Изобретение относится к технологии термодиффузионной обработки изделий, изготовленных, преимущественно, из черных металлов и сплавов, более конкретно к способу термодиффузионного упрочнения стальных деталей, и может найти применение в машиностроении и сельскохозяйственной технике для повышения твердости и износостойкости поверхностного слоя быстро изнашиваемых деталей различного назначения.
Известен способ химико-термического упрочнения низкоуглеродистых стальных деталей, включающий их предварительную очистку от ржавчины и жиров, размещение деталей в металлической емкости, заполнение емкости карбюризатором, состоящим из древесного угля с добавлением углекислого бария, углекислого кальция и крахмала с последующей герметизацией емкости и выдержкой в печи при температуре 900-950°С в течение 10-20 ч (см. Молодык Н.В., Зенкин А.С. Восстановление деталей машин. Справочник. - М.: Машиностроение, 1989, с.259).
Цементация стальных деталей твердым карбюризатором обеспечивает термодиффузионное насыщение деталей углеродом для повышения их поверхностной твердости, сопротивления изнашиванию, выносливости, окалинной и коррозионной стойкости, а также для повышения износостойкости и предела выносливости при условии сохранения мягкой и вязкой сердцевины деталей.
В результате цементации твердость внутренних слоев деталей из низкоуглеродистой стали после закалки не изменяется и остается равной 160-170 НВ, а твердость поверхностного слоя повышается до 600 НВ. Толщина цементированного слоя для деталей машиностроительного назначения и сельскохозяйственных машин должна составлять 0,5-2 мм, а концентрация углерода в поверхностном слое - в диапазоне 0,8-1,0%.
Недостатками известного способа являются сравнительно большая длительность процесса термодиффузионной цементации в твердом карбюризаторе, сложность оборудования для нагрева деталей и значительное энергопотребление на цикл термообработки.
Наиболее близким техническим решением к предложенному является способ термодиффузионного упрочнения стальных деталей, включающий формирование на поверхности каждой детали слоя диффузионно-экзотермического состава и его воспламенение (см. патент РФ №2201855, С2, опубл. 10.04.2003. Бюл. №10 - прототип)
Известный способ упрочнения стальных деталей включает нанесение на поверхность детали присадки и нагрев присадки и упрочняемого места, причем присадку берут со следующим соотношением компонентов, мас.%:
При этом нагрев упрочняемого места ведут до 700-1500°С и выдерживают в течение 2-300 с.
Недостатком известного способа является усложнение процесса нагрева присадки и упрочняемого места за счет использования внешних источников энергии, а именно токами высокой или промышленной частоты, электрической дугой, плазмой или газовыми горелками. Использование указанных источников энергии связано, в том числе, с необходимостью приобретения и эксплуатации специализированных индукционных установок, генераторов плазмы или оборудования для нагрева присадки и изделий газовыми горелками.
Решаемой задачей изобретения является создание более дешевого, эффективного и достаточно просто реализуемого способа термодиффузионного упрочнения сравнительно широкой (по массе и габаритам) номенклатуры стальных деталей промышленного назначения и сельскохозяйственной техники. Дополнительно к указанной решается задача реализации предложенного способа не только в стационарных условиях заводов-изготовителей техники, крупных ремонтных организаций, но и в мастерских сельхозпредприятий, в полевых условиях и др.
Указанная задача решается тем, что в способе термодиффузионного упрочнения стальных деталей, включающем формирование на поверхности каждой детали слоя диффузионно-экзотермического состава и его воспламенение, согласно изобретению, после формирования слоя диффузионно-экзотермического состава детали размещают в емкости с песчаной засыпкой, а воспламенение состава осуществляют с использованием запального средства, расположенного в диффузионно-экзотермическом составе, и огнепроводного шнура, при этом диффузионно-экзотермический состав содержит экзотермическую термитную смесь, содержащую алюминий магниевый сплав и железную окалину, диффузионно-активную смесь с легирующими элементами - активированным углем, желтой кровяной солью и углекислым барием, и стабилизирующие добавки - азотнокислый натрий и двуокись кремния в виде кварцевого песка, при следующем соотношении ингредиентов, мас.%:
при этом используют углекислый барий дисперсностью 1-6 мкм, а остальные ингредиенты состава - дисперсностью 50-400 мкм.
Кроме того, формирование на поверхности каждой детали слоя диффузионно-экзотермического состава можно проводить формированием для каждой детали или для всех сразу вспомогательной оболочки на расстоянии 5-20 мм от упрочняемой поверхности и заполнением полученного объема диффузионно-экзотермическим составом в виде сухой смеси порошков указанных ингредиентов.
Кроме того, формирование на поверхности каждой детали слоя диффузионно-экзотермического состава можно осуществлять нанесением пастообразной смеси порошков указанных ингредиентов с использованием органического или минерального связующего.
Такое выполнение способа термодиффузионного упрочнения стальных изделий позволяет решить указанную задачу создания дешевого и достаточно просто реализуемого способа термодиффузионного упрочнения широкой номенклатуры стальных деталей, например, рабочих органов различных сельскохозяйственных орудий, в том числе в условиях слабо оснащенных мастерских сельхозпредприятий.
В указанных условиях не представляет трудностей формирование на поверхности упрочняемой детали слоя диффузионно-экзотермического состава, ее размещение в емкости с песчаной засыпкой и воспламенение указанного состава с помощью запального средства.
Эффективное термодиффузионное упрочнение стальных деталей обеспечивает предложенный состав диффузионно-экзотермической композиции, который включает экзотермическую термитную смесь (алюминий магниевый сплав, железная окалина), диффузионно-активную смесь, содержащую легирующие элементы для нитроцементации упрочняемой поверхности детали (активированный уголь, желтая кровяная соль, углекислый барий) и стабилизирующие добавки (двуокись кремния, азотнокислый натрий), выполняющие сбалансированные функции частичного замедления процесса горения термитной смеси и одновременного стимулирования процесса термодиффузии в тело восстанавливаемой детали.
Сравнительно узкий диапазон содержания каждого из ингредиентов в диффузионно-экзотермической композиции определен опытным путем при разработке предложенного способа на экспериментальной базе ГОСНИТИ, что обеспечило достижение указанных свойств и характеристик диффузионно-экзотермической композиции в процессах термодиффузионной цементации и нитроцементации стальных деталей.
Экспериментальные исследования показали, что для решения поставленной задачи большинство ингредиентов могут иметь разброс в процентном отношении от среднего значения в диапазоне 0,1-0,2% (активированный уголь и двуокись кремния 0,2-0,4%). При этом дисперсность порошковых ингредиентов находится в технологически удобном диапазоне 50-400 мкм, кроме дисперсности углекислого бария - в диапазоне 1-6 мкм, что также является существенным для решения поставленной задачи благодаря положительному влиянию указанных размеров частиц порошков на процессы воспламенения, горения термитного состава и диффузии легирующих элементов при упрочнении деталей.
Безопасное дистанционное воспламенение диффузионно-экзотермического состава, окружающего изделие, обеспечивается за счет специальным образом выполненного запального средства, расположенного в диффузионно-экзотермическом составе, и огнепроводного шнура, выведенного за пределы защитной емкости с песчаной засыпкой. Указанные особенности выполнения способа упрощают эксплуатацию систем и устройств для термодиффузионного упрочнения изделий вне специализированных предприятий.
При использовании для термодиффузионного упрочнения деталей сухих порошков диффузионно-экзотермического состава детали должны быть размещены в защитной емкости внутри сформированной вспомогательной оболочки, например из картона, расположенной на расстоянии 5-20 мм от упрочняемой поверхности для заполнения полученного объема сухой смесью порошков указанных ингредиентов. Указанный диапазон определяется минимальным и максимальным количеством порошков указанного состава для проведения, например, цементации небольшой или массивной детали.
При использовании для термодиффузионного упрочнения деталей диффузионно-экзотермической композиции в виде пастообразной смеси порошков можно применить связующее на основе полимерных или силикатных композиций. При этом пастообразную диффузионно-активную смесь сначала следует наносить первым слоем на упрочняемую поверхность детали, а затем приготавливать пастообразную экзотермическую термитную смесь и наносить на указанную деталь вторым слоем.
Воспламенение наиболее эффективной для термодиффузионного упрочнения порошкообразной железоалюминиевой термитной смеси нельзя осуществить ни при помощи спичек, ни от обычных воспламеняющих составов. Для воспламенения порошкообразного термита в ГОСНИТИ было предложено устройство с особым составом ингредиентов. В качестве горючего в состав зажигательной смеси, в частности, были включены магниевый порошок и тонкоизмельченная алюминиевая пудра, при этом горение зажигательной смеси на основе окалины и порошков алюминия или магния оказалось вполне удовлетворительным. Это в значительной степени повлияло на увеличение скорости воспламенения и нагрева диффузионно-экзотермического состава, оказывая положительное влияние на характер диффузионного слоя упрочняемой детали.
Для облегчения воспламенения термитных паст, стабилизации процесса горения и увеличения теплового эффекта в зажигательную смесь были введены специальные добавки. Опыты также показали, что приемлемым по плавному характеру горения может быть состав зажигательной смеси, включающий аммонийную соль, бихромат калия и активированный уголь, остальные варианты композиций имеют взрывной характер горения с разбрасыванием продуктов реакции, поэтому применение их нецелесообразно.
На чертеже схематически показано устройство для реализации предложенного способа.
Устройство содержит одноразовое запальное средство, включающее огнепроводный канал 1, соединенный с пеналом 2 из сгораемого материала, заполненного порошкообразной зажигательной смесью 3. Последняя находится в контакте с зафиксированным внутри пенала открытым концом огнепроводного канала 1. Указанный пенал 2 размещен внутри вспомогательной оболочки 4, заполненной диффузионно-экзотермическим составом 5 на расстоянии от упрочняемой поверхности стального изделия в виде диска лущильника 6. Изделие 6 вместе с составом 5 находится под защитным слоем теплоизолирующей засыпки 7 в полости указанного на чертеже прямоугольного металлического корпуса.
Устройство функционирует следующим образом.
Вокруг стального изделия в виде диска лущильника 6 в объем, ограниченный вспомогательной оболочкой 4, засыпают диффузионно-экзотермический состав 5, после чего погружают диск лущильника 6 с вспомогательной оболочкой 4 и составом 5 внутрь упомянутого прямоугольного металлического корпуса. Затем заполняют его песчаной засыпкой 7. После этого диск лущильника 6, состав 5, пенал 2 и часть огнепроводного канала 1 оказываются защищенными при воспламенении зажигательной смеси 3 и диффузионно-экзотермического состава 5. С помощью низкотемпературного источника тепла (не показан) поджигают свободный конец огнепроводного канала 1. Через несколько секунд искровой агент подходит к зажигательной смеси 3 в пенале 2, обеспечивая сначала ее скоростное воспламенение, а затем и воспламенение диффузионно-экзотермического состава 5 с легирующими добавками, например, углеродом для цементации или углеродом и азотом для нитроцементации. Порошки алюминия и магния из-за относительной сложности и трудоемкости изготовления не всегда могут быть получены в мастерских или на предприятиях, по этой причине были проведены исследования, которые показали возможность и целесообразность использования порошков сплава 60% A1 и 40% Mg.
Пример 1 реализации способа
При использовании схемы нагрева диффузионно-экзотермического состава в виде смеси порошков по первому пункту формулы температура нагрева детали составила 1100°С и при выдержке 20 с глубина слоя цементации детали из низкоуглеродистой стали Ст.3 составила 0,1 мм, а твердость HV5 около 300.
При температуре нагрева той же детали 1200°С и выдержке 15 с глубина указанного слоя составила 0,3 мм, а твердость - HV5 около 790. Применение указанного состава при нагреве до 1200°С обеспечивает за 30-35 с получение диффузионного слоя толщиной до 0,8 мм. Массы деталей в обоих случаях одинаковы. Количество азота и углерода в диффузионном слое и их распределение является важной характеристикой при оценке качества этого слоя. Высокая диффузионная активность азотсодержащих ингредиентов связана, по-видимому, с наличием группы CN и образованием на поверхности адсорбционного слоя из атомов углерода и азота, быстро восстанавливаемого указанной активной группой при диссоциации.
Пример 2 реализации способа
На зачищенную поверхность детали из стали Ст.3 первым тонким слоем наносится активная паста, содержащая указанные ингредиенты, связующим является 25%-ный раствор клея БФ 4 в ацетоне. Вторым слоем наносится энерговыделяющая паста с тем же связующим. Все засыпается слоем сухого песка толщиной 20-40 мм. Энерговыделяющая паста поджигается указанным на чертеже средством. При воспламенении компонентов смеси протекает экзотермическая реакция при температуре 1250°С в течение 35 с. Выделяющееся при этом тепло передается от продуктов реакции к детали. Можно принять, что расход пасты при нагреве поверхностного слоя различных деталей до одной и той же температуры пропорционален их весу. После завершения процесса обрабатывания деталь остужают, очищают от шлака и подвергают термообработке и низкотемпературному отпуску (180-200°С). Глубина цементации составила 1,2 мм, твердость HV5 около 910.
Проблема упрочнения быстро изнашиваемых деталей техники была и остается до настоящего времени достаточно сложной из-за отсутствия мобильных, доступных и простых в использовании технических средств и соответствующей технологии производства работ. Особенно высока потребность в упрочнении и восстановлении быстро изнашиваемых рабочих органов почвообрабатывающих машин (диски борон, стрельчатые лапы культиваторов, сошники, лемеха плугов и др.).
Экзотермический метод упрочнения универсален, так как он позволяет, используя порошковые составы или специальные пасты, выполнять комбинированное упрочнение: цементацию, борирование, азотирование и ряд других видов упрочнения деталей промышленного назначения. Диффузионно-экзотермический способ упрочнения изделий отвечает требованиям мобильности, простоты реализации и доступности, имеет ряд преимуществ по сравнению с другими методами упрочнения и восстановления.
Он отличается малыми трудозатратами и энергоемкостью, не требует применения электроэнергии, углеводородного топлива, дорогостоящего оборудования. Количественное соотношение компонентов термитной и зажигательной смеси определяется соответствующими стехиометрическим соотношениями, обеспечивая процесс высокотемпературной реакции горения термитной смеси, в результате которого происходит термодиффузионное насыщение поверхности деталей легирующими элементами, содержащимися в термитной смеси.
Вопросы более широкого использования диффузионно-экзотермических реакций для осуществления химико-термической обработки и упрочнения деталей в настоящее время изучаются в ГОСНИТИ с участием Института прикладной химии и других специализированных организаций.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЬНЫХ ЧАСТЕЙ ЛИТЕЙНЫХ ФОРМ | 1996 |
|
RU2108889C1 |
| ЭКЗОТЕРМИЧЕСКИЙ СВАРОЧНЫЙ СТЕРЖЕНЬ | 1997 |
|
RU2169066C2 |
| Экзотермическая смесь для обогрева прибыльных частей литейных форм | 1976 |
|
SU598684A1 |
| Состав термитной смеси | 2024 |
|
RU2833638C1 |
| Способ получения легированного металла | 1984 |
|
SU1232440A1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ И СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2559386C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367539C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОРИСТЫХ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2069604C1 |
| СПОСОБ УВЕЛИЧЕНИЯ КОЭФФИЦИЕНТА ОТДАЧИ НЕФТЕГАЗОНОСНЫХ СЛОЕВ | 2008 |
|
RU2386022C1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ И ТЕРМОСТЕРЖЕНЬ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 1993 |
|
RU2039639C1 |
Изобретение относится к технологии термодиффузионной обработки изделий, изготовленных, преимущественно, из черных металлов и сплавов. Способ термодиффузионного упрочнения стальных деталей включает формирование на поверхности каждой детали слоя диффузионно-экзотермического состава и его воспламенение. После формирования слоя диффузионно-экзотермического состава детали размещают в емкости с песчаной засыпкой, а воспламенение состава осуществляют с использованием запального средства, расположенного в диффузионно-экзотермическом составе, и огнепроводного шнура. Диффузионно-экзотермический состав содержит экзотермическую термитную смесь при следующем соотношении ингредиентов, мас.%: алюминий магниевый сплав 23,8-24,2, железная окалина 23,9-24,1, активированный уголь 12,2-13,2, желтая кровяная соль 3,8-4,2, углекислый барий 3,1-3,3, азотнокислый натрий 7,8-8,2, двуокись кремния в виде кварцевого песка остальное, при этом используют углекислый барий дисперсностью 1-6 мкм, а остальные ингредиенты состава - дисперсностью 50-400 мкм. Получается эффективное, безопасное и просто реализуемое упрочнение деталей, реализуемое не только в стационарных условиях заводов изготовителей техники, но и в полевых условиях. 2 з.п. ф-лы, 1 ил.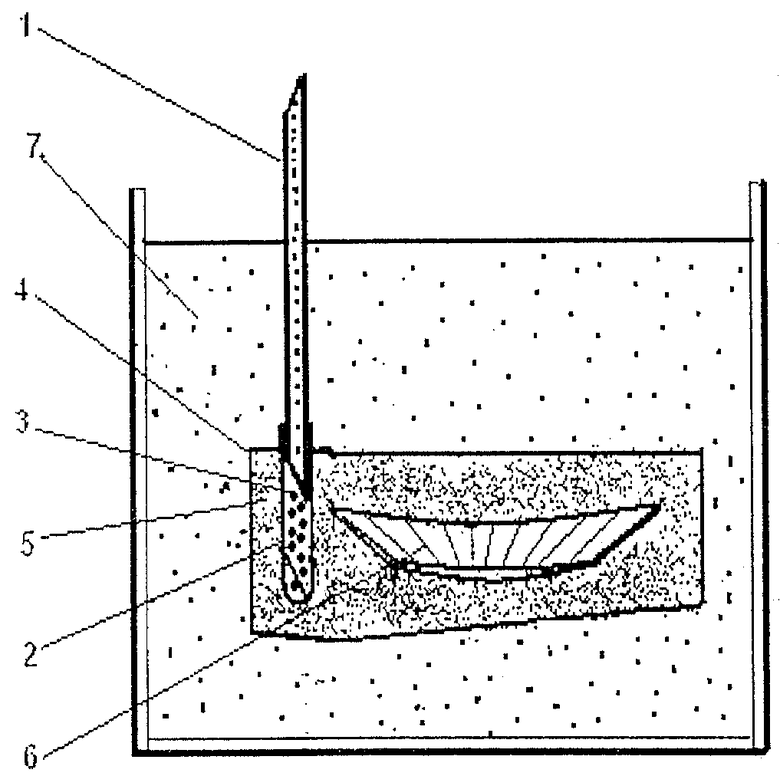
1. Способ термодиффузионного упрочнения стальных деталей, включающий формирование на поверхности каждой детали слоя диффузионно-экзотермического состава и его воспламенение, отличающийся тем, что после формирования слоя диффузионно-экзотермического состава детали размещают в емкости с песчаной засыпкой, а воспламенение состава осуществляют с использованием запального средства, расположенного в диффузионно-экзотермическом составе, и огнепроводного шнура, при этом диффузионно-экзотермический состав содержит экзотермическую термитную смесь, содержащую алюминий магниевый сплав и железную окалину, диффузионно-активную смесь с легирующими элементами - активированным углем, желтой кровяной солью и углекислым барием и стабилизирующие добавки - азотнокислый натрий и двуокись кремния в виде кварцевого песка при следующем соотношении ингредиентов, мас.%:
при этом используют углекислый барий дисперсностью 1-6 мкм, а остальные ингредиенты состава -дисперсностью 50-400 мкм.
2. Способ по п.1, отличающийся тем, что формирование на поверхности каждой детали слоя диффузионно-экзотермического состава проводят формированием для каждой детали или для всех сразу вспомогательной оболочки на расстоянии 5-20 мм от упрочняемой поверхности и заполнением полученного объема диффузионно-экзотермическим составом в виде сухой смеси порошков указанных ингредиентов.
3. Способ по п.1, отличающийся тем, что формирование на поверхности каждой детали слоя диффузионно-экзотермического состава осуществляют нанесением пастообразной смеси порошков указанных ингредиентов с использованием органического или минерального связующего.
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2201855C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЛИННОМЕРНОГО СТАЛЬНОГО ТЕЛА ВРАЩЕНИЯ | 2006 |
|
RU2303651C1 |
| Способ поверхностного упрочнения изделий из стали и алюминия | 1988 |
|
SU1694692A1 |
| JP 63247303 А, 14.10.1988 | |||
| JP 2007203246 A, 16.08.2007. | |||

