Изобретение относится к способу контроля технологического процесса изготовления горячим способом труб, в частности, полых заготовок труб из стали, в соответствии с ограничительной частью пункта 1 формулы изобретения. Далее изобретение относится к устройству для осуществления этого способа в соответствии с ограничительной частью независимого пункта 9 формулы изобретения.
Такой способ и такое устройство известны из документа JP 56077018 A, причем технологический процесс протекает здесь таким образом, что из разогретой заготовки, посредством прошивного косовалкового стана для прокатки труб с использованием состоящего из оправки прошивного стана и стержня оправки внутреннего инструмента изготавливают полую заготовку. Непосредственно после выхода из прошивного косовалкового стана регистрируют посланное от наружной поверхности тепловое излучение с разрешением по месту (ortsaufgelöst), и посредством сравнения с контрольными данными оценивают состояния процесса.
В рамках контроля технологического процесса при изготовлении горячим способом труб, в частности полых заготовок труб, важно получить как можно раньше, среди прочих, такого рода показания о состоянии процесса или о стабильности процесса прокатки, так как это решающим образом влияет на свойства конечного продукта, то есть готовой трубы.
Решающим качественным параметром при этом, наряду с механико-технологическими свойствами материала, является толщина стенки трубы, которая во время производственного процесса, на различных стадиях изготовления, измеряется и контролируется на трубе.
Полые заготовки труб из стали изготавливаются, к примеру, посредством способа, при котором цилиндрически сформированный и разогретый в карусельной печи исходный продукт, так называемая заготовка, в прошивном косовалковом стане, с применением аксиально стационарно установленного, состоящего из оправки прошивного стана и стержня оправки внутреннего инструмента деформируется в трубообразную полую заготовку.
Для преобразования заготовки в бесшовную полую заготовку трубы заготовка после захвата прошивным косовалковым станом по винтовой линии транспортируется через прошивной косовалковый стан и, тем самым, над стационарно установленным внутренним инструментом.
При последующей вытягивающей прокатке, вытягивающей прокатке с уменьшением или калибровальной прокате полая заготовка трубы проходит одну или несколько клетей прокатного стана, которые расположены друг за другом в направлении продвижения трубы. В каждой клети прокатного стана установлены валки, которые в процессе прокатки или на определенном участке длины окружности контактируют с полой заготовкой трубы. Полая заготовка трубы прокатывается, таким образом, в готовую трубу с определенными номинальными габаритными размерами и при этом приводится к требуемой геометрии.
Такой способ описывается, к примеру, в справочнике по стальным трубам, издание 12, стр.95 и далее, издательство Vulkan-Verlag Essen.
Вообще, для неразрушающего определения толщины стенки труб известен ультразвуковой способ измерения.
При таком способе в стенке, согласно способу эхо-пульсации, от одной из сторон стенки трубы возбуждаются ультразвуковые импульсы, а отражающиеся от противолежащей стенки трубы сигналы снова принимаются. На основании разности между временем подачи импульса и временем приема и исходя из скорости звука в предназначенной для проверки заготовке можно рассчитать толщину стенки трубы.
Чтобы как можно быстрее по времени в процессе изготовления получить данные о толщине стенки трубы, разработаны способы измерений, которые определяют толщину стенки у еще горячей полой заготовки трубы.
Раннее распознавание того факта, что толщина стенки превышена или не достигнуто определенное значение толщины стенки, имеет преимущество, так как отклонения, главным образом эксцентриситет, на последующих этапах технологического процесса могут быть только минимизированы, а не полностью компенсированы.
Способ для измерения толщины стенки трубы в трубопрокатном производстве описан в DE 10244554 В4. При этом способе, базирующемся на лазерно-ультразвуковом методе, посредством возбуждения лазера выборочно, на поверхность трубы посылается ультразвуковой сигнал, и отраженный ультразвуковой сигнал от поверхности трубы регистрируется посредством светового лазера и интерферометра и оценивается в последовательно подключенном блоке обработки данных. При этом измерительный блок расположен стационарно, а труба транспортируется под измерительным блоком в продольном направлении и по окружности, причем наружная поверхность трубы по винтообразной линии выборочно воспроизводится.
Этот способ имеет недостаток в том, что он связан с большими затратами времени и средств при настройке, управлении и обслуживании. Следующий недостаток состоит в том, что проводится лишь выборочный учет толщины стенки трубы, и обоснованная оценка актуальной стабильности процесса возможна лишь ограниченно, так как для этого необходим практически всеобъемлющий учет всей стенки трубы.
Воздействия процесса, которые не отражаются на изменениях толщины стенки, также не могут быть учтены или распознаны посредством данного способа.
Задачей изобретения является - создать простой в управлении и не требующий больших затрат способ и устройство для осуществления способа контроля технологического процесса изготовления горячим способом труб, в частности полых заготовок труб из стали, посредством которого могут быть получены обоснованные и наиболее актуальные показания о состоянии процесса или стабильности процесса прокатки.
При этом данный способ должен быть оптимизирован в том отношении, чтобы возможные, оказывающие влияние на стабильность процесса прокатки события распознавались заблаговременно и, таким образом, была возможна целенаправленная коррекция процесса.
Согласно изобретению данная задача в соответствии со способом решается посредством признаков пункта 1 формулы изобретения, а в соответствии с устройством - посредством признаков пункта 9 формулы изобретения.
Кроме того, для оценки состояния процесса используется возможное, выборочно появляющееся в определенном месте измерения на полой заготовке трубы отклонение по сравнению с тепловой диаграммой того же теста измерения на эталонном корпусе.
Стали одного класса качества отличаются, в частности, тем, что термические свойства в пределах одного класса качества различаются лишь в границах одного, незначительного для оценки, порядка величин.
При многочисленных внутренних исследованиях выявил себя тот факт, что при изготовлении полых заготовок труб одного класса качества стали, с одинаковыми номинальными габаритными размерами, имеет место прямая корреляция между полученной тепловой диаграммой и актуальным состоянием процесса.
Нестабильный существующий технологический процесс отчетливо проявляется в измененной тепловой диаграмме. Посредством получения тепловой диаграммы с разрешением по месту и по времени можно точно анализировать и контролировать технологический процесс.
Большое преимущество данного способа состоит а том, что теперь возможно с очень небольшими затратами на технические средства измерения, лишь посредством качественной оценки тепловой диаграммы, постоянно определяемой зоны поверхности трубы, получить обоснованное показание об актуальном состоянии процесса.
Простым образом, посредством сравнения полученных тепловых диаграмм, так называемой «области отпечатка пальцев», с контрольной тепловой диаграммой, которая для полых заготовок труб, оцененных грифом «хорошо», можно произвести оценку актуального состояния процесса.
В противоположность известным способам для термического поглощения испускаемого от поверхности полой заготовки трубы теплового излучения требуется лишь используемая в соответствии со стандартом и при этом не требующая больших затрат, простая в управлении и необслуживаемая видеокамера для тепловой диаграммы с подключенным к ней блоком обработки данных.
При этом способе, например, при последовательности в 60 Гц, принимается тепловая диаграмма перемещающейся по винтовой линии полой заготовки трубы, причем тепловое излучение по длине и по окружности полой заготовки трубы полностью регистрируется.
Чтобы иметь возможность осуществить автоматическую оценку, полученную тепловую диаграмму представляют предпочтительно как разрешенного поля из отдельных пикселей.
Посредством разрешенного по месту и времени изображения отдельных тепловых диаграмм или пикселей, теперь можно по сравнению с соответствующим изображением тепловой диаграммы эталонной трубы проводить обоснованную оценку актуального состояния процесса.
В улучшенном варианте осуществления изобретения тепловое излучение регистрируют лишь в узком измерительном окне вдоль проходящей по винтовой линии образующей полой заготовки трубы, однако при этом тепловая диаграмма наружной поверхности трубы далее полностью регистрируется.
Вовлеченные в обработку зоны диаграммы представляют собой затем также перпендикулярно ориентированные к камере плоскости, так что не возникает проблем с искажением, глубиной резкости и проч.
Следующим преимуществом является то, что посредством дифференцированного учета может быть улучшено разрешение тепловой диаграммы по месту и времени, и может быть произведена точная идентификация состояния процесса со сравниваемым участком измерения эталонной трубы.
Преимущественно с помощью данного способа также может быть проанализирован будущий нестабильный технологический процесс путем возможных возникающих отклонений толщины стенки на полой заготовке трубы и исходя из этого оценена стабильность технологического процесса.
При внутренних попытках учета теплового излучения полой заготовки трубы были также установлены неожиданным образом корреляции между интенсивностью теплового излучения и полученной на полой заготовке трубы толщиной стенки для соответствующего места измерения.
К примеру, неоднородный прогрев исходной заготовки в карусельной печи приводит к неравномерному распределению толщины стенки, которое посредством данного способа с помощью технических средств также может быть зафиксировано и учтено.
Для этого с тепловой диаграммы, с учетом фактических условий испускания, выводятся температуры и сравниваются с определенными из контрольной тепловой диаграммы уже изготовленной полой заготовки трубы того же класса качества стали, того же номинального габарита и с известным распределением толщины стенки по периферии и по длине, температурами, соответственно, того же места измерения.
Возможное, возникающее на определенном месте измерения на полой заготовке трубы отклонение установленной температуры при сравнении с контрольной температурой того же места измерения на эталонном корпусе сопоставляется с соответствующим отклонением толщины стенки для места измерения и используется для оценки стабильности процесса.
Следующим большим преимуществом данного способа является то, что учет теплового излучения и установление взаимосвязи между тепловым излучением полой заготовки трубы и толщиной стенки в определенном месте измерения происходит с очень небольшими затратами на технические измерительные средства, и изменения стабильности процесса распознаются заблаговременно.
Чтобы осуществить независимое от места сравнение актуального распределения температуры с распределением температуры эталонного корпуса, оценка распределения температуры проводится предпочтительно в частотном пространстве. При этом актуальные данные температуры на соответствующем устройстве обработки данных посредством быстрого преобразования Фурье (FFT) преобразуются в частотную информацию, т.е. в амплитуды и фазы, и сравниваются с соответствующей частотной информацией данных температуры сравниваемой трубы. Благодаря этому, сравнения могут проводиться независимо от точного фактического места измерения на трубе.
Предпочтительно в следующем варианте осуществления изобретения данный способ предоставляет возможность из множества ранее зарегистрированных на эталонных корпусах того же качества стали и номинального габарита распределений толщины стенки установить поле допуска для отклонений толщины стенки, при превышении которых путем установления фактического отклонения толщины стенки находящейся в процессе изготовления полой заготовки срабатывает сигнал.
Посредством учета в соответствии с изобретением отклонений толщины стенки, которые сравниваются с зарегистрированными на эталонных корпусах отклонениями толщины стенки актуально в ходе процесса, теперь возможно оценивать стабильность процесса или изменения в стабильности процесса и при превышении заданных границ, и предпринимать соответствующие меры.
Возможные, оказывающие влияние на стабильность процесса события, как например, износ инструмента, некорректное ведение полой заготовки трубы, изогнутые прокатные штанги и проч., для которых ранее определялись отклонения толщины стенки на соответствующих эталонных трубах, могут сравниваться с измеренными значениями актуального процесса прокатки, и при превышении границ допуска устанавливается связь с соответствующим событием.
Способ предпочтительно может быть далее оптимизирован таким образом, что установленная, соответственно, для готовой полой заготовки трубы связь между измерительным сигналом и событием сохраняется в банке данных блока обработки данных для каждого эталонного корпуса того же класса качества стали, диаметра и толщины стенки, и при превышении границ допуска для отклонения толщины стенки в определенном месте измерения сообщается о ведущем к превышению границ допуска событии.
На данном эффекте самообучения, в известной степени, строится экспертная система, которая посредством непрерывной передачи на хранение информации о связи между уведомляемым сигналом и имевшим место событием для соответствующей полой заготовки трубы делает возможными нарастающие надежные и актуальные показания о стабильности процесса и о факторах, влияющих на стабильность процесса.
В дополнение к этому предлагается проводить на основе этой информации корректирующие мероприятия для технологического процесса, чтобы, в конечном итоге, добиться как можно более постоянных свойств продукции при технологическом процессе, протекающем, по возможности, без неполадок.
Посредством данного способа возможно контролировать и корректировать процесс прокатки и получать показания о толщине стенки или распределении толщины стенки готовой трубы.
При использовании данного способа, однако, необходимо, чтобы термографический учет теплового излучения полой заготовки трубы актуально происходил после выхода из прошивного косовалкового стана, чтобы максимально исключить возможные обусловленные процессом изменения в интенсивности теплового излучения после процесса деформации. При сильно смещенном во времени учете теплового излучения уже может иметь место гомогенизация теплового излучения, так что обусловленные процессом воздействия уже не смогут быть точно определены.
В предпочтительном варианте осуществления способа возможно также определять и фактические значения толщины стенки на полой заготовке трубы. При этом непосредственно после выхода из прошивного косовалкового стана испускаемое от наружной поверхности полой заготовки трубы тепловое излучение, по меньшей мере, одной, включающей в себя полный поворот, зоне наружной поверхности полой заготовки трубы с разрешением по месту или по времени, соответственно, на том же, перемещаемом вперед по винтовой линии, месте измерения, с временными интервалами, по меньшей мере, дважды термографически регистрируется.
Соответственно, с зарегистрированной тепловой диаграммы выводится соответствующая, связанная с данным временем измерения температура, и она посредством использования известных физических связей превращается в фактическое распределение толщины стенки по диаметру и по длине полой заготовки трубы, и сравнивается с толщиной стенки в том же месте измерения соответствующего эталонного корпуса или соответствующей общей заданной величины.
Дальнейшие признаки, преимущества и детали изобретения будут выявлены из последующего описания представленных примеров осуществления изобретения, которые демонстрируют:
фиг.1а - выборочное сканирование поверхности трубы, согласно уровню техники,
фиг.1b - сканирование по всей поверхности трубы, в соответствии с изобретением,
фиг.1с, как фиг.1b, однако, с многократным смещенным по времени учетом того же продвигаемого вперед по винтовой линии места измерения,
фиг.2 - схематично представленное измерительное устройство для способа в соответствии с изобретением,
фиг.3 - графическое изображение вариантов обработки данных.
В основном при реализации способа согласно изобретению и в известных способах во всех случаях датчик, состоящий из блока измерения и регистрации расположен неподвижно, а труба перемещается под ним в продольном направлении и по окружности. Вследствие этого, поверхность трубы сканируется по винтовой линии. Соотношение продольной скорости и окружной скорости определяется посредством так называемого угла транспортировки. При этом шаг следа сканирования da должен обозначать участок, который труба проходит в продольном направлении, когда она один раз поворачивается на 360°.
Отдельное имеющее форму точки измерительное пятно известного в соответствии с уровнем техники датчика описывает на поверхности трубы отдельный след сканирования по винтовой линии. На развернутом изображении в соответствии с фиг.1а, при котором поверхность трубы спроецирована в плоскости листа, этот след изображается посредством диагональных линий на поверхности, причем продольные координаты при окружных координатах -180° и +180° явно идентичны. В этом случае угол транспортировки определяет также наклон линии следа ощупывания.
При такой геометрии измерений не может быть достигнута 100% регистрация поверхности трубы. При реально существующем измерительном пятне с величиной rs, перемещение, отнесенное к обороту, не должно было бы быть более чем rs.
Это, правда, нельзя изобразить для реальных ситуаций на трубопрокатных предприятиях. В этом случае наружная поверхность трубы многократно подвергается регистрации посредством, по меньшей мере, 100% сканирования, как это осуществляется в известном случае. По сравнению с этим сканирование по винтовому следу может быть очень плотным. Этот параметр определяется только частотой fs выборки.
Согласно фиг.1b, при термографическом учете в соответствии с изобретением теплового излучения поверхности трубы тепловая диаграмма представляется через разделенную на отдельные пиксели поверхность.
Если рассматривают лишь среднюю строчку пикселей на общей картине, которая также ориентирована в продольном направлении трубы и отображает зону поверхности, которая находится ближе всего к камере, то получают так называемую «линейку датчиков» с множеством датчиков.
Эта «линейка датчиков» ориентирована в направлении продольной оси трубы, но она может быть ориентирована также, в зависимости от требований, перпендикулярно к ней, или же под любым углом к продольной оси трубы. Длина «линейки датчиков» в идеальном варианте точно соответствует шагу следа сканирования.
При числе n сенсоров в линейке повышается сканирование на фактор n. Если расстояние между датчиками ds соответствует чувствительной поверхности (rs=ds) и частота сканирования достаточно велика, можно добиться 100% сканирования, причем каждая точка поверхности трубы становится измеренной точно один раз.
Если длина «линейки датчиков» выбирается более длинной, например, равной двукратной, трехкратной или многократной длине шага следа сканирования, каждая точка наружной поверхности трубы также измеряется двукратно, трехкратно или многократно.
В представленном на фиг.1с примере каждая точка как раз измеряется дважды (2×da). Если n - это количество датчиков в линейке на шаг, а общая длина линейки - N·da, то количество датчиков, таким образом, N·n. Каждая точкам на поверхности трубы проходит далее N раз «линейку датчиков». Например, первый раз у датчика №1, второй раз у датчика № N+1, третий раз у датчика № 2N+1 и т.д. Предпосылкой для этого является, разумеется, тот факт, что частота fs выборки достаточно высока.
Лишь благодаря данному расположению, возможно измерять параметр, например, толщину стенки или температуру, не только как функцию места на поверхности трубы, но и как функцию времени. При этом время может варьироваться только в дискретных интервалах, которые определяются временем, которое необходимо трубе для поворота.
На фиг.2 схематично представлено измерительное устройство в соответствии с изобретением. Для измерения температуры поверхности трубы используется камера 3 для тепловых диаграмм, состоящая из термокамеры 1 с подключенным к ней оптическим средством 2. Она измеряет тепловое излучение поверхности в коротком промежутке времени d, с нормой повтора изображения ft, т.е. изображения возникают в моменты времени t=i·dt, i=0, 1, 2, 3….
Интегрированное оптическое средство 2 делает возможным прием изображений с количеством пикселей n·m фактической поверхности на поверхность полой заготовки трубы 4 с габаритами а·b (в мм). Камера 3 предпочтительно ориентирована таким образом, что ее оптическая ось 5 проходит перпендикулярно через продольную ось трубы. Камера 3 выдает: T=T(p, q, t), р=1…n, q=1…m.
Необходима конвертация координат пикселей p, q в изображение по месту и в пространстве. Целесообразным образом для поверхности трубы выбирают координаты x, f цилиндра. Пусть b - это длина участка изображения в продольном направлении трубы. Если рассматривают лишь среднюю строку пикселей p=pm в общем изображении, которая также ориентирована в продольном направлении трубы и отображает зону поверхности, которая наиболее близко прилегает к камере, то получают «линейку датчиков» с общим количеством датчиков m, т.е. T=T(q, i). Если зона изображения выбрана таким образом, что отображенная длина b в N раз больше, чем шаг следа сканирования, то можно ориентироваться на случай, представленный на фиг.1с.
Предназначенные для обработки зоны изображения представляют затем также ориентированную перпендикулярно к камере 3 плоскость, так что не возникает проблем с искажением, глубиной резкости и проч. Таким образом, возможна конвертация по месту и в пространстве посредством соответствующей пересортировки данных, и получают Т=Т(x, f, i).
Предпосылкой для этого является то обстоятельство, что ft выбирается достаточно большим или dt - достаточно маленьким.
Так как температура в определенном месте трубы измеряется многократно, может быть также указано изменение температуры DT=DT(x, f), так как, например, из измеренных температур в месте поверхности трубы посредством регрессионного анализа определяют шаг. Данная информация может быть использована для количественного анализа.
Подводя итог, можно сделать вывод, что, таким образом, возможно в вышеописанном измерительном устройстве и посредством соответствующей пересортировки исходных данных с каждой точкой поверхности трубы сопоставить температуру, которая соответствует температуре в момент времени прохода места измерения. Дополнительно может быть предпринято изменение температуры.
Предпосылкой для вышеуказанной пересортировки данных является то обстоятельство, что отображенное место на поверхности трубы в процессе измерения известно. Измерение вектора скорости поверхности может предпочтительно проводиться посредством корреляционного исчисления следующих друг за другом термографических изображений, или могут использоваться внештатные измерительные инструменты для независимого определения окружной скорости и продольной скорости.
Из этих измерений при известной исходной точке, соответственно, выявляется место центра изображения как функция времени. При известных условиях изображения, таким образом, может определяться место (x, f) каждого пикселя (р, q) в момент времени.
Так как производственный процесс содержит в себе определенные циклические деформации, нагревания и общие перемещения, распределение температуры на трубе также подвержено циклическим колебаниям.
Поэтому, после пересортировки данных, предпочтительно перевести температуру или изменение температуры, как функцию координат места, посредством преобразования Фурье, в частотное пространство. Преобразование Фурье происходит, например, посредством так называемого быстрого преобразования Фурье (FFT) в продольном направлении трубы, по периферии трубы или в обоих направлениях.
На основании результатов могут быть выведены амплитуды и расположения фаз типичных колебаний температуры или колебаний температурных изменений.
Не лежащие на вышеописанной линии пиксели могут, естественно, быть использованы для получения изображения теплового излучения поверхности трубы.
При оценке такого изображения нужно, однако, принимать во внимание искажение изображения, вследствие изогнутой поверхности трубы. Эта информация и без пересортировки может приводить к анализу процесса (отпечатки пальцев) в качественном отношении в форме экспертной системы.
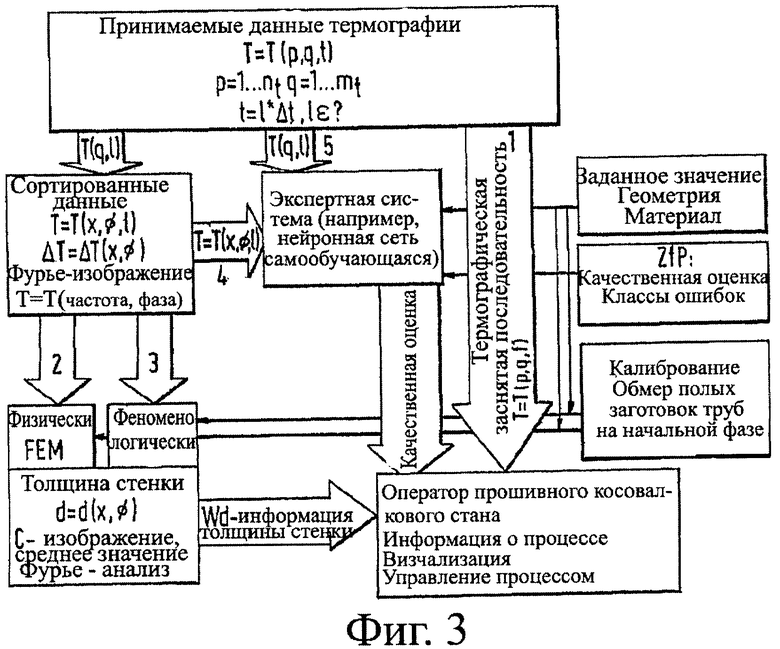
Различные варианты оценки представлены на фиг.3. В качестве примера здесь обсуждаются следующих 5 вариантов.
1) Термографическое измерение в качестве живой картинки становится доступным непосредственно оператору поршневого косовалкового стана. На основании опыта и/или внесенных в каталог контрольных изображений и заснятых последовательностей оказывается воздействие на управление прокатным агрегатом.
Этот самый простой вариант оценки, разумеется, не предоставляет дальнейшей возможности автоматизации или количественного анализа процесса и регулировки процесса. Для дальнейшего автоматизированного ведения процесса предпочтительно подходят описанные далее методы 2)-5).
2) Расчет фактической толщины стенки d(x, f) или изменения толщины стенки Dd(х, f) посредством физических закономерностей и/или числовых методов расчета (метод конечных элементов). Для калибровки цифрового программного управления необходимы некоторые справочные измерения на полых заготовках труб.
3) Расчет фактической толщины стенки d(х, f) или изменения толщины стенки Dd(х, f) посредством абсолютных феноменологических сравнений измерений температуры и измерений толщины стенки на эталонных трубах.
Методы 2) и 3) вместо местного пространства могут осуществляться также в пространстве Фурье. При этом вместо фактической толщины стенки в качестве функции координаты места определяются лишь амплитуды типичных колебаний толщины стенки. Они, однако, часто достаточно содержательны в отношении состояния производственного процесса.
Результаты методов 2) и 3) представляют данные о толщине стенки, которые могут непосредственно передаваться оператору прошивного косовалкового стана.
4) Исходные данные, как и ранее, пересортировываются. Данные затем подаются на самообучающуюся экспертную систему, которая дополнительно снабжается данными по качеству проверки труб в конце производственного процесса.
Экспертная система после фазы изучения может предпочтительно выдавать оценки по качеству только что изготовленной полой заготовки.
Так как постоянно происходит снабжение информацией, то способность системы к прогнозированию становится со временем все точнее. Особо предпочтительным в этом случае является также снабжение экспертной системы полученными из преобразования Фурье данными.
5) Вместо того, чтобы подавать на экспертную систему пересортированные данные по трубам, можно также непосредственно использоваться термографические изображения.
Посредством методов 4) и 5) в распоряжение предпочтительно предоставляются качественные показания состояния производственного процесса, которые напрямую подаются оператору прошивного косовалкового стана.
В таблице приведен перечень обозначений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ И КОНТРОЛЬНАЯ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2549913C2 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2659617C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ С МАЛЫМ ЭКСЦЕНТРИСИТЕТОМ | 2013 |
|
RU2652667C2 |
| Способ дефектоскопии в полимерных конструкциях с сотовым заполнителем с применением термографии | 2024 |
|
RU2835766C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2670186C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ГИЛЬЗ НА ПРОШИВНОМ СТАНЕ | 2014 |
|
RU2578887C1 |
| Способ изготовления подшипниковых колец | 1991 |
|
SU1787635A1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ОПРАВКИ И ШТАМПОВАЯ ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816967C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТА В МАТЕРИАЛЕ И СИСТЕМА ДЛЯ ЭТОГО СПОСОБА | 2008 |
|
RU2476867C2 |




Изобретение относится к трубопрокатному производству. Технический результат - упрощение контроля. Непосредственно после выхода из прошивного косовалкового стана испускаемое от наружной поверхности полой заготовки трубы тепловое излучение регистрируют с разрешением по месту, и при сравнении с контрольными значениями используют для оценки состояния технологического процесса. При этом тепловое излучение от, по меньшей мере, одного определенного участка наружной поверхности полой заготовки трубы определяют полностью термографически с разрешением по времени. Полученную тепловую диаграмму сравнивают с контрольной диаграммой уже изготовленной полой заготовки трубы того же класса качества и того же номинального габарита, соответственно, того же места измерения. Возможное, характерно возникающее на определенном месте измерения на полой заготовке трубы, отклонение тепловой диаграммы при сравнении с тепловой диаграммой того же места измерения на эталонной полой заготовке трубы используют для оценки состояния технологического процесса. 2 н. и 10 з.п. ф-лы, 1 табл., 6 ил.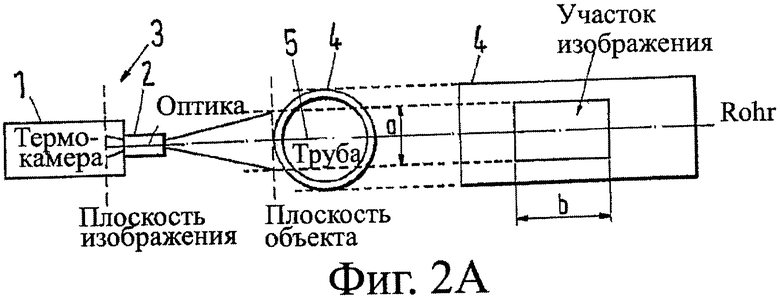
1. Способ контроля технологического процесса изготовления горячим способом трубы, в частности полой заготовки трубы из стали, в котором из разогретой заготовки посредством прошивного косовалкового стана для прокатки труб с использованием состоящего из оправки и стержня оправки внутреннего инструмента изготавливают полую заготовку трубы, причем после захвата заготовки прошивным косовалковым станом эту заготовку или полую заготовку трубы транспортируют по винтообразной линии через прошивной косовалковый стан или над неподвижно установленным внутренним инструментом, причем непосредственно после выхода из прошивного косовалкового стана испускаемое от наружной поверхности полой заготовки трубы тепловое излучение регистрируют с разрешением по месту, и при сравнении с контрольными значениями используют для оценки состояния технологического процесса, отличающийся тем, что тепловое излучение от, по меньшей мере, одного определенного участка наружной поверхности полой заготовки трубы определяют полностью термографически с разрешением по времени и полученную тепловую диаграмму сравнивают с контрольной диаграммой уже изготовленной полой заготовки трубы того же класса качества и того же номинального габарита, соответственно, того же места измерения, причем возможное характерно возникающее на определенном месте измерения на полой заготовке трубы отклонение тепловой диаграммы при сравнении с тепловой диаграммой того же места измерения на эталонной полой заготовке трубы используют для оценки состояния технологического процесса.
2. Способ по п.1, отличающийся тем, что определяют термографически тепловое излучение вдоль проходящей по винтовой линии образующей полой заготовки трубы с разрешением по месту и по времени и оценивают его при передаче на следующую операцию.
3. Способ по любому из п.1 или 2, отличающийся тем, что для разрешения по месту и по времени полученную тепловую диаграмму представляют в отдельных пригодных для оценки пикселях.
4. Способ по п.1, отличающийся тем, что из полученной тепловой диаграммы дополнительно определяют отклонения толщины стенки на полой заготовке трубы, причем из тепловой диаграммы с учетом фактических соотношений испускания теплового излучения определяют температуры и сравнивают с температурами, определенными из контрольной тепловой диаграммы уже изготовленной полой заготовки трубы того же класса качества стали, того же номинального габарита и с известным распределением толщины стенки по периферии и по длине, соответственно, того же места измерения, причем возможное возникающее в определенном месте измерения на полой заготовке трубы отклонение полученной температуры по сравнению с контрольной температурой того же места измерения на эталонной заготовке, соответствующее изменению в толщине стенки для места измерения, используют для оценки стабильности технологического процесса.
5. Способ по п.3, отличающийся тем, что из полученной тепловой диаграммы дополнительно определяют отклонения толщины стенки на полой заготовке трубы, причем из тепловой диаграммы с учетом фактических соотношений испускания теплового излучения получают температуры и сравнивают их с определенными из контрольной диаграммы уже изготовленной полой заготовки трубы того же класса качества стали, того же номинального габарита и с известным распределением толщины стенки по периферии и по длине температурами, соответственно, того же места измерения, причем возможное возникающее в определенном месте измерения на полой заготовке трубы отклонение полученной определенной температуры по сравнению с контрольной температурой того же места измерения на эталонном заготовке, соответствующее изменению в толщине стенки для места измерения, используют для оценки стабильности технологического процесса.
6. Способ по п.1, отличающийся тем, что непосредственно после выхода из прошивного косовалкового стана испускаемое от наружной поверхности полой заготовки трубы тепловое излучение, по меньшей мере, в одной включающей в себя полный поворот зоне наружной поверхности полой заготовки трубы с разрешением по месту или по времени, соответственно, на том же перемещаемом вперед по винтовой линии месте измерения с временными интервалами, по меньшей мере, дважды термографически регистрируют и, соответственно, из полученной тепловой диаграммы определяют соответствующую, с разрешением по месту и по времени, температуру, и по ней с учетом известных физических связей определяют фактическое распределение толщины стенки по периферии и длине полой заготовки трубы и сравнивают его с толщиной стенки в том же месте измерения соответствующего эталонной полой заготовки трубы или соответствующей общей предварительно заданной величины.
7. Способ по п.5, отличающийся тем, что непосредственно после выхода из прошивного косовалкового стана испускаемое от наружной поверхности полой заготовки трубы тепловое излучение, по меньшей мере, в одной, включающей в себя полный поворот, зоне наружной поверхности полой заготовки трубы с разрешением по месту или по времени, соответственно, на том же перемещаемом вперед по винтовой линии месте измерения с временными интервалами, по меньшей мере, дважды термографически регистрируют и, соответственно, по полученной тепловой диаграмме определяют соответствующую, с разрешением по месту и по времени, температуру, и по ней с использованием известных физических связей определяют фактическое распределение толщины стенки по периферии и длине полой заготовки трубы и сравнивают с толщиной стенки в том же месте измерения соответствующего эталонной полой заготовке трубы или соответствующей общей предварительно заданной величины.
8. Способ по п.1, отличающийся тем, что из множества полученных на эталонных полых заготовках труб одного класса качества стали и номинального габарита распределений толщины стенки устанавливают поле допуска для отклонений толщины стенки, причем при превышении поля допуска толщиной стенки находящейся в процессе прокатки полой заготовки вырабатываются сигнал о событии.
9. Способ по п.7, отличающийся тем, что из множества полученных на эталонных полых заготовках труб одного класса качества стали и номинального габарита распределений толщины стенки устанавливают поле допуска для отклонений толщины стенки, причем при превышении поля допуска толщиной стенки находящейся в процессе прокатки полой заготовки вырабатываются сигнал о событии.
10. Способ по п.9, отличающийся тем, что по соответствию сигнала к месту измерения на полой заготовке трубы устанавливают отношение к событию в технологическом процессе, ведущему к превышению границ допуска.
11. Способ по п.10, отличающийся тем, что определенное, соответственно, для готовой полой заготовки трубы соответствие между сигналом и событием сохраняют в банке данных для каждой эталонной полой заготовке трубы того же класса качества стали и номинального габарита, а при превышении границ допуска для отклонения толщины стенки в определенном месте измерения предупреждают о ведущем к превышению границ допуска событии и используют в качестве регулируемого параметра для технологического процесса.
12. Устройство контроля технологического процесса изготовления трубы способом по п.1, характеризующееся тем, что для определения и оценки посланного от поверхности полой заготовки трубы (4) теплового излучения использована постоянно направленная на наружную поверхность полой заготовки трубы (4), состоящая из термокамеры (1) и оптического средства (2), камера (3) для получения тепловой диаграммы и соединенный с ней блок обработки данных.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| JP 58000313 А, 05.01.1983 | |||
| Способ измерения толщины стенкиТРубы | 1979 |
|
SU822939A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1993 |
|
RU2056959C1 |
| WO 00/63642 A, 26.10.2000. | |||

