Предпосылки к созданию изобретения
Абразивные изделия с покрытием (шлифшкурка, абразивный гибкий инструмент) используют для шлифования самых различных подложек, которые могут включать в себя мягкие, трудные для чистовой обработки материалы, такие как окрашенные поверхности. При проведении чистовой обработки таких мягких материалов абразивные изделия с покрытием не могут в полной мере использовать свой потенциал по причине преждевременного засаливания. Засаливанием называют коалесценцию шлифовального шлама, который забивает (закупоривает) пространства между зернами абразивного материала, в результате чего абразивное изделие не может продолжать эффективное шлифование подложки или поверхности. В производстве абразивных материалов для решения указанной проблемы используют химические соединения, такие как мыла металлов (такие как стеараты цинка и стеараты кальция), наносимые в виде сверхразмерного покрытия или вводимые в размерное покрытие в виде так называемого первого размерного покрытия. Технология с использованием стеаратов позволяет производить адекватное удаление припуска (адекватный съем материала с обрабатываемой детали) и обеспечивает характеристики предотвращения засаливания. Однако стеараты металлов оставляют следы материала с низкой поверхностной энергией на обрабатываемой поверхности, что потенциально приводит к возникновению проблем, таких как дефекты покрытия, в последующих процессах покраски.
Загрязнение таким материалом с низкой поверхностной энергией можно обнаружить за счет измерения краевого угла смачивания водой на отшлифованной подложке. Обычной практикой удаления такого материала является очистка отшлифованной поверхности при помощи протирки растворителем, преимущественно до полного удаления всех загрязнений, или чистовая обработка с использованием продуктов, не содержащих стеаратов.
Краткое изложение изобретения
Желательно исключить упомянутую операцию очистки отшлифованной поверхности при помощи протирки растворителем, на которую расходуют время и деньги в процессе окраски. Кроме того, следует иметь в виду, что содержащие стеараты продукты не обеспечивают высокий срок службы.
В соответствии с первым вариантом изобретения абразивный материал, такой как абразивный материал с покрытием или композиционный абразивный материал, получает верхний слой покрытия, который главным образом состоит из неорганического агента предотвращения засаливания, который выбран из группы, в которую входят силикаты металлов, кремнеземы, карбонаты металлов и сульфаты металлов. Этот слой по существу содержит неорганическую добавку предотвращения засаливания, а это означает, что указанный слой не содержит добавок с органическими компонентами, таких как известные типичные добавки предотвращения засаливания, которые содержат металлические соли органических кислот, органофосфаты, органосиликаты, органобораты и т.п. Однако это не исключает наличия компонента отвержденного связующего материала, который служит связкой для наносимого неорганического агента предотвращения засаливания.
Силикаты металлов могут быть выбраны из группы, в которую входят силикаты магния, силикаты калия и алюминия, силикаты алюминия и силикаты кальция. В соответствии с первым вариантом силикаты магния включают в себя тальк, силикаты калия и алюминия включают в себя слюды, силикаты алюминия включают в себя глины, а силикаты кальция включают в себя волластонит. Кремнеземы могут быть выбраны из группы, в которую входят плавленый кварц, кварцевое стекло и осажденный аморфный диоксид кремния. Карбонаты металлов могут включать в себя карбонат кальция. Сульфаты металлов могут включать в себя гидросульфат кальция или безводный сульфат кальция.
Агент предотвращения засаливания может иметь число твердости по Моосу ориентировочно меньше, чем 7, а преимущественно ориентировочно меньше, чем 3. Агент предотвращения засаливания может иметь средний диаметр частиц ориентировочно меньше, чем 30 мкм, а преимущественно в диапазоне ориентировочно от 1 до 20 мкм. Это позволяет агенту предотвращения засаливания образовывать относительно мелкие частицы, которые объединяются со шлифовальным шламом от шлифуемой поверхности, такой как окрашенная металлическая поверхность, и предотвращают существенную агломерацию шлифовального шлама и, следовательно, предотвращают засаливание поверхности абразивного материала с покрытием. Таким образом, частицы агента предотвращения засаливания имеют такой размер, что при проведении шлифования окрашенной поверхности с использованием абразивного материала с покрытием в результате создается шлифовальный шлам, освобождаются частицы агента предотвращения засаливания, которые соединяются с частицами шлифовального шлама и препятствуют агломерации таких частиц.
В соответствии с дополнительным вариантом агент предотвращения засаливания присутствует исключительно в верхнем слое абразивного материала с покрытием в количестве, составляющем по меньшей мере 4 г/м2 для более легких агентов, таких как кварцевое стекло или тальк, и по меньшей мере 10 г/м2 для более плотных агентов, таких как силикаты металлов. Агент предотвращения засаливания преимущественно наносят в составе, в котором он диспергирован в связующем материале, например, в связующем материале, который содержит термопластическую или отверждаемую термореактивную смолу. Например, термопластическая смола может иметь вид латекса, а термореактивная смола может быть выбрана из группы, в которую входят карбамидоформальдегидные полимеры, а также фенольные, эпоксидные, уретановые смолы и радиационно отверждающиеся системы смол.
Используют также абразивный материал, такой как абразивный материал с покрытием или композиционный абразивный материал, который включает в себя защитный слой, имеющий первую поверхность, слой абразивного материала, который содержит множество частиц абразивного материала, расположенных на первой поверхности защитного слоя, и внешний или верхний слой, который содержит главным образом неорганический агент предотвращения засаливания, расположенный поверх слоя, содержащего абразивный материал. В одном из вариантов агент предотвращения засаливания осаждают поверх отвержденного размерного покрытия.
Предлагается также способ формирования абразивного материала, такого как абразивный материал с покрытием или композиционный абразивный материал, который включает в себя операции сцепления слоя, который содержит множество частиц абразивного материала, с первой поверхностью защитного слоя, и осаждения слоя, который содержит главным образом агент предотвращения засаливания, поверх слоя, содержащего частицы абразивного материала.
Краткое описание чертежей
Указанные ранее и другие задачи, характеристики и преимущества изобретения будут более ясны из последующего детального описания предпочтительных вариантов изобретения, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительный чертеж. Чертеж приведен не в реальном масштабе, для того чтобы лучше объяснить принципы настоящего изобретения. На чертеже показан краевой угол для капли жидкости на твердой поверхности.
Подробное описание изобретения
Абразивные материалы с покрытием обычно представляют собой такие изделия, которые содержат абразивные зерна, сцепленные с опорной подложкой, и которые могут быть использованы для сдирания при помощи абразива (для сошлифовывания), или для удаления иным образом за счет истирания частиц материала с поверхности обрабатываемого изделия.
Опорная подложка абразивного материала с покрытием может быть жесткой, но обычно она является гибкой и представляет собой полотно (ленту) материала, такого как бумага, ткань, волокнистая подкладка, полимерная пленка, фибра или комбинация указанных материалов и т.п. В некоторых применениях опорная подложка первоначально включает в себя набор рыхлых волокон, к которым добавляют абразивные зерна, с использованием дополнительного связующего материала или без него, чтобы получить полотно абразивного материала, имеющего абразивные зерна во всем объеме. Если не используют дополнительный связующий материал, то набор рыхлых волокон и зерен может быть уплотнен, а если используют дополнительный связующий материал, то этот набор может быть закреплен иным образом или отвержден, в результате чего получают абразивный материал с покрытием. Абразивные зерна обычно могут быть образованы из любого материала, который имеет способность к сошлифовыванию материала с обрабатываемой детали, и обычно включают в себя песок, флинт, корунд, оксиды металлов, такие как оксид алюминия, смесь оксида алюминия с диоксидом циркония, керамику из оксида алюминия, алмаз, карбид кремния, гранат, оксид железа, крокус и т.п. Абразивные зерна обычно имеют острые края, которые действуют как средство сошлифовывания, однако качество и количество таких острых краев зависит от вида применения. Абразивные зерна могут быть введены в опорную подложку или перемешаны с ней, однако, что более типично, они сцеплены с опорной подложкой при помощи соответствующего связующего материала. Абразивные зерна могут быть нанесены на полотно с образованием специфического рисунка или же могут быть распределены случайным образом. Обычно принимают особые меры для того, чтобы абразивный материал с покрытием имел закрепленные зерна с соответствующим распределением режущих кромок зерен в одном или нескольких слоях.
Связующим материалом может быть любой подходящий материал, который позволяет обеспечить сцепление абразивных зерен с опорной подложкой и имеет достаточную стойкость для проведения процесса шлифования. В качестве примеров типичных связующих материалов можно привести феноло-альдегидные полимеры, мездровые клеи, лаки, эпоксидные смолы, акрилаты, многофункциональные акрилаты, карбамидоформальдегидные полимеры, трехфункциональные уретаны, полиуретаны, лаки, эмали, а также любые из самых разных других материалов, которые позволяют закрепить абразивные зерна за счет их сцепления с опорной подложкой. Обычно производят тщательный выбор связующего материала, чтобы обеспечить максимальную эффективность абразивного материала с покрытием при шлифовальной обработке поверхности конкретной заготовки. Кроме того, выбор связующего материала производят таким образом, чтобы не происходило его размягчение и/или выгорание за счет перегрева, однако при условии обеспечения надлежащего сцепления.
Абразивные зерна могут быть покрыты связующим материалом за счет распыления или иным образом и осаждены на опорную подложку, или же опорная подложка может быть покрыта связующим материалом, после чего на нее производят осаждение зерен. Уже известно множество различных опорных подложек, гранулированных материалов, связующих материалов, средств размещения абразивных зерен на опорной подложке, средств сцепления абразивных зерен и т.п., которые могут быть использованы как варианты в рамках настоящего изобретения.
Обычно при изготовлении типичного абразивного материала с покрытием на подложку (после проведения предварительной обработки или без нее) наносят формующее покрытие из связующего полимерного материала, пока полимер еще остается клейким, наносят абразивные зерна поверх формующего покрытия и отверждают связующий материал таким образом, чтобы удерживать абразивные зерна на месте. Затем поверх зерен наносят размерное покрытие, которое содержит главным образом связующий полимерный материал и, возможно, наполнители, шлифовальные добавки и т.п., и производят отверждение. Первичной функцией размерного покрытия является закрепление зерен на месте и создание для них возможности производить шлифование (обдирку) обрабатываемой детали без выпадения из структуры абразивного материала с покрытием ранее истощения их шлифовальной способности. В некоторых случаях наносят слой сверхразмерного покрытия поверх размерного покрытия. Задачей этого слоя является введение добавок на поверхность абразивного материала с покрытием, которые усиливают шлифовальную способность. Обычно (но не обязательно) слой сверхразмерного покрытия не играет роли в закреплении абразивных зерен на месте в объеме абразивного материала с покрытием. Можно также диспергировать абразивные зерна в отверждаемом связующем материале и затем наносить эту смесь на материал подложки ранее отверждения компонента связующего материала.
Известно также, что можно создавать такие структуры составов осажденного абразивного материала / связующего материала, которые позволяют конструировать поверхности, обеспечивающие агрессивное резание и получение поверхности обрабатываемой детали с низкой шероховатостью. Такие специально сконструированные абразивные материалы могут иметь размерное покрытие или даже сверхразмерное покрытие, нанесенное на поверхность. Такие структуры могут быть использованы в наружных или верхних слоях предпочтительных абразивных материалов с покрытием в соответствии с настоящим изобретением.
Настоящее изобретение не имеет отношения к созданию формующих, размерных или (если они есть) сверхразмерных покрытий, когда их наносят в качестве верхнего слоя на структуру абразивного материала с покрытием. Однако покрытия, которые нанесены ниже верхнего слоя, имеют указанные выше специфические функции. Функцией описанного здесь верхнего покрытия является создание поверхности, которая препятствует засаливанию за счет накопления шлифовального шлама, что сокращает полезный срок службы различных абразивных материалов с покрытием.
В соответствии с настоящим изобретением агенты предотвращения засаливания, которые наносят в виде верхнего или наружного покрытия на абразивный материал с покрытием, могут быть выбраны из группы, в которую входят силикаты металлов, кремнеземы, карбонаты металлов и сульфаты металлов. Силикаты металлов могут быть выбраны из группы, в которую входят силикаты магния, силикаты калия и алюминия, силикаты алюминия и силикаты кальция. В соответствии с одним из вариантов силикаты магния включают в себя тальк, силикаты калия и алюминия включают в себя слюды, силикаты алюминия включают в себя глины, а силикаты кальция включают в себя волластонит. Кремнеземы могут быть выбраны из группы, в которую входят плавленый кварц, кварцевое стекло и осажденный аморфный диоксид кремния. Карбонаты металлов могут включать в себя карбонат кальция. Сульфаты металлов могут включать в себя гидросульфат кальция или безводный сульфат кальция. Присадка (добавка, агент предотвращения засаливания) может быть нанесена в виде дисперсии в связующем материале (который затем будет отвержден), или в виде жидкой дисперсии, при простом высыхании которой присадка остается на поверхности. В соответствии с одним из вариантов связующий материал включает в себя термопластическую или термореактивную смолу. Например, термопластическая смола может представлять собой латекс, а термореактивная смола может быть выбрана из группы, в которую входят карбамидоформальдегидные полимеры, а также фенольные, эпоксидные, уретановые смолы и радиационно-отверждающиеся системы смол. Для некоторых присадок сцепление с поверхностью может быть достигнуто без необходимости в использовании дисперсионного средства.
Так как задачей является создание слоя для предотвращения засаливания на поверхности, то присадку преимущественно добавляют в максимально возможном количестве, которое может выдержать система. Если присадка обладает способностью непосредственного сцепления с поверхностью, то она может быть введена без использования средства переноса. Однако для некоторых присадок необходим связующий материал, чтобы агент предотвращения засаливания скорее мог эффективно сцепляться с поверхностью абразивного материала с покрытием, но не вытесняться (смещаться) за счет приложения даже слабых физических усилий. Таким образом, эффективный состав может содержать от 40 до 100% по объему а преимущественно от 60 до 100% по объему неорганического агента предотвращения засаливания с балансом, образованным при помощи средства переноса, такого как вода или отверждаемый связующий материал. При использовании некоторых силикатов, таких как силикаты щелочных металлов, которые являются растворимыми в воде, слой предотвращения засаливания может быть нанесен в виде раствора, который высыхает на поверхности и оставляет слой силиката. Растворы таких силикатов продаются в виде жидких связующих материалов фирмой PQ Corporation и могут быть использованы изолированно или как связующие материалы для других неорганических присадок для предотвращения засаливания в соответствии с настоящим изобретением.
В соответствии с настоящим изобретением неорганический агент предотвращения засаливания в ходе его использования выделяет, по всей вероятности, мелкие частицы, которые образуют покрытие частиц шлифовального шлама, получаемых в процессе шлифования, за счет чего исключается их агломерирование и образование создающих проблемы более крупных частиц, которые при налипании (что известно как "засаливание") на поверхность абразивного гибкого инструмента (абразивного материала с покрытием) снижают его эффективность. Указанное уменьшение засаливания абразивного гибкого инструмента происходит без возникновения проблем, связанных с использованием обычных стеаратовых слоев предотвращения засаливания. При использовании таких стеаратовых присадок тонкий слой материала с низкой энергией размазывается по отшлифованной поверхности заготовки, что весьма усложняет последующую окраску или полировку поверхности, если только этот слой не удалять.
В соответствии с одним из вариантов настоящего изобретения агент предотвращения засаливания является относительно мягким, например, имеющим число твердости по Моосу ориентировочно меньше, чем 7, а преимущественно ориентировочно меньше, чем 3. В соответствии с одним из вариантов агент предотвращения засаливания имеет средний диаметр частиц ориентировочно меньше, чем 30 мкм, а преимущественно в диапазоне ориентировочно от 1 до 20 мкм, причем чем меньше размер частиц материала, тем он лучше работает как агент предотвращения засаливания.
Можно полагать, что одним из механизмов создания характеристики предотвращения засаливания является то, что агент предотвращения засаливания предотвращает слипание частиц шлифовального шлама друг с другом, в результате чего снижается засаливание. За счет этого во время шлифования образуется мелкая пыль, в то время как без неорганического агента предотвращения засаливания частицы шлифовального шлама стремятся образовать шарики или крупную стружку, которые при попадании между зернами абразивного материала снижают эффективность шлифования и понижают срок службы абразивного гибкого инструмента. Различие внешнего вида шлифовального шлама, получаемого при шлифовании с использованием стеаратовых и нестеаратовых продуктов, является очевидным.
В соответствии с настоящим изобретением концентрация агента предотвращения засаливания в составе, нанесенном для образования верхнего слоя поверхности шлифования, преимущественно составляет ориентировочно более 60 процентов, а еще лучше, ориентировочно более 70 или даже 80 процентов по объему. Это обеспечивает присутствие агента предотвращения засаливания, достаточное для того, чтобы эффективно создавать мелкую пыль и предотвращать агломерацию шлифовального шлама. Таким образом, нанесенный агент предотвращения засаливания может иметь уровень нанесения на поверхность, измеренный как вес сухого покрытия, составляющий от 2 г/м2 и выше, например, от 2 до 50 г/м2, а еще лучше, от 4 до 30 г/м2. Однако следует иметь в виду, что более легкие по весу агенты, такие как слюда, кремнезем или тальк, будут иметь меньший вес нанесения, чем более плотные агенты, такие как силикаты металлов, даже в том случае, когда были использованы одинаковые объемы состава, с одной и той же концентрацией агента.
Пример 1: Гидросиликат магния (тальк) с различными средними размерами частиц
В приведенных ниже примерах был использован стандартный обычный абразивный материал с покрытием. Материалом подложки является бумага с плотностью А, а формующее покрытие и размерное покрытие включают в себя карбамидоформальдегидный связующий полимерный материал. Во всех случаях были использованы частицы абразивного материала из оксида алюминия типа Р320. На этот базовый абразивный материал с покрытием наносили внешний слой покрытия, который содержит присадку для предотвращения засаливания. В одном случае для целей сравнения присадку не вводили. В другом случае наносили внешний слой покрытия, который содержит стеарат цинка, а в трех других случаях наносили покрытие с гидросиликатом магния (тальк) с различными размерами частиц. Присадки наносили в виде дисперсии в латексе и воде, содержащей указанный объемный % присадки. Абразивные материалы с покрытием затем были использованы для обдирки (сошлифовывания) акриловой панели с использованием шлифовального станка двойного действия, с шестью контактами по 2 минуты каждый. Шлифование производили при помощи круга диаметром 12.7 см (5 дюймов), с нагрузкой 4.5 кг (10 фунтов). Количество срезанного материала по истечении полного времени шлифования, составляющего 12 минут, регистрировали, а эффективность шлифования определяли в процентах от результатов контрольного шлифования. Измеряли также значения средней шероховатости (чистоты) поверхности Ra (среднее арифметическое шероховатости). Полученные результаты приведены далее в Таблице 1. Эти результаты свидетельствуют о том. что тальк является таким же эффективньм, как и известный стеарат цинка.
связующего
Vertal 1500, Supreme HT и Arctic Mist представляют собой тальк, полученный на фирме Luzenac America, Inc.
Пример 2: Гидросиликат магния (тальк) и Supreme HT с различными размерами зерен
В приведенных ниже таблицах приведены результаты сравнения эффективности шлифования с использованием талька типа Supreme HT, содержащего стеарат цинка, и контрольных образцов без агента предотвращения засаливания, которые представляют собой абразивные материалы с покрытием, с зерном из оксида алюминия Р80, Р180 и Р320 (Таблица 2, Таблица 3 и Таблица 4 соответственно). Условия проведения испытаний соответствуют указанным в Примере 1.
Полученные результаты показывают, что срез (вес снятого с заготовки материала) был больше при введении агента предотвращения засаливания в соответствии с настоящим изобретением по сравнению с контрольным образцом, особенно для зерен малых размеров.
засаливания
засаливания
засаливания
Пример 3: Аморфный кремнезем, силикат кальция (волластонит), силикат алюминия (глина) и силикат калия и алюминия (слюда).
Был использован стандартный абразивный материал с покрытием с зерном Р320 из оксида алюминия и подложкой из бумаги плотностью А. На этот базовый абразивный материал с покрытием наносили внешний слой покрытия, который содержит главным образом присадку для предотвращения засаливания, которая представляет собой либо аморфный кремнезем, либо силикат кальция (волластонит), либо силикат алюминия (глину), либо силикат калия и алюминия (слюду). Результаты испытания на шлифование, приведенные в Таблица 5, показывают, что срез при введении агента предотвращения засаливания в соответствии с настоящим изобретением повышается по сравнению с контрольным образцом.
MN-23 представляет собой аморфный кремнезем, закупленный на фирме Eagle Pitcher.
Волластонит 325 представляет собой силикат кальция, закупленный на фирме NYCO Minerals, Inc.
Optiwhite представляет собой глину, закупленную на фирме Burgess Pigment Company.
Burgess 17 представляет собой глину, закупленную на фирме Burgess Pigment Company.
Слюда 325 представляет собой слюду, закупленную на фирме Oglebay Morgon Speciality Minerals.
Пример 4: Сульфат кальция (безводный и гидросульфат)
Был использован стандартный абразивный материал с покрытием с зерном Р320 из оксида алюминия и подложкой из бумаги плотностью А. На этот базовый абразивный материал с покрытием наносили сверхразмерное покрытие, которое содержит присадку предотвращения засаливания из сульфата кальция (безводного и гидросульфата). Полученные результаты, приведенные в Таблица 6, показывают, что срез при введении агента предотвращения засаливания в соответствии с настоящим изобретением повышается по сравнению с контрольным образцом.
SNOW WHITE представляет собой безводный сульфат кальция, закупленный на фирме United States Gypsum Company.
TERRA ALBA представляет собой гидросульфат кальция, закупленный на фирме United States Gypsum Company.
Пример 5: Краевой угол смачивания водой окрашенных панелей после проведения шлифования
Грунтованные панели были отшлифованы с использованием абразивных материалов с покрытием, описанных в Примерах 1-4, имеющих зерно Р320 и сверхразмерное покрытие. Для каждого абразивного материала с покрытием использовали одну и ту же методику шлифования. Каплю воды помещали на каждую из свежезагрунтованных панелей, а также на панель, которая не подвергалась шлифованию. Измеряли краевой угол 9, показанный на чертеже, который представляет собой угол между поверхностью жидкости и поверхностью твердой плоскости у линии контакта. Более значительный краевой угол свидетельствует о меньшем смачивании. Полученные результаты, которые приведены в Таблице 7, четко показывают, что панель, отшлифованная с использованием абразивного материала с покрытием в соответствии с настоящим изобретением, имеет главным образом такой же или меньший краевой угол, что и панель, отшлифованная с использованием абразивного материала с покрытием без слоя предотвращения засаливания. Абразивный материал с покрытием, имеющий обычный слой предотвращения засаливания из стеарата цинка, образует остаток с низкой поверхностной энергией, присутствие которого обнаруживается за счет очень большого краевого угла смачивания водой. Следствием этого является то, что краска, нанесенная на такую поверхность, плохо смачивает поверхность, что приводит к дефектам окраски поверхности.
предотвращения засаливания
Краевой угол смачивания водой для панели, не прошедшей обработку шлифованием, составляет 69 градусов.
Несмотря на то что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят, однако, за рамки формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВ С АНТИЗАСАЛИВАЮЩИМ АГЕНТОМ | 2001 |
|
RU2246392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2358854C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2361719C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| СПОСОБ ГЛУБОКОЙ ПЕЧАТИ ДЛЯ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ПОВЕРХНОСТЕЙ С НАНЕСЕННЫМ РЕЛЬЕФОМ | 1997 |
|
RU2173631C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2376128C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ С ПОКРЫТИЕМ | 2005 |
|
RU2343067C2 |
| АБРАЗИВНЫЕ ПРОДУКТЫ И СПОСОБЫ ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2595788C2 |
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
Изобретения относятся к области абразивной обработки и могут быть использованы при изготовлении абразивных материалов. Последние содержат внешний слой, включающий главным образом неорганический агент предотвращения засаливания (АПЗ), выбранный из группы, в которую входят силикаты металлов, кремнеземы, карбонаты металлов и сульфаты металлов. Слой АПЗ осаждают поверх сверхразмерного слоя в количестве, составляющем по меньшей мере 2 г/м2. В результате исключается преждевременное засаливание абразивного материала и повышается срок его службы, а также производительность и качество обработки. 5 н. и 43 з.п. ф-лы, 1 ил., 7 табл.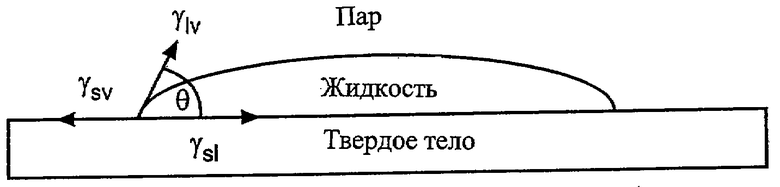
| DE 3111232 А1, 30.09.1982 | |||
| 1971 |
|
SU416730A1 | |
| 0 |
|
SU401652A1 | |

