Изобретение относится к станкостроению и может быть использовано для шлифования и отделки сферических поверхностей.
Известна шлифовальная головка, держатель которой совершает ограниченное возвратно-поступательное движение шлифовального круга от рейки, имеющей возвратно-поступательное перемещение (1).
Однако известная головка не позволяет вести непрерывную обработку пространственных поверхностей и в том числе сферических поверхностей.
Известна также шпиндельная шлифовальная головка, содержащая установленный в держателе круг, ось вращения которого перпендикулярна центральной оси держателя, причем последний выполнен в виде шпинделя, ось вращения которого совпадает с его центральной осью (2).
Однако данная головка также не позволяет вести непрерывную обработку наружных сферических поверхностей.
Задача изобретения - расширение технологических возможностей и повышение точности и бесприжоговости обработки за счет использования шлифовального круга с аксиально смещенным режущим слоем и способа обкатки при обработке наружных сферических поверхностей.
Поставленная задача решается с помощью шпиндельной шлифовальной головки, содержащей установленный в держателе шлифовальный круг, ось вращения которого перпендикулярна центральной оси держателя, причем последний выполнен в виде шпинделя с осью вращения, совпадающей с его центральной осью, кроме того, шлифовальный круг установлен на своей оси под углом α к плоскости его вращения, зависящим от R - радиуса сферической поверхности обрабатываемой заготовки, высоты B и наружного диаметра D используемого шлифовального круга и определяемым по формуле
α ≥ arctg[(2R + B)/D],
а держатель и шлифовальный круг кинематически связаны между собой из условия равенства частот их вращения.
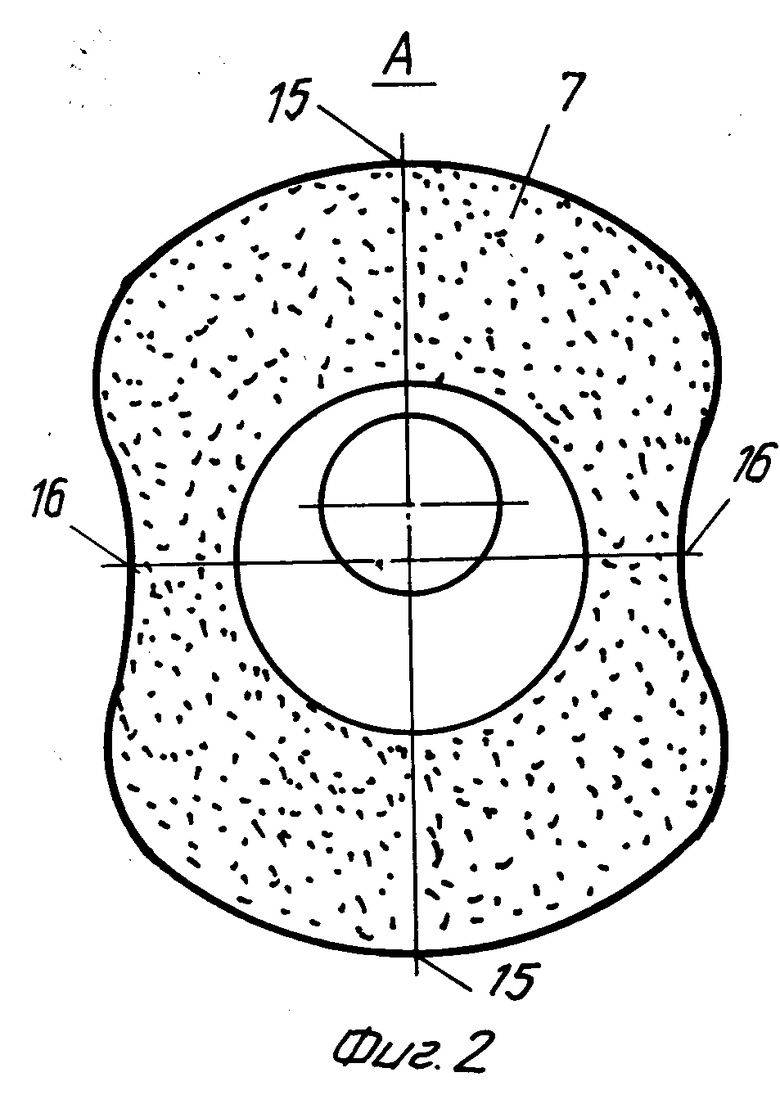
На фиг. 1 представлена предлагаемая головка, общий вид и схема работы; на фиг. 2 - вид А на фиг. 1.
В корпусе 1 головки на опорах 2 смонтирован держатель 3, несущий электропривод 4, соединенный ременной зубчатой передачей 5 со шпинделем 6, несущим шлифовальный круг 7 высотой B и наружным диаметром D. Шлифовальный круг с помощью известных устройств установлен под углом
α ≥ arctg[(2R + B)/D],
к плоскости его вращения,
где
R - радиус обрабатываемой сферической поверхности заготовки 8, которая вращается с рабочей частотой n3.
Ось шпинделя 6 круга перпендикулярна оси держателя 3.
На другом конце вала электропривода 4 установлена коническая шестерня 9, входящая в зацепление с неподвижным коническим зубчатым венцом 10, который выполнен на корпусе 1. Ременная 5 и коническая 9 - 10 зубчатые передачи кинематически связывают держатель и круг с обеспечением равных частот вращения круга - nк и держателя 3 - nд,
Питание электропривода подведено через щетки 11 и контактные кольца 12.
Головка работает следующим образом. Установка головки осуществляется под углом
β = π/2-0,5arcsin(d/2R)
к оси вращения заготовки,
где
d - диаметр шейки, прилегающей к сферической поверхности.
При вращении держателя 3 с частотой вращения nд, а шлифовального круга 7 - с частотой вращения nк - nд, периферия круга описывает шаровую поверхность 13 радиусом Rmax = D/2 с двумя диаметрально противоположными впадинами 14 радиусом
При этом линейная скорость в точке 15 на поверхности 13
В точке 16 впадины линейная скорость Vmin = Vк.
Благодаря такому распределению скоростей любая точка шаровой поверхности 13 имеет скорость, отличную от нуля, что позволяет вести обработку пространственных форм, а наличие впадин 14 - наружных сферических поверхностей.
При работе вновь установленным шлифовальным кругом необходимо произвести его правку. Для этого правильный инструмент, изготовленный по размерам и форме обрабатываемой заготовки в виде правящего алмазного, твердосплавного или металлического ролика, закрепляется в шпинделе станка вместо заготовки.
Правка производится методом врезания от момента касания до полного образования впадин. Аналогично производят промежуточные правки при последующей обработке при потере кругом режущих свойств и размеров.
Кроме того, по мере износа круга необходимо увеличивать угол его наклона α, так как с уменьшением D круга уменьшается радиус Rk дуги зоны контакта инструмента с заготовкой.
Предлагаемая головка расширяет технологические возможности подобных конструкций, повышает точность и бесприжоговость обработки за счет использования шлифовального круга с аксиально смещенным режущим слоем.
Преимуществом головки является использование обычных стандартных инструментов - шлифовальных кругов типа ПП, ПВ, 2П, 3П, Т, 1Т и др.
Предлагаемая шпиндельная шлифовальная головка, обеспечивая осцилляцию теплового поля, позволяет интенсифицировать процесс обработки вследствие прироста длины дуги контакта круга и детали, наличию угла пересечения траектории движения шлифовального круга с направлением исходной шероховатости, обуславливая сетку следов и характер микрогеометрии как при хонинговании, шлифохонинговании с наложением вибрации. Улучшаются условия самозатачиваемости абразивного инструмента.
Головка может быть использована, кроме шлифовальных станков, также на токарных, фрезерных, отрезных и т.д.
В качестве инструментов может быть установлен накатник, иглофреза, лепестковый круг и другой дисковый инструмент.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, ОБЕСПЕЧИВАЮЩИЙ ЗНАКОПЕРЕМЕННЫЕ ДЕФОРМАЦИИ В СРЕЗАЕМОМ СЛОЕ | 1999 |
|
RU2151690C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182069C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
Изобретение относится к станкостроению и может быть использовано для шлифования сферических поверхностей. Шпиндельная шлифовальная головка содержит установленный в держателе шлифовальный круг. Ось его вращения перпендикулярна центральной оси держателя. Последний выполнен в виде шпинделя с осью вращения, совпадающей с его центральной осью. Шлифовальный круг установлен на своей оси под углом α к плоскости его вращения. Угол установки зависит от R - радиуса сферической поверхности обрабатываемой заготовки, высоты В и наружного диаметра D используемого шлифовального круга и определяется по формуле
α ≥ arctg[(2R+B)/D].
Держатель и шлифовальный круг кинематически связаны между собой с обеспечением равных частот их вращения. Данная конструкция головки расширяет технологические возможности, повышает точность и бесприжоговость обработки сферических поверхностей. 2 ил.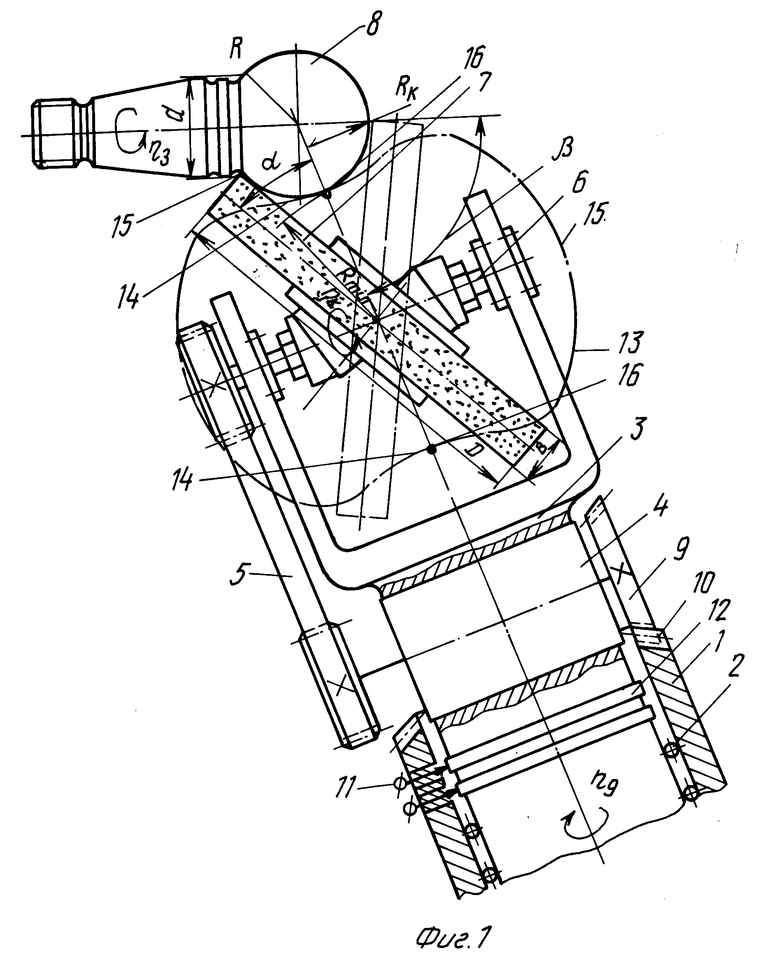
Шпиндельная шлифовальная головка, содержащая установленный в держателе шлифовальный круг, ось вращения которого перпендикулярна центральной оси держателя, выполненного в виде шпинделя с осью вращения, совпадающей с его центральной осью, отличающаяся тем, что шлифовальный круг установлен на своей оси под углом α к плоскости его вращения, определяемым по формуле
α≥arctg[(2R+B)/D],
где R - радиус сферической поверхности обрабатываемой заготовки;
B - высота шлифовального круга;
D - наружный диаметр шлифовального круга,
при этом держатель и шлифовальный круг кинематически связаны между собой из условия обеспечения равенства частот их вращения.
| Шпиндельная шлифовальная головка | 1981 |
|
SU1286398A1 |
| Устройство для шлифования криволинейныхпОВЕРХНОСТЕй | 1978 |
|
SU837786A1 |
| Державка кольцевого абразивного инструмента | 1986 |
|
SU1364450A2 |
| ГОЛОВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ШАРОВЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU167152A1 |
| БАБКА СФЕРОДОВОДОЧНОГО СТАНКА | 0 |
|
SU269732A1 |
| Станок для шлифования сферической поверхности детали | 1984 |
|
SU1178567A1 |
