Изобретение относится к машиностроению и может быть использовано для обработки различных материалов при ленточном шлифовании.
Цель изобретения - повышение производительности труда, долговечности и качества обрабатываемых поверхностей деталей путем обеспечения благоприятного условия работы для зерен и уда- пения шлама с предотвращением появления обезуглероженного слоя металла и окалины на поверхностях деталей.
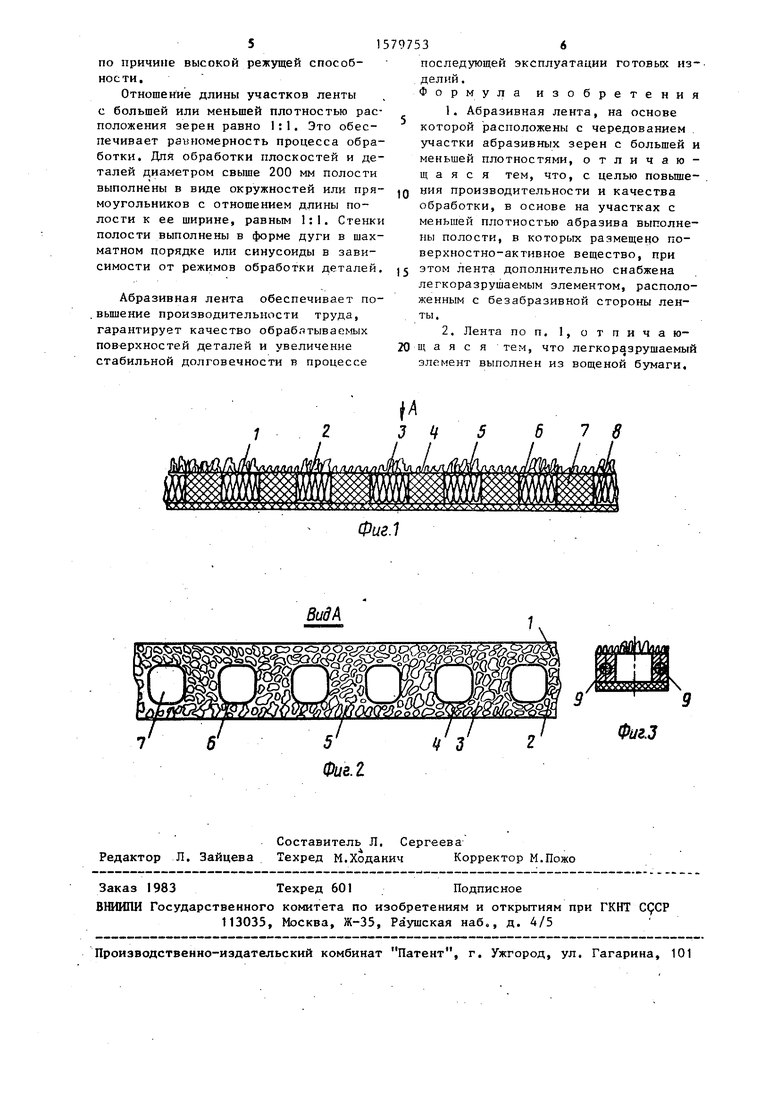
На фиг. показана абразивная лента, общий вид; на фиг. 2 - вид А на фиг.1; на фиг. 3 - абразивная лента с армирующими элементами.
Абразивная лента содержит основу , клеевую связку 2, зерна 3, участок
4 ленты с большей плотностью расположения зерен, участок 5 с меньшей плотностью расположения зерен, полости 6, выполненные в абразивной ленте для размещения поверхностно-активного вещества 7, со стороны безабразивного слоя расположен легкоразрушаемый элемент 8, например вощеная бумага, В основе 1 абразивной ленты смонтированы армирующие элементы (.нити) 9, выполненные, например, из полипропилена.
Абразивная лента работает следующим образом.
В начале рабочего цикла (первый период) участвуют в работе нераздробленные крупные зерна, имеет место резание абразивной лентой. К концу
yi
ч & 1 СП
CU
k
рабочего цикла (второй период) шлам - металлическая стружка и абразивная пыль - постепенно заполняя полости абразивной ленты, будет вытеснять поверхностно-активные вещества, например, в вязкой фазе. Во втором периоде работы ленты - выглаживании вступают во взаимодействие с обрабатываемой поверхностью детали поверхностно-активные вещества для образования окисных пленок, благодаря которым устраняются явления надиров, на- волаживания, налипания и метеоризма на полированной поверхности детали.
Таким образом, полости абразивной ленты являются временным хранилищем для поверхностно-активных веществ и местом для изолирования вредных продуктов из зоны обработки поверхности детали. Полости устраняют засаливание абразивной ленты, так как пространства между зернами не забиваются шламом. Гораздо эффективней используются абразивные ленты с мелким зерном. Высокие температуры, которые снижают долговечность при эксплуатации готовой детали из-за обезуглероживания и образования окалины, устраняются в зоне обработки детали, что способствует благоприятному режиму работы участков ленты с зернами, имеющими промежутки на абразивной ленте, свободные от зерен Эти свободные участки ленты без абразива обеспечивают снижение теплона- пряженности процесса обработки примерно вдвое. Кроме того, повышается режущая способность абразивной ленты
Расположение полостей на поверх- ности абразивной ленты осуществляют перпендикулярно оси симметрии ленты с отношением ширины ленты к длине полости, равным 2:1, а отношение длины полости к ее ширине - 10:1. Чем чаще располагаются полости на абразивной ленте, тем выше снижение теплонапряженности процесса обработки, что особенно существенно при обработке высокопрочных материалов, например титановых сплавов.
Количество полостей на абразивной ленте зависит от диаметра обрабатываемой детали. Большие диаметры, с большей теплопроводностью требуют уменьшения количества полостей из-за увеличения теплоемкости при
5
0
5
0
5
0
5
0
5
увеличении диаметра детали, Это снижает теплонапряжекность процесса обработки. Указанные соотношения следует применять для деталей диаметром до 200 мм.
В случае необходимости повышения тяговой способности абразивной ленты внутри основы смонтированы армирующие нити, например, из полипропилена.
В качестве поверхностно-активных веществ применяют органические кислоты (олеиновую,, стеариновую и их соли) или соединения- серы, хлора, натрия. Предпочтительно использование этих веществ в вязкой фазе. В случае жидкой фазы необходимо использование специальных средств, например, ваты или губки, закрепленных в полости абразивной ленты. В случае твердой фазы следует применять растворители для перехода в жидкую или вязкую фазу.
Легкораэрушаемый элемент удерживает поверхностно-активные вещества в полости ленты. В качестве легкоразрушаемого элемента может быть использована, например, вощеная бумага, которая прорывается с .тыльной стороны абразивной ленты для выпуска избытков вредных продуктов в полостях ленты. Полость, используемая как хранилище, становится предохранителем в случае избытка вредных продуктов ,
Для основы ленты используют лавсан, фибру, ткань, бумагу или их комбинации в зависимости от условий и режимов работы абразивной ленты.
В качестве клеевой связки используют органические, синтетические клеи, алкидно-кремнийорганические, акрилфисташковые лаки или фенолфор- мальдегидные термостойкие синтетические смолы. Это зависит от условий обработки. Причем алкидно-кремнийорганические и акрилфисташковые лаки в случае недостаточной вязкости поверхностно-активных веществ применяют в качестве покрытия этих веществ снаружи полости. Вредные продукты обработки беспрепятственно проникают в полости через упомянутые покрытия и вытесняют поверхностно-активные вещества в зону обработки детали.
В качестве зерен используют карбид кремния черный и электрокорунд белый в соотношении 4:1 из-за оптимальных режимов резания или эльбор
по причине высокой режущей способности.
Отношение длины участков ленты с большей или меньшей плотностью расположения зерен равно 1:1. Это обеспечивает равномерность процесса обработки. Для обработки плоскостей и деталей диаметром свыше 200 мм полости выполнены в виде окружностей или прямоугольников с отношением длины полости к ее ширине, равным 1:1. Стенки полости выполнены в форме дуги в шахматном порядке или синусоиды в зависимости от режимов обработки деталей.
Абразивная лента обеспечивает по- .вышение производительности труда, гарантирует качество обрабатываемых поверхностей деталей и увеличение стабильной долговечности в процессе
15797536
последующей эксплуатации готовых изделии .
Формула изобретения
1. Абразивная лента, на основе которой расположены с чередованием участки абразивных зерен с большей и меньшей плотностями, отличающаяся тем, что, с целью повышения производительности и качества обработки, в основе на участках с меньшей плотностью абразива выполнены полости, в которых размещено поверхностно-активное вещество, при
этом лента дополнительно снабжена легкоразрушаемым элементом, расположенным с безабразивной стороны ленты.
2. Лента по п. 1, отпича юЩ а я с я тем, что легкоразрушаемый элемент выполнен из вощеной бумаги.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТА С АБРАЗИВНЫМ ПОКРЫТИЕМ | 1992 |
|
RU2116186C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1991 |
|
RU2016748C1 |
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
| ЗЕРНИСТЫЙ АБРАЗИВ, АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗЕРНИСТОГО АБРАЗИВА | 1991 |
|
RU2092514C1 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| СПОСОБ ОБРАБОТКИ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ИСКУССТВЕННО ВЫРАЩЕННОГО МОНОКРИСТАЛЛА НА ОСНОВЕ АЛЬФА-AlO | 2014 |
|
RU2585885C2 |
| СШИВАЕМАЯ КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИЗДЕЛИЯ, СПОСОБ ЕЕ СШИВАНИЯ И СШИТАЯ СМОЛА | 2006 |
|
RU2415890C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2106238C1 |
Изобретение относится к машиностроению и может быть использовано при ленточном шлифовании различных деталей машин. Цель изобретения - повышение производительности труда и качества обработанной поверхности. Абразивная лента содержит основу 1 с клеевой связкой и зернами на участках ленты с большей или меньшей плотностью. Указанные участки расположены на основе с чередованием. На ленте выполнены полости 6 на участках с меньшей плотностью расположения абразива. В указанных полостях размещено поверхностно-активное вещество. С безабразивной стороны ленты установлен легкоразрушаемый элемент 8, выполненный, например, из вощеной бумаги. Полости моугт иметь круглую, квадратную или иную форму. В случае необходимости основу выполняют с армирующими элементами (нитями). В качестве поверхностно-активного вещества используют органические кислоты и их соли или соединения серы, хлора и натрия. 1 з.п. ф-лы, 3 ил.
ВидА
Составитель Л, Сергеева
Редактор Л. Зайцева Техред М.Ходанич
Заказ 1983
Техред 601
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг. 1
Фиг.З
Корректор М.Пожо
Подписное
| СИСТЕМА ПЕРЕДАЧИ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ ПО СЕТИ ПРОВОДНОГО ВЕЩАНИЯ | 1993 |
|
RU2027307C1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
