Область техники изобретения
Изобретение относится к ручному шлифовальному станку (блоку) или к шлифовальному станку (блоку) с приводом, предназначенному, в частности, для шлифования плоских, вогнутых и выпуклых поверхностей, и к способу шлифования с использованием вышеупомянутого средства.
Текущее состояние технологии
Для ручного шлифования плоских поверхностей в настоящее время используются либо различные ручные средства типа шлифовальных блоков и шлифовальных досок, либо шлифовальные блоки различных форм и размеров с механическим приводом, вибрационные, ленточные или линейные. Подобные средства используются для шлифования вогнутых и выпуклых поверхностей, но так как эти средства предназначены, в частности, для шлифования плоских поверхностей, заключительное идеальное шлифование выпуклых или вогнутых поверхностей зависит в большой степени от мастерства рабочего, выполняющего работу.
При шлифовании больших плоских поверхностей выгодно работать инструментами с большими рабочими поверхностями, за счет чего достигается высокая производительность, но главным образом потому, что при использовании таких инструментов проще получать идеальную плоскую поверхность. Одним из недостатков использования этих инструментов является то, что, чем больше рабочая поверхность, тем более трудной и напряженной является работа, что вызвано сопротивлением и инерционными силами. Другим недостатком является то, что при использовании инструментов с большой рабочей поверхностью трудно достигать равномерного распределения давления, создаваемого рабочей поверхностью, на шлифуемой поверхности. Результатом является компромисс, при котором максимальная длина рабочей зоны малогабаритного шлифовального блока с механическим приводом колеблется в области 50 см при общей площади около 250 см2. В случае ручных шлифовальных досок (блоков) без механического привода недостаток, которым являются инерционные силы, отсутствует, и по этой причине можно существенно увеличить рабочую длину и рабочую площадь этих инструментов. Однако, остаются другие недостатки и, кроме того, работа с такими инструментами требует больших затрат физических сил.
Та же самая технология используется для ручного шлифования вогнутых или выпуклых поверхностей, в то время как для шлифовальных блоков с механическим приводом используются средства с частично гибкой рабочей поверхностью, оптимизированной под размеры вогнутых или выпуклых криволинейных поверхностей, которые подлежат шлифованию. Частичная гибкость рабочей зоны достигается путем вставки гибких подкладок между нажимной пластиной шлифовального блока и абразивной бумагой. Использование так называемых ленточных шлифовальных блоков для шлифования вогнутых и выпуклых поверхностей почти невозможно из-за конструкции неподвижной нажимной пластины. Для оптимизации размеров шлифовального блока применяется правило, в соответствии с которым, чем больше радиус, тем больше рабочая площадь, и наоборот.
При использовании ручных шлифовальных досок часто применяются гибкие инструменты, которые, по крайней мере, могут частично следовать за изогнутой шлифуемой поверхностью. Однако все еще остаются упомянутые выше недостатки.
Принцип изобретения
Вышеупомянутые недостатки могут быть устранены при использовании шлифовального станка (блока) для шлифования плоских, вогнутых и выпуклых поверхностей, в котором применяется техническое решение, изложенное в настоящем изобретении, и которое состоит в том, что средство шлифования (бумага, ткань или другая основа со слоем абразива), поджимаемое к шлифуемой поверхности гибкой нажимной пластиной, способно копировать вогнутые, а также выпуклые поверхности, точно передавая радиус кривизны.
Принцип технического решения гибкой нажимной пластины, изложенного в данном изобретении, состоит в том, что давление, прикладываемое во время работы к корпусу, рукоятке или рукояткам шлифовального блока с механическим приводом, передается на нажимную пластину одновременно, по крайней мере, в двух точках или, по меньшей мере, через одно коромысло. Давление распределяется через скобку, по крайней мере, на две точки и на большее количество точек нажимной пластины. Число точек, в которых прижимается нажимная пластина, определяется количеством коромысел и скоб, по которым это давление передается через гибкую нажимную пластину с абразивным слоем на шлифуемую поверхность. Скобы жестко зафиксированы на нажимной пластине и образуют подвижное соединение с коромыслами с использованием штифтов, и это позволяет, по крайней мере, одной скобе нажимной пластины сдвигаться относительно коромысла. На одном конце коромысла выполнено отверстие, через которое коромысло крепится к скобе штифтом. На другом конце коромысла выполнен вырез, в котором штифт со скобой может смещаться, что позволяет поддерживать гибкость нажимной пластины для того, чтобы нажимная пластина принимала форму шлифуемой поверхности. При использовании двух коромысел или большего их числа третье и каждое последующее коромысло перекрываются другими коромыслами, в то время как нижние коромысла служат одновременно в качестве скоб. Число коромысел не ограничено. Это число зависит непосредственно от длины нажимной пластины и от размера шлифуемой поверхности. Функция третьего и каждого последующего коромысла в пирамидальной структуре и конструкция крепления с использованием штифтов остаются теми же. Самые верхние коромысла крепятся к корпусу шлифовального блока тем же способом или, в случае ручных шлифовальных досок, непосредственно к рукоятке такой доски. При использовании данного технического решения нажимная пластина по настоящему изобретению поджимает средство шлифования к шлифуемой поверхности, при этом к средству шлифования по всей его длине прикладывается приблизительно постоянное давление, которое затем распределяется на всю поверхность шлифования. Данное решение позволяет использовать шлифовальные блоки с протяженными рабочими поверхностями, когда сила давления, приложенного к этому средству, равномерно распределяется по всей длине шлифуемой поверхности и, в то же самое время, это позволяет точно выставлять кривизну нажимной пластины по кривизне шлифуемой поверхности.
Для фиксации необходимой кривизны нажимной пластины могут использоваться тяги. Эти тяги идут от штифтов скоб нажимной пластины или от штифтов коромысел к корпусу или к рукоятке шлифовального блока, для чего используются поворотные штифты с боковыми отверстиями, через которые свободно проходят тяги. По оси поворотного штифта располагается стопорный винт для возможной фиксации положения тяги относительно поворотного штифта. При изгибе нажимной пластины изменяется расстояние между осью штифтов скобы или коромысел и осью поворотных штифтов, расположенных на корпусе или рукоятке шлифовального блока. Если тяга не фиксируется относительно поворотного штифта, нажимная пластина остается гибкой. Если тяга фиксируется относительно поворотного штифта, то нажимная пластина теряет свою гибкость и выставленная кривизна пластины сохраняется. Необходимая кривизна регулируется, например, с помощью контактного шаблона. Это техническое решение позволяет шлифовать поверхности с точно выставленными радиусами кривизны.
Механизм гибкой нажимной пластины можно полностью закрыть сильфоном, установленным между жесткой крышкой и нажимной пластиной. Этот сильфон жестко крепится к жесткой крышке и притягивается к нажимной пластине плоскими фасонными пружинами. Это техническое решение настоящего изобретения не ограничивает гибкость нажимной пластины. Крышка защищает механизм от механического повреждения и, кроме того, к этой жесткой крышке может крепиться контейнер для удаления абразивной пыли. В этом случае в нажимной пластине и в шлифовальном материале выполняется отверстие для удаления пыли.
Гибкая нажимная пластина может использоваться как для ручных шлифовальных досок, так и для шлифовальных блоков с механическим приводом линейного или ленточного типа.
Принцип использования гибкой нажимной пластины по настоящему изобретению для линейных шлифовальных блоков с механическим приводом состоит в том, что нижняя поверхность нажимной пластины оснащается как минимум одной подвижной гибкой пластиной с механическим приводом, которая перемещается линейно между нажимной пластиной и шлифуемой поверхностью. Подвижная гибкая пластина устанавливается снизу либо с использованием известной системы крепления средства шлифования, например наждачной бумаги или наждачного полотна, либо непосредственно с использованием абразивного материала. Можно использовать систему из двух подвижных гибких пластин, двигающихся вдоль одной оси гибкой нажимной пластины, но в противоположных направлениях.
Техническое решение, изложенное в настоящем изобретении, позволяет разрабатывать шлифовальный блок с чрезвычайно большой рабочей поверхностью, при этом две гибкие пластины с абразивным материалом, двигающиеся относительно друг друга, взаимоустраняют вибрацию и нежелательные кинетические силы, производимые приводом шлифовального блока, которые развиваются в результате образования сил сопротивления между шлифуемой поверхностью и средством шлифования. В то же самое время это уменьшает влияние инерционной силы средства шлифования и реакцию рабочей поверхности на сопротивление в процессе шлифования. Гибкая подвижная пластина может двигаться только вдоль продольной оси гибкой нажимной пластины, и всегда безусловно, и точно копирует эту нажимную пластину и, в то же самое время, оказывает наименьшее влияние на гибкость нажимной пластины. Сечение гибкой подвижной пластины имеет Сообразный профиль, который частично охватывает нажимную пластину. В точке перегиба, где боковая поверхность нажимной пластины переходит в верхнюю, по всему профилю через равномерные интервалы выполнены прорези. Эти прорези устраняют продольную жесткость профиля, позволяют поддерживать гибкость подвижной пластины на максимальном уровне, и устраняют ее влияние на свойства и гибкость нажимной пластины. Кроме того, охват гарантирует, что в случае любого отклонения нажимной пластины подвижная пластина точно скопирует это отклонение. Для изготовления подвижной пластины был выбран пластмассовый материал с очень хорошими свойствами скольжения.
Профиль, полученный этим способом, может использоваться для линейного шлифовального блока, когда пластина оснащена как минимум одним шипом, используемым для подсоединения линейного привода, и перемещается линейно в двух направлениях вдоль продольной оси нажимной пластины, или выполнена в виде бесконечной ленты, которая перемещается в одном направлении, как в известном ленточном шлифовальном блоке. Функция С-образного профиля такая же, что и у линейного шлифовального блока, и так же используется гибкая нажимная пластина.
В соответствии с техническим решением в системе используются, по крайней мере, две взаимосвязанные нажимные пластины и большее число пластин и, по крайней мере, две шлифовальные ленты и большее число шлифовальных лент, при этом, эти ленты двигаются в противоположных направлениях. Это позволяет исключить взаимные сопротивления, кинетические давления и растягивающие силы инструмента, а также движущие силы, развиваемые во время процесса шлифования. Скорость отдельных абразивных лент регулируется и это помогает шлифовальному блоку передвигаться по шлифуемой пластине.
Краткое изложение сущности настоящего изобретения с помощью чертежей
Техническое решение, изложенное в настоящем изобретении, будет объяснено более подробно с использованием чертежей, приведенных ниже.
На фиг.1 показана ручная шлифовальная доска согласно техническому решению, изложенному в настоящем изобретении, в котором используется гибкая нажимная пластина, а давление прикладывается к рукоятке пластины через два коромысла. В этом случае, рукоятка также служит в качестве независимого третьего коромысла.
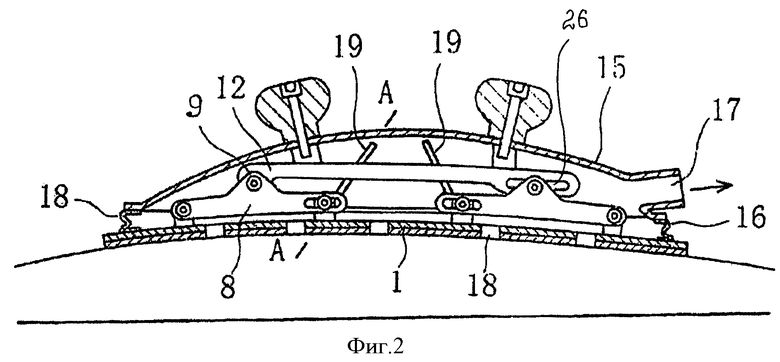
На фиг.2 показана подобная конструкция ручной шлифовальной доски с крышкой, фиксирующей тягой и пылеудалением.
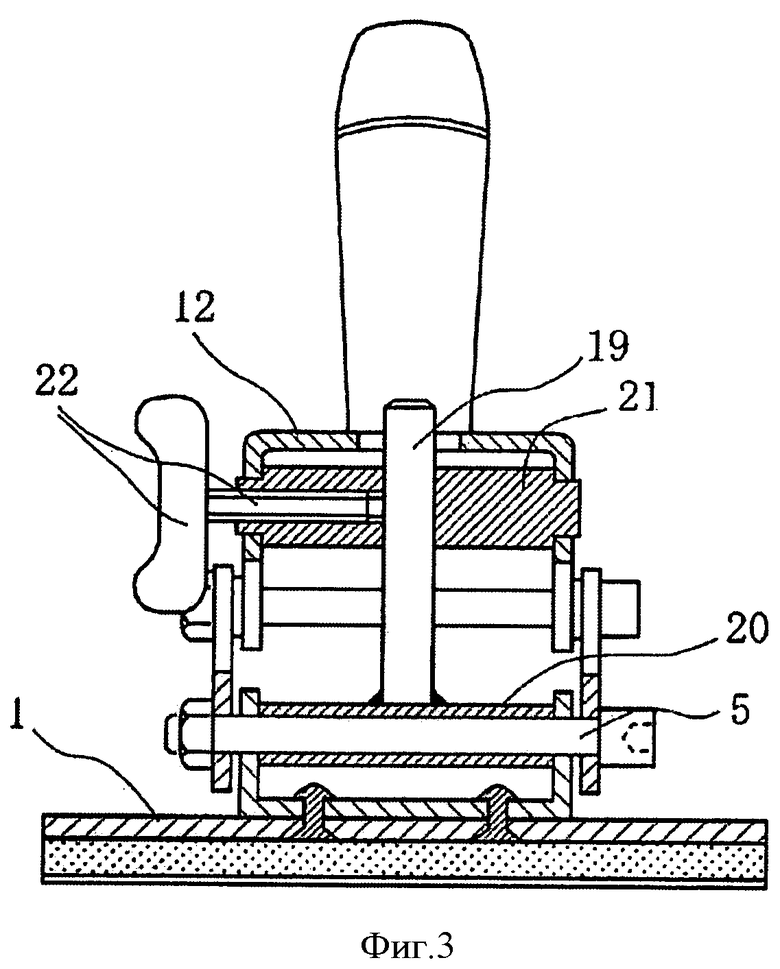
На фиг.3 показано сечение тяг для фиксации радиуса кривизны гибкой нажимной пластины.
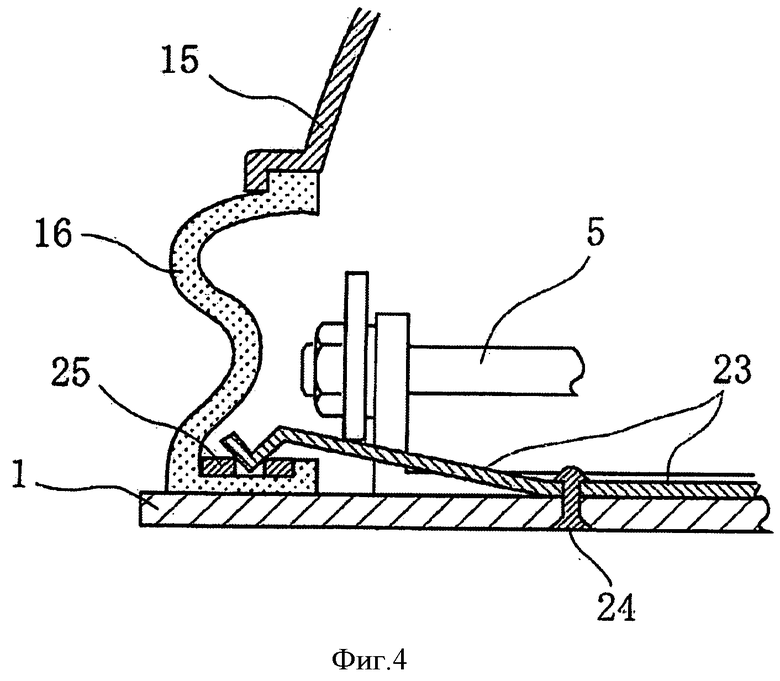
На фиг.4 показано сечение сильфонов.
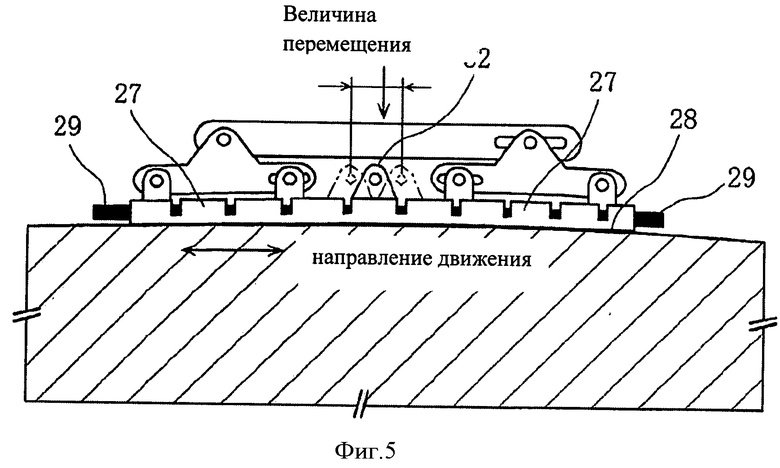
На фиг.5 показан принцип действия линейного механического шлифовального блока с нажимной пластиной и одной подвижной гибкой пластиной, и использование этого шлифовального блока для шлифования плоской поверхности.
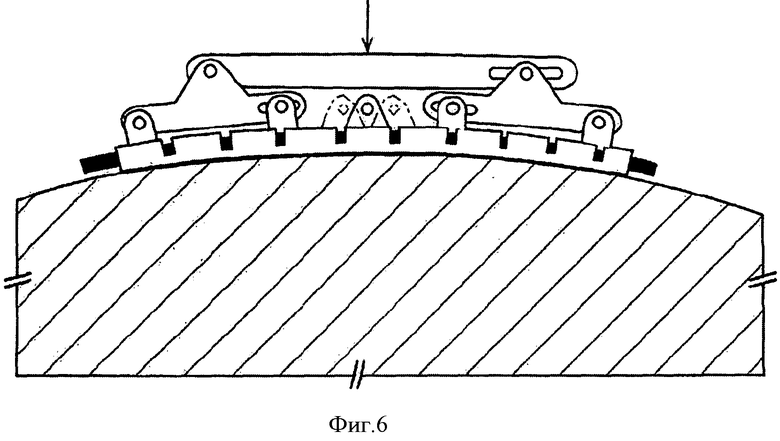
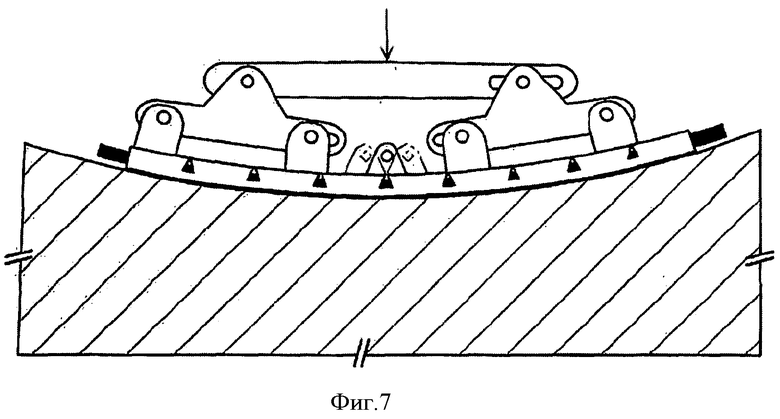
На фиг.6 и 7 показано использование того же самого шлифовального блока для шлифования выпуклых или вогнутых поверхностей.
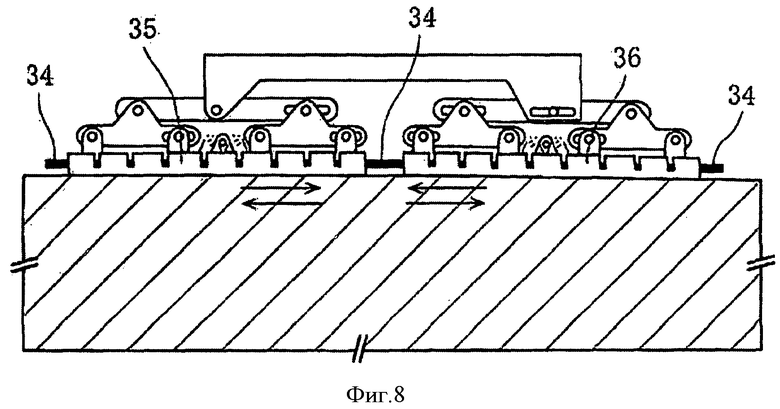
На фиг.8 показан принцип работы линейного механического шлифовального блока большой площади с гибкой нажимной пластиной и с двумя подвижными гибкими пластинами с возвратно-поступательным движением.
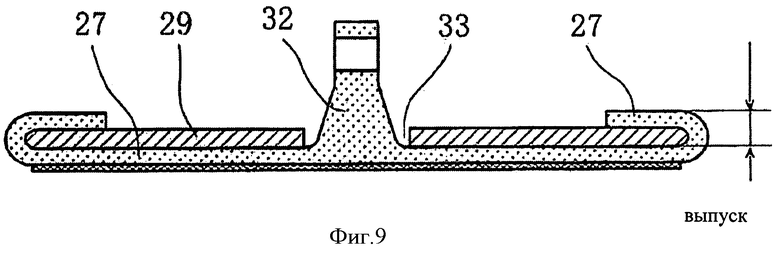
На фиг.9 показано сечение гибкой нажимной пластины, частично охваченной Сообразной подвижной пластиной, и шипа (водило) для подсоединения линейного привода.
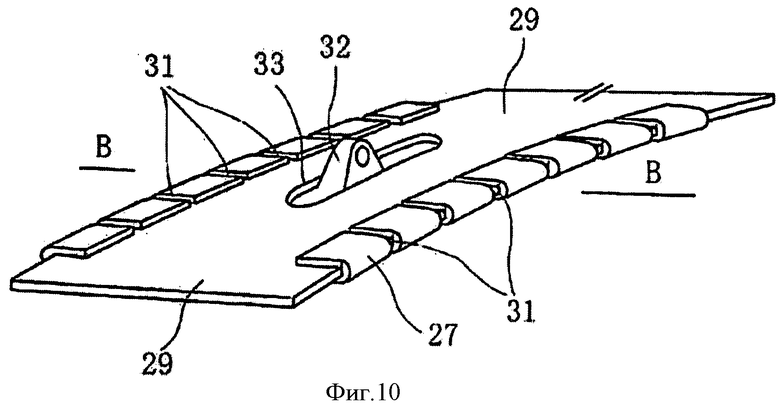
На фиг.10 показан вид на гибкую нажимную пластину с гибкой подвижной пластиной с боковыми прорезями. Пластина снабжена одним шипом (водилом) для подсоединения линейного привода.
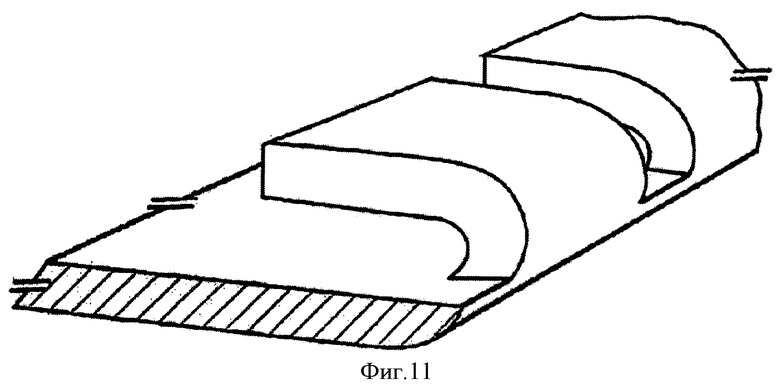
На фиг.11 показано сечение по боковой прорези С-образного профиля, которые устраняют продольную жесткость профиля.
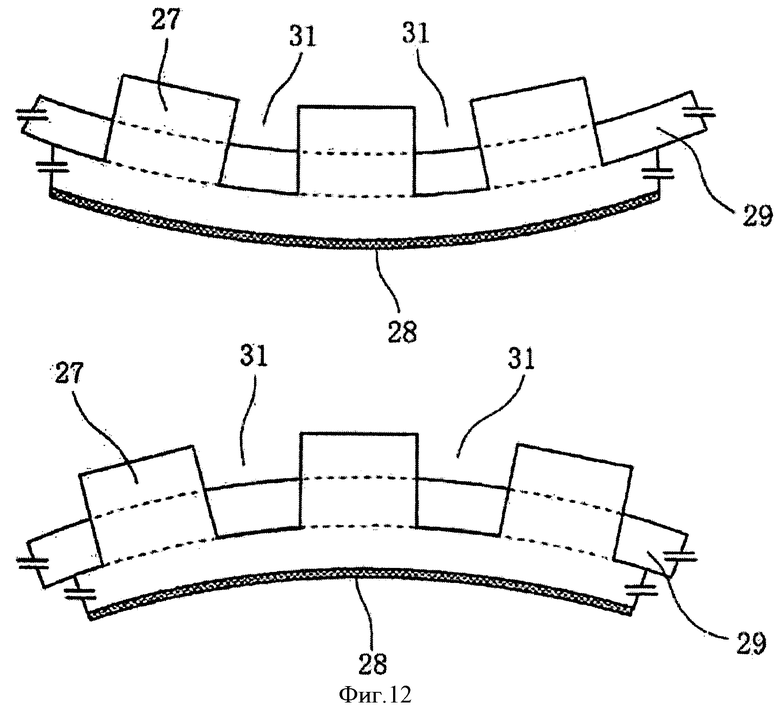
На фиг.12 показан изгиб нажимной пластины и подвижной шлифовальной пластины.
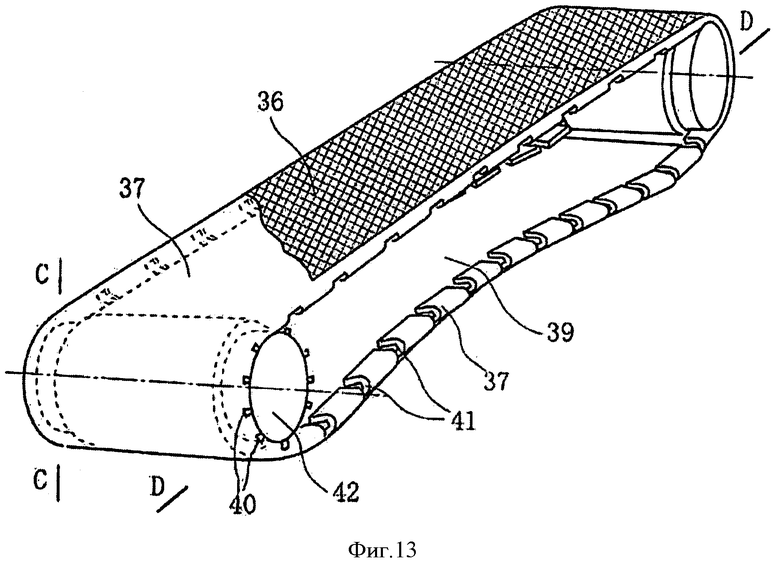
На фиг.13 показано применение С-образного профиля в виде бесконечной ленты ленточного шлифовального блока с двумя натяжными шкивами.
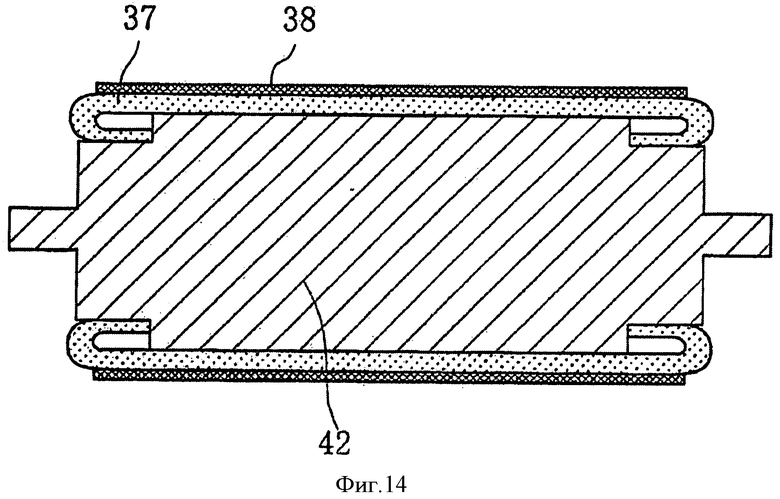
На фиг.14 сечение натяжного шкива.
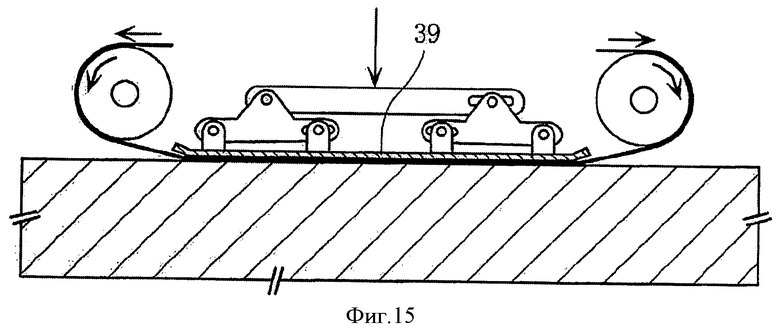
На фиг.15 показано использование гибкой нажимной пластины в ленточном шлифовальном блоке для шлифования плоской поверхности.
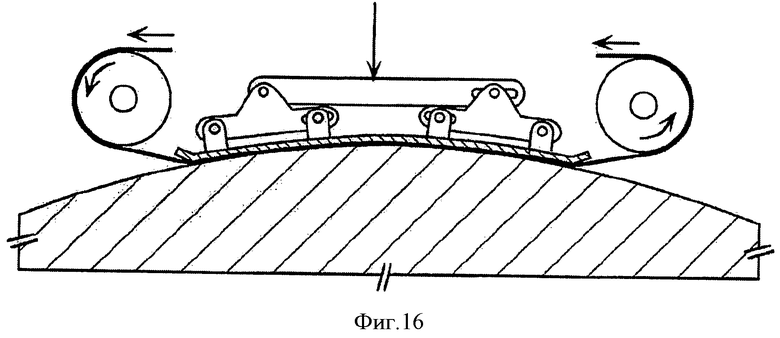
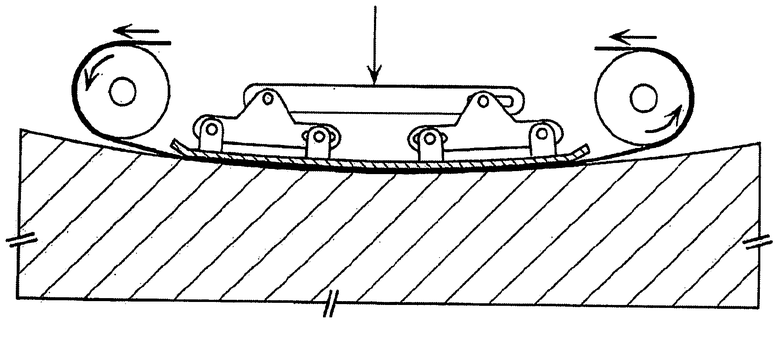
На фиг.16 и 17 показано применение того же самого шлифовального блока для шлифования выпуклой и вогнутой поверхности.
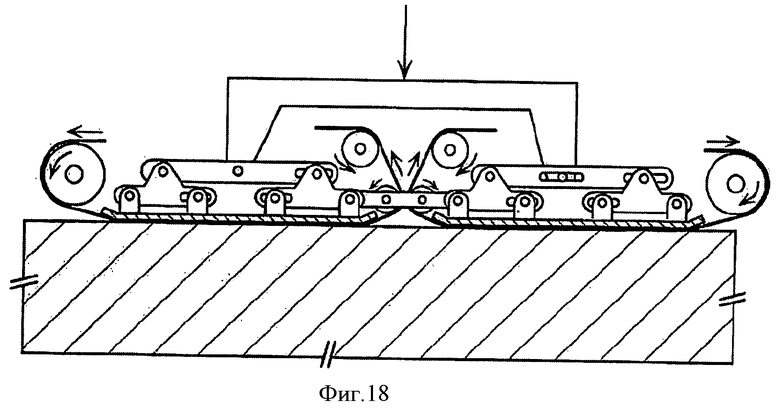
На фиг.18 показан принцип действия ленточного шлифовального блока больший площади с двумя гибкими нажимными пластинами и с двумя лентами, вращающимися в противоположных направлениях.
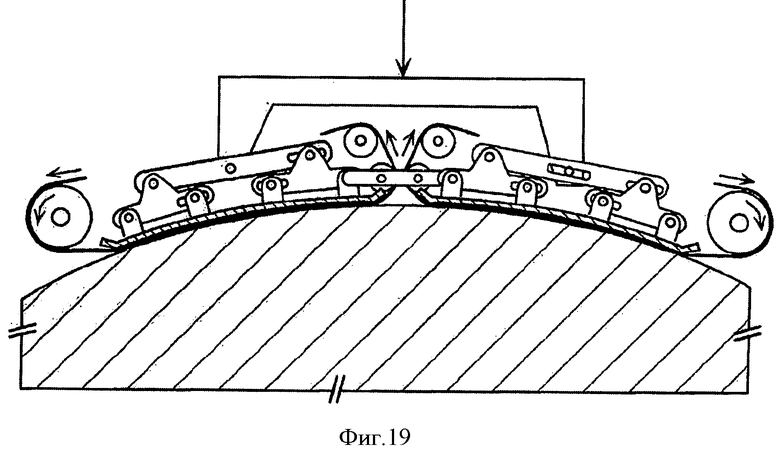
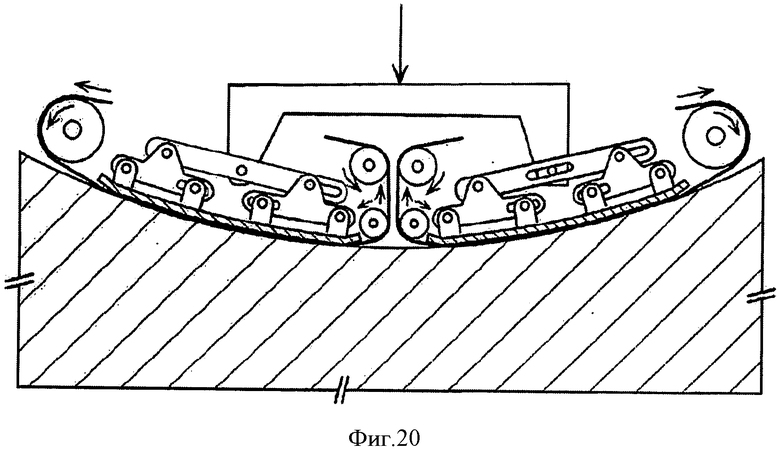
На фиг.19 и 20 показано применение идентичного шлифовального блока для шлифования выпуклой или вогнутой поверхности.
Перечень позиций
1 - основная гибкая нажимная пластина, 2 - губчатая резина, 3 - застежка-молния, 4 -скоба, 5 - штифт, 6 - штифт, 7 - вырез, 8 - коромысло, 9 - штифт, 10 - штифт, 11 - вырез, 12 - коромысло, 13 - рукоятка, 14 - шлифуемая поверхность, 15 - крышка, 16 - гибкая манжета, 17 - штуцер, 18 - сквозное отверстие, 19 - тяга, 20 - трубка, 21 - штифт, 22 - стопорный винт, 23 - плоская пружина, 24 - заклепка, 25 - прямоугольный профиль, 26 - отверстие, 27 - подвижная фасонная пластина, 28 - абразивный материал, 29 - гибкая нажимная пластина, 31 - боковая прорезь, 32 - водило, 33 - вырез, 34 - гибкая нажимная пластина, 35 - подвижная шлифовальная пластина, 36 - подвижная шлифовальная пластина, 37 - бесконечная фасонная шлифовальная лента, 38 - абразивный материал, 39 - гибкая нажимная пластина, 40 - зубчатое зацепление, 41 - прорезь, 42 - шкив.
Примеры осуществления настоящего изобретения
ПРИМЕР 1
В состав шлифовального блока или, точнее, ручной шлифовальной доски (см. фиг.1) входит основная гибкая нажимная пластина 1 с пористой резиной 2 на подошве и с застежкой-молнией 3 для крепления шлифовальной бумаги. На нажимной пластине расположены скобы 4 со штифтами 5 и 6. Скобы попарно соединены коромыслами 8, на одном конце которых выполнены отверстия под штифты 5, а на другом вырез 7, в котором передвигается штифт 6. Движение начинается при любом отклонении нажимной пластины 1, что приводит к изменению расстояния между штифтами 5 и 6. Коромысла 8 включают штифты 9 и 10. Коромысла 8 перекрываются коромыслом 12, на одном конце которого выполнены отверстия под штифт 9, а на другом вырез 11, в котором перемещается штифт 10, проходящий через отверстие в коромысле 8. Коромысла 8 и 12 должны равномерно распределять давление, прикладываемое к рукоятке шлифовальная доска, по всей длине нажимной пластины 1, которая равномерно поджимает абразивный материал к шлифуемой поверхности 14, и обеспечивает шлифование вогнутых или выпуклых поверхностей. К верхнему коромыслу 12 крепятся эргономично выполненные рукоятки 13.
ПРИМЕР 2
Конструкция ручной шлифовальной доски (см. фиг.2) такая же, что и конструкция доски, изображенной на фиг.1. Добавлена только жесткая пластмассовая крышка 15 с гибкой манжетой 16 и штуцером 17 с целью подсоединения шланга для удаления абразивной пыли. Для удаления абразивной пыли в нажимной пластине выполнены сквозные отверстия 18. Нажимная пластина также снабжена тягами 19, которые крепятся к верхнему коромыслу, и фиксируют кривизну нажимной пластины.
Подробности функционирования и конструкции тяги 19 (видимо все же тяга - «pull-bar», т.к. в некоторых местах текста, по моему, ошибочно написано «balance bar» т.е. - коромысло - прим. переводчика) показаны на сечении АА (см. фиг.3). Тяга 19 жестко соединяется с трубкой 20, которая вытягивается с поворотом вокруг штифта 5. В то же самое время тяга 19 свободно проходит через боковое отверстие в штифте 21, установленном с возможностью поворота поперек верхнего коромысла или, точнее, рукоятки шлифовального блока 12. В продольной оси этого штифта 21 выполнено сквозное отверстие для стопорного винта 22. Если стопорный винт 22 ослаблен, то тяга 19 может свободно перемещаться через боковое отверстие в штифте 21, и это не ограничивает никоим образом гибкость нажимной пластины 1. При затяжке стопорный винт 22 давит на тягу 19 и фиксирует ее относительно штифта 21, и поэтому относительно рукоятки шлифовального блока 12, и в то же самое время, он фиксирует точку пересечения продольной оси тяги 19 с нажимной пластиной 1. Для достижения самой точной настройки и самой жесткой фиксации нажимной пластины с обеспечением требуемого радиуса кривизны изогнутой или плоской поверхности, выгодно установить как можно больше точек, то есть, использовать как можно больше тяг. На сечении, изображенном на фиг.4, подробно рассмотрена фиксация гибкой манжеты 16, которая жестко крепится к жесткой крышке 15. Гибкая манжета 16 прижимается к гибкой нажимной пластине 1 только фасонной плоской пружиной 23, жестко прикрепленной к гибкой нажимной пластине 1 заклепками 24. Кроме того, в нижней части манжеты установлен армирующий прямоугольный профиль 25, через который пружины 23 равномерно поджимают основание манжеты 16 к верхней поверхности нажимной пластины 1. В армирующем профиле выполнены отверстия 26, в которые попадают концы фасонных пружин 23. Так как гибкая манжета не образует жесткой связи с нажимной пластиной, любое отклонение нажимной пластины приводит к тому, что нижняя поверхность манжеты перемещается относительно верхней поверхности нажимной пластины, не ограничивая, при этом, никоим образом гибкость и свойства нажимной пластины 1.
ПРИМЕР 3
Конструкция и принцип действия линейного механического шлифовального блока с гибкой нажимной пластиной (см. фиг.3) подобны конструкции и принципу действия ручной шлифовальной доски (см. фиг.1 и 2). Кроме того, гибкая нажимная пластина 29 снабжена подвижной фасонной пластиной 27 с механическим приводом и абразивным материалом 28 на ее подошве. Пластина выполнена в виде С-образного профиля, который частично охватывает гибкую нажимную пластину 29. На фиг.9 и 10 представлен вид на эту подвижную шлифовальную пластину, охватывающую гибкую нажимную пластину. В верхней части профиля подвижной шлифовальной пластины 27 через равные интервалы выполнены боковые прорези 31, которые устраняют жесткость профиля в продольном направлении. На фиг.11 показан элемент профиля. На фиг.12 проиллюстрирован принцип действия и работа облегченного профиля 27, установленного на нажимной пластине 29, при отклонении пластины внутрь или наружу. Такая конструкция подвижной шлифовальной пластины 27 позволяет ей непрерывно копировать форму нажимной пластины 29 при любом отклонении нажимной пластины 29, в частности, во время шлифования вогнутых и выпуклых поверхностей. Кроме того, фасонная пластина 27 оснащена шипом (водилом) 32 для подсоединения линейного привода. Поэтому в гибкой нажимной пластине 29 выполнен вырез 33, в котором линейно перемещается шип (водило) 32. Для изготовления подвижной шлифовальной пластины был выбран пластмассовый материал с очень хорошими свойствами скольжения (Тефлон или т.п.).
Как только в гибкой нажимной пластине 29 и в подвижной пластине 27 выполняется отверстие для удаления пыли (подобно отверстиям 18 на фиг.2), эта конструкция позволяет накрывать крышкой весь механизм также, как это сделано в случае со шлифовальной доской (см. фиг.2), и подключать шлифовальный блок к системе удаления абразивной пыли.
ПРИМЕР 4
Принцип работы линейного механического шлифовального блока большой площади с гибкой нажимной пластиной 34 (см. фиг.8) подобен принципу работы вышеупомянутого шлифовального блока (см. фиг.5, 6, и 7). Главное отличие от вышеупомянутого шлифовального блока состоит в том, что гибкая нажимная пластина 34 оснащена не одной подвижной шлифовальной пластиной, а двумя подвижными шлифовальными пластинами 35 и 36. Эти пластины двигаются линейно вдоль оси нажимной пластины 34 и всегда в противоположных направлениях. Это решение позволяет в значительной степени устранить любые сопротивления средства шлифования, поскольку силы, прикладываемые к обеим пластинам с абразивным материалом, прикладываются в противоположных направлениях и поэтому устраняют друг друга. Другое преимущество этой конструкции состоит в существенном увеличении размера шлифуемой поверхности. При этом обеспечивается функционирование и принцип работы гибкой нажимной пластины 34 и способность этой пластины принимать форму вогнутой или выпуклой поверхности.
ПРИМЕР 5
Принцип работы гибкой нажимной пластины можно также использовать и в работе ленточного шлифовального блока с бесконечной абразивной лентой (см. фиг.15). Подвижная шлифовальная пластина ил и, точнее, подвижная шлифовальная пластина Сообразного профиля выполнена, в этом случае, в виде бесконечной фасонной шлифовальной ленты 37 с абразивным материалом 38, который движется в одном направлении, как минимум, между двумя шкивами, при этом, по крайней мере, один из них является приводным шкивом. Кроме того, лента прижимается к шлифуемой поверхности гибкой нажимной пластиной 39, что позволяет шлифовать вогнутые или выпуклые поверхности. Принцип охвата нажимной пластины 39 фасонной шлифовальной лентой 37 подобен принципу, используемому в линейном шлифовальном блоке с нажимной шлифовальной пластиной (см. фиг.10). Фасонная лента не имеет ни шипов, ни водил. Лента приводится в движение только за счет адгезии между лентой и приводным шкивом или зубчатым зацеплением 40 шкива 42, которое цепляется за прорези 41 шлифовальной ленты 37. На фиг.14 показано сечение СС направляющего или приводного шкива 42, направляющего фасонную шлифовальную ленту 37.
На фиг.15, 16, и 17 на сечении DD показан принцип использования гибкой нажимной пластины для шлифования плоских, выпуклых, и вогнутых поверхностей.
ПРИМЕР 6
Принцип работы механического ленточного шлифовального блока большой площади (см. фиг.18) основан на принципе работы шлифовального блока, показанного на фиг.15, 16, и 17. В этом случае две гибкие нажимные пластины 39 снабжены двумя бесконечными шлифовальными лентами 37, которые двигаются в противоположных направлениях. Скорость движения этих шлифовальных лент регулируется электроникой так, что ускорение или замедление одной из лент относительно другой обеспечивает шлифовальному блоку движение вдоль шлифуемой поверхности и частично снижает физические усилия, которые необходимо прикладывать во время работы с этим шлифовальным блоком, В других аспектах этого технического решения, изложенного в настоящем изобретении, предлагаются такие преимущества, как движение пластин в противоположных направлениях шлифовального блока, представленного на фиг.6. На фиг.19 и 20 показано отклонение нажимных пластин 39 во время шлифования выпуклых и вогнутых поверхностей.
Промышленное применение
Техническое решение, изложенное в настоящем изобретении, можно использовать, в частности, в проекте нового ручного шлифовального блока или шлифовальных блоков с механическим приводом, используемым для шлифования больших плоских, вогнутых, выпуклых поверхностей. Описаны различные выгодные способы улучшения операций шлифования с использованием вышеупомянутого инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО (ВАРИАНТЫ) И ШЛИФОВАЛЬНАЯ МАШИНА (ВАРИАНТЫ), СОДЕРЖАЩАЯ ТАКОЕ ШЛИФОВАЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2343063C2 |
| ВИБРАЦИОННАЯ ШЛИФОВАЛЬНАЯ МАШИНА | 2007 |
|
RU2421319C2 |
| Утюжок для прижима шлифовальной ленты в ленточно-шлифовальном станке | 1973 |
|
SU513836A1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| Ленточно-шлифовальный станок | 1990 |
|
SU1803307A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С ПОВОРОТНОЙ ОПОРОЙ УЗЛА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ И СПОСОБ ПОВОРОТА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ В ШЛИФОВАЛЬНОМ СТАНКЕ | 2012 |
|
RU2605399C2 |
| Устройство для обработки деталей сложного профиля | 1976 |
|
SU662325A1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
Изобретение относится к машиностроению и может быть использовано при ручном шлифовании плоских, вогнутых и выпуклых поверхностей деталей. В шлифовальном блоке средство шлифования в виде бумаги, ткани или другой основы со слоем абразива прижимают к шлифуемой поверхности посредством гибкой нажимной пластины. Последняя выполнена с возможностью копирования вогнутых и выпуклых поверхностей и точного фиксирования радиуса их кривизны. Давление, оказываемое во время работы на корпус, рукоятку или рукоятки шлифовального блока с механическим приводом, передается на нажимную пластину по меньшей мере в двух точках одновременно через одно коромысло. В результате повышается производительность шлифования и обеспечивается равномерное распределение давления на шлифуемую поверхность. 3 н. и 13 з.п. ф-лы, 20 ил., 6 пр.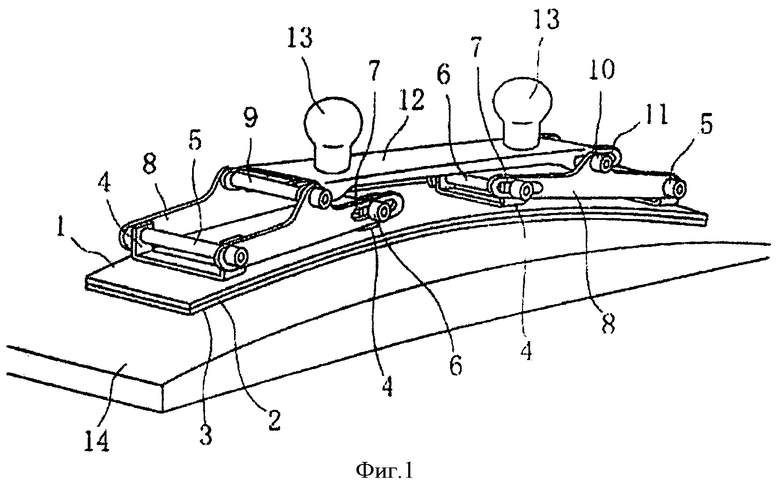
1. Шлифовальный блок, используемый, в частности, для шлифования плоских, вогнутых и выпуклых поверхностей, с равномерным распределением давления на поверхность шлифования, включающий по меньшей мере одну гибкую нажимную пластину (1), снабженную пористой резиной (2) на подошве и застежкой-молнией (3) для крепления средств шлифования, две пары скоб (4), жестко связанных с нажимной пластиной (1), при этом каждая пара скоб снабжена штифтами (5, 6) для соединения скоб (4) с парой коромысел (8), каждое из которых снабжено на одном конце отверстием для первого из указанных штифтов (5), а на другом конце - вырезом (7) для бокового сдвига второго из указанных штифтов (6) так, что второй штифт (6) и скоба (4) устанавливаются в вырез (7) с образованием подвижного соединения, а также еще два штифта (9, 10), каждый из которых соединяет одну пару коромысел (8) и по меньшей мере одно дополнительное коромысло (12), снабженное на одном конце отверстием для одного из указанных штифтов (9), а на другом конце - вырезом (11) для обеспечения движения другого из указанных штифтов (10), при этом в случае трех дополнительных коромысел (12) или большего их числа, третье и каждое последующее дополнительное коромысло (12) перекрываются другими коромыслами (12), в то время как нижние коромысла (12) служат также в качестве скоб (4).
2. Шлифовальный блок по п.1, отличающийся тем, что скоба (4) образует подвижное соединение с тягой (19) с помощью штифтов (5, 21 или 6) с обеспечением по меньшей мере одной скобе (4) нажимной пластины (1) сдвигаться относительно коромысла (12).
3. Шлифовальный блок по п.1 или 2, отличающийся тем, что он снабжен двумя тягами (19), каждая из которых вставлена в штифты (5, 6) нажимной пластины (1) и штифты (21) коромысел (12) корпуса или в рукоятку шлифовального блока, снабженного поворотными штифтами с боковыми отверстиями, позволяющими свободно пропускать тягу (19).
4. Шлифовальный блок по п.3, отличающийся тем, что по оси штифта (21) расположен стопорный винт (22) для фиксации положения тяги (19) относительно штифта.
5. Шлифовальный блок по пунктам 1 или 2, отличающийся тем, что он полностью накрыт постоянной крышкой, предпочтительно, гибкой манжетой, которая прижимается с помощью плоских фасонных пружин, при этом в крышке выполнены отверстия для всасывания абразивной пыли в случае, если нажимная пластина и материал шлифовального блока оснащены отверстиями для всасывания.
6. Шлифовальный блок по п.1 или 2, отличающийся тем, что гибкая нажимная пластина (1) оснащена механическим приводом, при этом нижняя поверхность нажимной пластины оснащена одной подвижной фасонной пластиной (27), приводимой механическим приводом в движение линейно между нажимной пластиной и шлифуемой поверхностью, при этом нижняя поверхность подвижной фасонной пластины оснащена системой фиксации средства шлифования, преимущественно, в виде шлифовальной бумаги, ткани или другой основы со слоем абразива.
7. Шлифовальный блок по п.2, отличающийся тем, что одна гибкая нажимная пластина (1) выполнена с возможностью перемещения вдоль той же оси, что и другая(-ие) нажимная(-ые) пластина(-ы) (1), в противоположном направлении.
8. Шлифовальный блок по любому из пп.1 и 2, отличающийся тем, что в зоне, где профиль нажимной пластины (1) отходит от боковой поверхности вверх нажимной пластины, через равномерные интервалы в профиле нажимной пластины (1) выполнены боковые прорези (31).
9. Шлифовальный блок по любому из пп.1 и 2, отличающийся тем, что в его состав входят две взаимосвязанные нажимные пластины (1) или большее их число и две шлифовальные ленты или большее их число с регулируемой скоростью, при этом данные ленты двигаются в противоположных направлениях.
10. Способ шлифования, в частности, плоских, вогнутых и выпуклых поверхностей с помощью шлифовального блока по любому из пп.1-9, включающий передачу давления, приложенного к корпусу, рукоятке или рукояткам шлифовального блока, на нажимную пластину в двух точках одновременно или в большем числе точек и/или через одно коромысло или через большее число коромысел.
11. Способ по п.10, отличающийся тем, что одинаковое давление прикладывается к двум точкам нажимной пластины или к большему их числу предпочтительно с помощью скобы.
12. Способ по п.10 или 11, отличающийся тем, что нажимная пластина (1) поджимает средство шлифования в виде бумаги, ткани или другой основы со слоем абразива к шлифуемой поверхности (14) по всей длине средства шлифования, при этом к средству шлифования по всей его длине прикладывается приблизительно постоянное давление, которое затем распределяется на всю поверхность шлифования.
13. Способ по любому из пп.10 или 11, отличающийся тем, что кривизна нажимной пластины (1) может быть зафиксирована с помощью тяг (19).
14. Способ по любому из пп.10 или 11, отличающийся тем, что кривизна выставляется с помощью шаблона.
15. Способ по любому из пп.10 или 11, отличающийся тем, что всасывание абразивной пыли также обеспечивается тем, что гибкая крышка поджимается через резиновое уплотнение к верхней части другой гибкой нажимной пластины, при этом между этими двумя пластинами имеется вкладка и крышка не плотно соединяется с нажимной пластиной с обеспечением гибкости нажимной пластины.
16. Применение шлифовального блока по любому из пп.1-9 для шлифования, плоских, вогнутых и выпуклых поверхностей.
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ПРОТОЧНОЙ ВОДЫ, СПОСОБ РАЗДЕЛЕНИЯ ПРОТОЧНОЙ ВОДЫ И СИСТЕМА СТОЧНЫХ ВОД | 2008 |
|
RU2464385C2 |
| US 3123947 А, 10.03.1964 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| НАСАДКА ШЛИФОВАЛЬНАЯ И ПОЛИРОВАЛЬНАЯ, ЕЕ ДИСКОВЫЕ РАБОЧИЕ ОРГАНЫ (ВАРИАНТЫ), КОНУСООБРАЗНЫЕ СМЕННЫЕ АБРАЗИВНЫЕ И ПОЛИРОВАЛЬНЫЕ ИНСТРУМЕНТЫ (ВАРИАНТЫ) | 2000 |
|
RU2201861C2 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ДОВОДКИ | 0 |
|
SU397321A1 |

