Изобретение относится к металлургии, в частности к способам комплексной упрочняющей обработки металлов и сплавов, и может быть использовано в различных областях машиностроения.
Цель - повышение адгезионной прочности и микротвердости за счет увеличения толщины переходной зоны.
Способ включает нанесение на подложку путем механического внедрения от вибратора мелкодисперсного порошка, металла или неметалла, выбранного из условий образования с материалом подложки экзотермической смеси, и последующую обработку поверхности лазерным излучением для инициирования СВС-реакции и компенсации тепловых потерь
Способ осуществляют следующим o6paj зом.
Проводят выбор порошка, который яв- одним из компонентов покрытия, исходя из условий образования с материалом подложки экзотермической смеси и обеспечения теплового эффекта, достаточного дл проведения реакции в режиме СВЧ-еамо- распространяющегося высокотемпературного синтеза. Для упрочнения алюминия м алюминиевых сплавов можно применять порошки для внедрения, такие как никель, титан, кремний, бор и другие, для упрочнения поверхности стальных изделий - бор.
Осуществляют с помощью вибратора внедрение порошка в поверхность подложки. Экзотермичность смесей и определенный тепловой эффект являются
ON Ю
Јь
О
ю
ю
необходимыми, но недостаточными условиями для протекания СВС-процессов. Для обеспечения хорошего контакта между материалом подложки и частицами порошка вводимого компонента проводят вибраци- онную обработку детали в присутствии порошка-реагента путем внедрения частиц порошка в поверхность детали в результате ударного воздействия шаров в камере вибратора. Толщина покрытия зависит от тол- щины перемешанного слоя на поверхности детали, т.е. от времени обработки детали в вибраторе. Для получения покрытия, имеющего диффузионную зону, с высокой адгезией, с достаточной прочно- стью необходимо провести последующую обработку поверхности лазерным излучением. Обработка лазером необходима для инициирования СВС-реакции и компенсации тепловых потерь.
После обработки в вибраторе и образования на поверхности образца хорошо перемешанной экзотермической смеси (Ml + AI или Tl + AI; В + AI; Fe + В и др.) лучом лазера инициируют волну синтеза, распространя- ющуюся по покрытию на 1-5 см (СВС-про- цесс). Волну горения поддерживают сканированием лазерного луча с плотностью мощности 0,5-0,6 кВт/мм со скоростью 10 мм/с.
Энергия лазера способствует протеканию СВС-процесса, компенсируя энергию СВС-реакции, рассеиваемую в окружающую среду. Благодаря механическому внед- рению реагентов в матрицу материал подложки используется в качестве активного компонента процесса. В ходе СВС-реакции материал подложки, находящийся в избытке, заполняет поры, образуя компактное малопористое покрытие. Избыток одно- го из компонентов СВС-реакции (материал матрицы) приводит к тому, что состав конечного продукта определяется термодинамикой реакции. В ходе СВС-процесса возникают встречные потоки реагирующих компонентов и формируется обширная диффузионная зона с дендритной структурой, что существенно увеличивает адгезионные свойства покрытия. Соотношение между фазами меняется вдоль ширины диффузи- онной зоны с увеличением объема интерметаллической фазы при приближении к поверхности. .
Адгезионная прочность (усилие на отрыв покрытия от подложки) определяется структурой и размером диффузионной (переходной от покрытия к подложке) зоны, при обработке по предложенному способу существует непрерывный переход от материала покрытия к материалу матрицы размером до 1,0-1,5 мм. Структура диффузионной зоны представляет собой смесь высокопрочного материала покрытия и твердого раствора на основе материала подложки с постепенным переходом в материал подложки. Принципиальная особенность полученного покрытия - отсутствие рукой границы между покрытием и подложкой. В известном способе глубина переходной (диффузионной) зоны составляет 10 4 см.,
П р и м е р 1. Было сформировано покрытие на матрице из технического алюминия, в поверхность которой на вибраторе ДДР- СМ 9458 внедряли порошок никеля. Время механического внедрения компонента - 1 ч.
После механической обработки образцы подвергали лазерной обработке. Мощность установок Кипр была выбрана так, чтобы плотность энергии была 0,5- 0,6 кВт/мм2. Время облучения точки, в которой инициируется СВС-процесс до 6 с.
На фиг.1 представлен участок образца с нанесенным покрытием. Как видно, структура слоя представляет собой двухфазную систему. Вблизи поверхности плотность фазы NIH максимальная, покрытие имеет мелкодисперсную структуру. Одна из фаз в виде дендритов проникает глубоко в материал матрицы. Подобная структура переходной зоны обеспечивает высокие адгезионные свойства.
Проведенный рентгенофазовый анализ показал, что в структуре находятся фазы Nk$AI и NIAI, которые обладают высокими прочностными свойствами и жаропрочностью.
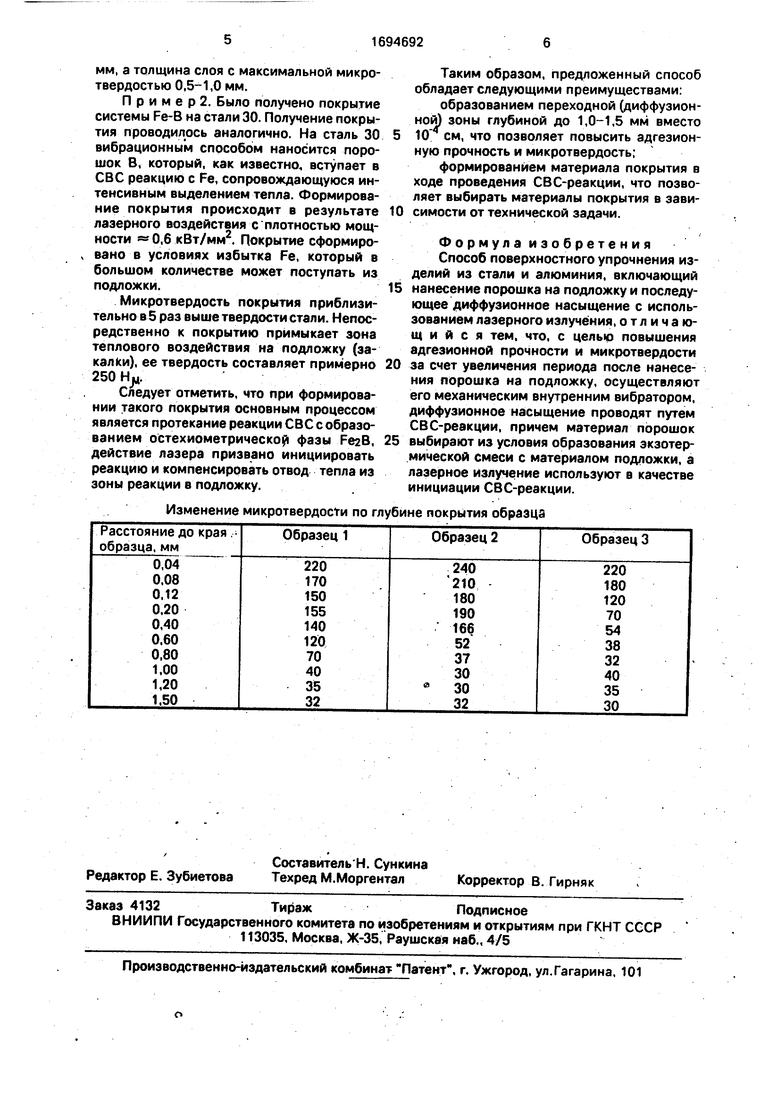
В таблице приведены данные по измерению микротвердости.
Как следует из представленных данных, микротвердость плавно р астет к поверхности образца. Сравнивая значения микротвердости в матрице (30,0 Ни) и на поверхности (240 Ни) видим, что ее значение на поверхности примерно в 8 раз превышает значение в матрице. В таблице приведены Данные по механическим свойствам и по размерам зоны. Толщина слоя /зоны/ по данным оптической металлографии и измерению ми кротвердости соста вл яет около 2,0 мм. Отсчет ведется от поверхности до уровня, где Hjn 30,0 (значение микротвердости подложки).
Как следует из таблицы до глубины примерно 0-1,0 мм микротвердость слабо меняется, а в промежутке от 1,0 до 2.0 мм происходит спад микротвердости до значений, характерных для матрицы. Таким образом, толщина сформированной диффузионной зоны составляет примерно 1,0-1,5
мм, а толщина слоя с максимальной микротвердостью 0,5-1,0 мм.
П р и м е р 2. Было получено покрытие системы Fe-В на стали 30. Получение покрытия проводилось аналогично. На сталь 30 вибрационным способом наносится порошок В, который, как известно, вступает в СВС реакцию с Fe, сопровождающуюся интенсивным выделением тепла. Формирование покрытия происходит в результате лазерного воздействия с плотностью мощности 0,6 кВт/мм2. Покрытие сформировано в условиях избытка Fe, который в большом количестве может поступать из подложки.
Микротвердость покрытия приблизительно в 5 раз выше твердости стали. Непосредственно к покрытию примыкает зона теплового воздействия на подложку (закалки), ее твердость составляет примерно 250 Ни.
Следует отметить, что при формировании такого покрытия основным процессом является протекание реакции СВС с образованием остехиометрическор фазы FeaB, действие лазера призвано инициировать реакцию и компенсировать отвод тепла из зоны реакции в подложку.
0
Таким образом, предложенный способ обладает следующими преимуществами:
образованием переходной (диффузионной) зоны глубиной до 1,0-1,5 мм вместо 10 см, что позволяет повысить адгезионную прочность и микротвердость;
формированием материала покрытия в ходе проведения СВС-реакции, что позволяет выбирать материалы покрытия в зависимости от технической задачи.
Формула изобретения Способ поверхностного упрочнения изделий из стали и алюминия, включающий
нанесение порошка на подложку и последующее диффузионное насыщение с использованием лазерного излучения, отличающийся тем, что, с целью повышения адгезионной прочности и микротвердости
за счет увеличения периода после нанесения порошка на подложку, осуществляют его механическим внутренним вибратором, диффузионное насыщение проводят путем СВС-реакции, причем материал порошок
выбирают из условия образования экзотермической смеси с материалом подложки, а лазерное излучение используют в качестве инициации СВС-реакции.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования покрытия, содержащего интерметаллические соединения системы Ni-Al, на подложке из алюминия или его сплава | 2017 |
|
RU2685613C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО ПОКРЫТИЯ ИЗ ВОЛЬФРАМА ИЛИ ТАНТАЛА | 2009 |
|
RU2437960C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ С ПОСЛЕДУЮЩЕЙ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2011 |
|
RU2473715C2 |
| Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия | 2018 |
|
RU2693416C1 |
| ОБРАБОТКА ПОВЕРХНОСТИ АМОРФНЫХ ПОКРЫТИЙ | 2010 |
|
RU2533982C2 |
| Борирование поверхностных слоев углеродистой стали при помощи микродуговой наплавки | 2022 |
|
RU2801101C1 |
| Способ ванадирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791345C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2555320C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
Изобретение относится к металлургии, в частности к способам комплексной упрочняющей обработки металлов и сплавов, и может быть использовано в различных областях машиностроения. Цель - повышение адгезионной прочности и микротвердости за счет увеличения толщины переходной зоны. Способ включает нанесение на подложку путем механического внедрения от вибратора мелкодисперсного порошка: металла или неметалла, выбранного из условий образования с материалом подложки экзотермической смеси, и последующую обработку поверхности лазерным излучением для инициирования СВЧ-реакции и компенсации тепловых потерь. Способ позволяет увеличить переходную зону до 1,0-1,5 мм вместо 10 см, что позволяет повысить адгезионную прочность и микротвердость. 1 табл.
Изменение микротвердости по глубине покрытия образца
| Авторское свидетельство СССР N 1026487, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
