжига. Предложен способ получения таких труб и устройство для их отжига. Способ включает горячую деформацию заготовок, предварительную холодную деформацию заготовок с вакуумным отжигом с получением труб, холодную прокатку труб с суммарной на последнем переходе степенью деформации 32-69% и последующий окончательный вакуумный отжиг, который осуществляют в вертикальном положении при температуре альфа-области циркония в течение 2-3 часов. Нагрев труб при отжиге осуществляют со скоростью не более 55°С/мин, а их охлаждение - со скоростью не более 30°С/мин. Устройство содержит герметизируемый крышкой корпус с установленными в нем электронагревателями, муфелем с размещенным в нем загрузочным устройством с гнездами для размещения труб и с фиксатором их положения в гнездах, подвеску, систему вакуумирования полостей муфеля и корпуса. Загрузочное устройство выполнено в виде поярусно закрепленных на центральной тяге идентичных дисков с отверстиями, образующими гнезда для вертикального размещения труб, причем загрузочное устройство верхним концом тяги шарнирно связано с подвеской, установленной в верхней части муфеля. Технический результат - уменьшение максимальных отклонений наружного диаметра и от прямолинейности труб. 2 н. и 3 з.п. ф-лы, 1 табл., 3 ил.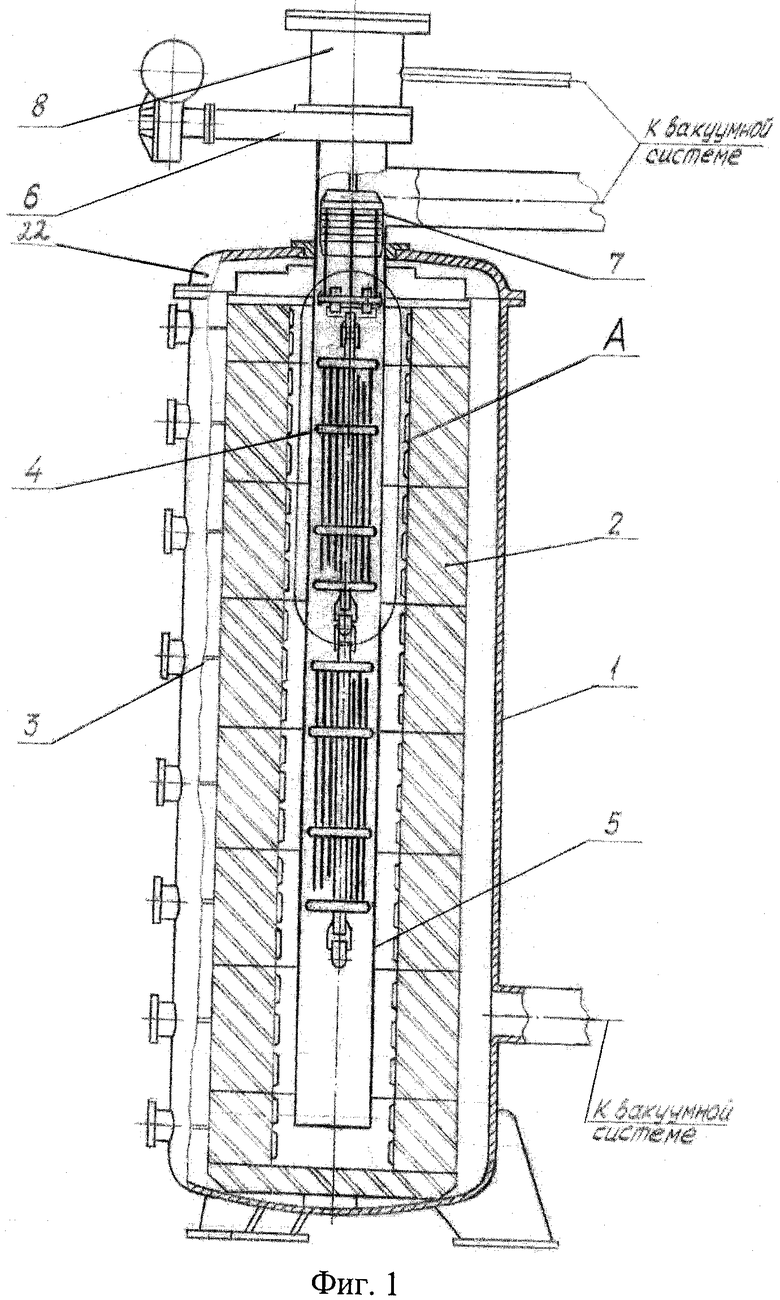
| СПОСОБ ОБРАБОТКИ ТРУБ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2037555C1 |
| Вакуумная установка для термообработки | 1977 |
|
SU723337A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| Вакуумная шахтная электропечь | 1978 |
|
SU773398A1 |
| US 5876524 A, 02.03.1999 | |||
| JP 11148990 A, 02.06.1999. | |||

