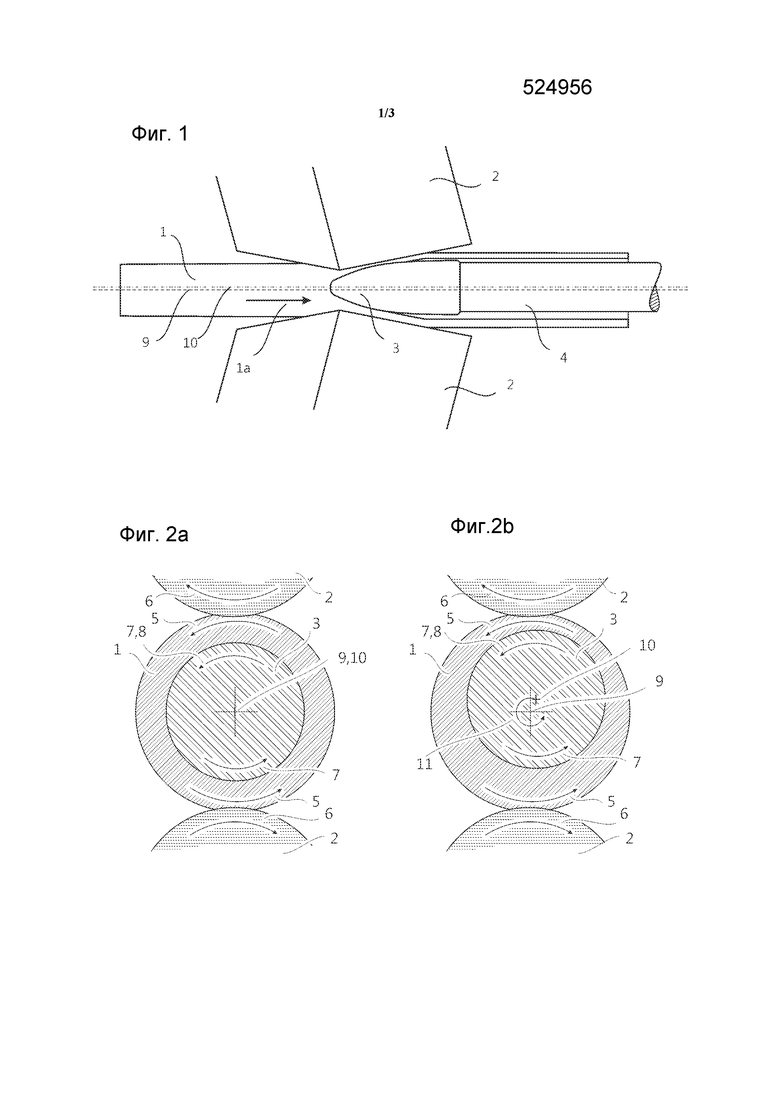
Изобретение касается способа изготовления бесшовных стальных труб согласно ограничительной части п.1 формулы изобретения. Бесшовные стальные трубы изготавливаются в различных прокатных станах. Общим у большинства таких прокатных станов является поочередное прохождение трех ступеней деформации. На первой ступени (см. фиг.1 и фиг.2) нагретый прокатываемый материал (1), например непрерывнолитой стальной слиток, прошивается по всему поперечному сечению. Это происходит, как правило, с помощью косовалкового стана, в котором стальной слиток между двумя или более валками (2), которые снабжены приводом и выполняют вращательное движение (6), приводится во вращательное движение (5) с продвижением в направлении (1a) прокатки и прогоняется по прошивной оправке (3). Таким образом, слиток деформируется с получением полой заготовки. Прошивная оправка закреплена на стержне (4) оправки, который, в свою очередь, опирается на упор оправки в осевом направлении так, что он может свободно вращаться вокруг своей продольной оси. При этом прошивная оправка и, в случае если прошивная оправка неподвижно соединена со стержнем оправки, стержень оправки тоже приводятся во вращательное движение (7 и 8), создаваемое прокатываемым материалом. При этом в теоретическом идеальном случае ось (10) прошивной оправки и ось (9) прокатываемого материала лежат на одной линии. Прошивная оправка вращается в этом случае центрально и создает равномерную толщину стенки в поперечном сечении прокатываемого материала (см. фиг.2a). Но так как на практике при прокатке положение прошивной оправки зависит от действующих на нее сил, ось прошивной оправки более или менее смещается из центра и совершает тогда эксцентрическое вращательное движение (11) вокруг оси прокатываемого материала в направлении вращения прошивной оправки (см. фиг.2b).
Полученную в косовалковом стане полую заготовку на второй ступени деформации с помощью внутреннего инструмента, длинной прошивной оправки, дополнительно деформируют в процессе продольной прокатки или косой прокатки. При этом в основном толщина стенки уменьшается, а длина соответственно увеличивается. Затем на третьей ступени деформации труба чаще всего подвергается окончательной прокатке без внутреннего инструмента, при этом целенаправленно, соответственно заданию заказчика, устанавливаются диаметр и толщина стенки.
Диаметр и толщина стенки окончательно прокатанной трубы должны удовлетворять заданным спецификациям, т.е. они должны лежать в пределах заданных допусков. Если допуски не соблюдаются, продукт, то есть труба, теряет качество, и экономическая прибыль снижается. В целях стабильности катаных труб при позднейшем применении в трубопроводах, деталях и элементах конструкций чаще всего требуются минусовые допуски на толщину стенки, т.е. толщина стенки ни в одном месте трубы не может быть ниже заданного номинального значения (минусового допуска). Тогда для надежного соблюдения минусовых допусков трубы часто производятся с увеличенной толщиной стенки. Но это означает дополнительный расход материала, при этом завышенную стоимость продукта и, в свою очередь, сниженные прибыли. Поэтому с экономической точки зрения очень важно по возможности уменьшать отклонения толщины стенки.
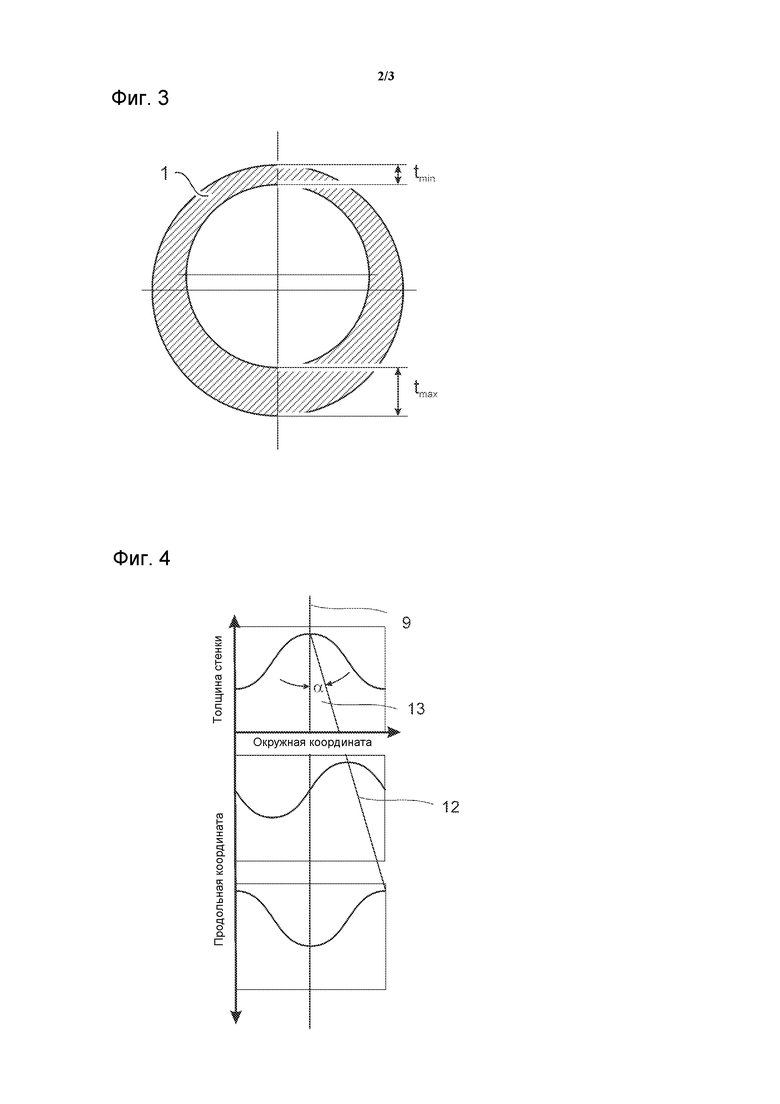
На каждой из трех ступеней деформации по различным причинам возникают отклонения толщины стенки, то есть отклонения фактических значений толщины стенки от заданных номинальных значений. Отклонения толщины стенки отличаются вследствие различных механизмов возникновения по своей выраженности и размеру. Особенно большую долю отклонений толщины стенки окончательно прокатанной трубы составляет эксцентриситет (см. фиг.3). Эксцентриситет проявляется в виде характера изменения толщины стенки в поперечном сечении трубы, с максимальным значением tmax и противолежащим в поперечном сечении минимальным значением tmin. Значение эксцентриситета в производственной практике в большинстве случаев определяется как (tmax - tmin)/(tmax + tmin)×100%.
Эксцентриситет возникает в основном на первой ступени деформации и может только лишь немного уменьшаться на двух других ступенях деформации. Поэтому по экономическим причинам особенно важно ограничивать до минимума возникновение эксцентриситета на первой ступени деформации, прошивки посредством косой прокатки.
Эксцентриситет возникает при косой прокатке за счет того, что ось прошивной оправки смещается параллельно, при необходимости дополнительно с наклоном под некоторым углом, относительно оси прокатываемого материала. Это смещение из центрального положения происходит за счет радиально действующих сил, которые могут иметь разные причины. Причинами могут быть: неравномерное распределение температуры или свойств материала в поперечном сечении прокатываемого материала, некруглость прошивной оправки вследствие износа, прогиб стержня оправки, отклонения от осевой ориентации прокатного стана, направляющих стержня оправки и упора оправки, и другое. При эксцентрическом положении оси прошивной оправки в упомянутом поперечном сечении прокатываемого материала создается эксцентрический характер изменения толщины стенки, как изображено на фиг.3.
В соответствии с сегодняшним уровнем знаний и техники проблема эксцентриситета ограничивается путем возможного уменьшения вышеназванных влияний. Соответственно этому, например, заботятся о том, чтобы слиток перед прошивкой равномерно нагревался, прокатный стан и вспомогательные устройства были точно ориентированы друг относительно друга, и своевременно заменялись изношенные прошивные оправки. При таких условиях достижимы значения эксцентриситета от 2 до 4 %. Однако в производственной практике трудно держать под контролем вышеназванные влияющие факторы в течение продолжительного времени. Поэтому в заводской практике значения эксцентриситета чаще всего составляют около 5-10% или даже еще выше, что приводит к значительным дополнительным расходам при производстве.
Из DE 2949970 C2 известна прокатная установка для прошивки слитков, имеющая стержень оправки, опертый с возможностью свободного вращения. Прошивная оправка и стержень оправки вращаются при неподвижном соединении между прошивной оправкой и стержнем оправки с некоторой угловой скоростью, которая задается валками. Вследствие этого вращательного движения и сопутствующего ему небольшого относительного движения между прошивной оправкой и прокатываемым материалом по меньшей мере на стационарной фазе прокатки износ прошивной оправки снижается. Однако ось прошивной оправки вследствие влияний помех, таких как, напр., разности температур в поперечном сечении слитка, слегка смещается от центральной оси прокатываемого материала, что приводит к эксцентрическому распределению толщины стенки в поперечном сечении прокатанного полого слитка. В соответствии с DE 3602523 C1 известна прокатная установка для прошивки слитков, имеющая приводной стержень оправки, у которой стержень оправки перед процессом прошивки ускоряется до скорости вращения, адаптированной к скорости вращения прошиваемого слитка. Тем самым обеспечивается, что уже к началу процесса прошивки относительная скорость между прошивной оправкой и прокатываемым материалом является низкой. При этом дополнительно снижается износ прошивной оправки. Но даже при этом решении положение оси прошивной оправки нестабильно и зависит от влияний помех. Тогда в связи с нежелательным и произвольным смещением оси прошивной оправки возникает эксцентриситет толщины стенки полученной полой заготовки.
В DE 10 2008 056 988 A1 описывается способ, с помощью которого может заметно и надежно уменьшаться эксцентриситет. При этом способе прошивная оправка, напр., посредством дополнительного привода, вращается против вращательного движения прокатываемого материала. Опыты прокатки подтвердили, что при этом может устраняться преобладающая часть, напр., 50% эксцентриситета. Этот способ имеет, однако, тот недостаток, что прошивная оправка за счет относительного движения между прошивной оправкой и прокатываемым материалом и действующих вследствие этого на поверхности прошивной оправки напряжений сдвига быстро изнашивается. Также вследствие относительного движения на поверхности прокатываемого материала могут возникать дефекты, которые приводят к браку. Между тем цель экономии затрат с помощью этого способа достигается только в очень ограниченной степени.
В документе RU 2401708 раскрывается способ изготовления бесшовных стальных труб с использованием прокатного стана, содержащего одну или несколько последовательно расположенных клетей для продольной или косой прокатки и внутренний инструмент, выполненный в виде длинной оправки или стержня с установленной на нем спереди прошивной оправкой, включающий вращение внутреннего инструмента, а также прокатный стан для изготовления бесшовных стальных труб, имеющий внутренний инструмент, используемый при процессе прокатки внутри прокатываемого материала и выполненный в виде стержня оправки с установленной на нем прошивной оправкой, причем предусмотрен вращательный привод для стержня прошивной оправки.
В основе настоящего изобретения лежит задача создать способ, с помощью которого предотвращаются описанные недостатки, при этом надежно уменьшается эксцентриситет без возникновения усиленного относительного движения между прошивной оправкой и прокатываемым материалом, и так предотвращаются повышенный износ и внутренние дефекты.
Решается эта задача с помощью способа с признаками по п.1 формулы изобретения.
В результате применения этого изобретения значительно уменьшается эксцентриситет прокатываемого материала без повышения износа прошивной оправки и без возможности дополнительного возникновения внутренних дефектов.
В основе изобретения лежит тот известный факт, что внецентренное вращательное движение оси прошивной оправки можно рассматривать как наложение чаще всего двух колебаний различной частоты (оборотов в единицу времени) и различной амплитуды (расстояние от оси прошивной оправки до оси прокатываемого материала). Вследствие наложения колебаний в ходе процесса прокатки изменяются положение и расстояние от оси прошивной оправки до оси прокатываемого материала, и на прокатанном полом слитке возникает соответственно этому характерное распределение значений толщины стенки по длине и периметру прокатываемого материала. На фиг.4 схематично изображено распределение толщины стенки, которое возникает вследствие вращательного движения с постоянной частотой, отличающейся от частоты движения прокатываемого материала. Линии одинаковой толщины стенки (на фиг.4 в качестве примера изображена линия (12) максимальной толщины стенки) образуют с продольной осью прокатываемого материала угол α (13).
Когда вращательное движение оси прошивной оправки состоит из двух вращательных движений с различными частотами, значения толщины стенки выражаются в виде двух накладывающихся друг на друга распределений толщины стенки, причем эти два распределения толщины стенки имеют разные углы между линиями одинаковых толщин стенки и продольной осью прокатываемого материала.
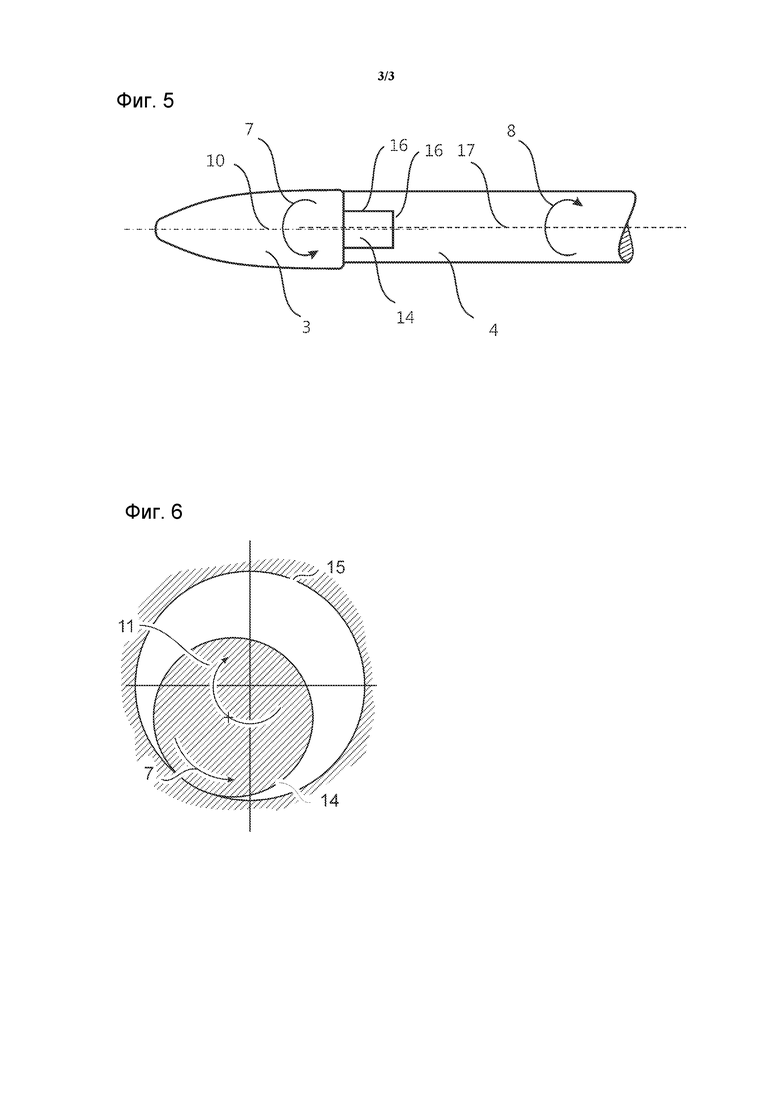
Из этого известного факта в соответствии с изобретением выводится, что чтобы повлиять на возникновение эксцентриситета, надо изменить не вращение самой прошивной оправки, как описано в DE 10 2008 056 988 A1, а следует влиять на вращательное движение оси прошивной оправки. Оно может изменяться без изменения вращения прошивной оправки, как поясняет следующий пример применения (см. фиг.5).
Хвостовик (14) прошивной оправки, то есть вал, который неподвижно соединен с прошивной оправкой, посредством свободных от трения поверхностей (16) скольжения, которые получаются, например, посредством керамического покрытия и графитной смазки, оперт на стержень оправки с возможностью свободного вращения. Продольная ось прошивной оправки смещена относительно продольной оси стержня оправки. Смещение составляет один или несколько миллиметров. Стержень оправки снабжен вращательным приводом. При вращении стержня оправки посредством описанного устройства эксцентрического соединения прошивной оправки и стержня оправки оказывается влияние на положение продольной оси прошивной оправки без изменения вращательного движения прошивной оправки.
Другое устройство одного из предпочтительных вариантов осуществления идеи изобретения изображено на фиг.6. Между прошивной оправкой и стержнем оправки используется адаптер, в котором хвостовик (14) прошивной оправки посредством зубчатого венца обкатывается по неподвижно соединенному со стержнем оправки полому зубчатому колесу (15). В этой системе вращательное движение (7) прошивной оправки создает вращение (11) оси прошивной оправки, которое противоположно вращению прошивной оправки. Посредством той же системы ось стержня оправки может также приводиться во вращение, которое противоположно вращению стержня оправки, если он неподвижно соединен с прошивной оправкой.
Другой известный факт, который лежит в основе изобретения, касается частоты наложенного колебания или, соответственно, вращательного движения оси прошивной оправки. Чем выше эта частота по сравнению с частотой вращения прокатываемого материала, тем больше угол (13, см. фиг.4) между линиями одинаковой толщины стенки и осью прокатываемого материала. При очень высокой частоте по сравнению с частотой вращения прокатываемого материала эти линии в виде винтовых линий лежат по продольной оси прокатываемого материала. Такая выраженность отклонений толщины стенки имеет то преимущество, что вследствие малых осевых расстояний между максимальным значением и минимальным значением толщины стенки в последующих процессах продольной прокатки может легко осуществляться выравнивание различных толщин стенки. Так как осевое расстояние между большой толщиной стенки и малой толщиной стенки мало, обе деформируются одновременно, положение внутреннего инструмента остается при этом стабильно центральным, и устанавливается средняя толщина стенки, т.е. эксцентриситет частично устраняется.
Этот эффект используют по другому варианту осуществления изобретения, когда на ось прошивной оправки накладывается высокая частота вращательного движения в направлении или против вращения прокатываемого материала и прошивной оправки. Наложенное вращение, с одной стороны, предотвращает собственное колебание с обычной выраженностью эксцентриситета, а с другой стороны, создает высокочастотное эксцентрическое вращение и вместе с тем эксцентриситет, который может легко устраняться в последующем процессе продольной прокатки.
Предлагаемая изобретением идея может также применяться на второй и третьей ступени деформации, чтобы вызывать внецентренное движение внутреннего инструмента. Это движение способствует потоку материала в окружном направлении прокатываемого материала и приводит, таким образом, к выравниванию разностей толщины стенки в поперечном сечении прокатываемого материала.
Пояснения к рисункам:
фиг.1: изображение прошивки в косовалковом стане в продольном сечении системы «прокатываемый материал/инструмент»;
фиг.2: изображение прошивки в косовалковом стане в поперечном сечении системы «прокатываемый материал/инструмент» (Изображение боковых направляющих прокатываемого материала было опущено, так как они не важны для описанных взаимосвязей). На фиг.2a изображен центральный процесс прошивки, а на фиг.2b эксцентрический процесс прошивки;
фиг.3: изображение поперечного сечения прокатываемого материала, имеющего эксцентриситет толщины t стенки. Значение эксцентриситета определяется как (tmax - tmin)/(tmax + tmin)×100%;
фиг.4: изображение распределения толщины стенки прокатываемого материала по продольной координате и окружной координате прокатываемого материала;
фиг.5: изображение устройства для создания внецентренного вращательного движения оси прошивной оправки при сохранении вращения прошивной оправки в этом направлении и скорости вращения прокатываемого материала;
фиг.6: изображение создания вращательного движения оси прошивной оправки, противоположного вращательному движению прошивной оправки, посредством зубчатого колеса, обкатывающегося внутри полого колеса.
Список ссылочных обозначений
1 Прокатываемый материал
1a Направление прокатки
2 Валок
3 Прошивная оправка
4 Стержень прошивной оправки
5 Вращательное движение прокатываемого материала
6 Вращательное движение валка
7 Вращательное движение прошивной оправки
8 Вращательное движение стержня оправки
9 Продольная ось прокатываемого материала
10 Продольная ось прошивной оправки
11 Вращательное движение оси прошивной оправки
12 Линия одинаковой толщины стенки
13 Угол между линией одинаковой толщины стенки и осью прокатываемого материала
14 Хвостовик прошивной оправки, снабженный зубчатым венцом
15 Полое зубчатое колесо
16 Поверхность скольжения
17 Продольная ось стержня оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2401708C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ВАЛКОВ ДЛЯ МИНИМИЗАЦИИ ОБРАЗОВАНИЯ ВНУТРЕННЕГО МНОГОДУГОВОГО ПРОФИЛЯ | 2000 |
|
RU2247615C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2011 |
|
RU2508173C1 |
| КАЛИБРОВКА ВАЛКОВ ДЛЯ РЕДУКЦИОННОГО ТРУБОПРОКАТНОГО СТАНА | 1996 |
|
RU2117540C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2004 |
|
RU2270068C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РЕДУКЦИОННО-РАСТЯЖНОГО ПРОКАТНОГО СТАНА И РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН | 2002 |
|
RU2300433C2 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2586177C1 |
| СПОСОБ ГОРЯЧЕЙ ОБРАБОТКИ ХРОМСОДЕРЖАЩЕЙ СТАЛИ | 2004 |
|
RU2336133C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2013 |
|
RU2593812C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2020 |
|
RU2793593C1 |
Изобретение относится к области металлургии. Изготовление бесшовных стальных труб осуществляют в группе прокатных клетей. Группа прокатных клетей включает в себя одну или несколько последовательно расположенных клетей для продольной или косой прокатки и внутренний инструмент. Внутренний инструмент выполнен в виде длинной оправки или стержня (4) с установленной на нем спереди прошивной оправкой (3). Внутренний инструмент осуществляет вращение (7) вокруг своей продольной оси (10) вследствие вращения (5) прокатываемого материала вокруг его продольной оси (9). На продольную ось внутреннего инструмента на расстоянии от продольной оси прокатываемого материала накладывают вращательное движение с большей по сравнению с вращательным движением прокатываемого материала частотой. Вращательное движение внутреннего инструмента вокруг своей продольной оси (10) в направлении вращения прокатываемого материала сохраняют. Обеспечивается уменьшение эксцентриситета прокатываемого материала. 3 н. и 1 з.п. ф-лы, 7 ил.
1. Способ изготовления бесшовных стальных труб с использованием прокатного стана, содержащего одну клеть или несколько последовательно расположенных клетей для продольной или косой прокатки и внутренний инструмент, выполненный в виде длинной оправки или стержня (4) с установленной на нем спереди прошивной оправкой (3), включающий вращение (7) внутреннего инструмента вокруг своей продольной оси (10) вследствие вращения (5) прокатываемого материала вокруг его продольной оси (9), при этом на продольную ось внутреннего инструмента на расстоянии от продольной оси прокатываемого материала накладывают вращательное движение с большей по сравнению с вращательным движением прокатываемого материала частотой, при этом сохраняют вращательное движение внутреннего инструмента вокруг своей продольной оси (10) в направлении вращения прокатываемого материала.
2. Способ по п.1, отличающийся тем, что созданное прокатываемым материалом (1) вращательное движение прошивной оправки (3) используют для создания вращательного движения стержня прошивной оправки, противоположного вращению прошивной оправки.
3. Прокатный стан для изготовления бесшовных стальных труб, содержащий внутренний инструмент, используемый при процессе прокатки внутри прокатываемого материала и выполненный в виде стержня оправки с установленной на нем спереди прошивной оправкой, и привод для вращения стержня прошивной оправки, отличающийся тем, что прошивная оправка установлена на стержне эксцентрично и с возможностью свободного вращения.
4. Прокатный стан для изготовления бесшовных стальных труб, содержащий внутренний инструмент, используемый при процессе прокатки внутри прокатываемого материала и выполненный в виде стержня оправки с установленной на нем спереди прошивной оправкой, и привод для вращения стержня прошивной оправки, отличающийся тем, что прошивная оправка установлена на стержне с возможностью свободного вращения, при этом привод стержня выполнен с возможностью эксцентричного вращения стержня.
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2401708C2 |
| JP 60111703 A, 18.06.1985 | |||
| УНИВЕРСАЛЬНОЕ ЗАРЯДНОЕ УСТРОЙСТВО АГАТ-Ц-УЗУ И СПОСОБ ГРАДУИРОВКИ ИЗМЕРИТЕЛЯ НАПРЯЖЕНИЯ, ПОДКЛЮЧАЕМОГО ДЛЯ КОНТРОЛЯ НАПРЯЖЕНИЯ НА ВЫХОДЕ УНИВЕРСАЛЬНОГО ЗАРЯДНОГО УСТРОЙСТВА | 1992 |
|
RU2042247C1 |
| Устройство для приема разнесенных сигналов | 1990 |
|
SU1764167A1 |

