Настоящее изобретение имеет отношение к созданию шлифовальных кругов, а более конкретно таких шлифовальных кругов, которые отпрессованы с текстурированной рабочей поверхностью, позволяющей облегчить проведение операций чернового шлифования или операций зачистки (отделки).
Область производства шлифовальных кругов является высокоразвитой, причем уже имеется широкий диапазон конструкций шлифовальных кругов и процессов их производства, адаптированных для оптимизации конкретных операций шлифования и/ или конкретных применений. Одной из конкретных операций, которой придается особое внимание, является зачистка. Зачисткой обычно именуется удаление поверхностных дефектов стальных слитков, блюмов, заготовок и слябов до проведения их дальнейшей обработки. Среди типичных дефектов можно указать трещины, складки, окалину, плены (ужимины), волосовины, шлаковые заплаты и пережженную сталь. Операции зачистки обычно характеризуют как операции "чернового шлифования", причем при их проведении используют относительно большое контактное давление между шлифовальным кругом и обрабатываемой деталью. Как правило, шлифовальные круги, оптимизированные для проведения указанных операций зачистки, именуемые обычно зачистными шлифовальными кругами, изготовлены из относительно стойкого абразивного порошкового материала, такого как оксид алюминия, оксид алюминия- диоксид циркония, карбид кремния, или их комбинации, с относительно большим размером частиц (который обычно соответствует промышленному стандарту зернистости от 4 до 46 единиц). Более того, порошковый материал, который используют для изготовления таких шлифовальных кругов, должен быть относительно твердым или долговечным для обеспечения достаточной стойкости к упомянутым относительно высоким давлениям шлифования. Указанный порошковый материал обычно заключен в трехмерной матрице органического связующего, например резиноидного связующего материала или фенольно-альдегидного полимера. В качестве примера известных зачистных шлифовальных кругов можно указать зачистные шлифовальные круги типа BZZ, которые могут быть закуплены на фирме Нортон, Уорчестер, штат Массачусетс, США.
Как упоминалось выше, долговечность абразивного материала, использованного при изготовлении зачистных шлифовальных кругов, должна быть обеспечена при относительно высоких давлениях, связанных с операцией зачистки. Более того, грубая рабочая поверхность, которая создана за счет абразивных частиц большого размера, позволяет эффективно снизить площадь поверхности контакта между шлифовальным кругом и обрабатываемой деталью, что позволяет получить относительно высокое давление на единицу поверхности контакта между ними. При этом контактное давление, создаваемое между открытыми режущими кромками абразивного материала и обрабатываемой деталью, является относительно высоким для облегчения операции чернового шлифования или операции зачистки, однако одновременно позволяющим свести к минимуму нежелательные эффекты чрезмерного давления круга, такие как неравномерный износ круга или его разрушение, что будет обсуждаться далее более подробно.
Зачистные шлифовальные круги, так же как и шлифовальные круги других типов, обычно изготавливают при помощи операций горячего или холодного прессования. Однако к недостаткам такого способа изготовления относится то, что из пресс-формы получают шлифовальный круг, который имеет главным образом гладкую периферическую рабочую поверхность, на которую выходит относительно малое число (если они вообще есть) абразивных режущих кромок. Если такую гладкую поверхность привести в контакт с обрабатываемой деталью при проведении операции зачистки, то имеющаяся увеличенная зона контакта будет приводить к снижению контактного давления на единицу поверхности. Для компенсации такого состояния обычно требуется повышать приложенное к кругу давление, чтобы получить контактное давление между кругом и обрабатываемой деталью, достаточное для обугливания или разрушения связующего на рабочей поверхности и обнажения режущих кромок абразивного материала. Однако повышение приложенного к кругу давления приводит к неоднородному истиранию связующего, что может приводить к разрушению круга или к нарушению круглости и балансировки круга, что повышает вибрации в ходе операции шлифования.
Для преодоления указанных недостатков обычно известные зачистные шлифовальные круги подвергают после прессования дополнительной операции, которую обычно именуют "правкой". При проведении правки обычно производят обработку гладкой поверхности круга в ходе вращения круга при помощи острого инструмента, такого как ролик, цековка или коническая фреза, чтобы удалить с этой поверхности наружный слой связующего материала. Это позволяет открыть (обнажить) относительно грубую текстуру, сформированную абразивными частицами, для облегчения операций зачистки. После открывания абразивных частиц шлифовальный круг в ходе последующих операций шлифования будет изнашиваться обычным образом, в результате чего будут непрерывно открываться новые абразивные частицы, имеющиеся в матрице связующего.
Несмотря на то что эта операция правки может приводить к улучшению ситуации с возникающей в процессе прессования проблемой, она имеет некоторые недостатки. В частности, указанная дополнительная операция повышает стоимость изготовления, а также увеличивает время, затрачиваемое на изготовление шлифовального круга.
В связи с изложенным существует необходимость в получении усовершенствованных шлифовальных кругов, которые лишены указанных недостатков.
В соответствии с первым аспектом осуществления настоящего изобретения предлагается отпрессованный (изготовленный прессованием) шлифовальный круг, который содержит органически связанный абразивный порошковый материал, имеет главным образом изогнутую (искривленную) периферическую поверхность и множество поверхностных выступов, распределенных в соответствии с заданной конфигурацией (картиной) по главным образом изогнутой периферической поверхности с созданием текстурированной рабочей поверхности шлифовального круга.
В соответствии со вторым аспектом осуществления настоящего изобретения предлагается использовать вставку совместно с пресс-формой для шлифовального круга, которая имеет полость пресс-формы, ограниченную, по меньшей мере, одной изогнутой поверхностью. Вставка содержит, по меньшей мере, одну гильзу, размер и форма которой выбраны так, что они соответствуют, по меньшей мере, одной изогнутой поверхности пресс-формы шлифовального круга, на которую соосно накладывают указанную гильзу. По меньшей мере, одна гильза имеет множество вогнутостей, в частности перфорации, и приспособлена для избирательного прессования на месте нахождения (in- situ) совместно со шлифовальным кругом в пресс-форме шлифовального круга, а также для ее удаления со шлифовального круга, в результате чего множество вогнутостей гильзы будет создавать выступы на периферической поверхности шлифовального круга.
В соответствии с третьим аспектом осуществления настоящего изобретения предлагается способ формования шлифовального круга, который включает в себя операцию прессования шлифовального круга для образования главным образом изогнутой периферической поверхности и операцию образования множества поверхностных выступов в соответствии с заданной конфигурацией по главным образом изогнутой периферической поверхности с созданием текстурированной рабочей поверхности шлифовального круга.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи.
На фиг.1 показан вид в перспективе шлифовального круга в соответствии с настоящим изобретением.
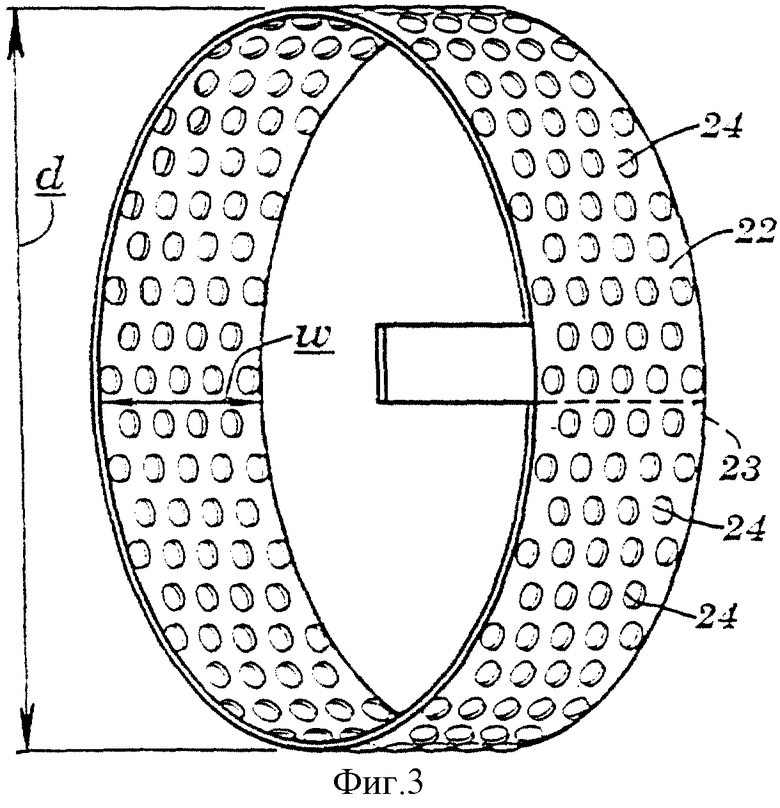
На фиг.2 приведено поперечное сечение по линии 2-2 фиг.1.
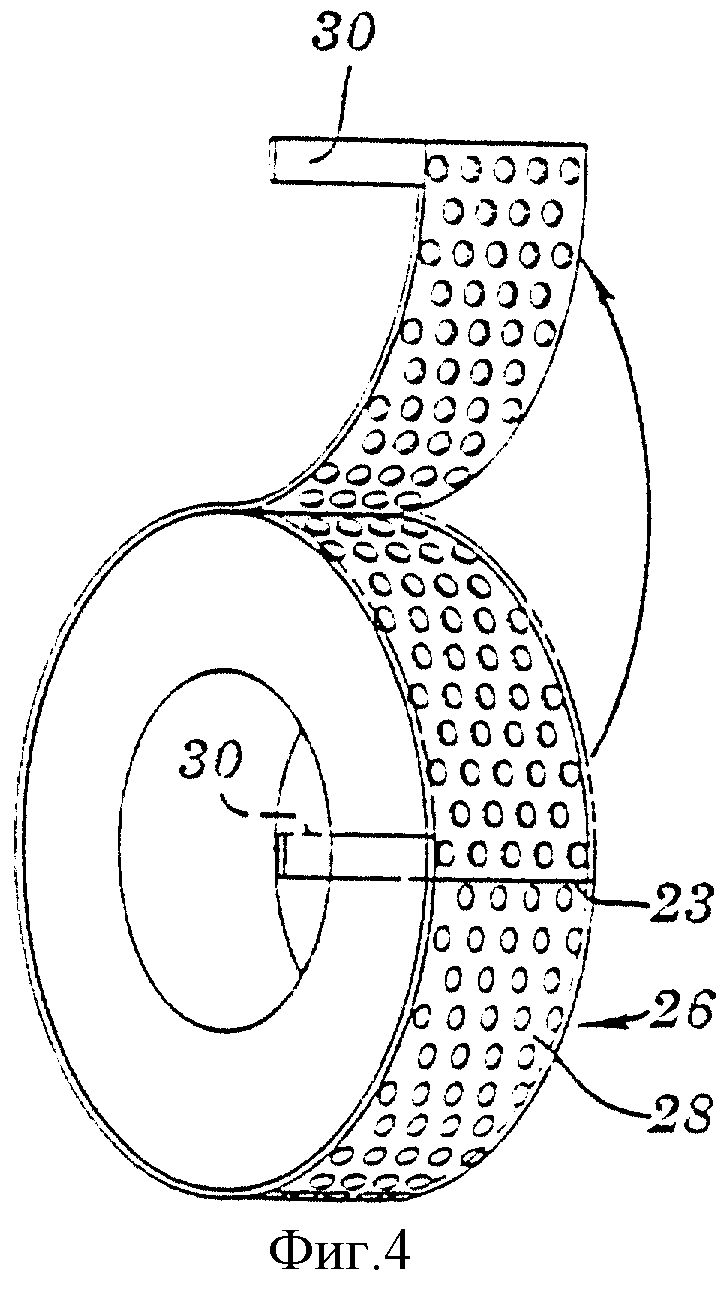
На фиг. 3 показан вид в перспективе компонента, использованного для изготовления шлифовального круга фиг.1.
На фиг.4 показан вид в перспективе шлифовального круга фиг.1 в процессе его изготовления.
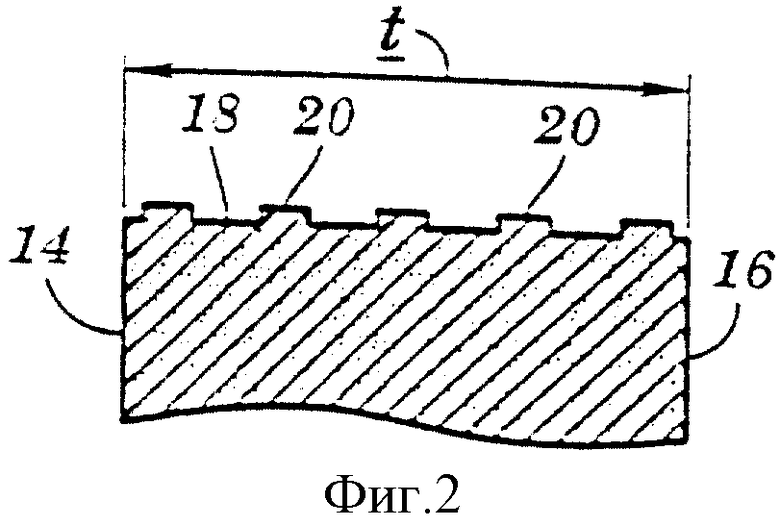
Если охарактеризовать его кратко, то показанный на фиг.1 отпрессованный шлифовальный круг 10 со связанными абразивными частицами, приспособленный для проведения операций чернового шлифования, имеет множество поверхностных выступов 20, распределенных в соответствии с заданной конфигурацией по его периферической поверхности и выступающих главным образом ортогонально или радиально из него, с созданием текстурированной рабочей поверхности 18 шлифовального круга. Выступы 20 отпрессованы совместно (в виде единого целого) со шлифовальным кругом и образованы за счет помещения кольцевой гильзы 22, имеющей множество перфораций 24, в пресс-форму для шлифовального круга в процессе его прессования, в результате чего гильза запрессовывается у периферической поверхности шлифовального круга. После проведения операции прессования гильзу снимают (удаляют) с периферической поверхности для обнажения выступов 20, образованных за счет перфораций 24.
В настоящем описании термин "осевой" везде использован в связи с описанным здесь элементом для обозначения направления, которое главным образом параллельно оси кольцевого размера элемента. Термин "ортогональный" использован в связи с описанным здесь элементом для обозначения направления, которое главным образом перпендикулярно к касательной к искривленной поверхности в точке пересечения элемента с указанной искривленной поверхностью.
Вновь обратимся к рассмотрению фиг.1, на которой показан шлифовальный круг 10 в соответствии с настоящим изобретением, имеющий обычную форму диска с главным образом цилиндрической внутренней поверхностью или отверстием 12, с плоскими боковыми поверхностями 14 и 16 (фиг.2) и с главным образом цилиндрической наружной поверхностью или рабочей поверхностью 18. Размеры шлифовального круга, в том числе диаметры внутренней поверхности 12 и наружной поверхности 18, показанные соответственно как  а также толщина круга, показанная как
а также толщина круга, показанная как  (фиг.2), задают известным образом, основываясь частично на том, для какого применения будет использован шлифовальный круг 10. Шлифовальный круг может быть изготовлен из обычного известного абразивного материала со связанными частицами, например, такого типа, который был упомянут здесь ранее.
(фиг.2), задают известным образом, основываясь частично на том, для какого применения будет использован шлифовальный круг 10. Шлифовальный круг может быть изготовлен из обычного известного абразивного материала со связанными частицами, например, такого типа, который был упомянут здесь ранее.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения шлифовальный круг 10 представляет собой "зачистной шлифовальный круг", как это в общем виде определено здесь ранее. Диаметр наружной поверхности 18 преимущественно лежит в диапазоне ориентировочно от 35 см до 90 см. Толщина  (фиг.2) преимущественно лежит в диапазоне ориентировочно от 3 см до 15 см. Шлифовальный круг 10 преимущественно содержит абразивный порошковый материал с размером зерна в диапазоне от 4 до 46 единиц или со средним диаметром частиц в диапазоне от 0,65 см до 0,05 см. Абразивный материал преимущественно удерживается в объеме фенольно-альдегидного полимера или резиноидного связующего, что обеспечено за счет горячего или холодного прессования.
(фиг.2) преимущественно лежит в диапазоне ориентировочно от 3 см до 15 см. Шлифовальный круг 10 преимущественно содержит абразивный порошковый материал с размером зерна в диапазоне от 4 до 46 единиц или со средним диаметром частиц в диапазоне от 0,65 см до 0,05 см. Абразивный материал преимущественно удерживается в объеме фенольно-альдегидного полимера или резиноидного связующего, что обеспечено за счет горячего или холодного прессования.
Как это показано на фиг.1 и 2, наружная поверхность 18 имеет множество выступов 20, которые, как это можно видеть, идут ортогонально или радиально наружу от этой поверхности. Выступы 20 смещены друг от друга на заданное расстояние по наружной поверхности 18 и создают, как можно видеть, относительно грубую или "шишковатую" текстуру наружной поверхности.
Обратимся теперь к рассмотрению фиг.3, на которой показана гильза, вставка или узкое кольцо 22 для пресс-формы, позволяющая осуществить прессование выступов 20. Гильза 22 для пресс-формы содержит главным образом цилиндрическое полотно (ленту) заданного диаметра  с шириной
с шириной  причем эти размеры соответствуют номинальным размерам наружной поверхности 18 круга 10, что обсуждается далее более подробно. Гильза 22 преимущественно имеет, по меньшей мере, один осевой надрез (разметку) или разрез 23, показанный условно, позволяющий осуществлять снятие гильзы со шлифовального круга 10, что также обсуждается далее более подробно. В гильзе 22 сквозные отверстия или перфорации 24 размещены с заданными интервалами по всей ее поверхности. Перфорации 24 служат для создания выступов 20, что также обсуждается далее более подробно. Гильза 22 приспособлена для скользящего соосного наложения на самую наружную цилиндрическую поверхность полости обычной пресс-формы для шлифовального круга (не показана). При этом гильза 22 служит в качестве шаблона для наружной поверхности 18 с выступами 20 шлифовального круга 10, отпрессованного в пресс-форме, что обсуждается далее более подробно при рассмотрении способа изготовления в соответствии с настоящим изобретением.
причем эти размеры соответствуют номинальным размерам наружной поверхности 18 круга 10, что обсуждается далее более подробно. Гильза 22 преимущественно имеет, по меньшей мере, один осевой надрез (разметку) или разрез 23, показанный условно, позволяющий осуществлять снятие гильзы со шлифовального круга 10, что также обсуждается далее более подробно. В гильзе 22 сквозные отверстия или перфорации 24 размещены с заданными интервалами по всей ее поверхности. Перфорации 24 служат для создания выступов 20, что также обсуждается далее более подробно. Гильза 22 приспособлена для скользящего соосного наложения на самую наружную цилиндрическую поверхность полости обычной пресс-формы для шлифовального круга (не показана). При этом гильза 22 служит в качестве шаблона для наружной поверхности 18 с выступами 20 шлифовального круга 10, отпрессованного в пресс-форме, что обсуждается далее более подробно при рассмотрении способа изготовления в соответствии с настоящим изобретением.
Гильза 22 преимущественно изготовлена из материала, не подверженного деформациям и результате воздействия теплоты и давления, создаваемых в ходе операций горячего прессования, применяемых обычно для изготовления шлифовальных кругов. Кроме того, этот материал преимущественно является относительно гибким, чтобы облегчить снятие гильзы с круга 10, что обсуждается далее более подробно. В соответствии с предпочтительным вариантом осуществления настоящего изобретения гильза изготовлена из относительно легкой инструментальной стали, или из алюминия, или же из картона, или макулатурного картона (ДСП).
Как это обсуждалось ранее, гильза 22 соосно наложена на самую наружную цилиндрическую поверхность полости обычной пресс-формы для шлифовального круга (не показана). После этого производят обычное прессование шлифовального круга 10. Если описывать вкратце, то смесь для изготовления шлифовального круга, такая как указанная ранее смесь абразивного порошкового материала и фенольно-альдегидного полимера, вводится в пресс-форму и затем подвергается горячему или холодному прессованию. Может быть предусмотрена проводимая после прессования операция сушки, в ходе которой шлифовальный круг выдерживается в течение заданного периода времени при типичной повышенной температуре отверждения. При проведении операций прессования смесь для изготовления шлифовального круга будет входить в отверстия 24 гильзы 22 и заполнять их с эффективным образованием шлифовального круга 10, имеющего гильзу 22, запрессованную у его периферической поверхности.
После завершения процесса прессования шлифовальный круг 10 и гильзу 22 преимущественно извлекают из пресс-формы как единственный объединенный блок шлифовальный круг/ гильза 26, в котором гильза 22 наложена соосно на круг, как это показано в перспективе на фиг.4. Показано, что при указанном расположении круг 10 и гильза 22 взаимодействуют с образованием блока 26, имеющего главным образом гладкую цилиндрическую наружную поверхность 28, которая облегчает извлечение блока круг/гильза 26 из пресс-формы без нежелательного повреждения круга или пресс-формы. В этом отношении цилиндрическая наружная поверхность 28 позволяет производить извлечение блока круг/гильза 26 за счет простого скольжения блока круг/гильза в осевом направлении наружу из пресс-формы.
Специалисты легко поймут, что отпрессованный шлифовальный круг, имеющий периферическую рабочую поверхность с неровностями или с текстурой, которые полностью определяются стенкой полости пресс-формы, невозможно извлечь из пресс- формы за счет простого осевого перемещения. При этом выступы на рабочей поверхности заглублены в соответствующие выемки внутри полости и препятствуют осевому перемещению наружу из пресс-формы. Такой шлифовальный круг нельзя извлечь из пресс- формы без повреждения пресс-формы и/ или шлифовального круга. Для решения указанной проблемы может быть использована сегментная пресс-форма с множеством дискретных секций, что позволяет получать шлифовальные круги в соответствии с настоящим изобретением без использования перфорированной гильзы; для этого могут быть использованы пресс-формы и другого типа. Такие пресс-формы должны быть приспособлены для осуществления разделения (разъединения) шлифовального круга и текстурированных боковых стенок пресс- формы без повреждения рабочей поверхности круга.
После извлечения из пресс-формы производят удаление гильзы 22 со шлифовального круга 10. Это может быть осуществлено захватом гильзы вблизи от надреза или разреза 23, например, за язычок 30 и стягиванием гильзы с наружной поверхности 18 круга 10, как это показано на фиг.4, до полного снятия гильзы со шлифовального круга.
После снятия гильзы шлифовальный круг 10 может быть использован для проведения операций шлифования без проведения дополнительных операций правки. В самом деле, текстурированная рабочая поверхность, образованная выступами 20, позволяет эффективно снизить площадь контакта между шлифовальным кругом и обрабатываемой деталью. Эта уменьшенная площадь контакта позволяет увеличить контактное давление на единицу площади между шлифовальным кругом и обрабатываемой деталью, что облегчает обугливание или разрушение связующего на рабочей поверхности и обнажение режущих кромок абразивного материала, как это обсуждалось ранее. После обнажения абразивных частиц шлифовальный круг в ходе последующих операций шлифования будет изнашиваться обычным образом, в результате чего будут непрерывно открываться новые абразивные частицы, имеющиеся в матрице связующего, что тоже обсуждалось ранее.
В соответствии с альтернативным вариантом осуществления настоящего изобретения гильза может быть изготовлена из картона или макулатурного картона, что тоже упоминалось ранее, с язычком 30 или без него. Этот материал преимущественно является гибким, чтобы облегчить изготовление гильзы и ее ввод в полость пресс-формы шлифовального круга; однако этот материал становится относительно ломким при воздействии повышенных температур, существующих во время обычных последующих операций сушки. В связи с изложенным такая гильза 22 может быть оставлена на своем месте соосно на поверхности шлифовального круга 10 до проведения операций шлифования, в ходе которых гильза разрушается и удаляется с круга 10. Использование такой картонной гильзы позволяет устранить упоминавшуюся ранее операцию съема гильзы, что дополнительно снижает стоимость изготовления шлифовального круга 10 в соответствии с настоящим изобретением.
Таким образом, использование гильзы 22 позволяет производить прессование шлифовального круга с выступами на наружной поверхности, что позволяет устранить необходимость проведения последующих операций "правки" упомянутого ранее типа, позволяя в то же самое время использовать главным образом обычные и относительно дешевые пресс-формы и технологии прессования. Устранение указанных операций выгодным образом снижает стоимость производства таких шлифовальных кругов, как зачистные шлифовальные круги. Более того, устранение необходимости проведения правки существенно снижает время, требуемое для изготовления таких шлифовальных кругов, и, соответственно, стоимость товарно-материальных запасов как у изготовителей шлифовальных кругов, так и у их покупателей.
Специалисты в данной области легко поймут, что вогнутости гильзы 22 могут иметь любую конфигурацию (форму), например, могут быть выполнены как множество желобков, бороздок или других вогнутых структур, достаточных для создания шлифовального круга с главным образом текстурированной рабочей поверхностью, что также не выходит за рамки настоящего изобретения.
Несмотря на то что настоящее изобретение было описано со ссылкой на шлифовальный круг, который имеет главным образом цилиндрическую рабочую поверхность, изобретение может быть также применено и для шлифовальных кругов, которые имеют рабочую поверхность с любой другой искривленной геометрией, в том числе без ограничения, главным образом в виде усеченного конуса, купола, чаши, а также с любой иной выпуклой или вогнутой геометрией, что также не выходит за рамки настоящего изобретения.
Несмотря на то что настоящее изобретение было описано со ссылкой на зачистной шлифовальный круг, специалисты в данной области легко поймут, что любой тип шлифовального круга может быть снабжен описанной ранее текстурированной рабочей поверхностью, что также не выходит за рамки настоящего изобретения.
Несмотря на то что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что специалистами в данной области могут быть внесены изменения, исключения и дополнения в его форму и детали, которые не выходят, однако, за рамки приведенной далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩИЙСЯ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2210490C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |
| СВЯЗАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБЫ ШЛИФОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2278773C2 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ | 1999 |
|
RU2203797C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2226461C2 |
| АБРАЗИВНОЕ ЗЕРНО И СОДЕРЖАЩЕЕ ЕГО АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2000 |
|
RU2213118C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| АБРАЗИВ С АНТИЗАСАЛИВАЮЩИМ АГЕНТОМ | 2001 |
|
RU2246392C1 |
| АБРАЗИВНЫЕ ПРОДУКТЫ И СПОСОБЫ ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2595788C2 |
Изобретение относится к изготовлению шлифовального круга прессованием из связанного абразивного порошкового материала и приспособленного для проведения операций относительно грубого (чернового) шлифования. Шлифовальный круг имеет множество выступов, распределенных в соответствии с определенной конфигурацией по его периферической поверхности и выступающих из него главным образом ортогонально с созданием текстурированной рабочей поверхности круга. Выступы отпрессованы совместно со шлифовальным кругом и получены за счет помещения перфорированной или текстурированной кольцевой гильзы в пресс-форму для шлифовального круга, причем в процессе прессования происходит запрессовка гильзы у периферической поверхности шлифовального круга. После операции прессования или в ходе последующей рабочей операции шлифования гильзу снимают с периферической поверхности для обнажения выступов, ограниченных перфорациями гильзы. Технический результат выражается в облегчении операции чернового шлифования и сведении к минимуму чрезмерного давления круга в ходе операции шлифования. 3 с. и 8 з.п. ф-лы, 4 ил.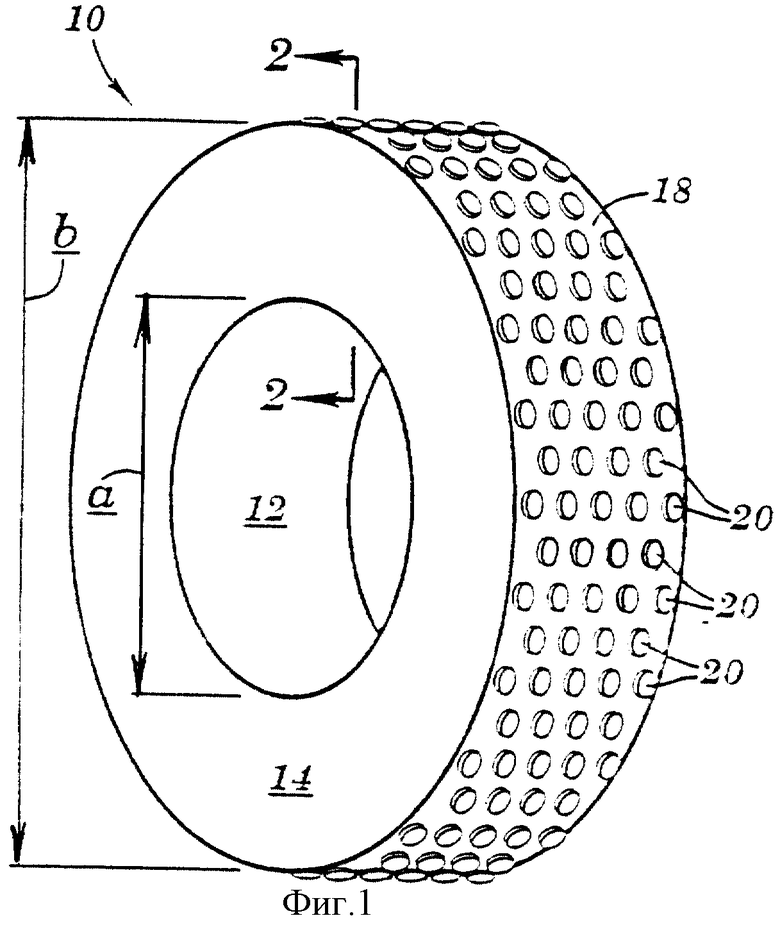
| ТЕЛЕЖКА ПРОМЕЖУТОЧНОГО КОВША С ПОДЪЕМНЫМ УСТРОЙСТВОМ | 2006 |
|
RU2351433C1 |
| Шлифовальный круг | 1978 |
|
SU688325A1 |
| Сборный шлифовальный инструмент | 1979 |
|
SU870104A1 |
| US 3461945, 19.08.1969 | |||
| МЕХАНИЧЕСКИЙ ПОДВОДНЫЙ ПЛАНИРОВЩИК | 2006 |
|
RU2334046C2 |
| Устройство для визуальной прицельной пункции основной пазухи | 1978 |
|
SU719622A1 |
| Азопроизводные 5-аминосалициловой кислоты, обладающие способностью ингибировать образование конечных продуктов гликирования | 2024 |
|
RU2837878C1 |

