Изобретение касается инструмента для обработки седла и направляющей втулки клапана для тонкой обработки седла клапана и направляющей втулки клапана в головке блока цилиндров двигателя внутреннего сгорания, согласно ограничительной части пункта 1 формулы изобретения.
Инструменты рассматриваемого здесь вида известны (DE 10137000 A1). Установлено, что при обработке седла клапана и направляющей втулки клапана в головке блока цилиндров двигателя внутреннего сгорания имеет большое значение, с одной стороны, качество поверхности в области направляющей втулки клапана и, с другой стороны, соосность между седлом клапана и направляющей втулкой клапана. При этом соосность - это существенный критерий для герметичности и тем самым для расхода двигателя внутреннего сгорания. Качество поверхностной области направляющей втулки клапана существенно для уменьшения износа при эксплуатации двигателя внутреннего сгорания. У известного инструмента предусмотрены два отдельных инструмента, из которых первый предназначен для обработки седла клапана, а второй - для обработки направляющей втулки клапана. Оба отдельных инструмента связаны друг с другом через прецизионное согласующее устройство, причем один отдельный инструмент содержит короткий конус, а другой - конусообразный приемный элемент для короткого конуса. Оба отдельных инструмента имеют в области прецизионного согласующего устройства торцевые поверхности, которые расположены перпендикулярно средней оси инструмента. Посредством прецизионного согласующего устройства обеспечивается абсолютно соосное расположение обоих отдельных инструментов друг относительно друга. Она вызывает отчетливое повышение жесткости инструмента, так что изгиб в области второго отдельного инструмента уменьшается. Качество поверхностей седла клапана и направляющей втулки клапана повышается еще за счет того, что появляющиеся при тонкой обработке упомянутых областей колебания внутри инструмента прерываются прецизионным соглашающим устройством и при этом сильно демпфируются. Колебания также значительно сокращаются за счет выбора разных материалов для обоих отдельных инструментов. При этом для первого отдельного инструмента, служащего для обработки направляющей втулки клапана, используется сталь, а для второго отдельного инструмента, служащего для обработки седла клапана, - твердый сплав. Оказалось, что в некоторых случаях качество поверхности в области направляющей втулки клапана недостаточно и возникает относительно высокий износ второго отдельного инструмента.
Поэтому задачей изобретения является создание инструмента для обработки седла и направляющей втулки клапана для тонкой обработки седла клапана и направляющей втулки клапана в головке блока цилиндров двигателя внутреннего сгорания, который не имеет этого недостатка.
Поэтому для решения этой задачи предлагается инструмент для обработки седла клапана и направляющей втулки клапана, который имеет признаки, изложенные в пункте 1 формулы изобретения. Инструмент содержит два отдельных инструмента, один из которых предназначен для обработки седла клапана, а другой - для обработки направляющей втулки клапана. При этом первый инструмент, служащий для обработки седла клапана, изготовлен из стали. Однако инструмент отличается тем, что второй отдельный инструмент является составным и имеет два участка, из которых только один состоит из твердого сплава, а именно первый участок, который сопряжен с прецизионным согласующим устройством. Второй участок второго отдельного инструмента выполнен из материала, который более упругий, чем материал первого участка. То есть, возможно, что второй участок второго отдельного инструмента вследствие своей упругости оптимально прилегает к поверхности направляющей втулки клапана, вследствие чего устраняется быстрый износ второго отдельного инструмента и существенно улучшается качество поверхности направляющей седла клапана.
Предпочтителен пример осуществления инструмента, который отличается тем, что второй участок состоит из стали или тяжелого металла. Эти материалы отличаются более высокой упругостью, чем твердый сплав, так что второй отдельный инструмент в области второго участка может лучше прилегать к поверхности направляющей втулки клапана. При этом имеется еще дополнительное преимущество, что материал второго участка легче поддается обработке, чем материал первого участка.
Дальнейшие варианты осуществления следуют из остальных, зависимых пунктов формулы изобретения.
Изобретение разъясняется в дальнейшем более подробно посредством чертежей, на которых:
фиг.1 - принципиальный вид сбоку инструмента для обработки седла клапана и направляющей втулки клапана в подетальном представлении;
фиг.2 - вид сбоку представленного на фиг.1 отдельного инструмента;
фиг.3 - увеличенный вид с торца отдельного инструмента согласно фиг.2.
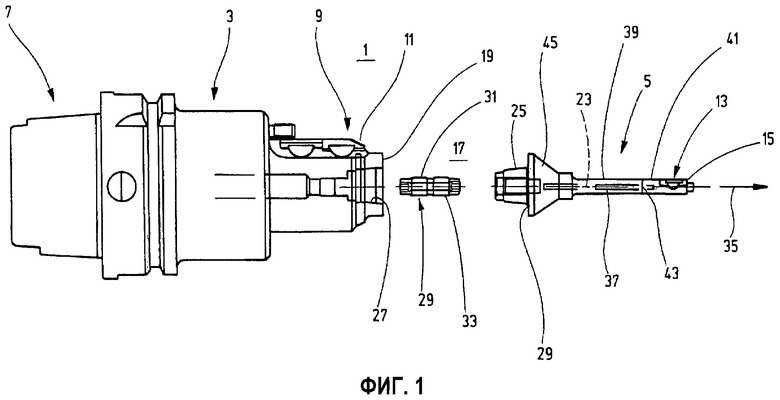
В дальнейшем фиг.1 показывает, называемый далее как инструмент 1, инструмент обработки седла клапана и направляющей втулки клапана, который имеет два отдельных инструмента, а именно, первый отдельный инструмент 3, служащий для обработки седла клапана, и второй отдельный инструмент 5, служащий для обработки направляющей втулки клапана. Первый отдельный инструмент 3 имеет здесь хвостовик 7, который служит для того, чтобы соединять инструмент 1 со станком. Он выполнен соответствующим образом и снабжен здесь, например, конической внешней поверхностью. Далее, он содержит режущую пластину 9 с режущей кромкой 11, которая служит для обработки седла клапана.
Второй отдельный инструмент 5 также имеет режущую пластину 13, которая содержит геометрически определенную режущую кромку 15.
Соединение обоих отдельных инструментов 3 и 5 происходит посредством прецизионного согласующего устройства 17, которое выполнено как короткое коническое соединение и имеет первую торцевую поверхность 19 на первом отдельном инструменте 3 и вторую торцевую поверхность 21 на втором отдельном инструменте 5. Торцевые поверхности расположены перпендикулярно относительно оси вращения и средней оси 23 инструмента 1. Прецизионное устройство 17 включает в себя, с одной стороны, конус и, с другой стороны, принимающую конус выемку. При этом здесь предусмотрено, что конус 25 предусмотрен на втором отдельном инструменте 5, а конусообразно выполненная выемка 27 - на первом отдельном инструменте 3.
В подетальном представлении показана стяжная шпилька 29, которая снабжена первым резьбовым участком 31, который входит в в первый отдельный инструмент 3, и вторым резьбовым участком 33, который входит во второй отдельный инструмент 5. Резьбовые участки 31, 33 включают в себя противоположные резьбы. Если стяжная шпилька 23 поворачивается в первом направлении, то оба отдельных инструмента 3 и 5 стягиваются в области прецизионного согласующего устройства 17 друг с другом, причем конус 25 втягивается в выемку 27 и торцевые поверхности 19 и 21, которые выполнены здесь в виде кольцевых поверхностей, прочно прилегают друг к другу.
При вращении стяжной шпильки 29 в противоположном направлении, оба отдельных инструмента 3 и 5 выдавливаются друг из друга, так что зажимные силы между конусом 25 и выемкой 27 ослабляются.
При тонкой обработке седла клапана и направляющей втулки клапана в блоке цилиндров двигателя внутреннего сгорания оба отдельных инструмента 3 и 5 прочно стягиваются друг с другом посредством прецизионного согласующего устройства 17, вследствие чего получается высокая жесткость инструмента 1 и, кроме того, абсолютно точное позиционирование отдельных инструментов 3 и 5 друг относительно друга.
Второй отдельный инструмент 5 выполнен как развертка, которая служит для обработки направляющей втулки клапана. Первый отдельный инструмент 3 служит для обработки седла клапана. Поэтому режущая кромка 11 режущей пластины 9 первого отдельного инструмента наклонена под углом к средней оси 23. При этом она нисходит в направлении подачи инструмента, обозначенном стрелкой 35.
В области второго отдельного инструмента 5 предусмотрена по меньшей мере одна направляющая планка 37, посредством которой второй отдельный инструмент 5 опирается на поверхность направляющей втулки седла клапана, во время ее обработки посредством режущей кромки 15 режущей пластины 9.
Здесь нужно еще указать на то, что режущие кромки 11 и 15 режущих пластин 9 и 13 могут предусматриваться также непосредственно на основном теле отдельных инструментов 3 и 5. Однако, чтобы гарантировать возможность регулирования режущих кромок, они являются, как здесь представлено, преимущественно частью режущей пластины, которая взаимодействует с соответствующим юстировочным устройством.
На фиг.1 еще представлено, что второй отдельный инструмент 5 содержит первый участок 39 и второй участок 41, которые выполнены в виде разъединяемых элементов и соединены друг с другом. Здесь можно видеть лишь линию 43 разъема, которая позволяет различить область контакта между обоими участками 39 и 41.
Принципиальный вид, согласно фиг.1, показывает еще, что первый отдельный инструмент 3 имеет больший наружный диаметр, чем второй отдельный инструмент 5. Он переходит поэтому от цилиндрической области с маленьким диаметром в коническую область 45, на которой предусмотрена вторая торцевая поверхность 21. В области торцевой поверхности 21 наружный диаметр второго отдельного инструмента 5 существенно больше, чем, например, в области линии 43 разъема. Длина цилиндрической области справа и слева от этой линии 43 разъема выбирается в зависимости от длины направляющей области направляющей втулки клапана.
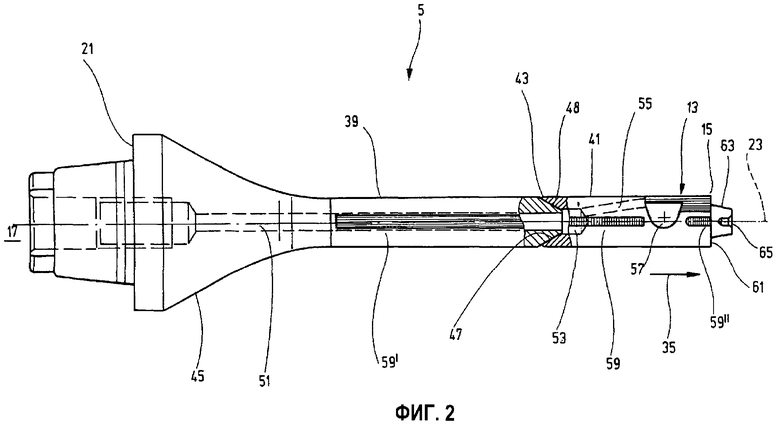
Второй отдельный инструмент 5 инструмента 1 можно видеть на фиг.2 на виде сбоку. Он представлен в частичном разрезе. Одни и те же части снабжены одинаковыми ссылочными позициями, так что в этом отношении следует сослаться на описание фиг.1.
Отдельный инструмент 2 изображен с увеличением, так что детали различимы лучше, чем на фиг.1. Здесь отчетливо видно, что второй отдельный инструмент 5 содержит два участка 39 и 41, которые соединены друг с другом подходящим способом, здесь посредством спайки.
Здесь отчетливо видно, что второй участок 41 и прилегающая к линии 43 разъема область первого участка 39 имеют цилиндрическую наружную поверхность, и что цилиндрическая наружная поверхность первого участка 39 через коническую область 45 переходит в проходящую перпендикулярно средней оси торцевую поверхность 21 прецизионного согласующего устройства 17 высокой точности.
С помощью частичного разреза на фиг.2 отчетливо видно, что второй частичный инструмент 5 составлен из обоих участков 39 и 41. Они не соединены встык друг с другом в области линии 43 разъема. Наоборот один из участков имеет выступ, а другой - соответствующую выемку, в которую входит в зацепление выступ. Здесь предусмотрено, что первый участок 39 имеет в соединительной области, обозначенной линией 43 разъема, конусообразный или соответственно в форме усеченного конуса выступ 47, который входит в соответствующую конусообразную или в форме усеченного конуса выемку 49 во втором участке 41. Предпочтительно, выступ 47 впаян в выемку 49.
Второй отдельный инструмент 5 имеет здесь проходящий концентрично средней оси 23 охлаждающий/смазочный канал 51, через который охлаждающее/смазочное средство подводится к режущей кромке 15 режущей пластины 13. Канал 51 проходит через первый участок 39 и оканчивается в распределительной камере 53, который примыкает здесь к выемке 49 во втором участке 41. От нее отходит канал 55, который поднимается, по отношению к средней оси 23, от распределительной камеры 53 в обозначенном стрелкой 35 направлении подачи и транспортирует охлаждающее и смазочное средство в область режущей кромки 15.
Режущая пластина 13 удерживается прижимом 57, который удерживается винтом в основном теле второго участка 41. Как правило, здесь используются зажимные винты, которые известны и поэтому здесь не представлены.
Второй отдельный инструмент 5 содержит, по меньшей мере, одну направляющую планку 59. Здесь предусмотрено, чтобы оба участка 39 и 41 соответственно имели собственную направляющую планку. Первая направляющая планка 59 в области второго участка 41 продолжается за линию 43 разъема в направляющей планке 59' первого участка 39. Здесь предусмотрено, чтобы первая направляющая планка 59 была уже, чем направляющая планка 59'. Фиг.2 еще показывает, что первая направляющая планка 59 продолжается за прижим 57 после прерывания справа и тем самым охватывает элемент 59'' направляющей планки.
К торцевой стороне 61 второго отдельного инструмента 5 прикреплен центрирующий элемент 63, который имеет центрирующее отверстие 65. Она служит для обработки инструмента 1 или соответственно второго отдельного инструмента 5 при изготовлении инструмента и в рамках ремонта. Центрирующие отверстия упомянутого здесь вида известны, так что здесь подробнее не поясняются.
Первая направляющая планка 59 второго участка 41 и соответствующая направляющая планка 59' в области первого участка 39, а также элемент 59'' направляющей планки, который образует продолжение первой направляющей планки 59, проходят параллельно средней оси 23 инструмента 1 и вследствие этого находятся на одной линии. Они расположены на находящейся ближе всего к наблюдателю области периферической поверхности второго отдельного инструмента 5.
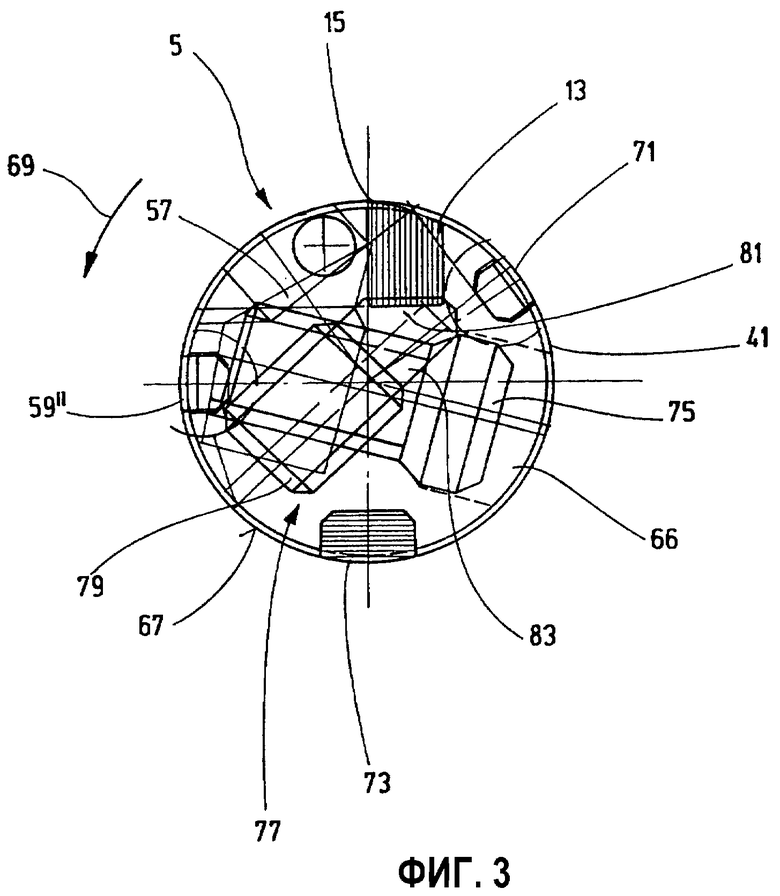
Фиг.3 показывает второй отдельный инструмент 5 на виде сверху, т.е. на виде с торцевой стороны 61. Одни и те же части снабжены одинаковыми ссылочными позициями, так что в этом отношении необходимо сослаться на описание предшествовавших фигур. По причинам лучшего представления центрирующий элемент 63 опущен.
Фиг.3 показывает, что второй участок 41 второго отдельного инструмента 5 имеет основное тело 66, в которое вставлена режущая пластина 13 с режущей кромкой 15. Так же первая направляющая планка, от которой здесь виден элемент 59'' направляющей планки, в периферическую поверхность 67 второго отдельного инструмента 5. Если смотреть в обозначенном стрелкой 69 направлении вращения инструмента, элемент 59'' направляющей планки отстает от режущей кромки 15 на 270°. Следующая направляющая планка 71 отстает от режущей кромки примерно на 45°. Наконец, предусмотрена третья направляющая планка 73, которая лежит диаметрально противоположно режущей кромке 15.
На фиг.3 штрихами обозначен прижим 57, который закрепляется зажимным винтом 75 на основном теле второго отдельного инструмента 5. Наконец, фиг.3 показывает еще одно юстировочное устройство 77, с помощью которого регулируется выступ режущей кромки 15 над периферической поверхностью 67, т.е. радиальный выступ режущей кромки 15. Юстировочное устройство 77 содержит регулировочный винт 79, который взаимодействует с режущей кромкой 15 противоположной нижней стороны режущей пластины 13, но здесь не непосредственно, а через установочный клин 83.
Юстировочные устройства 77 рассматриваемого здесь типа принципиально известны, так что более подробно здесь не рассматриваются.
У инструмента 1 предусмотрено, чтобы первый отдельный инструмент 3 выполнен из стали. Выше уже указывалось на то, что второй отдельный инструмент в известных инструментах состоит из твердого сплава. Здесь предусмотрено, чтобы из твердого сплава выполнялся лишь первый участок 39 второго отдельного инструмента 5, а второй участок 41 выполнен из стали или тяжелого металла. Существенным является то, что второй участок 41 второго отдельного инструмента 5 состоит из материала, который более упругий, чем материал первого участка 39.
В пределах второго отдельного инструмента 5 используются разные материалы, причем материал второго участка 41 более упругий, чем первый участок 39. Инструмент 1, сверх того, отличается тем, что он легче поддается обработке. То есть возможно относительно экономичным способом реализовать во втором участке 41 паз для приема режущей пластины 13 и, кроме того, выемку, в которой располагается прижим 57. Наконец, в основное тело 66 второго участка 41 могут относительно просто устанавливаться натяжной винт 75 и юстировочное устройство 77 с соответствующей резьбой.
Второй отдельный инструмент 5 отличается тем, что второй участок 41 настолько упругий, что он может прилегать к поверхности направляющей втулки клапана. При этом, по меньшей мере, одна направляющая планка второго направляющего участка оптимально прилегает к поверхности направляющей втулки клапана, в то время как она подвергается тонкой обработке резанием посредством режущей кромки 15. Оптимальное прилегание второго участка 41 к поверхности направляющей втулки клапана ведет к улучшенному качеству поверхности и, кроме того, к уменьшенному износу режущей кромки 15. Сверх того, материал второго участка 41, выполненного именно из стали или тяжелого металла, а не из твердого сплава, может более легко обрабатываться, чтобы вставлять режущую пластину 13, прижим 57, юстировочное устройство и направляющие планки в основное тело второго участка 41.
Предпочтительно предусмотрено, чтобы диаметрально противоположно режущей кромке 15 расположена, по меньшей мере, одна направляющая планка, здесь - направляющая планка 73. Предпочтительным образом нужно предусматривать также отстающую примерно на 45° от режущей кромки 15 направляющую планку 71, чтобы гарантировать оптимальное направление инструмента в обрабатываемой направляющей втулке клапана. Наконец, имеется особенно хорошее направление, вследствие того, что в периферической поверхности 67 второго участка 41 предусмотрена еще третья направляющая планка.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗВЕРТКА | 1996 |
|
RU2149083C1 |
| КОМБИНИРОВАННЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПРОСВЕРЛЕННОГО ОТВЕРСТИЯ И ЕГО ПОВЕРХНОСТИ, А ТАКЖЕ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ПОДОБНОГО КОМБИНИРОВАННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2007 |
|
RU2424087C2 |
| Развертка | 1990 |
|
SU1838056A3 |
| Режущая пластина для высокоточной обработки, в частности, отверстий | 1989 |
|
SU1720480A3 |
| ИНСТРУМЕНТ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ЗАГОТОВОК РЕЗАНИЕМ | 2001 |
|
RU2224623C2 |
| Токарный инструмент | 1987 |
|
SU1727522A3 |
| РАЗВЕРТКА | 1995 |
|
RU2139171C1 |
| ОДНОНОЖЕВАЯ РАЗВЕРТКА | 1993 |
|
RU2087275C1 |
| ИНСТРУМЕНТ ДЛЯ ТОЧНОЙ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1995 |
|
RU2139169C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ С УСТРОЙСТВОМ НЕПРЕРЫВНОЙ ПОДАЧИ ЖИДКОСТИ | 2010 |
|
RU2525880C2 |
Изобретение относится к инструментам для обработки седла клапана и направляющей втулки клапана в головке блока цилиндров двигателя внутреннего сгорания. Инструмент содержит по меньшей мере два отдельных инструмента, которые связаны друг с другом прецизионным согласующим устройством. Первый из упомянутых инструментов содержит по меньшей мере одну геометрически определенную режущую кромку и предназначен для обработки седла клапана. Второй отдельный инструмент содержит по меньшей мере одну геометрически определенную режущую кромку и предназначен для обработки направляющей втулки клапана. Прецизионное согласующее устройство выполнено в виде короткого конического соединения и имеет первую торцевую поверхность на первом отдельном инструменте и вторую торцевую поверхность на втором отдельном инструменте, которые расположены перпендикулярно средней оси инструмента и прилегают друг к другу. Первый отдельный инструмент выполнен из стали. Второй отдельный инструмент является составным и имеет два участка. Первый участок второго отдельного инструмента выполнен из твердого сплава и сопряжен с презиционным согласующим устройством. Второй участок второго отдельного инструмента выполнен из более упругого материала, чем материал первого отдельного инструмента, и имеет по меньшей мере одну режущую кромку второго отдельного инструмента. В результате уменьшается износ инструмента. 19 з.п. ф-лы, 3 ил.
1. Инструмент для обработки седла клапана и направляющей втулки клапана, предназначенный для тонкой обработки седла клапана и направляющей втулки клапана в головке блока цилиндров двигателя внутреннего сгорания, в виде по меньшей мере двух отдельных инструментов (3, 5), первый из которых содержит по меньшей мере одну геометрически определенную режущую кромку (11) и предназначен для обработки седла клапана, а второй содержит по меньшей мере одну геометрически определенную режущую кромку (15) и предназначен для обработки направляющей втулки клапана, причем они связаны друг с другом прецизионным согласующим устройством (17), причем прецизионное согласующее устройство (17) выполнено в виде короткого конического соединения и имеет первую торцевую поверхность (19) на первом отдельном инструменте (3) и вторую торцевую поверхность (21) на втором отдельном инструменте (5), которые расположены перпендикулярно средней оси (23) инструмента (1) и в смонтированном состоянии инструмента (1) прилегают друг к другу, причем первый отдельный инструмент (3) выполнен из стали, отличающийся тем, что второй отдельный инструмент (5) является составным и имеет два участка (39, 41), первый участок (39) из которых выполнен из твердого сплава и сопряжен с презиционным согласующим устройством (17), а второй участок (41) выполнен из более упругого материала, чем материал первого отдельного инструмента (3), и имеет по меньшей мере одну режущую кромку (15) второго отдельного инструмента (5).
2. Инструмент по п.1, отличающийся тем, что второй участок (41) выполнен из стали или тяжелого металла.
3. Инструмент по п.1 или 2, отличающийся тем, что в соединительной области между первым участком (39) второго отдельного инструмента (5) и вторым участком (41) второго отдельного инструмента (5) предусмотрены выступ (47) и выемка (49).
4. Инструмент по п.3, отличающийся тем, что выступ (47) и выемка (49) выполнены в форме конуса или в форме усеченного конуса.
5. Инструмент по п.3, отличающийся тем, что выступ (47) предусмотрен на первом участке (39), а выемка (49) - на втором участке (41) второго отдельного инструмента (5).
6. Инструмент по п.1, отличающийся тем, что имеется охлаждающий/смазочный канал, который проходит через инструмент (1) соосно с его средней осью (23).
7. Инструмент по п.1, отличающийся тем, что имеется распределительная камера (53) для охлаждающего/смазочного материала, который предусмотрен в соединительной области обоих участков (39, 41) второго отдельного инструмента (5) и через который проходит смазочный/охлаждающий материал.
8. Инструмент по п.7, отличающийся тем, что распределительная камера (53) примыкает к выемке (49) во втором участке (41) второго отдельного инструмента (5).
9. Инструмент по п.1, отличающийся тем, что режущая кромка (15) второго участка (41) является частью режущей пластины (13).
10. Инструмент по п.9, отличающийся тем, что режущая пластина (13) закреплена посредством прижима (57) на втором участке (41).
11. Инструмент по п.9, отличающийся тем, что с режущей пластиной (13) сопряжено юстировочное устройство (77).
12. Инструмент по п.11, отличающийся тем, что юстировочное устройство (77) имеет регулировочный винт (79) и предпочтительно установочный клин (83).
13. Инструмент по п.1, отличающийся тем, что второй отдельный инструмент (5) имеет по меньшей мере одну направляющую планку (59).
14. Инструмент по п.1, отличающийся тем, что первый участок (39) и второй участок (41) второго отдельного инструмента (5) имеют соответственно по меньшей мере по одной направляющей планке (59, 59').
15. Инструмент по п.13 или 14, отличающийся тем, что по меньшей мере одна направляющая планка второго участка (41) выполнена из двух частей.
16. Инструмент по п.1, отличающийся тем, что второй участок (41) имеет одну отстающую от режущей кромки (15) - если смотреть в направлении вращения инструмента (1) - направляющую планку (71), причем направляющая планка отстает преимущественно примерно на 45°.
17. Инструмент по п.1, отличающийся тем, что второй участок (41) содержит одну противоположную режущей кромке (15) направляющую планку (73).
18. Инструмент по п.1, отличающийся тем, что второй участок (41) имеет одну направляющую планку (59''), отстающую от режущей кромки (15) примерно на 270°.
19. Инструмент по любому из пп.13, 14, 16, 17 или 18, отличающийся тем, что ширина направляющих планок различна.
20. Инструмент по п.15, отличающийся тем, что ширина направляющих планок различна.
| DE 10137000 A1, 20.02.2003 | |||
| ДВУХЛЕЗВИЙНЫЙ РЕГУЛИРУЕМЫЙ ИНСТРУМЕНТ | 0 |
|
SU299307A1 |
| Инструмент для механической обработки глубоких отверстий | 1987 |
|
SU1646712A1 |
| Регулируемая развертка | 1978 |
|
SU679343A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ЗАГОТОВОК РЕЗАНИЕМ | 2001 |
|
RU2224623C2 |

