Изобретение относится к гибкому трубопроводу для текучей среды с несколькими расположенными параллельно рядом друг с другом трубами, которые по меньшей мере на одном конце имеют общий присоединительный элемент и заделаны в пластическое тело. Кроме того, изобретение относится к способу изготовления гибкого трубопровода для текучей среды, при котором несколько труб помещают параллельно рядом друг с другом, пластически деформируют, заделывают в пластик и по меньшей мере на одном конце снабжают общим присоединительным элементом.
Такой трубопровод известен из патентного документа WO 2004/046601 А1. В соответствии с этим документом отдельные трубы проведены по винтовой линии и охватывают полость, которая может быть оставлена свободной или заполнена сердечником. Для течения текучей среды в распоряжении имеется сумма поперечных сечений всех труб. Благодаря проведению труб вдоль винтовой линии трубопровод обладает определенной гибкостью.
Такие трубопроводы хорошо подходят для транспортировки текучих сред под высоким давлением и, смотря по обстоятельствам, с высокой температурой в технических применениях, при которых возникают сильные вибрации, значительные относительные движения и агрессивные условия окружающей среды. Примеры использования включают передвижные холодильные установки, в частности автомобильные СО2-кондиционеры. При таких применениях по соображениям монтажа желательно, чтобы трубопровод имел определенную гибкость, и в то же время не ослаблялся из-за этого.
Однако производство таких трубопроводов требует определенных затрат. Чтобы создать форму в виде винтовой линии, расположенные рядом друг с другом трубы нужно вместе навить вокруг сердечника. Для этого необходимо определенное мастерство. Машинное производство возможно лишь в ограниченных пределах, разве только можно использовать инструменты с механическим приводом.
В основе изобретения лежит задача, предложить такой гибкий трубопровод для текучей среды, который легко изготавливается.
В случае гибкого трубопровода названного выше типа эта задача решается благодаря тому, что участок труб, находящийся между обоими концами, изогнут в форме меандра.
Меандрическая форма, при которой друг за другом следует несколько волн, расположенных в продольном направлении труб, изготавливается значительно проще, чем скручивание по винтовой линии нескольких помещенных параллельно друг другу труб. Во-первых, благодаря этому существенно упрощен процесс пластического деформирования. Кроме того, трубопровод с изогнутыми в виде меандра трубами, в общем, гибче трубопровода, в котором трубы проведены по винтовой линии параллельно друг другу. Таким образом, трубопровод, выполненный в виде меандра, обладает дополнительными преимуществами.
При этом каждая труба предпочтительно должна иметь несколько криволинейных участков в виде дуги окружности. Профильный штамп, который может быть использован для изготовления дуг окружности, изготавливается сравнительно просто. В этом случае необходимые для пластического деформирования пуансоны могут иметь форму в виде части цилиндрической поверхности. Если это необходимо, дугообразные участки также могут быть соединены друг с другом посредством линейных участков. Однако, как правило, достаточно, чтобы дугообразные участки примыкали друг к другу непосредственно или через небольшие промежутки.
Альтернативно или дополнительно можно предусмотреть, чтобы каждая труба имела синусоидальные дугообразные участки. При синусоидальных дугообразных участках реализуется более благоприятное течение через трубопровод. При синусоидальных дугообразных участках переход между двумя изогнутыми в противоположных направлениях дугообразными участками можно осуществить так, чтобы касательная проходила под углом менее 90° к продольной протяженности трубопровода. Однако, в принципе, это может быть реализовано и в случае участков в виде дуги окружности.
Предпочтительно радиус кривизны дугообразного участка лежит в пределах от 1,5D до 5D, где D - наружный диаметр трубы. С таким радиусом кривизны отдельная труба при гибке не перенапрягается. Если речь идет не о дугообразном участке в виде дуги окружности, то радиус кривизны представляет собой средний радиус кривизны по всему дугообразному участку.
При этом предпочтительно, чтобы длина периода лежала в пределах от 3R до 10R, где R - радиус кривизны. Длина периода - это расстояние между двумя максимумами меандрической формы. Такое расстояние обеспечивает достаточное растяжение или сжатие трубопровода. При большем расстоянии отдельные дугообразные участки немного удлинены, т.е., смотря по обстоятельствам, они могут иметь дополнительные линейные участки, проходящие параллельно продольной оси. Если дугообразные участки выполнены только как дуги окружности, которые непосредственно примыкают друг к другу, то указанное расстояние равно четырем радиусам кривизны.
Предпочтительно пластическое тело имеет меандрическую форму. Итак, гибкость труб в полной мере берет на себя пластическое тело. Пластическое тело, следующее меандрической форме труб, реализуется со сравнительно небольшими расходами материалов. Пластик обладает определенной гибкостью или эластичностью, поэтому он может деформироваться вследствие вибраций или изменений длины вместе с трубами.
Предпочтительно трубы расположены друг от друга с промежуточным пространством, причем промежуточное пространство заполнено, по крайней мере, частично пластиком пластического тела. Итак, отдельные трубы отделены друг от друга тонким слоем пластика. Это предотвращает взаимное трение труб друг о друга, если трубопровод при эксплуатации подвергается вибрациям. Благодаря этому обеспечивается незначительный механический износ. Кроме того, избегают шумообразования или уменьшения шума.
Предпочтительно один конец трубопровода скручен относительно другого конца трубопровода. Угол скручивания между двумя концами предпочтительно составляет 90°. При этом угол скручивания - это угол между первой плоскостью, в которой помещены рядом друг с другом трубы на одном конце трубопровода, и второй плоскостью, в которой помещены параллельно рядом друг с другом трубы на другом конце трубопровода. Благодаря скручиванию обоих концов вокруг продольной оси трубопровода получают сравнительно равномерную подвижность трубопровода во всех радиальных направлениях, т.е. в направлениях, которые проходят перпендикулярно продольной оси трубопровода.
Также является предпочтительным, чтобы трубы были изготовлены из металла, в частности из стали или алюминия. Благодаря этому увеличивается устойчивость трубопровода. При одинаковых издержках металл по сравнению с пластиком более стоек ко многим текучим средам.
В случае названного выше способа задача решается благодаря тому, что участок, находящийся между обоими концами труб, изгибают в виде меандра.
Меандрическое пластическое деформирование реализуется сравнительно легко, без необходимости навивки труб.
Для гибки предпочтительно применяют прессовый штамп. Прессовый штамп имеется в распоряжении довольно часто. Для меандрической гибки необходимо лишь использовать подходящую форму.
Предпочтительно расположенные в одной плоскости трубы деформируют перпендикулярно этой плоскости. Это - самый простой способ, который позволяет достичь меандрической гибки. В сущности, необходимо лишь единственное движение в одном направлении.
Предпочтительно трубы заливают пластиком перед пластическим деформированием. Это упрощает конструкцию инструмента, предпочтительно литьевой пресс-формы, для заделки труб в пластик. В сущности, для этого нужна лишь форма с оформляющей полостью в виде прямоугольного параллелепипеда. Пластик сгибанию труб в меандрическую форму не препятствует.
Также является предпочтительным, чтобы после пластического деформирования концы трубопровода были скручены относительно друг друга на определенный угол, в частности 90°. Хотя для этого необходима дополнительная технологическая операция, благодаря скручиванию двух концов достигается повышенная гибкость во всех направлениях.
Далее изобретение раскрыто на примере предпочтительных примеров реализации, описание сопровождается чертежами. На чертежах показано следующее.
Фиг.1 - вид сверху на трубопровод с шестью параллельными трубами без присоединительных элементов и пластика.
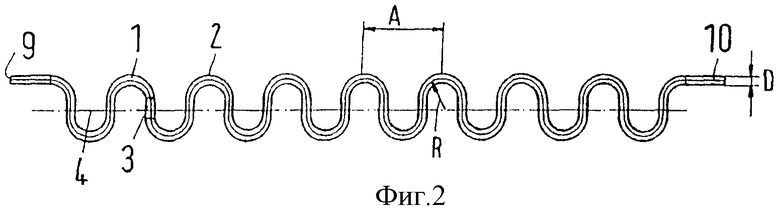
Фиг.2 - вид сбоку на трубопровод в соответствии с фиг.1.
Фиг.3 - вид спереди на трубопровод в соответствии с фиг.1.
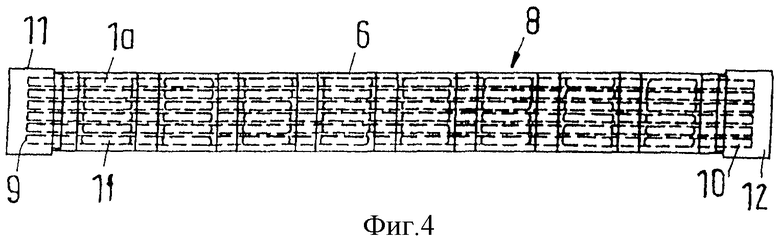
Фиг.4 - трубопровод в соответствии с фиг.1 с пластическим телом и присоединительными элементами.
Фиг.5 - вид сбоку на трубопровод в соответствии с фиг.4.
Фиг.6 - вид спереди на трубопровод в соответствии с фиг.4.
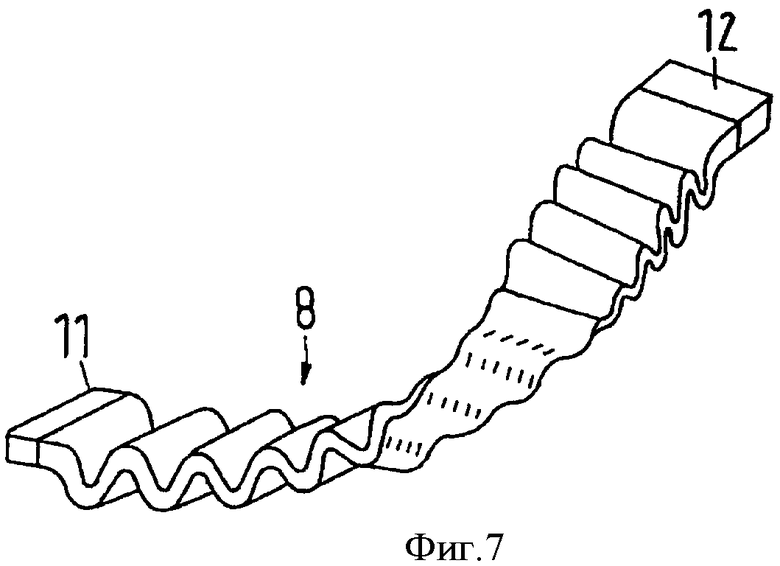
Фиг.7 - схематичный вид трубопровода, в котором два присоединительных элемента скручены по отношению друг к другу примерно на 90° относительно продольной оси.
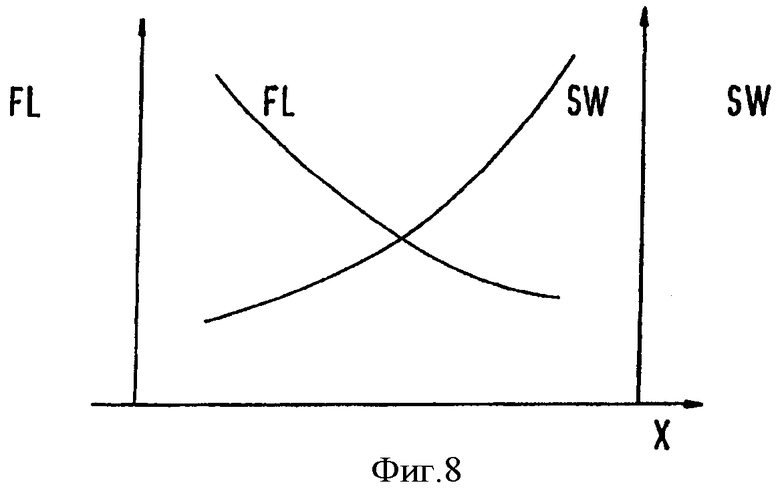
Фиг.8 - график зависимости гибкости и гидравлического сопротивления трубопровода от длины периода.
На фиг.1-3 показано несколько труб 1a-1f, расположенных параллельно друг другу. В данном случае речь идет о шести трубах 1a-1f. Несмотря на это может использоваться также большее или меньшее количество труб.
Каждая труба 1a-1f имеет наружный диаметр D, в данном примере реализации он составляет 2,5 мм. В данном примере толщина стенки трубы 1а-1f составляет 0,4 мм. Конечно, возможны и другие значения.
Как видно из фиг.2, трубы 1 изогнуты в виде меандра, т.е. они образуют множество дугообразных участков 2, которые примыкают друг к другу или соединены друг с другом небольшими прямыми участками 3. Длина такого прямого участка 3 может составлять, например, 4 мм. Также дугообразный участок 2 не обязательно должен иметь непрерывную кривизну, он вполне может иметь небольшие, подробно не показанные участки, расположенные параллельно продольному направлению 4.
Дугообразный участок 2 имеет радиус R, который лежит в пределах от 1,5D до 5D, где D - вышеупомянутый наружный диаметр труб 1. При диаметре D, равном 2,5 мм, радиус кривизны предпочтительно составляет от 3,75 до 12,5 мм. В данном примере реализации изобретения радиус кривизны R составляет около 6 мм.
Дугообразные участки 2 могут быть согнуты в виде дуги окружности. Однако они могут иметь и синусоидальную форму. Места перехода между двумя дугообразными участками 2 не обязательно должны лежать перпендикулярно продольному направлению 4. Например, также возможен (фиг.7) угол 45°, который может возникнуть на переходе между двумя синусоидальными дугообразными участками.
Длина периода А, т.е. расстояние между двумя "максимумами" или между двумя "нулевыми точками", т.е. пересечением плоскости, лежащей посредине в продольном направлении 4, предпочтительно составляет от 3R до 10R, где R - вышеупомянутый радиус кривизны. В данном примере реализации аксиальное расстояние между двумя смежными петлями или волнами, т.е. длина периода А, составляет 24 мм.
Если речь идет об участках 2 не в виде дуги окружности, то радиус R в пределах участка 2 варьирует. В этом случае следует принять средний радиус.
Как следует из фиг.4-6, группа труб 5, образованная трубами 1a-1f, заделана в эластичный пластик 6. Пластик 6 образует пластическое тело. Между трубами 1a-1f в каждом случае существуют небольшие промежуточные пространства 7, в которые проникает пластик 6. Благодаря этому предотвращается взаимное трение труб 1a-1f, если изображенный на фиг.4-6 трубопровод 8 деформируется. Такая деформация может возникнуть, если устройства, подключенные к обоим концам 9, 10 трубопровода 8, меняют свое положение относительно друг друга. В сущности, это изменение может происходить во всех направлениях в пространстве.
На обоих концах 9, 10 трубопровода 8 помещены присоединительные элементы 11, 12, эти элементы, например, могут быть отлиты под давлением заодно с пластиком 6 или соединены с трубами как отдельные детали. Присоединительные элементы 11, 12 охватывают все трубы 1a-1f. Кроме подвода и отвода текучей среды или подсоединения какого-либо устройства они предназначены для того, чтобы удерживать отдельные трубы 1a-1f в определенном положении параллельно друг другу.
Изготовление такого трубопровода 8 нетрудно реализовать при помощи прессового штампа. Расположенные в одной плоскости трубы 1a-1f при помощи прессового штампа деформируют перпендикулярно этой плоскости. При этом результирующая форма может иметь дугообразные или синусоидальные участки, ее можно изготовить в процессе одной операции. Необходимо только выбрать такую форму инструмента, которая позволила бы достичь требуемой формы изделия.
Перед пластическим деформированием труб 1a-1f уже можно изготовить пластик 6 и присоединительные элементы 11, 12 или, соответственно, соединить с трубами отдельные присоединительные элементы. Для этого трубы 1a-1f, расположенные в одной плоскости и лежащие параллельно рядом друг с другом, помещают в соответствующую пресс-форму для литья под давлением, затем заливают пластик 6. Затем после нанесения пластика 6 может последовать пластическое деформирование.
Как видно из фиг.7, после изготовления изображенного на фиг.5 трубопровода 8 оба присоединительных элемента 11, 12 могут быть еще скручены относительно друг друга, например, на 90°, так что получается относительно равномерная подвижность трубопровода во всех радиальных направлениях.
Трубы 1a-1f предпочтительно изготовлены из стали или алюминия, допустимы и другие металлы.
На фиг.8 схематично показана зависимость сопротивления деформации FL от количества X волн. В примере реализации, представленном на фиг.5, трубопровод 8 имеет восемь волн. С увеличением количества волн X сопротивление деформации FL снижается.
С другой стороны, с увеличением числа X волн повышается гидравлическое сопротивление SW, так как при равной длине радиусы кривизны волн уменьшаются.



Изобретение относится к гибкому трубопроводу для текучей среды с несколькими расположенными параллельно рядом друг с другом трубами (1), которые по меньшей мере на одном конце (9, 10) имеют общий присоединительный элемент (11, 12) и заделаны в пластическое тело (6). Кроме того, изобретение относится к способу изготовления гибкого трубопровода (8) для текучей среды. Трубы расположены в одной плоскости. Участок труб (1a-1f), находящийся между двумя концами (9, 10), изогнут в форме меандра таким образом, что друг за другом следует несколько волн, расположенных в продольном направлении труб. Использование изобретения позволит упростить изготовление трубопровода указанного типа. 2 н. и 13 з.п. ф-лы, 8 ил.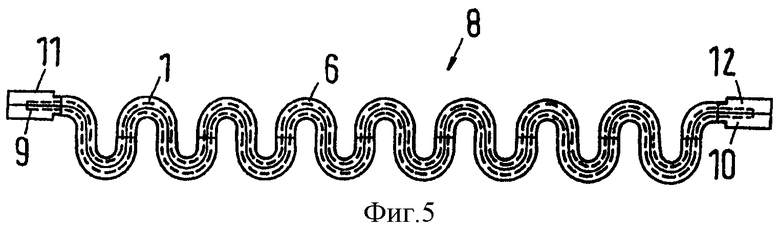
1. Гибкий трубопровод для текучей среды с несколькими трубами, расположенными параллельно рядом друг с другом, и которые, по меньшей мере, на одном конце имеют общий присоединительный элемент и заделаны в пластическое тело, отличающийся тем, что изначально трубы расположены в одной плоскости, и участок труб (1a-1f), находящийся между двумя концами (9, 10), изогнут в форме меандра таким образом, что друг за другом следует несколько волн, расположенных в продольном направлении труб.
2. Трубопровод по п.1, отличающийся тем, что каждая труба (1a-1f) имеет несколько криволинейных участков (2) в виде дуг окружности.
3. Трубопровод по п.1, отличающийся тем, что каждая труба (1a-1f) имеет несколько синусоидальных дугообразных участков (2).
4. Трубопровод по п.2, отличающийся тем, что радиус кривизны (R) дугообразного участка (2) лежит в пределах от 1,5D до 5D, где D - наружный диаметр трубы (1a-1f).
5. Трубопровод по п.4, отличающийся тем, что длина периода (А) лежит в пределах от 3R до 10R, где R - радиус кривизны.
6. Трубопровод по любому из пп.1-5, отличающийся тем, что пластическое тело (6) имеет форму меандра.
7. Трубопровод по любому из пп.1-5, отличающийся тем, что трубы (1a-1f) расположены относительно друг друга с промежуточным пространством (7) между ними, причем промежуточное пространство (7) заполнено, по крайней мере частично, пластиком пластического тела (6).
8. Трубопровод по любому из пп.1-5, отличающийся тем, что один конец (9) трубопровода (8) скручен относительно другого конца (10) трубопровода(8).
9. Трубопровод по п.8, отличающийся тем, что угол скручивания между двумя концами (9, 10) составляет 90°.
10. Трубопровод по любому из пп.1-5, отличающийся тем, что трубы (1a-1f) выполнены из металла, в частности из стали или алюминия.
11. Способ изготовления гибкого трубопровода для текучей среды, при котором несколько труб помещают параллельно рядом друг с другом, пластически деформируют, заделывают в пластик и, по меньшей мере, на одном конце снабжают общим присоединительным элементом, отличающийся тем, что изначально трубы располагают в одной плоскости и участок, находящийся между двумя концами (9, 10) труб (1a-1f), изгибают в форме меандра таким образом, что друг за другом следует несколько волн, расположенных в продольном направлении труб.
12. Способ по п.11, отличающийся тем, что для гибки применяют прессовый штамп.
13. Способ по п.11 или 12, отличающийся тем, что расположенные в одной плоскости трубы (1a-1f) деформируют перпендикулярно этой плоскости (4).
14. Способ по любому из пп.11-12, отличающийся тем, что перед пластическим деформированием трубы (1a-1f) заливают пластиком (6).
15. Способ по любому из пп.11-12, отличающийся тем, что после пластического деформирования концы (9, 10) трубопровода (8) скручивают относительно друг друга на определенный угол, в частности на 90°.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| JP 2004019516 A, 22.01.2004 | |||
| ИСПАРИТЕЛЬНЫЙ АГРЕГАТ | 1998 |
|
RU2185577C2 |
| JP 2002361346 A, 17.12.2002 | |||
| Судовой валопровод | 1983 |
|
SU1279911A1 |

