Область изобретения
Настоящее изобретение относится к оснастке для отверждения композитных деталей и, более конкретно, к выполненной из стали и термореактивного сплава гибридной оснастке для отверждения композитных деталей.
Предпосылки создания изобретения
Для отверждения композитной детали необходимо уложить материал слоями и затем отвердить его в автоклаве в форме, придавая ему геометрию конечной детали. Во время цикла отверждения между молекулами смолы образуются связи, придающие материалу необходимые механические свойства. Для этого материал нужно подвергнуть циклу воздействия температуры и давления внутри автоклава, ограничивая лист кожухом на герметичной оснастке и закрыв его вакуумным мешком.
Геометрия оснастки при температуре отверждения смолы должна соответствовать геометрии готовой детали, учитывающей коэффициенты теплового расширения самого материала и оснастки. Для учета этого эффекта применяются поправочные коэффициенты геометрии оснастки, что усложняет ее конструкцию. Для изготовления оснастки идеально было бы использовать материал, имеющий такой же коэффициент теплового расширения, что и отверждаемая деталь так, чтобы таким образом с момента, когда смола отвердеет, и во время ее охлаждения, геометрия детали идеально соответствовала оснастке, и опорные точки, выполненные на оснастке, были бы отмечены на детали в правильном положении.
Это должно быть совместимо с тем фактом, что материал, применяемый для изготовления оснастки, должен иметь наименьшую возможную тепловую массу, сохраняя определенные механические характеристики и характеристики долговечности, что позволяет применять такую оснастку в промышленном производстве, в частности, для циклической обработки в автоклаве, без ухудшения таких характеристик.
Применение термореактивных металлических материалов, например, среди прочих, имеющих коммерческое наименование INVAR 36, NILO 36, позволяет достичь характеристик, необходимых для производства оснастки для отверждения в автоклаве, хотя они обладают некоторыми недостатками по сравнению с другими обычными металлическими материалами, также используемыми в оснастке, такими как конструкционные стали. Среди наиболее важных сравнительных недостатков, влияющих на процесс, следует отметить следующие: худшие механические характеристики, меньшая температуропроводность, большая тепловая масса и значительно более высокая стоимость сырья.
Краткое описание изобретения
Согласно настоящему изобретению предлагается оснастка, которая удовлетворительно решает ранее упомянутые проблемы, особенно в отношении крупногабаритной оснастки, применяемой в самолетостроении.
Согласно настоящему изобретению оснастка содержит:
- опорную структуру, выполненную из металлического материала с высокой температуропроводностью, такого как конструкционная сталь;
- плиту основания с геометрией поверхности, идентичной геометрии отверждаемой детали, выполненную из термореактивного металлического материала, такого как INVAR 36 или NILO 36;
- промежуточную структуру между опорной структурой и плитой основания, имеющую ячеистую конфигурацию типа картонной упаковки для яиц, выполненную из термореактивного материала, такого как INVAR 36 или NILO 36; при этом стороны каждой ячейки достаточно облегчены, чтобы обеспечить поток воздуха под плитой основания во время цикла отверждения; и
- средства для крепления промежуточной структуры к опорной структуре, которые обеспечивают возможность их свободного расширения.
Оснастка выполнена с одной стороны из недорогих материалов с высокой температуропроводностью для достижения нужных термомеханических характеристик, а с другой стороны из термореактивных металлических материалов на ее полезной поверхности, что позволяет производить детали из композита без ограничений, налагаемых разными коэффициентами расширения детали и оснастки.
Упомянутая конфигурация позволяет получить оснастку с наименьшей тепловой массой, снизить количество необходимого сырья, в свою очередь, иметь достаточную конструктивную жесткость, так, чтобы геометрия детали была правильной, что особенно желательно для крупногабаритной оснастки, применяемой в самолетостроении.
Промежуточная структура, предпочтительно, выполнена посредством облегченных продольных кронштейнов и поперечных кронштейнов.
Опорная структура может быть образована двумя продольными двутавровыми балками, соединенными посредством поперечных элементов, при этом упомянутые балки могут содержать множество выравнивающих пластин, выполненных из стали, приваренных к их фланцам так, чтобы образовать ее нижнюю опорную поверхность и опорную плоскость на ней для промежуточной структуры.
Средства крепления промежуточной структуры к опорной структуре, предпочтительно, содержат скользящие полозья на выравнивающих пластинах, присоединенные винтами к уголковым элементам, приваренным к поперечным кронштейнам, и болты, проходящие сквозь них и сквозь выравнивающие пластины на верхнем фланце балок, сквозь отверстия в полозьях и уголковых элементах, имеющие конфигурацию прорези, продольная ось которой ориентирована в направлении центра расширения плиты основания.
Плита основания, предпочтительно, содержит блоки из термореактивного сплава, приваренные в отверстиях, выполненных в ней, для обеспечения возможности крепления оснастки на плите без потери герметичности.
Другие признаки и преимущества настоящего изобретения будут очевидны из нижеследующего подробного описания иллюстративного варианта выполнения настоящего изобретения со ссылками на прилагаемые чертежи, где:
фиг.1 - схематический вид трех основных элементов, образующих оснастку по настоящему изобретению;
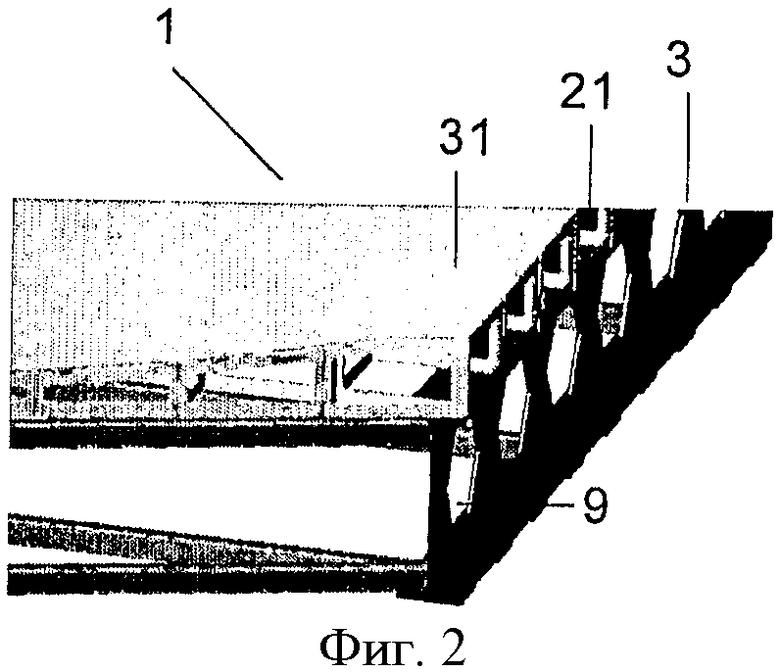
фиг.2 - вид в перспективе угла оснастки по настоящему изобретению с собранными компонентами;
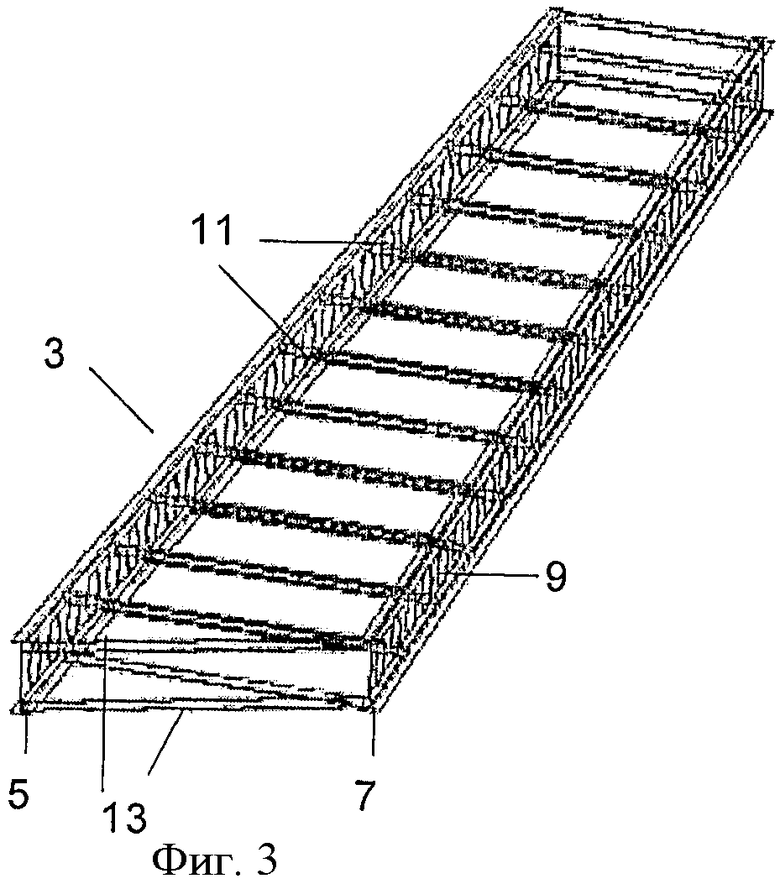
фиг.3 - вид в перспективе опорной структуры оснастки по настоящему изобретению;
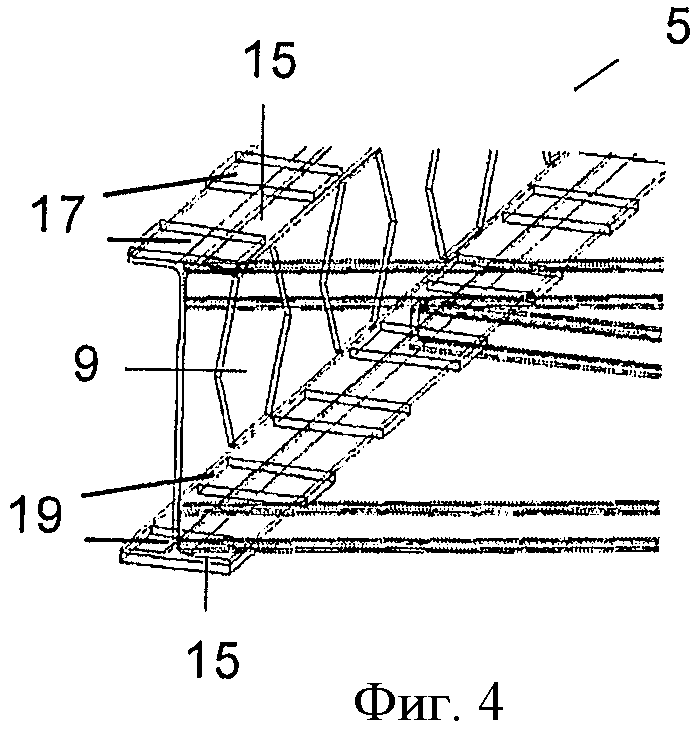
фиг.4 - деталь углового участка опорной структуры оснастки по настоящему изобретению;
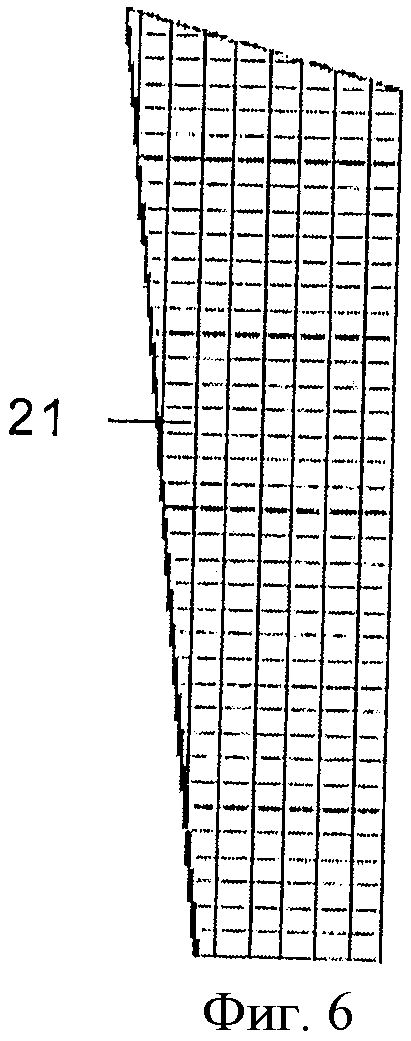
фиг.5 и 6 - виды в перспективе и сверху соответственно промежуточной структуры оснастки по настоящему изобретению;
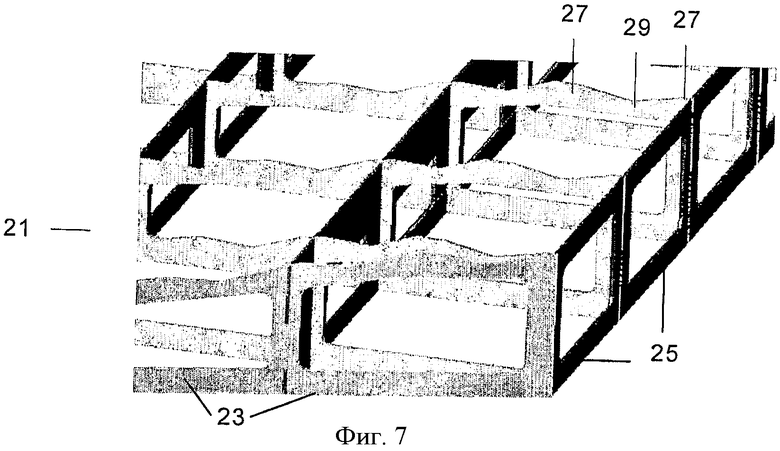
фиг.7 - деталь углового участка промежуточной структуры оснастки по настоящему изобретению;
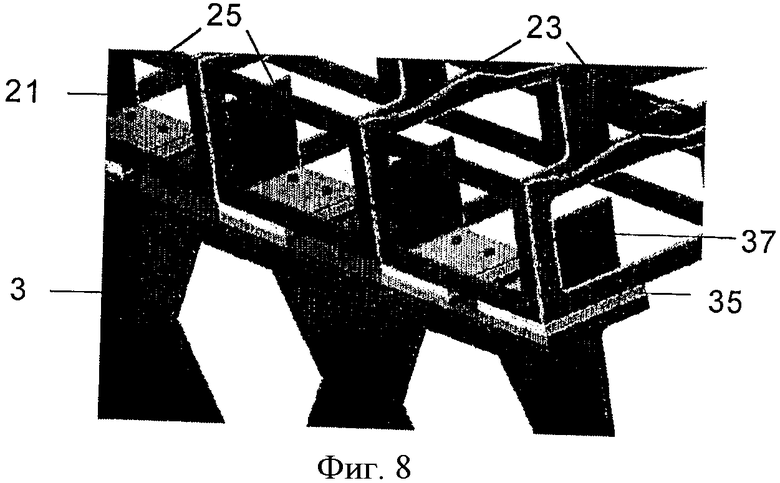
фиг.8 - вид в перспективе, иллюстрирующий крепление промежуточной структуры к опорной структуре;
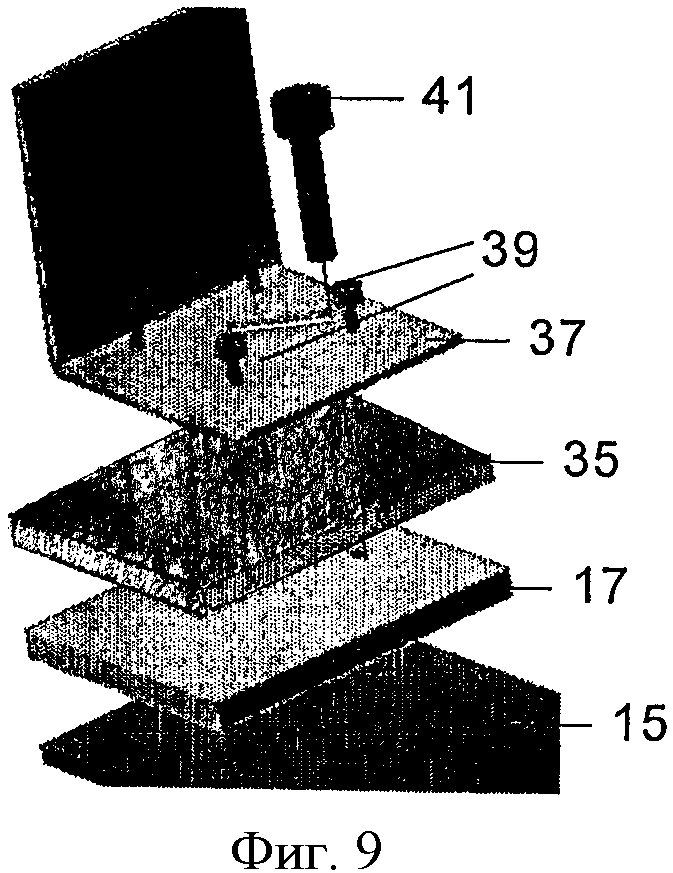
фиг.9 - покомпонентное изображение в перспективе разных элементов, образующих средства крепления промежуточной структуры к опорной структуре;
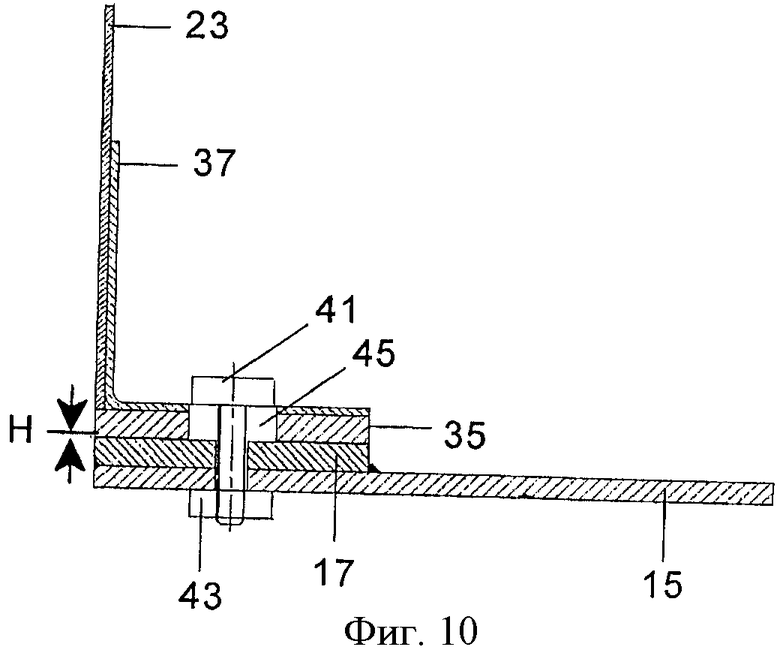
фиг.10 - вид сбоку разных элементов, образующих средства крепления промежуточной структуры к опорной структуре;
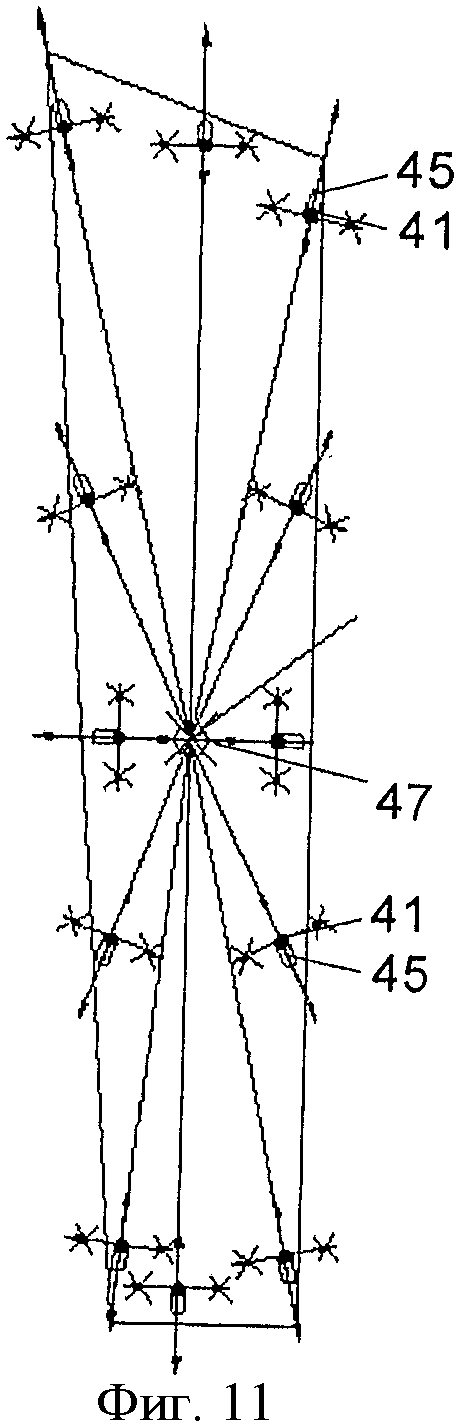
фиг.11 - схематически показывает конфигурацию прорезей для болтов, используемых для крепления промежуточной структуры к опорной структуре.
Подробное описание изобретения
Оснастка 1 для отверждения по настоящему изобретению в первую очередь содержит опорную структуру 3, выполненную из металлического материала, предпочтительно, из конструкционной стали, имеющую две продольные балки 5, 7 с шестигранными облегчающими отверстиями 9 в перемычках, поперечные трубы 11 и диагональные трубы 13, предпочтительно выполненные из стали методом электросварки, и поперечные балки для усиления области такелажных узлов (не показаны).
На опорной структуре 3 расположена расчаленная промежуточная структура 21, выполненная из термореактивного материала, предпочтительно, из термореактивного сплава, такого как INVAR 36 или NILO 36 или подобного, и находящаяся на ней плита 31 основания, также выполненная из металлического материала, предпочтительно, из конструкционной стали, и обработанная под геометрию детали, отверждаемой на поверхности в контакте с оснасткой.
Выравнивающие пластины 17, 19, предпочтительно выполненные из стали и обработанные при формировании опорной структуры 3, приварены к фланцам 15 балок 5, 7 опорной структуры и под ними так, чтобы получить посредством нижних пластин 17 опорную плоскость опорной структуры 3, а посредством верхних пластин 19 - опорную и эталонную плоскость для промежуточной структуры 21.
Выравнивающие пластины 17, приваренные под балками, следовательно, определяют опорные, нивелировочные и центрирующие точки опорной структуры 3.
Плита 31 основания, сформированная из сваренных пластин из термореактивного сплава, предварительно сформированных так, чтобы адаптировать ее к конечной требуемой поверхности, приварена к промежуточной структуре 21. После обработки плиты 31 она должна быть устойчива к высокой температуре на всей своей поверхности.
Промежуточная структура 21 должна быть спроектирована так, чтобы обеспечить возможность потока воздуха под плитой 31 основания во время всего цикла обработки в автоклаве. Предпочтительная конфигурация структуры, подробно показанная на фиг.7, сформирована из поперечных кронштейнов 23 и продольных кронштейнов 25 с большими внутренними облегчающими отверстиями.
Поддержка и сварка плиты 31 основания на поперечных кронштейнах 23 производится раздельно. Форма кронштейна между опорными точками составляет дугу окружности 29, которая обеспечивает минимальные заданные расстояния между облегчающими отверстиями и контуром кронштейна. Поддержка и сварка плиты 31 основания на продольных кронштейнах 25 производится так же, как и на поперечных кронштейнах.
Кронштейны, проходящие по периметру, идеально адаптируются к форме плиты 31 основания по всему периметру нижней поверхности, поскольку приварены к ней прерывистым сварным швом.
Промежуточная структура 21 поддерживается на опорной структуре 3 посредством скользящих полозьев 35, предпочтительно выполненных из бронзы, которые прикреплены к промежуточной структуре 21 через стальные уголки 37, приваренные (прерывистым сварным швом) к поперечным кронштейнам 23. Полозья соединены со стальными уголками 37 винтами 39.
Указанная поддержка промежуточной структуры 21 на опорной структуре 3 осуществляется на выравнивающих пластинах 17, приваренных и обработанных на верхнем фланце 15 балок 5, 7 опорной структуры 3, образуя общую опорную плоскость для всех скользящих полозьев 35.
Крепление промежуточной структуры 21 на опорной структуре 3 осуществляется болтами 41, проходящими сквозь стальные уголки 37, скользящие полозья 35, выравнивающие пластины 17 и фланец 15 балок 5, 7, и гайкой, затянутой со стороны балки, при этом между скользящими полозьями 35 и выравнивающей пластиной 17, поддерживающей их, оставлен зазор А.
Конфигурация болтов 41 должна допускать свободное независимое расширение двух структур 3, 21 так, чтобы при любом состоянии расширения направление продольной и поперечной осей оснастки (центр расширения плиты основания во время расширения остается неподвижным) сохранялось. Это достигается за счет выполнения прорезей 45 в скользящих пластинах и в стальных уголках. Для определения размера прорезей 45 следует учитывать тот факт, что их направление должно совпадать с соединяющей линией между центром 47 расширения и центром болта 41.
Прорези 45 в скользящих полозьях 35 и в стальных уголках 37 должны иметь достаточную длину, чтобы ось болта 41, закрепленного в выравнивающей пластине 17 и фланце 15 балки 5, 7, могла скользить без помех во время всего цикла отверждения.
Плита 31 основания должна содержать приваренные (плотно приваренные) блоки из термореактивного сплава в отверстиях, выполненных в плите, чтобы обеспечить возможность сверления точек крепления оснастки в плите без потери ее герметичности.
В описанный выше предпочтительный вариант выполнения могут вноситься любые модификации, входящие в объем защиты изобретения, определяемый приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНЫЙ УЗЕЛ (ВАРИАНТЫ) | 2024 |
|
RU2827603C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| СИСТЕМА ПОКРЫТИЯ ПОЛА С КОСЫМ УЗОРОМ | 2005 |
|
RU2386761C2 |
| БЫСТРОВОЗВОДИМОЕ КАРКАСНОЕ ЗДАНИЕ | 2019 |
|
RU2713847C1 |
| ПАНЕЛЬ НАСТИЛА МОСТА, КОМБИНАЦИЯ ИЗ, ПО МЕНЬШЕЙ МЕРЕ, ДВУХ ПАНЕЛЕЙ С Н-ОБРАЗНЫМ ЗАЖИМОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ (ВАРИАНТЫ), МОСТ И СПОСОБ КОНСТРУИРОВАНИЯ МОСТА | 2001 |
|
RU2259439C2 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| ПЕРЕДНИЙ УЗЕЛ КРЕПЛЕНИЯ СТАБИЛИЗАТОРА ЛЕТАТЕЛЬНОГО АППАРАТА, СОПРЯГАЕМЫЙ С РАБОТАЮЩИМ НА РАСТЯЖЕНИЕ СОЕДИНЕНИЕМ ДВУХ БОКОВЫХ КЕССОНОВ СТАБИЛИЗАТОРА | 2009 |
|
RU2513358C2 |
| ПЕРЕДВИЖНАЯ ОПАЛУБКА ДЛЯ СТРОИТЕЛЬСТВА ТОННЕЛЕЙ ОТКРЫТЫМ СПОСОБОМ | 2024 |
|
RU2830678C1 |
| Передвижное опорно-центровочное устройство для сборки и сварки магистрального трубопровода | 1983 |
|
SU1121529A1 |
Изобретение относится к оснастке для отверждения композитных деталей. Гибридная оснастка содержит опорную структуру, выполненную из металлического материала с высокой температуропроводностью, плиту основания, промежуточную структуру. Плита основания имеет поверхность, идентичную поверхности отверждаемой детали, и выполнена из термореактивного металлического материала. Промежуточная структура, расположенная между опорной структурой и плитой основания, имеет ячеистую структуру и выполнена из термореактивного материала. При этом стороны каждой ячейки облегчены настолько, чтобы обеспечить поток воздуха под плитой основания во время цикла отверждения. Оснастка также содержит средства для крепления промежуточной структуры к опорной структуре, которые обеспечивают возможность их свободного расширения. Решение направлено на повышение механических характеристик, повышение теплопроводности, уменьшение тепловой массы материала. 4 з.п. ф-лы, 11 ил.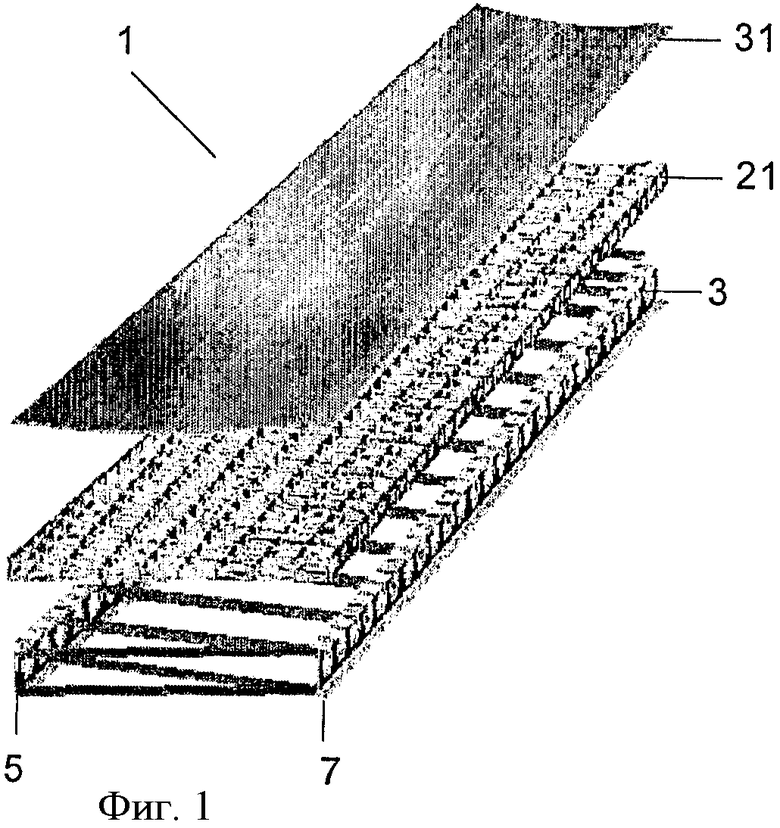
1. Оснастка (1) для отверждения композитных деталей, отличающаяся тем, что содержит:
опорную структуру (3), выполненную из металлического материала с высокой температуропроводностью,
плиту основания (31) с геометрией поверхности, идентичной геометрии отверждаемой детали, выполненную из термореактивного металлического материала,
промежуточную структуру (21) между опорной структурой (3) и плитой основания (31), имеющую ячеистую конфигурацию, при этом стороны каждой ячейки достаточно облегчены, чтобы обеспечить поток воздуха под плитой основания (31) во время цикла отверждения, и выполненную из термореактивного материала, и
средства для крепления промежуточной структуры (21) к опорной структуре (3), которые обеспечивают возможность их свободного расширения.
2. Оснастка по п. 1, отличающаяся тем, что промежуточная структура (21) выполнена посредством облегченных продольных кронштейнов (25) и поперечных кронштейнов (23).
3. Оснастка по любому из предшествующих пунктов, отличающаяся тем, что опорная структура (3) образована двумя продольными двутавровыми балками (5, 7), соединенными посредством поперечных элементов (11), при этом упомянутые балки содержат множество выравнивающих пластин (17, 19), выполненных из стали, приваренных к их фланцам (15) так, чтобы образовать ее нижнюю опорную поверхность и опорную плоскость на ней для промежуточной структуры (21).
4. Оснастка по п. 3, отличающаяся тем, что средства крепления промежуточной структуры (21) к опорной структуре (3) содержат скользящие полозья (35) на выравнивающих пластинах (17), присоединенные винтами (39) к уголковым элементам (37), приваренным к поперечным кронштейнам (25), и болты (41), проходящие сквозь них и сквозь выравнивающие пластины (17) на верхнем фланце (15) балок (5, 7), сквозь отверстия в полозьях (35) и уголковых элементах (37), имеющие конфигурацию прорези, продольная ось которой ориентирована в направлении центра (47) расширения плиты (31) основания.
5. Оснастка по п. 1, отличающаяся тем, что плита (31) основания содержит блоки из термореактивного сплава, приваренные в отверстиях, выполненных в ней, для обеспечения возможности крепления оснастки на плите (31) без потери герметичности.
| US 6168358 B1, 02.01.2001 | |||
| US 4398693 A, 16.08.1983 | |||
| Способ получения сложного удобрения | 1983 |
|
SU1231046A1 |
| US 2002096620 A1, 25.07.2002 | |||
| US 5902535 A, 11.05.1999 | |||
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |

