Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления гибкого абразивного диска согласно признакам п.1 формулы изобретения.
Изобретение относится также к гибкому абразивному диску согласно признакам п.16 формулы изобретения.
Уровень техники
Из уровня техники известно изготовление гибких абразивных средств для покрытия протяженной полосы материала с точно отформованными композиционными образованиями, обычно в форме пирамиды. Этот способ был описан, например, в патенте США №5152917. Для изготовления абразивного диска указанным выше способом диск должен быть вырезан из полосы материала. Однако для этого необходимы точные высекающие инструменты. Поскольку же на полосе материала имеется также покрытие из абразивного агента, лезвия высекающего инструмента также подвергаются значительному износу, из-за чего их часто необходимо менять. Это не выгодно как по причине остановки производства, так и из-за приобретения и установки новых лезвий.
Изготовление абразивных дисков осложняется, кроме того, большим количеством образующегося при высекании отхода. Отход отчасти представляет собой неиспользованное сырье и должен частично удаляться с производственной линии и уничтожаться или храниться. Оба этих фактора, естественно, влияют на себестоимость абразивного диска негативным образом.
При изготовлении абразивного материала из протяженной полосы материала почти невозможно использовать производственные способы, которые были бы технически выгодными. Таким способом является, например, применение вакуумной обработки поверхностного слоя абразивного диска. Расходы на создание вакуума над полосой материала известного типа слишком высоки при той технике, которую необходимо при этом использовать.
Из существующего уровня техники известно также нанесение покрытия на отдельный абразивный диск с помощью суспензии связующего агента и песка согласно, например, патенту США №2292261. В нем описывается способ, согласно которому диск покрывают слоем суспензии абразивного агента, обладающей подходящей вязкостью. Этот слой подвергают, тиснению c помощью структурированной пластины, после чего отверждают.
Тиснение создает в суспензии абразивного агента желаемый рисунок, который затем отверждается. Поскольку в этом способе желаемый рисунок выдавливается единомоментно, точный оттиск в результате этого не образуется и рисунок имеет тенденцию в известной мере расплываться, например перед отверждением.
Раскрытие изобретения
При использовании настоящего изобретения проблемы известных решений могут быть в значительной степени преодолены. Для этой цели изобретение предлагает способ изготовления гибкого абразивного диска и сам гибкий абразивный диск, изготовленный с помощью этого способа, в результате чего можно иметь надежное производство и абразивный диск с однородными свойствами.
В соответствии с изобретением, упомянутые проблемы решаются путем придания способу изготовления и гибкому абразивному диску характерных признаков пункта 1 и пункта 16, соответственно. Следующие за ними зависимые пункты предлагают дополнительные подходящие варианты осуществления и варианты изобретения, которые дополнительно улучшают эффект изобретения.
В приведенном ниже описании выражения «верхний», «нижний», «верхняя сторона», «нижняя сторона» и т.п.относятся к направлениям по отношению к абразивному диску или его структурным деталям, как это показано на прилагаемых фигурах.
При использовании описанного в настоящем изобретении способа можно добиться ряда существенных преимуществ по сравнению с существующим уровнем техники. Так, поочередное изготовление дисков обеспечивает возможность изготовлять дешевые матрицы, поскольку абразивный диск имеет малые размеры. Техника изготовления позволяет использовать одноразовые матрицы, предварительно отлитые с позитивного оригинала. Такие одноразовые матрицы значительно облегчают манипуляции с абразивным диском после завершения его изготовления. Кроме того, проще и, соответственно, дешевле изготовить позитивную исходную матрицу и отливать из нее требуемые негативные матрицы, чем изготовлять непосредственно негативные оригиналы, которые обычно необходимы для изготовления абразивных дисков согласно традиционной технологии.
Поскольку для изготовления множества упомянутых выше одноразовых матриц можно использовать одну-единственную первичную матрицу, экономически приемлемо делать матрицу более сложной. Это позволяет в большей, чем обычно, степени воздействовать на строение поверхности абразивного диска.
При изготовлении абразивного диска согласно настоящему изобретению целесообразно прессовать абразивный диск в прессе с верхним и нижним тиснильными поршнями, расположенными один против другого. В этом случае целесообразно чтобы у одно из тиснильных поршней имелась тиснильная матрица. При использовании недорогих одноразовых матриц, которые могут оставаться в процессе отверждения в конечном продукте, прессование в данном способе можно производить одномоментно. После первичного прессования покрытие из абразивного агента, нанесенное на основу абразивного диска, будет удерживать вместе основу и тиснильную матрицу.
Поскольку каждый абразивный диск обрабатывается в отдельной пресс-камере, образующейся между верхним и нижним тиснильными поршнями и имеющей малый объем, не представляет сложности использовать известную технику вакуумной разливки. Эта техника позволяет производить особенно точные отливки и, таким образом, значительно улучшает рабочие характеристики абразивных дисков.
Благодаря защите покрытия из абразивного агента абразивного диска одноразовой матрицей появляется возможность использовать не только метод УФ отверждения, но также, например, и отверждение пучком электронов. Отверждение пучком электронов экономически осуществимо благодаря тому, что для отверждения пучком достаточно лишь небольшого источника излучения.
Абразивный диск, изготовленный согласно настоящему изобретению и приобретший при этом сферическое поперечное сечение согласно изобретению, обладает при эксплуатации лучшими характеристиками забивки. Сферическая форма уменьшает то, что называют «спеканием», т.е. накапливанием пыли между поверхностью абразивного диска и полируемой поверхностью.
Далее, благодаря своей сферической форме абразивный диск имеет более долгий срок службы, потому что может использоваться вся абразивная поверхность абразивного диска, а не только периферийная поверхность диска, что чаще всего имеет место. Причина этого в том, что диск не пристает к плоским поверхностям и под несколько выгнутое изделие попадает воздух. В результате этого возрастает объем тока отсасывающего воздуха, что приводит к лучшему удалению пыли. Позитивные результаты могут быть достигнуты даже с абразивными дисками, имеющими большой радиус кривизны. Для того чтобы можно было наблюдать повышенный эффект удаления пыли, достаточно того, чтобы кривизна поперечного сечения абразивного диска составляла, например, всего пару миллиметров в 150-мм абразивном диске.
Шлифовальные работы, проводимые с абразивным диском изобретения облегчаются также и потому, что сферический абразивный диск не сцепляется таким же образом, как традиционные плоские абразивные диски, и не ведет в разных направлениях. Кроме того, нет необходимости удерживать станок столь же твердо, как раньше, или направлять его на объекте, а можно просто шлифовать даже половиной поверхности абразивного диска, для чего достаточен собственный вес ладони и руки.
Сферический абразивный диск позволяет также уменьшить площадь шлифования и получать четкий переход от отшлифованной к неотшлифованной поверхности. Этот эффект можно еще больше усилить путем создания крепежной поверхности на крепежной пластине шлифовального станка, имеющей существенно сферическую форму. Этим путем небольшой наклон шлифовального станка не изменит взаимной геометрии расположенных одна против другой контактных поверхностей. Таким образом, при использовании шлифовального станка со сферическими колебаниями можно в значительной степени избежать скошенного положения абразивного изделия, расположенного на крепежной поверхности станка. Вследствие этого шлифовальный станок не требует точного позиционирования абразивной поверхности, как в известных решениях, и работать с ним будет значительно легче.
При наличии сферической абразивной поверхности появляется возможность прилагать более специфическое и более высокое абразивное давление в середине контактной поверхности абразивного диска. При этом придание формы делает возможным более точное истирание или полирование лишь одного конкретного дефекта на истираемом участке. Благодаря настоящему изобретению истираемая площадь уменьшается и краевая площадь по периметру истираемой площади менее заметна.
Другие преимущества и детали изобретения станут очевидными из следующего ниже описания.
Краткое описание чертежей
Фиг.1 - вид сверху абразивного диска;
фиг.2 - вид сбоку абразивного диска;
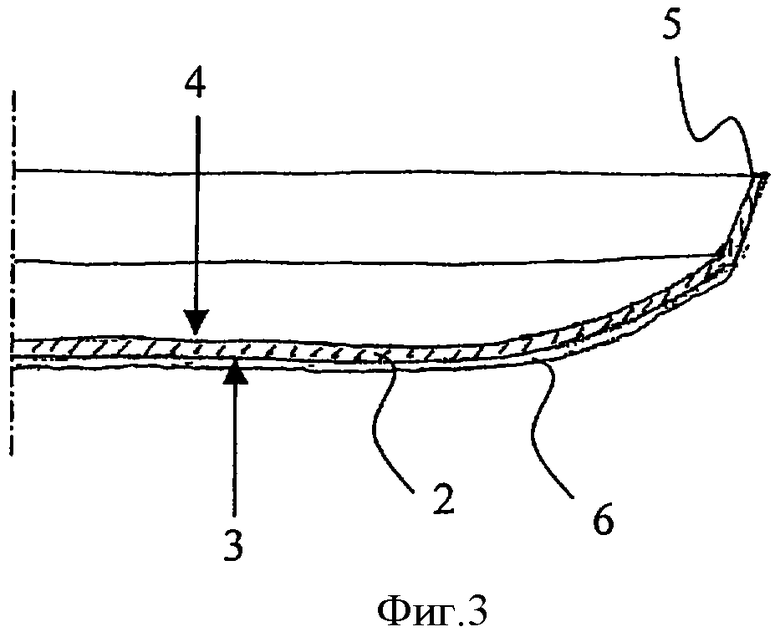
фиг.3 - частичное поперечное сечение абразивного диска согласно фиг.2;
фиг.4 - вид сбоку альтернативного варианта осуществления абразивного диска;
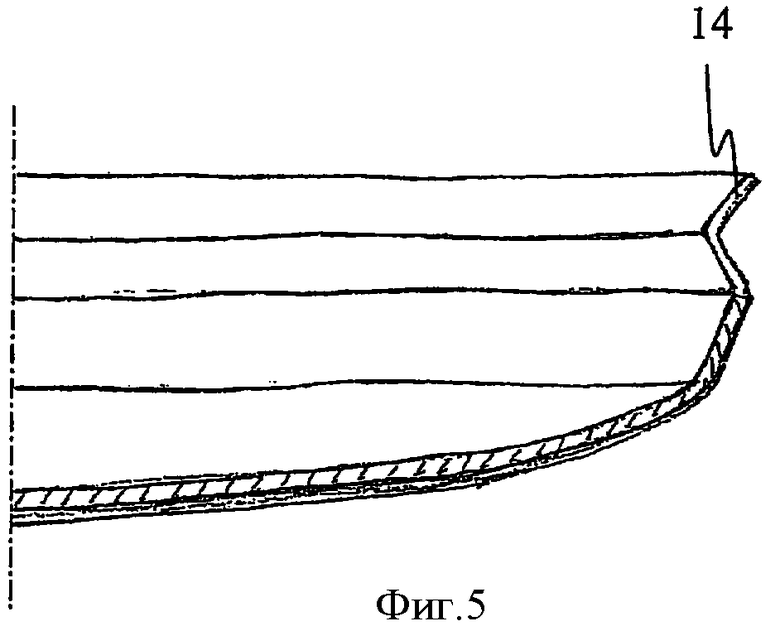
фиг.5 - частичное поперечное сечение абразивного диска согласно фиг.4;
фиг.6 - поперечное сечение второго альтернативного варианта осуществления абразивного диска при рассмотрении с одной из сторон;
фиг.7 - частичное поперечное сечение пресса для изготовления абразивного диска настоящего изобретения в момент, когда пресс открыт для загрузки;
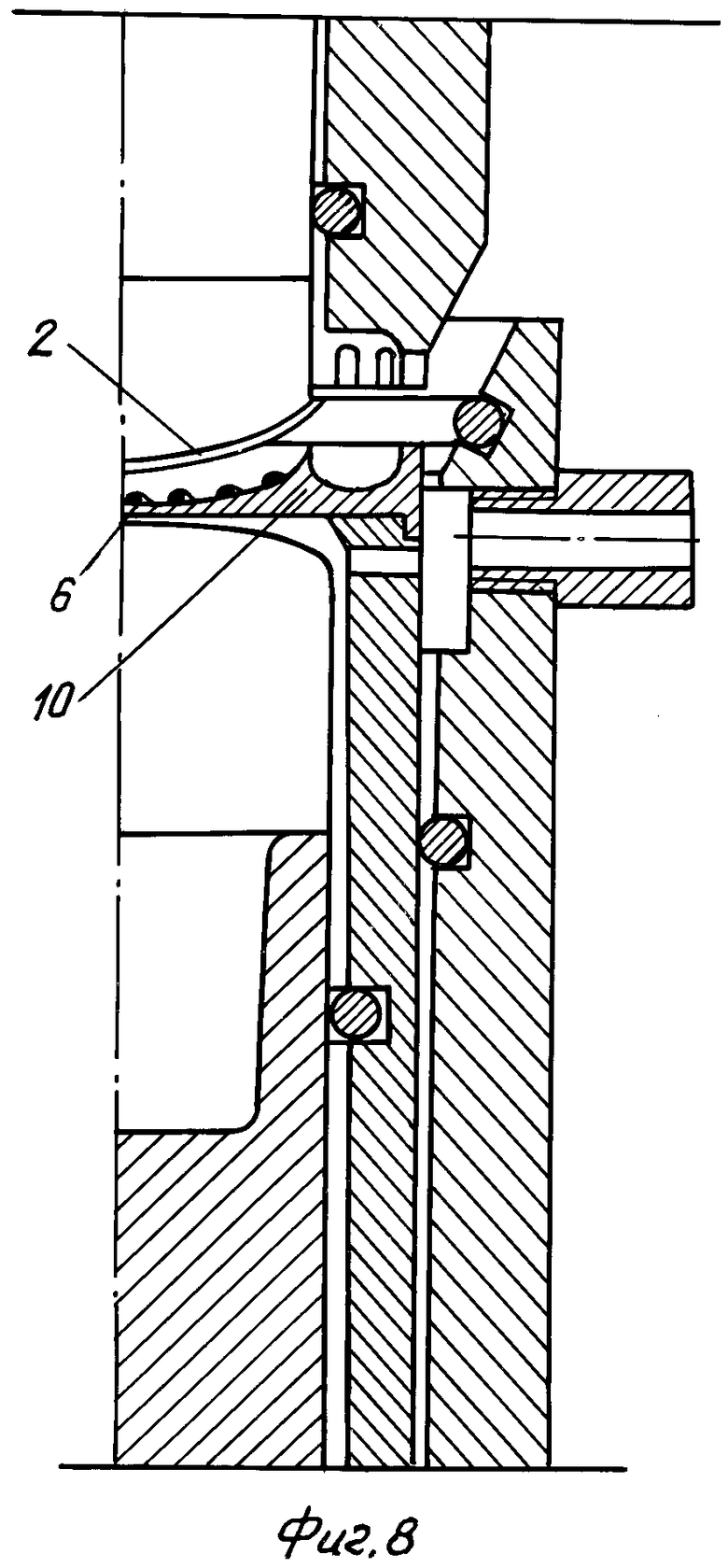
фиг.8 - пресс согласно фиг.7 в момент, когда тиснильные поршни пресса сомкнуты один против другого;
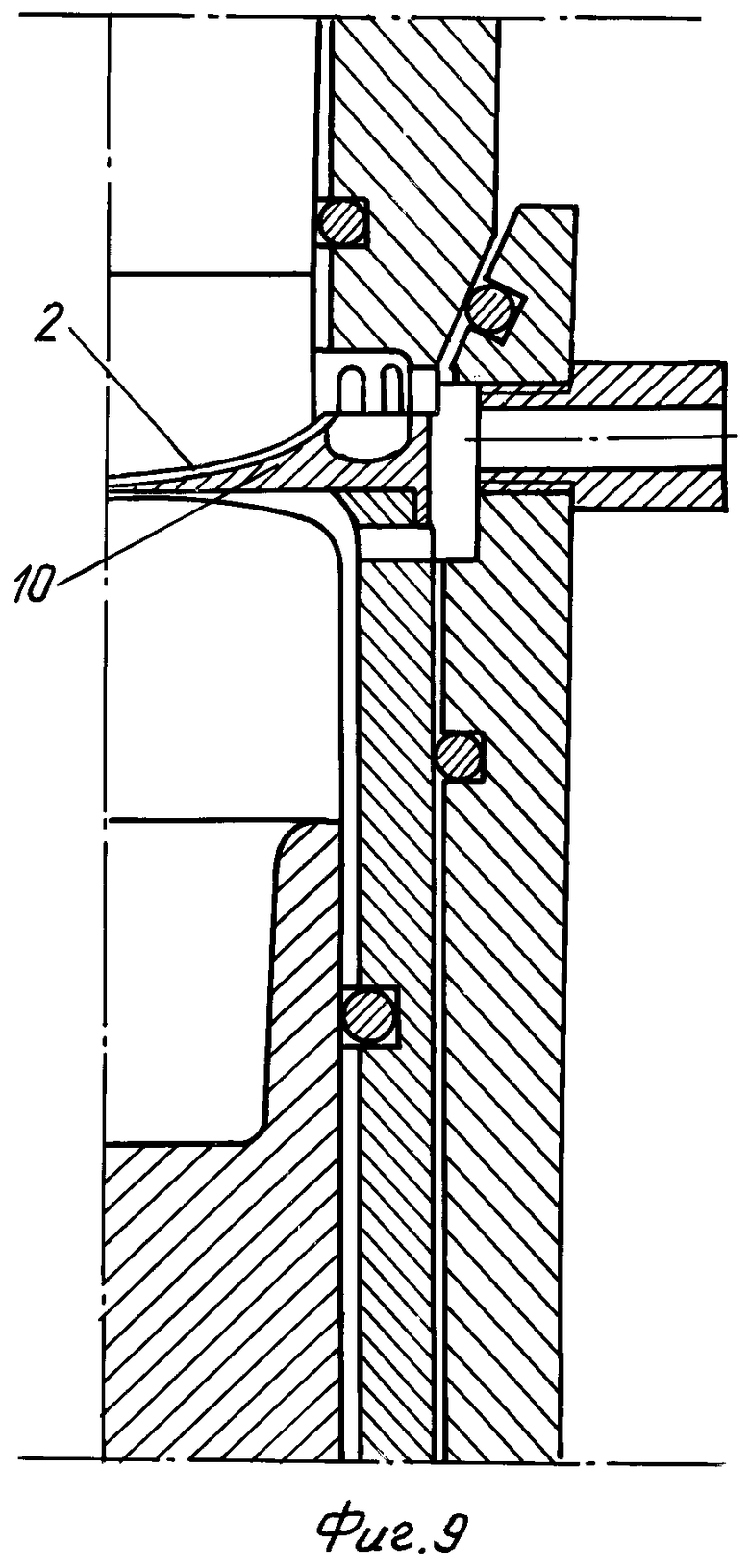
фиг.9 - пресс согласно фиг.7 в момент, когда начинается спрессовывание;
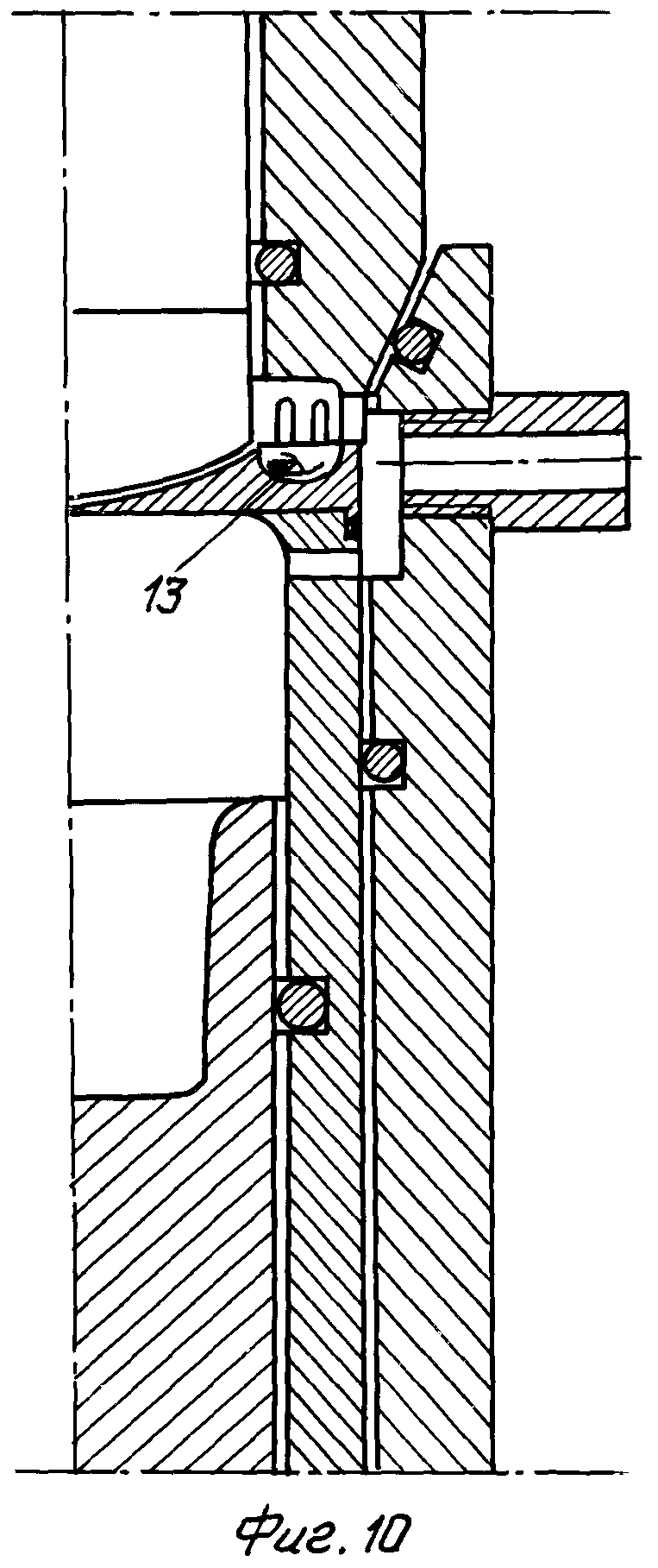
фиг.10 - пресс согласно фиг.7 в момент, когда спрессовывание завершено.
Осуществление изобретения
Предпочтительные варианты осуществления способа изготовления гибкого абразивного диска, а также варианты осуществления самого абразивного диска описаны ниже со ссылками на упомянутые выше фигуры. При этом технические решения включают в себя показанные на фигурах конструкционные детали, каждая из которых обозначена соответствующей ссылочной позицией. Эти ссылочные позиции соответствуют ссылочным позициям, упоминаемым в приведенном ниже описании.
Гибкий абразивный диск 1 настоящего изобретения включает в себя, согласно фиг.1-6, основу 2 с верхней стороной 3 и нижней стороной 4. Основа имеет по своему периметру боковую кромку 5, которая соединяет верхнюю сторону основы с ее нижней стороной. Кроме того, верхняя сторона основы имеет покрытие 6 из абразивного агента, образующего поверхностный слой и, таким образом, конечный абразивный диск.
При изготовлении абразивного диска 1 настоящего изобретения основу 2 располагают отдельно на тиснильном поршне 7 согласно фиг.7 и, таким образом, на основу каждого абразивного диска также по отдельности наносят покрытие. При этом каждая основа может быть помещена отдельно в пресс-камеру, образуемую двумя тиснильными поршнями 7 и 8, расположенными один против другого. Однако вполне допустимо также помещать основу в одну из нескольких примыкающих одна к другой пресс-камер, образованных двумя тиснильными поршнями, расположенными по существу один против другого. Допустимо также помещать одну или более близко расположенных, но не контактирующих между собой основ в одну пресс-камеру и при этом нанесение покрытия на них также может осуществляться раздельно.
В зависимости от формы основы 2 тиснильный поршень 7, который в данном варианте осуществления называется верхним тиснильным поршнем, имеет съемную прессующую головку 9 для удержания основы на поверхности тиснильного поршня. Если нижняя поверхность 4 основы является, например, вогнутой, то в этом случае поршень имеет, соответственно, выпуклую прессующую головку. Разумеется, для удержания основы на поверхности тиснильного поршня допустим также плоский тиснильный поршень с нижней матрицей из подходящего полимерного материала.
После того как основа 2 надлежащим образом расположена на верхнем тиснильном поршне 7, на верхнюю сторону основы наносят покрытие 6 из абразивного агента. В этом случае структура поверхностного слоя покрытия из абразивного агента образуется преимущественным образом путем подвода к покрытию из абразивного агента тиснильной матрицы 10, которая размещена на нижнем тиснильном поршне 8 против основы. В результате этого после сдавливания между собой расположенных один против другого тиснильных поршней происходит тиснение поверхностного слоя абразивного диска с образованием желаемого рисунка.
Таким образом, покрытие из абразивного агента может наноситься непосредственно на верхнюю сторону 3 основы 2 или, альтернативным образом, оно может наноситься на тиснильную матрицу 10 с целью переноса ее на основу при сжатии друг с другом поршней, которые описаны выше и проиллюстрированы на фиг.7 и 8.
При проведении работы с прессом, имеющим пресс-камеру малого объема, не представляет сложности использовать известный способ вакуумного литья. Вакуумный насос (не показан) соединяют с прессом через мундштук 11, после чего атмосферное давление в пресс-камере может быть значительно понижено. Благодаря этому прессу и способу тиснения тиснильная матрица может быть обеспечена особо тонкой зернистой структурой, которая может быть заполненной при тиснении, и в рисунке не будут образовываться пустые карманы.
Предпочтительно придание матрице 10 формы в соответствии с фиг.7-10 с окружающим ее по периметру сборным карманом 12. При сдавливании поршней часть покрытия из абразивного агента обычно вытекает. При наличии охватывающего тиснильную матрицу кармана этот избыточный материал 13 может быть отведен согласно фиг.10, благодаря чему пресс и его периферийное оборудование будут предохранены от загрязнения.
После завершения спрессовывания покрытие 6 из абразивного агента отверждают, после чего матрицы, которые по крайней мере частично охватывают законченный абразивный диск 1, могут быть убраны.
Нанесение покрытия 6 из абразивного агента может проводиться ступенчато с попеременным нанесением на верхнюю сторону основы по крайней мере клея и песка. Альтернативным образом, покрытие из абразивного агента может наноситься погружением, напылением, литьевым формованием или впрыскиванием на верхнюю сторону 4 основы 2 при использовании, например, суспензии, содержащей по крайней мере абразивный агент и связующий агент. Возможно также нанесение покрытия из суспензии методом растрового оттиска, посредством которого на верхнюю поверхность наносятся пятнышки, т.е. налипшие пятнышки покрытия из абразивного агента.
Наружному слою придается существенно сферическая форма путем нанесения покрытия на сферическую верхнюю поверхность 3 на основе 2. В этом отношении следует отметить, что сферическая форма может естественным образом проявляться как в виде выпуклых, так и в виде вогнутых поверхностей. Если используется вогнутая сферическая поверхность, покрытие наносится внутри полости вогнутой поверхности.
В процессе изготовления сферическая форма абразивного диска 1 может быть, говоря в общих чертах, адаптирована к закруглению любой конкретной поверхности вне зависимости от того, является ли эта поверхность вогнутой или выпуклой. Кроме того, для получения дискретного позиционирования может быть применен дополнительный загиб 14 кромки абразивного диска.
Распределение покрытия 6 из абразивного агента, образующего структуру поверхностного слоя, может иметь различные формы в зависимости от формы тиснильной матрицы 10, помещенной на нижний тиснильный поршень 8 для тиснения поверхностного слоя с помощью сдавленных один с другим поршней. Форма поверхностной структуры этой тиснильной матрицы может быть удобным образом создана путем изготовления специальной позитивной первичной тиснильной матрицы и последующей отливки ее в простые, например полимерные, матрицы. После этого полученную таким образом тиснильную матрицу с негативным тиснильным рисунком помещают на нижний тиснильный поршень для выполнения тиснения покрытия из абразивного агента. Поскольку такая тиснильная матрица является простой и недорогой в изготовлении, ее целесообразно использовать только один раз. Удаляемым полимером может быть обычный полиолефин, например полипропилен или полиэтилен, а также привитой полимер, обладающий еще лучшей способностью удаляться.
Поскольку первичная тиснильная матрица не входит в контакт с покрытием 6 из абразивного агента, она подвергается минимальному износу. Почти отсутствующий износ и малые размеры матрицы означают, что ее структура может быть выполнена очень детально. С ее помощью получают то, что называют точно реплицированной матрицей. В то же время имеется возможность создавать нелинейный и непересекающийся рисунок. Вследствие этого, композиционное формирование покрытия из абразивного агента предотвращает образование прямых дорожек, которые могут стать причиной следов на шлифуемой поверхности, если абразивный диск перемещается в одном направлении.
В покрытии, образуемом способом растрового оттиска, получают ровное распределение покрытия из абразивного агента на верхней поверхности, что означает то, что перед взаимным сжатием поршней пятнышки равномерно размазываются по поверхности и при последующем сдавливании точно реплицированной матрицей легко получают желаемое распределение.
В то время как покрытие 6 из абразивного агента распределяется по поверхности 2, согласно фиг.8-10, одновременно происходит структурирование поверхностного слоя. При этом смыкают один с другим два тиснильных поршня 7 и 8, иными словами, верхний тиснильный поршень 7 с размещенной на нем основой 2 и противоположно расположенный нижний тиснильный поршень 8 с размещенной на нем тиснильной матрицей 10 с тиснильным рисунком. Таким образом, в настоящем способе ни один из тиснильных поршней не вступает в непосредственный контакт с покрытием из абразивного агента, который наносится на верхнюю сторону 3 основы или тиснильной матрицы, поскольку поршни защищены частично тиснильной матрицей и частично основой.
Нижний тиснильный поршень 8, имеющий тиснильную матрицу 10 с тиснильным рисунком, может быть с успехом выполнен из гибкого материала с выпуклой торцевой поверхностью. В этом случае, согласно фиг.9, тиснильный поршень начинает прессование с середины тиснильной матрицы. После этого давление прессования перемещается постепенно, подобно круговой волне, в направлении к периферии тиснильной матрицы, в то время как поршень, согласно фиг.10, при повышении давления деформируется. Поверхность верхнего тиснильного поршня 7 или расположенной на нем прессующей головки 8 является жесткой и соответствует, что является желательным, основе.
Основа 2 и примыкающая к верхней поверхности 3 тиснильная матрица 10 удерживаются вместе после указанного выше спрессовывания за счет окружающего атмосферного давления и покрытия 6 из абразивного агента, нанесенного между ними перед прессованием. Таким образом, не представляет трудности подвергнуть абразивный диск перед прессованием любому из известных типов отверждения.
При использовании УФ отверждаемой смолы в качестве связующего агента для покрытия из абразивного агента и образовании как возможной поддерживающей основу матрицы, так и тиснильной матрицы 10 из прозрачного полимера, пропускающего УФ лучи, простое и успешное отверждение абразивного диска 1 достигается тогда, когда диск перемещают через конус лучей.
Настоящее изобретение позволяет также использование смол, отверждаемых пучком электронов, поскольку при облучении за один прием только одного абразивного диска 1 источник облучения может быть относительно малым.
Выше описано нанесение покрытия на основу 2 абразивного диска 1. В этой связи можно упомянуть, что основа может быть изготовлена компрессионным формованием в отдельной форме, в случае чего ее верхняя сторона 3 может быть покрыта в то время, когда основа еще находится в форме. Основа может быть также изготовлена формованием с вытяжкой с последующим помещением ее в отдельную форму, в случае чего на ее верхнюю сторону затем наносят покрытие. Сформованная с вытяжкой основа может быть либо разрезана в виде полосы сформованного с вытяжкой материала, либо же плоский материал основы может быть подвергнут формованию с вытяжкой тогда, когда его разрезают в виде полосы материала.
Основа 2 абразивного диска 1 в одном из вариантов ее осуществления имеет строение с по существу равномерной толщиной, вследствие чего ее нижняя сторона 4 и верхняя сторона 3 существенно параллельны и имеют практически одинаковые радиусы кривизны. Однако основа может иметь такую форму, при которой нижняя сторона и верхняя сторона имеют разные радиусы кривизны, вследствие чего ее нижняя сторона может быть, например, по существу плоской, в то время как верхняя сторона будет сферически выгнутой или вогнутой. Согласно настоящему способу, верхняя сторона основы может быть выполнена с поверхностным слоем в виде покрытия 6 из абразивного агента, форма которого близка к форме сферического сегмента.
Отказываясь от сегодняшних абразивных дисков на бумажной основе, предпочтительно изготовлять основу 2 настоящего абразивного диска из полимерного материала.
С целью упрощения применения абразивного диска 1 боковая кромка 5 основы может быть снабжена крепежными элементами. Эти крепежные элементы расположены так, чтобы удерживать завершенный абразивный диск прикрепленным наподобие крышки в тот момент, когда абразивный диск в процессе работы расположен на крепежной пластине шлифующей головки. В число крепежных элементов могут входить кромка 14, вытянутая вверх согласно фиг.5, или подтянутые вверх крючки.
Абразивный диск 1 может иметь отверстия для отвода пыли или для подачи воды. Кроме того, диск может также иметь ведомые штифты, которые взаимодействуют с ведущими отверстиями в крепежной пластине. Эти ведомые штифты облегчают крепление и могут в некоторых случаях, и в особенности в сочетании с упомянутыми выше интегрированными крепежными элементами, исключать традиционные крепежные элементы, такие как самоклеящийся клей и застежки типа «липучка».
Разумеется, для закрепления абразивного диска на крепежной пластине и в полирующей головке шлифовального станка абразивный диск 1 может иметь известные крепежные элементы, такие как самоклеящийся клей и застежки типа «липучка» на нижней стороне 4 основы 2.
Приведенное выше описание и соответствующие фигуры предназначены для иллюстрации настоящего решения для конструкции абразивного диска. Таким образом, решение не ограничивается вариантом осуществления изобретения, описанным выше и в прилагаемой формуле изобретения. Напротив, множество вариаций и альтернативных вариантов осуществления реализуемы в рамках идеи изобретения, описанной в прилагаемой формуле изобретения.

Изобретения относятся к области абразивной обработки и могут быть использованы при изготовлении гибкого абразивного диска. Последний включает в себя основу с верхней и нижней сторонами. Верхняя сторона имеет покрытие из абразивного агента, образующее поверхностный слой. Для образования поверхностного слоя со специфическим рисунком покрытие на основу каждого абразивного диска наносят по отдельности. Подвергают покрытие из абразивного агента на верхней стороне основы тиснению с помощью структурированной тиснильной матрицы, предназначенной для прессования основы путем взаимного сжатия тиснильных поршней. Для окончательного формирования поверхностного слоя покрытие из абразивного агента отверждают и удаляют матрицу с готового абразивного диска. В результате изготавливают абразивный диск с однородными свойствами и с точным оттиском рисунка на его основе. 2 н. и 24 з.п. ф-лы, 10 ил.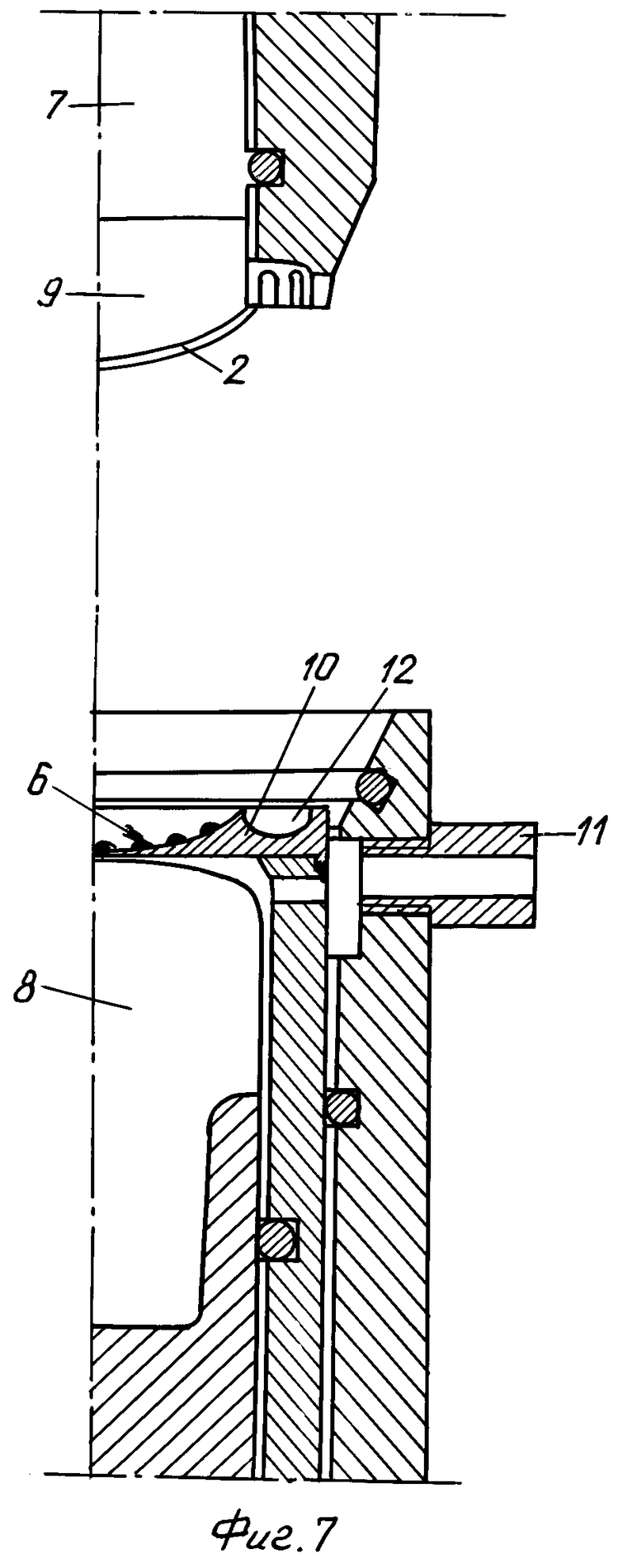
1. Способ изготовления гибкого абразивного диска (1), включающего основу (2) с верхней стороной (3) и нижней стороной (4), при этом основа имеет по своему периметру боковую кромку (5), соединяющую верхнюю сторону с нижней стороной, а верхняя сторона имеет покрытие (6) для образования поверхностного слоя, отличающийся тем, что отдельно производят нанесение покрытия на основу (2) каждого абразивного диска (1), при этом основу размещают в отдельной позиции на тиснильном поршне (7), в котором на верхнюю сторону (3) основы наносят покрытие (6) из абразивного агента и образуют поверхностный слой с рисунком путем подвода к основе тиснильного поршня (8), расположенного против основы, который имеет структурированную тиснильную матрицу (10), обращенную в сторону верхнего слоя основы, для тиснения поверхностного слоя в результате взаимного сжатия тиснильных поршней, после чего покрытие из абразивного агента отверждают для окончательного формирования поверхностного слоя и удаляют матрицы с законченного абразивного диска(1).
2. Способ по п.1, отличающийся тем, что основа (2) расположена на отдельном тиснильном поршне (7).
3. Способ по п.1, отличающийся тем, что основа (2) размещена в отдельной пресс-камере в тиснильном поршне (7).
4. Способ по п.1, отличающийся тем, что основе (2) придают форму, по существу, со сферической верхней стороной.
5. Способ по п.4, отличающийся тем, что основе (2) придают форму с, по существу, равномерной толщиной и, по существу, сферическими верхней стороной (3) и нижней стороной (4), причем поверхности тиснильного поршня (7) придают форму, соответствующую радиусу кривизны нижней стороны основы.
6. Способ по п.1, отличающийся тем, что покрытие (6) из абразивного агента наносят ступенчато с попеременным нанесением на верхнюю сторону основы, по меньшей мере, клея и песка.
7. Способ по п.1, отличающийся тем, что покрытие (6) из абразивного агента напыляют на верхнюю сторону основы (2) в виде суспензии, которая содержит, по меньшей мере, абразивный агент и связующий агент для образования поверхностного слоя.
8. Способ по п.1, отличающийся тем, что основу (2) и тиснильную матрицу (10), подведенную к поверхностному слою, удерживают вместе после прессования с помощью покрытия (6) из абразивного агента, нанесенного при прессовании на верхнюю поверхность, причем покрытие из абразивного агента отверждают после удаления основы с нанесенным на верхнюю сторону покрытием из абразивного агента из пресс-камеры, образованной тиснильными поршнями (7, 8).
9. Способ по любому из пп.1-8, отличающийся тем, что основу (2) изготавливают способом литьевого формования в отдельной форме.
10. Способ по п.9, отличающийся тем, что основу (2) изготавливают методом литьевого формования в отдельной форме, в которой после этого на верхнюю сторону основы наносят покрытие.
11. Способ по любому из пп.1-8, отличающийся тем, что основу (2) изготавливают методом формования с вытяжкой с последующим размещением основы на тиснильном поршне (7), на верхнюю сторону (3) которого после этого наносят покрытие.
12. Способ по п.11, отличающийся тем, что основу (2) разрезают в виде полосы сформованного с вытяжкой материала.
13. Способ по п.11, отличающийся тем, что основу (2) подвергают формованию с вытяжкой тогда, когда ее разрезают в виде полосы материала.
14. Способ по п.1, отличающийся тем, что осуществляют совместное сдавливание верхнего и нижнего тиснильных поршней (7, 8) в вакууме.
15. Способ по п.1, отличающийся тем, что тиснильную матрицу (10) образуют из полимерного материала, содержащего предназначенный для удаления элемент.
16. Гибкий абразивный диск (1), включающий в себя основу (2) с верхней стороной (3) и нижней стороной (4), имеющий по своему периметру боковую кромку (5), которая соединяет верхнюю сторону с нижней стороной, а также покрытие (6) из абразивного агента, расположенное на верхней стороне основы для образования поверхностного слоя, отличающийся тем, что поверхностный слой имеет, по существу, сферическую поверхность с тиснильной структурой.
17. Гибкий абразивный диск (1) по п.16, отличающийся тем, что поверхностный слой имеет, по существу, выгнутую форму.
18. Гибкий абразивный диск (1) по п.16, отличающийся тем, что поверхностный слой имеет, по существу, вогнутую форму.
19. Гибкий абразивный диск (1) по любому из пп.16-18, отличающийся тем, что основа (2) имеет строение с, по существу, равномерной толщиной, вследствие чего ее нижняя сторона (4) и верхняя сторона (3), по существу, параллельны, а верхняя сторона имеет покрытие (6) из абразивного агента с образованием поверхностного слоя, форма которого близка к форме сферического сегмента.
20. Гибкий абразивный диск (1) по п.19, отличающийся тем, что верхняя сторона (3) и нижняя сторона (4) основы (2) имеют разные радиусы кривизны.
21. Гибкий абразивный диск (1) по п.19, отличающийся тем, что нижняя сторона (4) основы является, по существу, плоской.
22. Гибкий абразивный диск (1) по п.16, отличающийся тем, что основа (2) содержит полимерный материал.
23. Гибкий абразивный диск (1) по п.16, отличающийся тем, что кромка (5) основы (2) имеет крепежные элементы, которые расположены так, чтобы удерживать готовый абразивный диск прикрепленным в виде крышки в момент, когда абразивный диск в процессе работы расположен на крепежной пластине шлифующей головки.
24. Гибкий абразивный диск (1) по п.23, отличающийся тем, что в качестве крепежного элемента используется вытянутая вверх боковая кромка (14).
25. Гибкий абразивный диск (1) по п.23, отличающийся тем, что в качестве крепежного элемента используются подтянутые вверх крючки.
26. Гибкий абразивный диск (1) по п.16, отличающийся тем, что тиснильная структура поверхностного слоя имеет нелинейный и непересекающийся рисунок.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА | 1992 |
|
RU2022767C1 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| Головка для полирования плоских и криволинейных поверхностей | 1960 |
|
SU134584A1 |

