Область техники, к которой относится изобретение
Изобретение относится к гибкому шлифовальному изделию в соответствии с ограничительной частью независимого пункта 1 формулы изобретения. Кроме того, изобретение относится к способу в соответствии с ограничительной частью независимого пункта 15 формулы изобретения, который относится к изготовлению подобного шлифовального изделия.
В шлифовальном изделии такого типа выполнены специальные углубления для удаления пыли со шлифуемой поверхности, а также для охлаждения этой поверхности.
Уровень техники
Хорошо известно изготовление дисковых шлифовальных изделий, состоящих из гибкой основы, например бумаги. На одной стороне основы нанесен, по меньшей мере, один адгезионный слой, который содержит, по существу, непрерывный слой шлифовального агента, по существу, нанесенный на него.
Для непрерывного поддержания шлифовального действия шлифовального изделия как можно большее количество пыли, образующейся при шлифовании, необходимо удалять из пространства между шлифовальным изделием и шлифуемой поверхностью шлифуемого объекта. Поскольку основа таких шлифовальных изделий обычно непроницаема для воздуха и пыли, в этих изделиях обычно формируют специально выполненные отверстия, которые продолжаются через шлифовальное изделие и соединены с воздушными каналами, через которые, например, можно отсасывать пыль, образуемую при шлифовании, продолжая при этом выполнять шлифование. Такие изделия описаны, например, в документе ЕР 0781629.
Такие известные шлифовальные изделия изготавливают так, что подготовленное в других отношениях шлифовальное изделие подают через устройство, в котором в шлифовальном изделии формируют отверстия с использованием процессов перфорирования или пробивки. Однако такой способ изготовления шлифовального изделия со сквозными отверстиями имеет ряд недостатков. Перфорирование приводит к образованию трещин и других нежелательных деформаций у кромок отверстий, причем как в основе, так и в адгезионном слое. Вследствие образования трещин и деформаций перемычки из материала между отверстиями должны быть выполнены относительно широкими, поскольку узкие перемычки из материала могут быть легко разрушены. Следовательно, отверстия должны быть расположены на относительно большом расстоянии друг от друга, в результате чего не обеспечивается достаточно эффективная очистка шлифовального изделия, при этом относительно быстро падает эффективность шлифования во время его выполнения.
Такое перфорирование приводит и к другим недостаткам. Перфорирование основы ослабляет шлифовальное изделие до такой степени, что из него не может быть образована непрерывная шлифовальная лента. Причина заключается в том, что перфорирование приводит к повышенному растяжению основы, когда ее подвергают напряжению. Кроме того, в процессе перфорирования по краям отверстий основы часто образуется кромка, перпендикулярная основной плоскости шлифовального изделия. Эта кромка затрудняет удаление пыли, образуемой при шлифовании, через отверстия шлифовального изделия. Кроме того, в общем, известно, что при перфорировании из-за наличия твердого шлифовального агента происходит быстрый износ перфоратора.
Естественно, большинство вышеупомянутых недостатков можно устранить посредством нанесения покрытия на основу шлифовального изделия после его перфорирования, пропитки и покрытия достаточным количеством адгезионных слоев, как описано в документе US 2838890. Проблема, связанная с этим решением, заключается в том, что такое шлифовальное изделие нельзя использовать для изготовления непрерывной шлифовальной ленты, либо шлифовальные ленты, изготавливаемые из перфорированных шлифовальных изделий, могут быть выполнены из шлифовальных изделий с относительно толстой основой. Основа должна быть толстой, чтобы исключить растяжение шлифовальной ленты. Однако пропитка и покрытие основы согласно указанной выше публикации делают основу хрупкой, а это означает, что шлифовальное изделие может быть изогнуто лишь незначительно, иначе это приведет к его разрушению. Следовательно, шлифовальная лента, изготовленная из такого шлифовального изделия, может быть легко разрушена при ее использовании. Если шлифовальная лента достаточно эластична, так что она не разрушается, то возникает опасность того, что лента при натяжении будет весьма значительно растянута.
Также были разработаны сетчатые шлифовальные изделия на тканой основе со сквозными отверстиями для удаления пыли. Такое решение описано, например, в публикации WO 96/13358. Проблема, связанная с этим решением, заключается в том, что ткань требует применения специальной технологии изготовления и, следовательно, ее использование связано с большими затратами. Кроме того, обработка и покрытие ткани требуют применения специальных способов. Далее, готовое изделие имеет недостаток, заключающийся в том, что обрез и перфорированные края ослаблены отверстиями, которые находятся на линии резки, поскольку они формируют вырезы на краях готового изделия.
Проблему, возникающую в связи с вышеупомянутым перфорированием шлифовальных изделий, уменьшают посредством использования в качестве основы ткани с отверстиями или сетки, большая часть поверхности которой проницаема для воздуха. Однако шлифовальные изделия, создаваемые таким способом, обладают меньшей шлифовальной способностью, чем описанные ранее шлифовальные изделия, поскольку на ткань или сетку не может быть нанесен непрерывный и по существу ровный слой шлифовального агента. Слой со шлифовальным агентом не будет находиться в однородной основной плоскости, а будет следовать по неровной поверхности ткани или сетки в различных плоскостях. Если количество шлифовального агента, действующего на поверхность обрабатываемой детали, меньше на единицу площади по сравнению со случаем, когда шлифовальным агентом покрыта вся поверхность, шлифовальное действие будет ухудшено. Такое шлифовальное изделие описано, например, в документе FI 96584.
Раскрытие изобретения
Проблемы, связанные с известными решениями, фактически решены посредством настоящего изобретения. При этом задача изобретения заключается в создании гибкого шлифовального изделия, с которым легко обращаться и которое обладает высокой прочностью, а также достаточной способностью удаления пыли.
Эта задача решена посредством гибкого шлифовального изделия и способа его изготовления, охарактеризованных признаками независимых пунктов 1 и 15 формулы изобретения. В соответствующих зависимых пунктах формулы изобретения описаны предпочтительные варианты выполнения настоящего изобретения, которые улучшают его работу.
В данном описании и в прилагаемых пунктах формулы изобретения использованы термины «пора» и «пористость» для обозначения структуры каналов, которая по существу проходит через материал. Такая структура каналов может быть образована искусственным образом, либо она может представлять собой естественную характеристику материала.
Термин «шлифуемая поверхность» означает поверхность обрабатываемой детали, на которую направлено воздействие шлифовального изделия.
Шлифовальное изделие и способ его изготовления, согласно изобретению, обеспечивают несколько существенных преимуществ по сравнению с известным уровнем техники. При этом нет необходимости выполнять перфорации в основе, уже покрытой шлифовальным агентом, поскольку адгезионный слой наносят на основу, на верхней поверхности которой уже сформированы отверстия, полученные при наслаивании слоя с полостями на базовый слой. Это, естественно, упрощает изготовление шлифовального изделия, а также позволяет снизить затраты. Структура с отверстиями на верхней поверхности основы также может быть получена простым способом, так что в покрытии у краев отверстия не будут образованы трещины или кромка. Поскольку образование трещин не происходит, отверстия на верхней поверхности могут быть расположены весьма близко друг к другу, и поэтому перемычки из материала между отверстиями могут быть узкими. Это обеспечивает более эффективное удаление пыли, образуемой при шлифовании, и охлаждение шлифуемой поверхности.
Еще одно важное преимущество, обеспечиваемое изобретением, заключается в том, что адгезионный слой продолжается в виде по существу непрерывного слоя от верхней поверхности основы до ее структуры с отверстиями и до созданных в ней краевых поверхностей.
Поскольку адгезионный слой проходит по краевой поверхности структуры с отверстиями, переходная зона между верхней поверхностью основы и краевой поверхностью будет однообразной и гладкой без каких-либо трещин или кромок, что способствует собиранию в шлифовальное изделие из пространства между верхней поверхностью шлифовального изделия и заготовкой частиц пыли, образуемой при шлифовании.
Адгезионный слой также упрочняет краевые поверхности основы, как и донные участки углублений, которые образованы из структуры отверстий, поскольку адгезионный слой предпочтительно также может пропитывать эти поверхности. Таким образом, адгезионный слой может покрывать часть краевой поверхности или даже всю поверхность углублений.
Шлифовальное изделие также может быть изготовлено весьма гибким посредством наслаивания друг на друга двух по существу нерастяжимых тонких материалов. При этом шлифовальное изделие можно использовать, например, для изготовления непрерывных шлифовальных лент.
Свойства транспортирования пыли такого шлифовального изделия лучше, чем у конкурентных изделий, поскольку структура отверстий на верхней поверхности основы формирует временное место содержания или резервуар для пыли и остатков, образуемых при шлифовании. При этом пыль и остатки, образуемые при шлифовании, могут скапливаться в отверстиях и углублениях, в то время как шлифовальное изделие находится на шлифуемой поверхности. Как только в шлифовальном изделии будет создан воздушный поток, собранная пыль или остатки от шлифования можно транспортировать далее.
Свойства транспортирования пыли могут быть дополнительно улучшены посредством формирования базового слоя из пористого материала. Такой материал предпочтительно можно использовать при производстве шлифовальных изделий для вибрационных шлифовальных машин, например, когда требования к стойкости к растяжению не настолько важны, как в случае шлифовальной ленты.
Когда материал базового слоя содержит крепежный элемент или нижняя сторона базового слоя выполнена с известными крепежными петлями, шлифовальное изделие можно легко применять в известных шлифовальных машинах.
Другие преимущества и детали изобретения будут очевидны из приведенного ниже описания.
Краткое описание чертежей
Изобретение поясняется чертежами, на которых представлено:
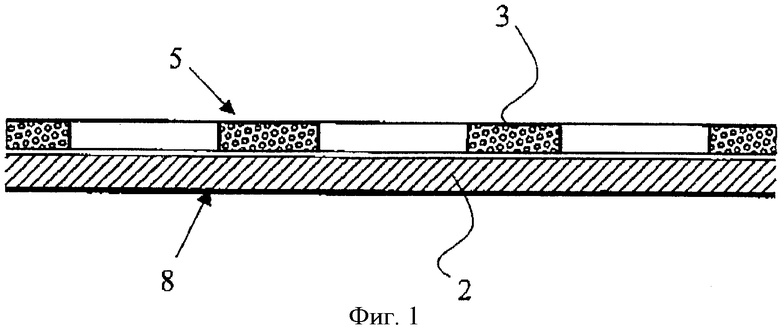
фиг.1 - поперечное сечение варианта выполнения конструкции шлифовального изделия согласно изобретению, в котором слой с полостями образован из пористого материала;
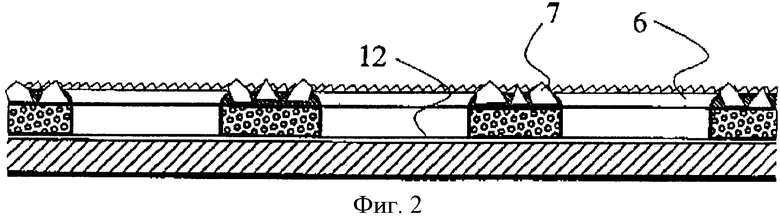
фиг.2 - поперечное сечение шлифовального изделия согласно фиг.1, на котором также виден слой шлифовального изделия, содержащий шлифовальный агент;
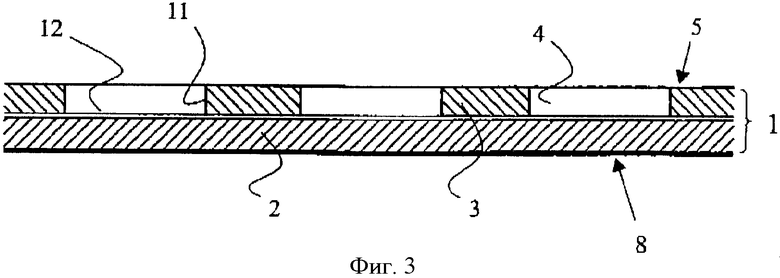
фиг.3 - поперечное сечение предпочтительного варианта выполнения конструкции шлифовального изделия, в котором слой с полостями образован из перфорированного материала;
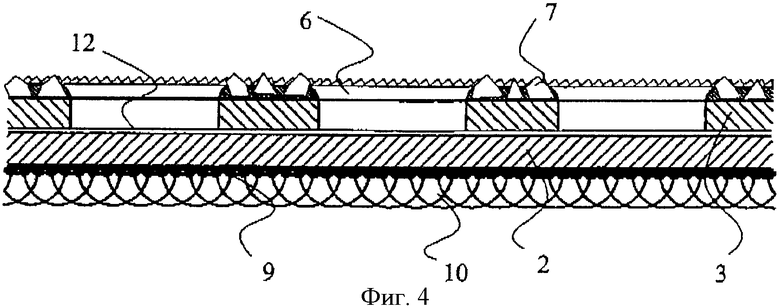
фиг.4 - поперечное сечение шлифовального изделия согласно фиг.3, где также видны слой со шлифовальным агентом и крепежная ткань на его противоположной стороне;
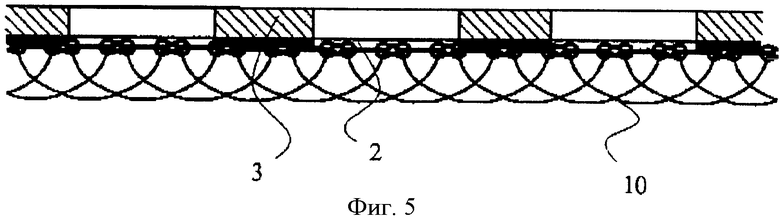
фиг.5 - поперечное сечение предпочтительного варианта выполнения конструкции шлифовального изделия согласно изобретению, в котором базовый слой выполнен из тканого материала;
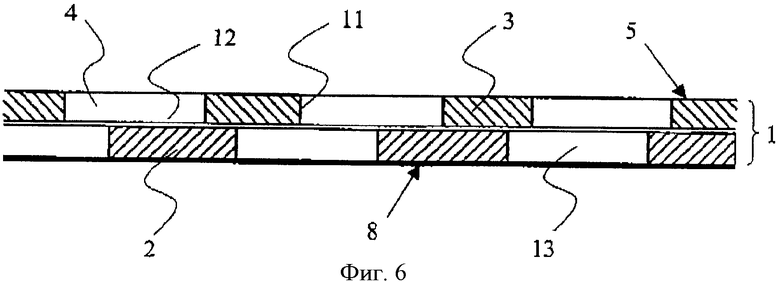
фиг.6 - поперечное сечение предпочтительного варианта выполнения конструкции шлифовального изделия, в котором слой с полостями и базовый слой изготовлены из перфорированного материала;
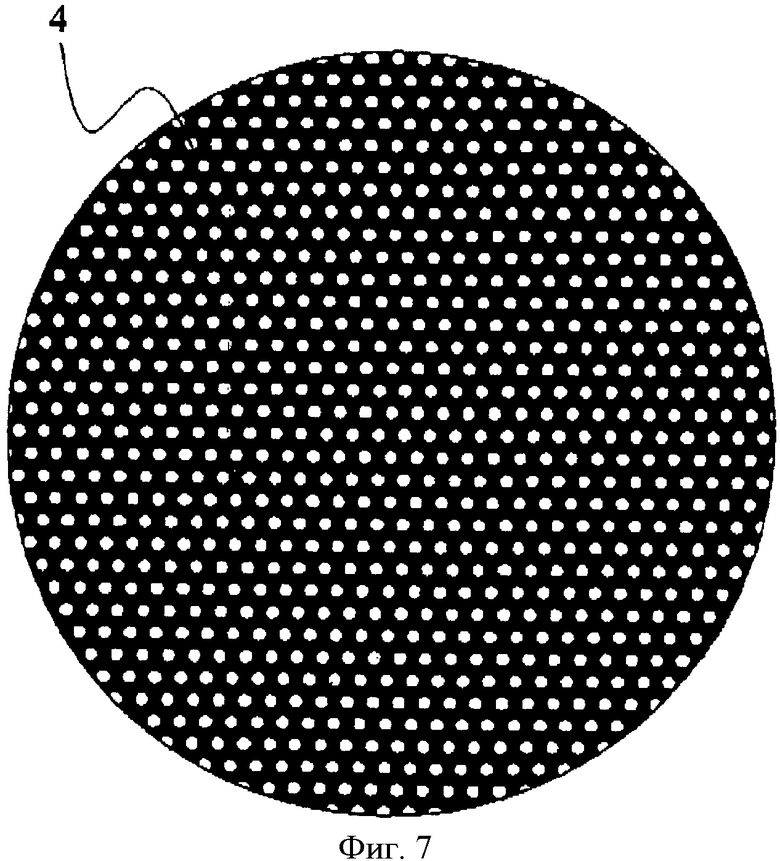
фиг.7 - вид в плане шлифовального диска, сформированного согласно изобретению;
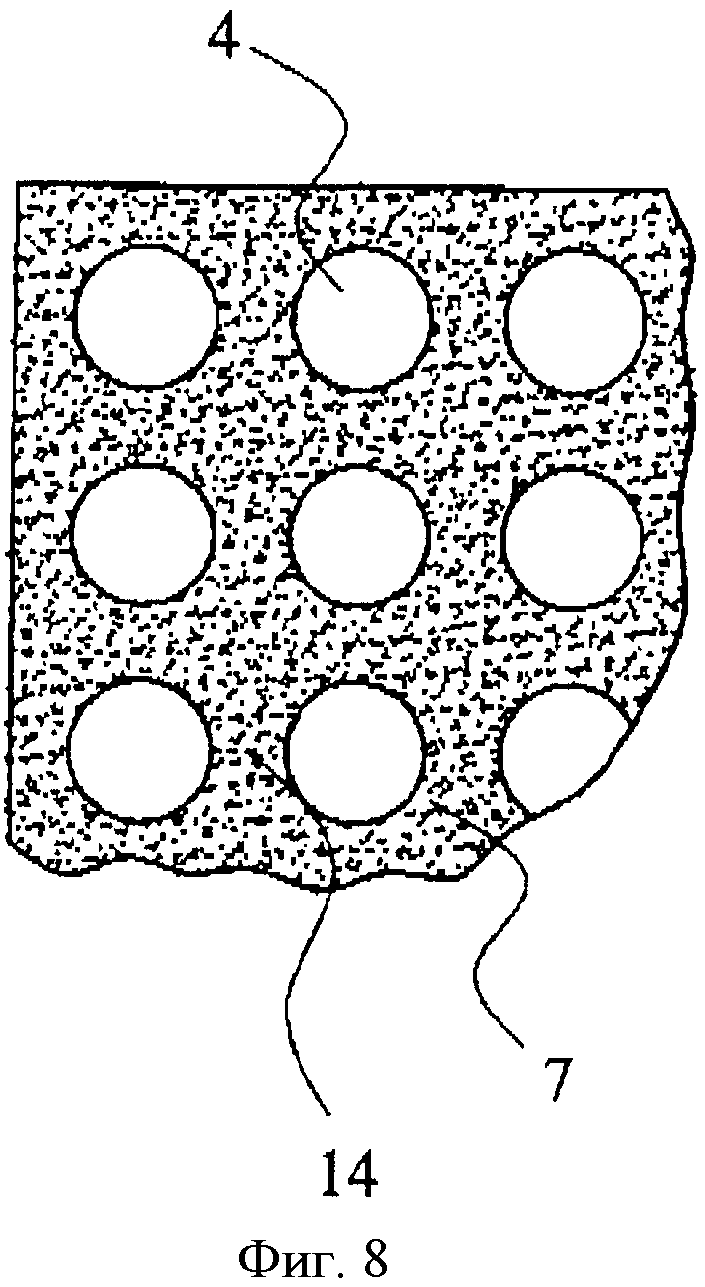
фиг.8 - вид в плане части шлифовального изделия согласно предпочтительному варианту выполнения изобретения;
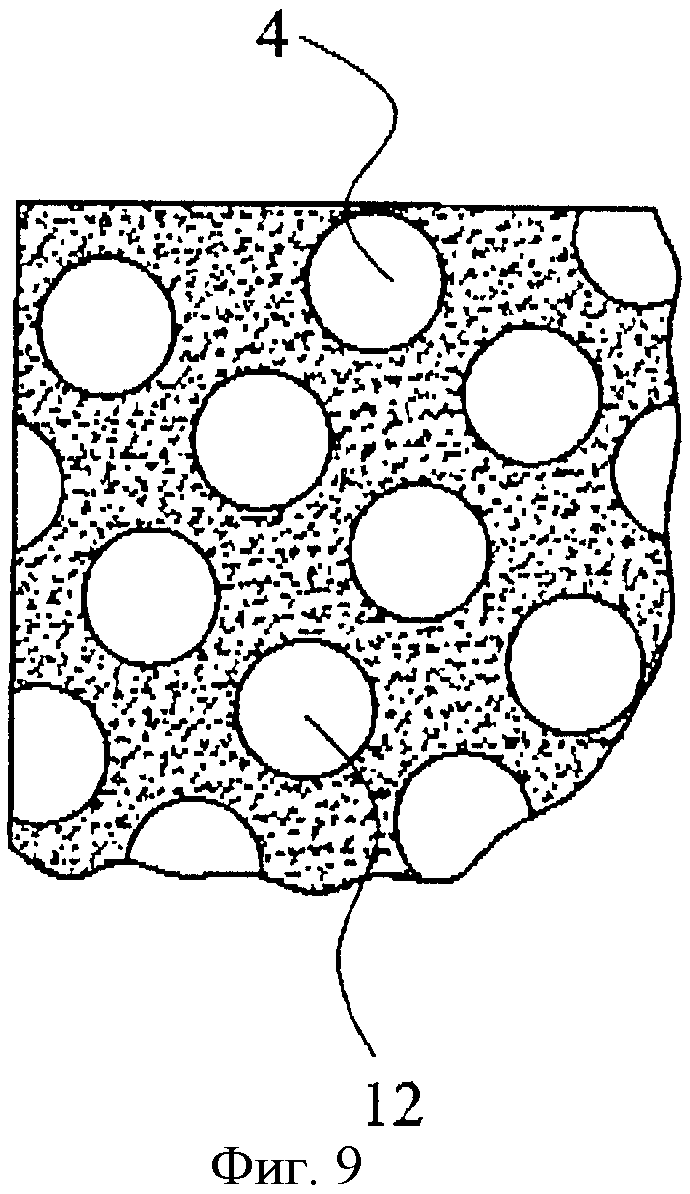
фиг.9 - вид в плане части шлифовального изделия согласно другому предпочтительному варианту выполнения изобретения;
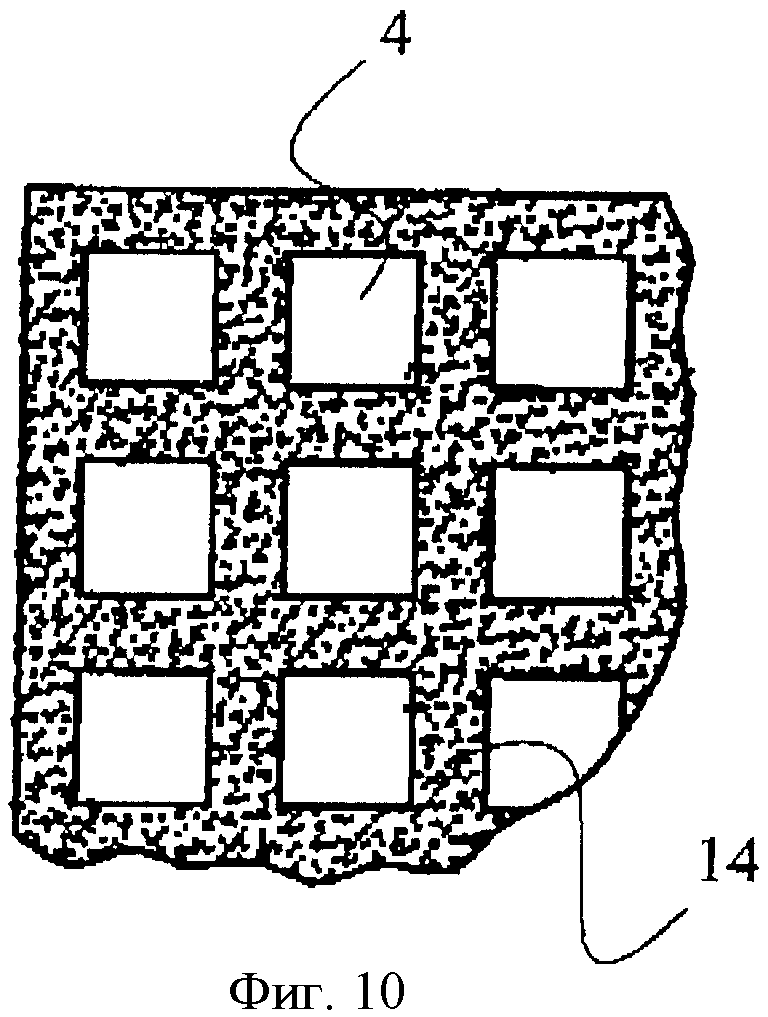
фиг.10 - вид в плане части шлифовального изделия согласно еще одному предпочтительному варианту выполнения изобретения;
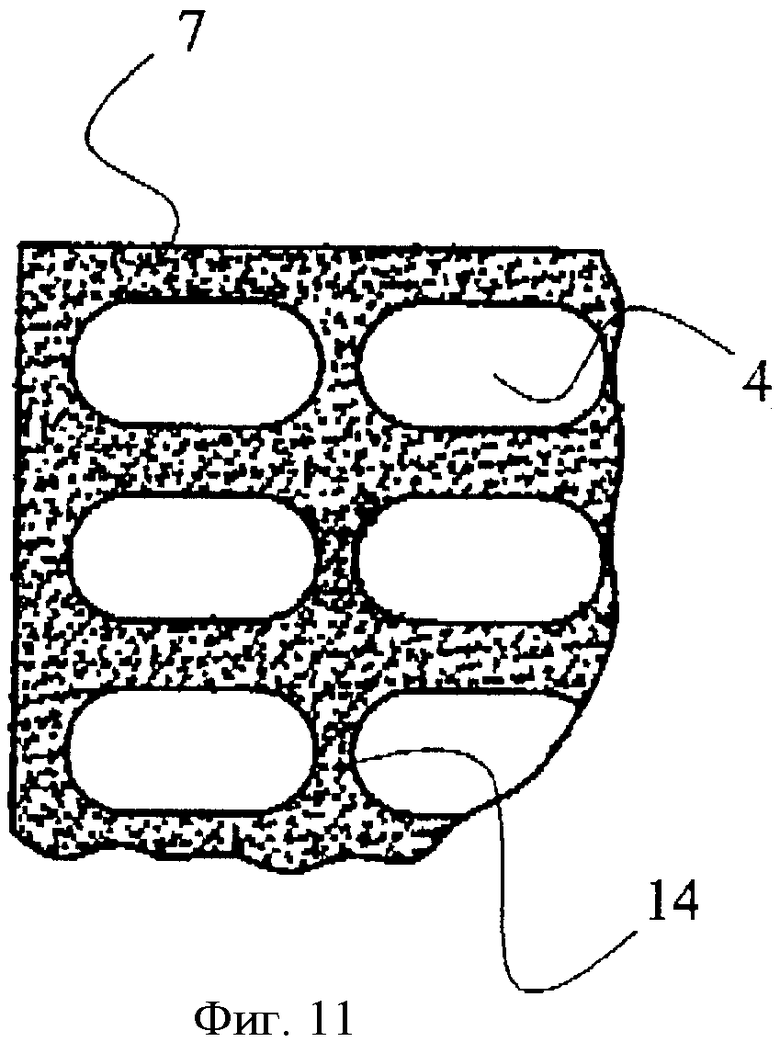
фиг.11 - вид в плане части шлифовального изделия согласно предпочтительному варианту выполнения изобретения.
Осуществление изобретения
Далее со ссылками на указанные выше фигуры описан предпочтительный вариант выполнения конструкции гибкого шлифовального изделия. Техническое решение содержит компоненты, показанные на фигурах, при этом каждый компонент обозначен соответствующей ссылочной позицией. Эти ссылочные позиции соответствуют номерам, которые использованы в приведенном ниже описании.
Гибкое шлифовальное изделие, показанное на фигурах, содержит основу 1, которая состоит из бумаги, плетеной ткани или пленки, изготовленной, например, из приемлемого полимера. Как показано на фигурах, основа содержит два наложенных друг на друга слоя, то есть нижний базовый слой 2 и верхний пористый слой, на который нанесен шлифовальный агент, который далее называется слоем 3 с полостями. Этот слой с полостями согласно фиг.1 и 2 выполнен в виде слоя с естественными порами, проницаемый для пыли, но он предпочтительно также может быть получен посредством перфорирования соответствующей бумаги или пленки, чтобы сформировать в ней отверстия соответствующей формы, как, например, показано на фиг.3 и 4. Конструкция основы лучше всего показана на фиг.1 и 3.
Если пористость материала с естественными порами достаточна, как, например, в случае плетеной сетчатой ткани, для получения предполагаемой структуры с отверстиями не требуется отдельного перфорирования; в ином случае даже такой материал может быть заранее перфорирован. На фиг.1 и 2 схематично показаны полости, которые при этом образованы в основе.
Когда слой 3 с полостями нанесен на базовый слой 2, образуются углубления 4 или полости согласно варианту выполнения, показанному на фиг.1-4. Полости продолжаются через одну поверхность основы 1, которая в дальнейшем называется верхней поверхностью 5. Количество, форма, размеры и распределение углублений могут изменяться по необходимости в зависимости от шлифовального изделия. Углубления могут быть распределены по слою с полостями равномерно или случайным образом. Когда слой с полостями перфорирован, углубления могут быть даже распределены в соответствии с другими схемами, чем схемы, которые используют на верхней поверхности. Распределение и форма перфораций представлены на фиг.7-11.
На верхней поверхности 5 основы 1 согласно фиг.2 или 4 показан адгезионный слой 6. Как внутри этого адгезионного слоя, так и на нем расположен слой со шлифовальным агентом 7, причем в этом случае слои с адгезионным веществом и шлифовальным агентом образуют по существу непрерывный слой на верхней поверхности. Поверхность основы, противоположная верхней поверхности, то есть ее нижняя поверхность 8, образует по существу плоский и прочный слой, пригодный для шлифовальной ленты. Здесь также следует заметить, что толщина основы, адгезионного слоя и слоя со шлифовальным агентом на фигурах для ясности преувеличена.
Также допустимо располагать на нижней поверхности 8 основы 1 отдельный крепежный слой. Он может быть образован, например, из трикотажной ткани. На нижней поверхности такой ткани предпочтительно расположены крепежные петли 10, отходящие от этой поверхности, как показано на фиг.4 и 5. Посредством этих крепежных петель шлифовальное изделие может быть прикреплено к поверхности типа Valcro (не показана), расположенной на шлифовальном инструменте. Ткань с крепежными петлями, естественно, может быть заменена другим известным крепежным слоем, например самоклеящимся слоем.
Вариант выполнения конструкции шлифовального изделия, показанный на фиг.1-4, содержит углубления 4, расположенные рядом друг с другом и продолжающиеся через слои 7 и 6 шлифовального агента и адгезионного вещества, и частично в основу 1. Таким образом, углубления формируют место содержания или резервуар в верхней поверхности шлифовального изделия, которое выполняет функцию сборника для удаления со шлифуемой поверхности пыли и остатков, образуемых при шлифовании. В вариантах выполнения конструкции согласно фиг.1 и 2 слой с полостями содержит материал с естественными порами. С другой стороны, в вариантах выполнения конструкции согласно фиг.3 и 4 слой с полостями содержит перфорированный материал, в котором углубления образованы, по существу, однородными краевыми поверхностями 11 в основе. Краевые поверхности, по существу, перпендикулярны основной плоскости шлифовального изделия, образованной верхней поверхностью 5.
Согласно фиг.2 и 4, по существу, равномерный адгезионный слой 6 продолжается до углублений 4 и далее по краевым поверхностям 11 в перфорированный слой 3 с полостями. Адгезионный слой предпочтительно нанесен в виде, по существу, непрерывного слоя от верхней поверхности 5 основы по краевой поверхности, при этом адгезионный слой образует закругленный край между верхней поверхностью основы и краевой поверхностью. Адгезионный слой может проходить далее до донной части 12 углубления и даже через нее с целью его упрочнения.
Во втором предпочтительном варианте выполнения согласно фиг.5 ламинированная основа 1 содержит базовый слой 2 из пористого материала, например из тканого или трикотажного материала, либо из подобного проницаемого для пыли материала. Материал предпочтительно может быть подготовлен таким образом, чтобы он представлял собой материал с, по существу, ровной и гладкой поверхностью, а также обладал достаточной прочностью. В этом случае углубления 4, образованные из слоя 3 с полостями и расположенные рядом друг с другом, формируют часть структуры с каналами, которая проходит, по существу, через всю основу.
В третьем предпочтительном варианте выполнения ламинированная основа 1 содержит базовый слой 2 из заранее перфорированного материала. Такое перфорирование может быть выполнено таким образом, чтобы, по существу, перекрывать отверстия слоя с полостями, как показано на фиг.6. Слои слоистой структуры и отверстия в них также могут быть расположены случайным образом, и в этом случае углубления 4, расположенные в основе рядом друг с другом, взаимодействуя с отверстиями 13 в базовом слое только в некоторых местах, формируют структуру с каналами, которая проходит через основу.
Когда шлифовальные изделия согласно предпочтительным вариантам выполнения предназначены для механического шлифования, на них описанным выше способом формируют крепежные петли 10 или подобный крепежный слой 9. Если базовый слой 2 содержит тканый, нетканый, или трикотажный материал, или аналогичный материал, на нижней поверхности 8 основы могут быть сформированы соответствующие крепежные петли согласно фиг.4 или 5.
При шлифовании шлифовальным изделием, представленным на фиг.2 или 4, углубления 4 в основной плоскости поглощают пыль и остатки, образуемые при шлифовании, которые удаляют со шлифуемой поверхности во время шлифования. Таким образом, углубления обеспечивают транспортирование пыли, образуемой при шлифовании, от места непосредственного контакта между шлифовальным изделием и шлифуемой поверхностью. Посредством этого обеспечивается более продолжительное время шлифования по сравнению со случаем, когда пыль остается на поверхности шлифовального агента и быстро заполняет углубления между шлифовальными частицами. В то же время углубления опорожняют от пыли и остатков, образуемых при шлифовании, при подаче охлаждающего воздуха к шлифуемой поверхности, при этом исключается перегрев шлифуемой поверхности и обеспечивается дополнительное улучшение результата шлифования.
При шлифовании с использованием шлифовального изделия согласно фиг.5 или 6 на задней поверхности шлифовального изделия создают низкое давление известным способом, в результате чего воздух протекает из отверстия между шлифовальным изделием и шлифуемой поверхностью. Воздух всасывается в углубления и далее через поры или отверстия 13 в базовом слое. При этом воздушный поток транспортирует пыль и остатки, образуемые при шлифовании, которые удаляют со шлифуемой поверхности при выполнении шлифования, обеспечивая тем самым более продолжительное шлифование, чем в случае, когда пыль остается на шлифуемой поверхности.
Во всех описанных выше вариантах выполнения облегчается удаление пыли, образуемой при шлифовании, поскольку отверстия у краев основы не содержат трещин и других неровностей. Благодаря равномерности и непрерывности слоя со шлифовальным агентом перемычки 14 из материала между отверстиями на верхней поверхности основы могут быть выполнены узкими. Это дополнительно способствует удалению пыли, образуемой при шлифовании, с поверхности перемычек из материала к структурам, ведущим к отверстиям.
При изготовлении дискового гибкого шлифовального изделия согласно фиг.1 и 2 для слоя 3 с полостями выбирают приемлемый пористый материал. После этого слой с полостями, такой как описано выше, наслаивают на базовый слой 2 и на полученную основу 1, на которую нанесены адгезионный слой 6 и слой со шлифовальным агентом 7. Наконец, на нижней поверхности основы закреплен соответствующий крепежный слой 9.
Дисковое гибкое шлифовальное изделие согласно фиг.3 и 4 создают посредством первоначального перфорирования бумаги или подходящей пленки для получения слоя 3 с полостями. После этого слой с полостями и базовый слой 2 налагают друг на друга для формирования однородной основы 1. На верхнюю поверхность основы наносят адгезионный слой 6, после чего на адгезионный слой накладывают по существу непрерывный слой из шлифовального агента 7. Предпочтительно за этим следует нанесение поверхностного адгезионного слоя, чтобы связать шлифовальный агент. Затем ткань с петлями или другой соответствующий крепежный слой 9 можно, например, прикрепить к нижней поверхности 8 основы, причем предпочтительно посредством волокнистых нитей или точек расплавленного адгезионного вещества.
При изготовлении дискового гибкого шлифовального изделия, согласно фиг.5, бумагу или подходящую для этого пленку также вначале перфорируют, чтобы получить слой 3 с полостями. Различие по сравнению с предыдущим предпочтительным вариантом заключается в том, что на слой с полостями наслаивают пористый материал, переплетенный или другой перфорированный материал для формирования однородной основы. На верхнюю часть основы соответствующим образом наносят шлифовальный агент 7 и крепежный слой 9. Поскольку основа имеет множество сквозных отверстий, когда на основу наносят адгезионный слой и слой со шлифовальным агентом, нет необходимости формировать отверстия в готовом шлифовальном изделии посредством перфорирования или другого подобного механического процесса. Пористый базовый слой также может быть покрыт слоем с полостями, который тоже изготовлен из пористого материала.
Согласно фиг.6, если слой 3 с полостями и базовый слой 2 изготовлены из перфорированного материала, то отверстия обоих слоев могут быть расположены таким образом, чтобы они, по существу, перекрывали друг друга, при этом получают слоистую структуру посредством нанесения ламинирующего слоя с аналогичными отверстиями. С другой стороны, отверстия слоев слоистой структуры могут быть выполнены случайным образом, а также наложены друг на друга случайным образом. При этом углубления будут частично сформированы в верхней поверхности шлифовального изделия, в то время как отверстия будут частично перекрываться, причем в этом случае основа содержит проходящие через нее пробитые отверстия. Даже если полости не продолжаются через основу, удаление пыли все же будет улучшено, поскольку происходит эффективное опорожнение полостей каждый раз при изменении угла обработки и давления шлифования.
Здесь непрерывный слой шлифовального агента 7 означает, что слой шлифовального агента содержит непрерывную поверхность, сквозь которую посредством пробивки сформирована структура отверстий. Это противоположно некоторым известным шлифовальным изделиям, в которых адгезионный слой и слой со шлифовальным агентом не являются непрерывными и образуют отдельные участки. Следовательно, термин «непрерывный» не требует, чтобы частицы шлифовального агента находились вплотную друг к другу. Однако они прикреплены рядом друг с другом посредством адгезионного слоя 6. На фигурах также показано, что частицы шлифовального агента по существу находятся в одной плоскости.
На фиг.7, 8 и 9 представлены виды в плане вариантов выполнения шлифовального изделия, в которых углубления выполнены по существу круглыми. Естественно, углублениям может быть придана другая приемлемая форма, например прямоугольная форма, показанная на фиг.10, либо удлиненная форма, показанная на фиг.11. Углубления могут быть выполнены обычным способом. Углубления могут составлять от 10 до 70% всей основной плоскости шлифовального изделия. В результате проведенных испытаний было установлено, что углубления предпочтительно должны составлять от 20 до 40% основной плоскости шлифовального изделия.
На шлифовальном изделии не обязательно должна быть закреплена ткань с крепежными петлями или иной крепежный слой 9. Вариант выполнения без крепежного слоя, в частности, приемлем тогда, когда шлифовальное изделие формируют в виде непрерывной ленты для использования в обычной ленточной шлифовальной машине, которая может быть оснащена продувочным узлом или всасывающим узлом для непрерывной очистки ленты.
Количество адгезионных слоев на верхней поверхности основы может составлять более двух. Например, на верхнюю поверхность может быть нанесен слой, известный как суперпокрытие, который обеспечивает отталкивание пыли, охлаждение или смазку.
На фигурах краевые поверхности 11 показаны расположенными, по существу, перпендикулярно основной плоскости шлифовального изделия, то есть верхней поверхности 5 и нижней поверхности 8. Однако вся краевая поверхность или ее часть также может быть расположена под углом с основной плоскостью шлифовального изделия. Важно, чтобы краевую поверхность можно было рассматривать как образующую углубление в основе.
Описание и прилагаемые фигуры предназначены только для иллюстрации предложенного решения, касающегося разработки гибкого шлифовального изделия. Поэтому данное решение не ограничено вариантами выполнения, которые описаны выше или соответствуют приложенной формуле изобретения, и может быть изменено или модифицировано в пределах идеи изобретения, описанной в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО АБРАЗИВНОГО ДИСКА И ГИБКИЙ АБРАЗИВНЫЙ ДИСК | 2007 |
|
RU2431559C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК, ИСПОЛЬЗУЕМЫЙ, В ЧАСТНОСТИ, ДЛЯ ШЛИФОВКИ ПЛОСКИХ, ВОГНУТЫХ И ВЫПУКЛЫХ ПОВЕРХНОСТЕЙ, И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2008 |
|
RU2498893C2 |
| ГИБКОЕ ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ СО СГЛАЖЕННОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2617184C2 |
| АБРАЗИВНЫЙ ПРОДУКТ | 2016 |
|
RU2720275C1 |
| ШЛИФОВАННЫЙ ПРОДУКТ В ВИДЕ АБРАЗИВНОГО РЕМНЯ | 2015 |
|
RU2688845C1 |
| АБРАЗИВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2280665C2 |
| УСТРОЙСТВО И СПОСОБ ШЛИФОВАНИЯ ПОЛОТЕН ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1999 |
|
RU2224063C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОГО ВОЛОКНА | 2014 |
|
RU2671226C1 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| ВИБРАЦИОННАЯ ШЛИФОВАЛЬНАЯ МАШИНА | 2007 |
|
RU2421319C2 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении гибкого шлифовального изделия. Оно содержит гибкую основу, по меньшей мере, один адгезионный слой с одной стороны основы и слой из шлифовального агента, нанесенный посредством адгезионного слоя. Основа выполнена из двух слоев, которые наслоены друг на друга и составляют нижний базовый слой и верхний слой с верхней поверхностью. Последняя содержит шлифовальный агент, нанесенный на нее после наслаивания. На верхней поверхности выполнены отверстия, которые образуют полости, формирующие пространство для пыли и остатков, образуемых при шлифовании, и предназначенные для их удаления со шлифуемой поверхности. В результате гибкое шлифовальное изделие обладает высокой прочностью и обеспечивает эффективное удаление пыли, образуемой при шлифовании. 2 н. и 20 з.п. ф-лы, 11 ил.
1. Гибкое шлифовальное изделие, содержащее гибкую основу (1), по меньшей мере один адгезионный слой (6) с одной стороны основы и слой (7) из шлифовального агента, нанесенный посредством адгезионного слоя, отличающееся тем, что основа (1) выполнена из двух слоев, которые наслоены друг на друга и составляют нижний базовый слой и верхний слой с верхней поверхностью, содержащей шлифовальный агент (7), нанесенный на нее после наслаивания, при этом на верхней поверхности выполнены отверстия, которые образуют полости (4), формирующие пространство для пыли и остатков, образуемых при шлифовании, и предназначенные для их удаления со шлифуемой поверхности.
2. Изделие по п.1, отличающееся тем, что верхний слой основы (1), покрытый шлифовальным агентом (7), образует слой (3) с полостями.
3. Изделие по п.2, отличающееся тем, что слой (3) с полостями выполнен перфорированным.
4. Изделие по п.2, отличающееся тем, что слой (3) с полостями выполнен пористым.
5. Изделие по любому из пп.1-4, отличающееся тем, что на нижней стороне (8) основы (1) расположен крепежный слой (9).
6. Изделие по п.5, отличающееся тем, что крепежный слой (9) содержит ткань с крепежными петлями (10).
7. Изделие по п.5, отличающееся тем, что крепежный слой (9) содержит самоклеющееся вещество.
8. Изделие по п.1, отличающееся тем, что базовый слой (2) основы (1) выполнен проницаемым для пыли.
9. Изделие по п.8, отличающееся тем, что базовый слой (2) имеет нижнюю поверхность (8) с крепежными петлями (10).
10. Изделие по п.8, отличающееся тем, что в одном или обоих слоях (2, 3) основы выполнены отверстия, образуемые при изготовлении слоя.
11. Изделие по п.10, отличающееся тем, что в обоих слоях (2, 3) выполнены отверстия, при этом отверстия распределены таким образом, что они проходят через всю основу (1).
12. Изделие по п.11, отличающееся тем, что отверстия, которые проходят через основу (1), распределены по основе, по существу, равномерно.
13. Изделие по п.10, отличающееся тем, что отверстия распределены по основе с повторяющимся узором.
14. Изделие по п.11, отличающееся тем, что отверстия, которые проходят через основу (1), распределены по основе, по существу, случайным образом.
15. Способ изготовления гибкого шлифовального изделия, содержащего гибкую основу (1), по меньшей мере один адгезионный слой (6), нанесенный на одну сторону основы, и слой (7) из шлифовального агента, нанесенный посредством адгезионного слоя, отличающийся тем, что основу (1) формируют путем наслоения друг на друга нижнего базового слоя (2) и пористого верхнего слоя, затем верхнюю поверхность (5) верхнего слоя покрывают шлифовальным агентом (7), при этом в верхней поверхности формируют полости (4) для создания пространства для пыли и остатков, образуемых при шлифовании, и для их удаления со шлифуемой поверхности.
16. Способ по п.15, отличающийся тем, что верхний слой, покрытый шлифовальным агентом, образует в основе (1) слой (3) с полостями.
17. Способ по п.15, отличающийся тем, что пористость слоя (3) с полостями обеспечивают путем перфорирования.
18. Способ по п.15, отличающийся тем, что слой (3) с полостями выполняют из пористого материала.
19. Способ по любому из пп.15-17, отличающийся тем, что на нижней поверхности (8) основы располагают крепежный слой (9).
20. Способ по любому из пп.15-18, отличающийся тем, что базовый слой (2) основы (1) перфорируют перед его наслаиванием на верхний слой (3).
21. Способ по любому из пп.15-18, отличающийся тем, что базовый слой (2) основы (1) формируют из пористого материала.
22. Способ по п.20, отличающийся тем, что пористые слои располагают в слоистой структуре по отношению друг к другу таким образом, чтобы сформировать отверстия, проходящие через всю основу (1).
| Бесконтактный синхронный генератор | 1951 |
|
SU96584A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Устройство для контроля силы затяжки резьбовых соединений и способ его сборки | 1979 |
|
SU781629A1 |
| Абразивная лента | 1988 |
|
SU1579753A1 |
| Способ изготовления шлифовальной шкурки | 1989 |
|
SU1715566A1 |

