1
Изобретение относится к абразив ным инструментам, предназначенным для шлифования металлов и сплавов.
Известен сборный абразивный круг, состоящий из абразивных элементов, установленных посредством упругого элемен-га в пазах корпуса, выполненного с приемной полостью и отверстиями для подаваемой через трубопровод смазочно-охлаждающей жидкости (СОЖ) 1.
Недостатком этого абразивного круга является низкая эффективность охлаждения, вызванная поступлением малого количества СОЖ в зону резания из-за небольших зазоров, через которые проходит СОЖ, а также из-за засорения мелких пор сегментов частицами СОЖ.
Цель изобретения - повышение эффективности охлаждения заготовки.
Указанная цель достигается тем, корпусе выполнены продольные и окружные щели, сообщгшхциеся с упомянутыми отверстиями корпуса, упругий элемент выполнен в виде лепестков корпуса и двух фланцев, закрепленных на торцах крьвики и корпуса, причем фланец, установленный на корпусе, имеет выступы, ширина которых
равна ширине пазов корпуса под сегменты, а трубопровод выполнен в виде тора с окружной прорезью, обращенной к приемной полости корпу5 са.
Увеличение массы СОЖ в приемной полости достигается тем, что упругий элемент выполнен в виде лепестков корпуса, а также в виде, двух
О фланцев (например, резиновых), одеваемых или прикрепляемых на цилиндрической или шестигранной шейках корпуса и крышки, причем фланец, , одеваемый на корпус, заканчивается выступами, равными по ширине па3ajvt корпуса под сегменты. Цель достигается также тем, что в корпусе круга выполнены продольные, окружные или наклонные щели в оочетании
20 с радиальными отверстиями для выхода СОЖ из приемной полости в зону обработки.
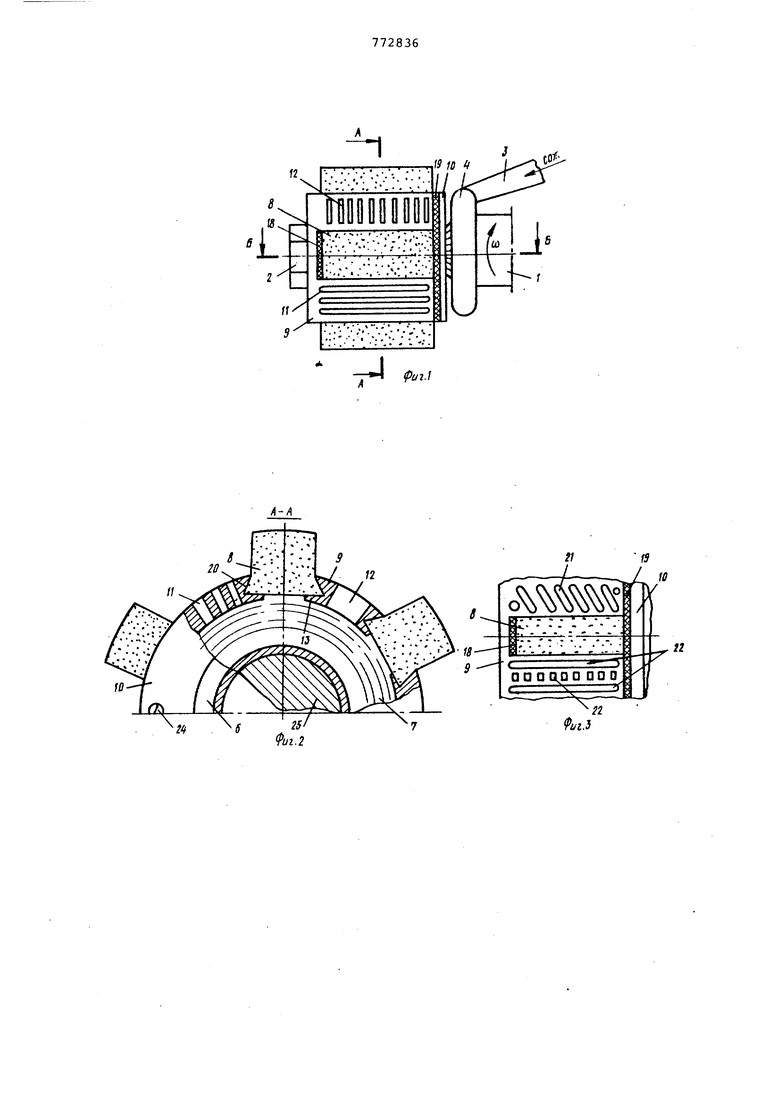
На фиг. 1 схематически изображен абразивный .круг, общий вид; на
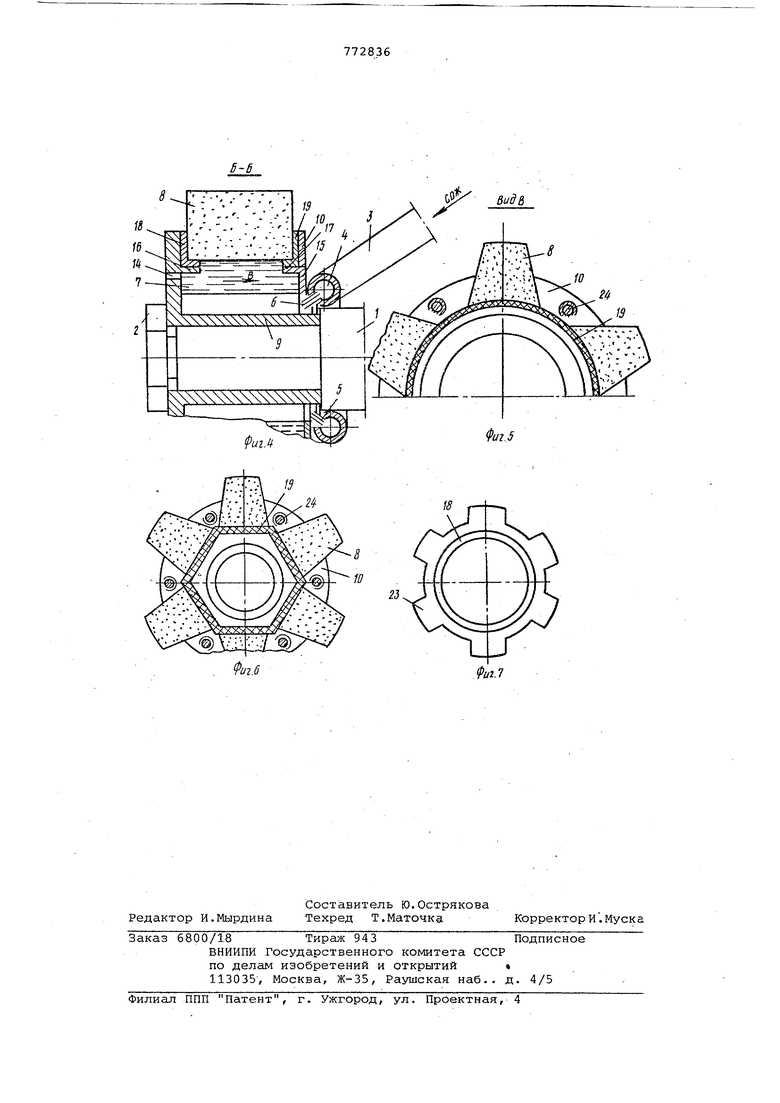
25 фиг. 2 - разрез А-А на фиг. 1; на
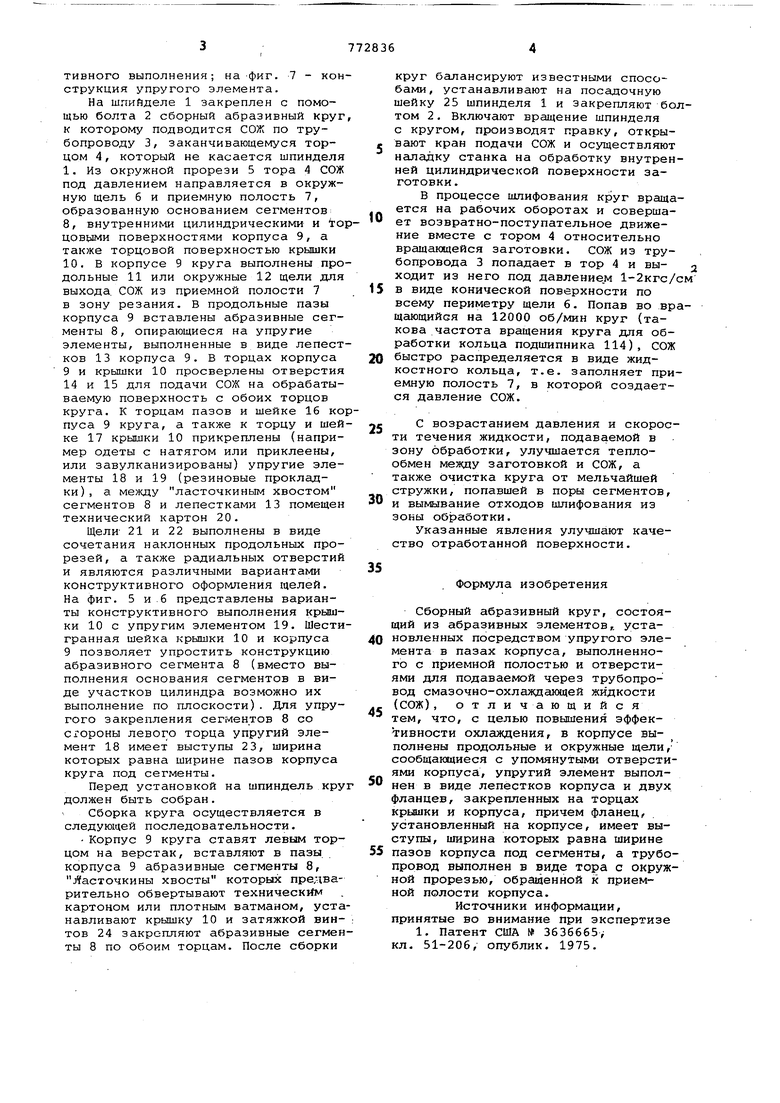
фиг. 3 - возможные варианты конструктивного выполнения щелей э корпу.се круга для выхода разрез Б-Б на фиг. 1; на фиг. 5 - вид В на фиг. 4$
30. на фиг. б - то же, вариант конструктивного выполнения; на -фиг. 7 - конструкция упругого элемента.
На шпийделе 1 закреплен с помощью болта 2 сборный абразивный круг к которому подводится СОЖ по трубопроводу 3, заканчивающемуся торцом 4, который не касается шпинделя 1. Из окружной прорези 5 тора 4 СОЖ под давлением направляется в окружную щель б и приемную полость 7, образованную основанием сегментов 8, внутренними цилиндрическими и toцов лми поверхностями корпуса 9, а также торцовой поверхностью крышки 10. В корпусе 9 круга выполнены продольные 11 или окружные 12 щели для выхода. СОЖ из приемной полости 7 в зону резания. В продольные пазы корпуса 9 вставлены абразивные сегменты 8, опирающиеся на упругие элементы, выполненные в виде лепестков 13 корпуса 9. В торцах корпуса 9 и крышки 10 просверлены отверстия 14 и 15 для подачи СОЖ на обрабатываемую поверхность с обоих торцов круга. К торцам пазов и шейке 16 копуса 9 круга, а также к торцу и шейке 17 крышки 10 прикреплены (например одеты с натягом или приклеены, или завулканизированы) упругие элементы 18 и 19 (резиновые прокладки) , а между ласточкиным хвостом сегментов 8 и лепестками 13 помещен технический картон 20.
Щели- 21 и 22 выполнены в виде сочетания наклонных продольных прорезей, а также радиальных отверстий и являются различными вариантами конструктивного оформления щелей. На фиг. 5 и б представлены варианты конструктивного выполнения крышки 10 с упругим элементом 19. Шестигранная шейка гсрышки 10 и корпуса 9 позволяет упростить конструкцию абразивного сегмента 8 (вместо выполнения основания сегментов в виде участков цилиндра возможно их выполнение по плоскости). Для упругого закрепления сегментов 8 со стороны левого торца упругий элемент 18 имеет выступы 23, ширина которых равна ширине пазов корпуса круга под сегменты.
Перед установкой на шпиндель кру должен быть собран.
Сборка круга осуществляется в следующей последовательности.
Корпус 9 круга ставят левым торцом на верстак, вставляют в пазы, корпуса 9 абразивные сегменты 8, Ласточкины хвосты которых предварительно обвертывают техническим картоном или плотным ватманом, устанавливают крьпику 10 и затяжкой винтов 24 закрепляют абразивные сегменты 8 по обоим торцам. После сборки
круг балансируют известными способами, устанавливают на посадочную шейку 25 шпинделя 1 и закрепляют болтом 2. Включают вращение шпинделя с кругом, производят правку, откры, вают кран подачи СОЖ и осуществляют наладку станка на обработку внутренней цилиндрической поверхности заготовки.
В процессе шлифования круг вращается на рабочих оборотах и совершает возвратно-поступательное движение вместе с тором 4 относительно вращающейся заготовки. СОЖ из трубопровода 3 попадает в тор 4 и выходит из него под давлением 1-2кгс/см
5 в виде конической поверхности по
всему периметру щели б. Попав во вращающийся на 12000 об/мин круг (такова частота вращения круга для обработки кольца подшипника 114), СОЖ
0 быстро распределяется в виде жидкостного кольца, т.е. заполняет приемную полость 7, в которой создается давление СОЖ.
5 С возрастанием давления и скорости течения жидкости, подаваемой в эону обработки, улучшается теплообмен между заготовкой и СОЖ, а также очистка круга от мельчайшей стружки, попавшей в поры сегментов,
и вымывание отходов шлифования из зоны обработки.
Указанные явления улучшают качество отработанной поверхности.
Формула изобретения
Сборный абразивный круг, состоящий из абразивных элементов,, установленных посредством упругого элемента в пазах корпуса, выполненного с приемной полостью и отверстиями для подаваемой через трубопровод смазочно-охлаждающей жидкости (СОЖ), отличающийся тем, что, с целью повышения эффективности охлаждения, в корпусе выполнены продольные и окружные щели, сообщающиеся с упомянутыми отверстиями корпуса, упругий элемент выполнен в виде лепестков корпуса и двух фланцев, закрепленных на торцах крышки и корпуса, причем фланец, установленный на корпусе, имеет выступы, ширина которых равна ширине 5 пазов корпуса под сегменты, а трубопровод выполнен в виде тора с окружной прорезью, обращенной к приемной полости корпуса.
Источники информации, принятые во внимание при экспертизе
1. Патент США 3636665 кл. 51-206, опублик. 1975.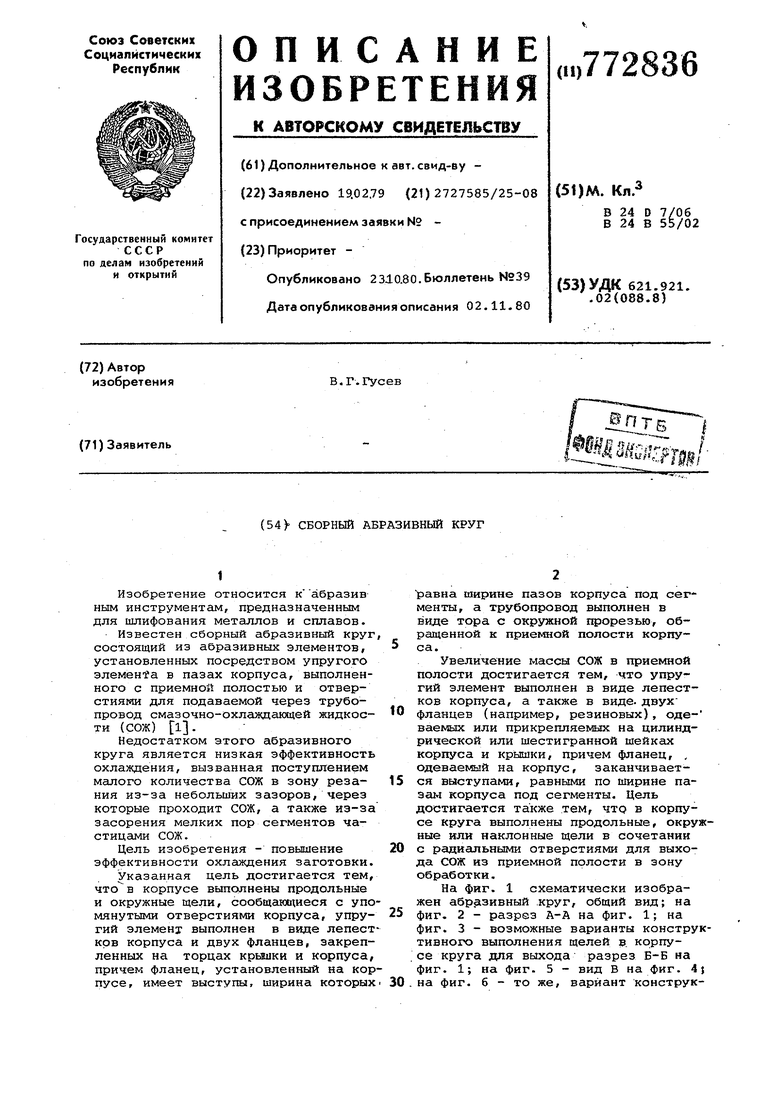
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный абразивный круг | 1982 |
|
SU1034885A1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
| Абразивный круг | 1979 |
|
SU844258A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Сборный абразивный круг для торцового шлифования | 1985 |
|
SU1289662A1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| Абразивный инструмент | 1981 |
|
SU994238A1 |
| Устройство для комбинированной подачи смазочно-охлаждающей жидкости в зону резания через поры шлифовального круга | 1984 |
|
SU1225775A1 |
| Абразивный инструмент | 1981 |
|
SU982883A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |