Область техники
Изобретение относится к охлаждающему устройству для охлаждения бесшовной катаной трубы, предпочтительно стальной трубы, с узлом сопел для подачи охлаждающей среды на наружную периферийную поверхность трубы.
Уровень техники
При изготовлении бесшовных стальных труб используют редукционно-растяжной или калибровочный прокатный стан, содержащий множество прокатных клетей, расположенных друг за другом в направлении подачи трубы. Заготовочные трубы, поступающие из предыдущего агрегата, в горячекатаном состоянии загружаются в калибровочный или редукционно-растяжной прокатный стан. В случае стальных труб температура трубы на входе, как правило, лежит в диапазоне от 900°С до 1000°С. Если труба после предыдущего агрегата имеет температуру, слишком низкую для прокатки, то ее дополнительно нагревают в промежуточной печи.
При выходе из прокатного стана температура материала все еще лежит выше точки аустенизации (критической температуры Ar3), в зависимости от марки материала приблизительно выше температуры от 820 до 840°С. Трубы охлаждают, как правило, на воздухе посредством естественной конвекции. Таким образом, изготавливают нормализованную структуру, т.е. труба имеет умеренно мелкозернистую структуру, как правило, по существу не содержащую текстур деформации, негативно влияющих на механические свойства.
Для высококачественных труб, например, для нефте- и газодобычи или для конструкционных труб, требуются улучшенные механические свойства, в частности повышенная прочность, в сочетании с высокой вязкостью и свариваемостью. Известно, что для улучшения механических свойств катаные и охлажденные трубы могут быть улучшены на специальных линиях термообработки. При этом на первом этапе темперирования трубы снова нагревают до температуры аустенитизации, а затем быстро охлаждают в закалочных устройствах, в результате чего образуются высокопрочные фазы превращения, такие как мартенсит, и, наконец, снова нагревают для устранения внутренних собственных напряжений.
Такая дополнительная термическая обработка является технологически сложной и энергоемкой. Поэтому были разработаны способы, в которых для термической обработки также используют остаточное тепло процесса прокатки. С этой целью после калибровочной или редукционно-растяжной прокатки трубу очень быстро охлаждают, причем должны быть достигнуты скорости охлаждения, значительно увеличенные по сравнению с нормальным холодильником прокатного стана. Требуемые скорости охлаждения достигаются посредством специальных участков охлаждения, не относящихся к обычному оборудованию трубопрокатных станов для производства бесшовных труб. Они ускоренно охлаждают трубу непосредственно после выхода из прокатного стана посредством подачи на нее извне охлаждающей среды, такой как вода или водовоздушная смесь.
Так, в ЕР 2682485 В1 описывается способ и устройство для производства бесшовных стальных труб с расположенным после последней прокатной клети участком непрерывного охлаждения, содержащим множество распределительных колец, концентрически расположенных вокруг прокатываемого материала. Распределительные кольца имеют три или более сопел для распыления охлаждающей среды на охлаждаемую трубу.
Согласно указанному уровню техники распределительные кольца окружают охлаждаемую трубу концентрически относительно ее центральной оси. Для достаточно быстрого охлаждения трубы во время транспортировки из прокатного стана должно быть предусмотрено множество таких распределительных колец. Недостаток такого решения состоит в том, что при неисправности, при которой труба остается лежать на выходной стороне прокатного стана, без труда извлечь трубу из транспортного участка невозможно, поскольку она окружена распределительными кольцами. Вместо этого труба должна быть разрезана на небольшие отрезки трубы, извлекаемые затем вручную из участка охлаждения.
Согласно другому техническому решению, известному из WO 2016/035103 А1, охлаждаемую трубу поднимают в охлаждающее устройство снизу. При этом для достижения равномерного охлаждения при охлаждении труба должна вращаться вокруг собственной оси. Однако в случае участка непрерывного охлаждения привести трубу во вращение непосредственно за прокатным станом невозможно, поскольку в начале процесса выпуска, т.е. в начале охлаждения, она все еще соединена с прокатным станом задним концом. Кроме того, длины труб за прокатным станом, как правило, значительно больше длин труб в линиях термической обработки, поскольку в линиях термической обработки трубы уже разрезаны до длины готового продукта, составляющей, например, от 8 до 14 м, в то время как трубные заготовки на выходе прокатного стана еще не разделены и имеют длину до 100 м. Такие длинные участки охлаждения технически сложны и вряд ли экономичны в эксплуатации.
Раскрытие сущности изобретения
Задача изобретения состоит в усовершенствовании непрерывного охлаждения бесшовных катаных труб из металла, предпочтительно из стали, в частности в повышении их эксплуатационной надежности.
Эта задача решается охлаждающим устройством с признаками пункта 1 и устройством с признаками пункта 15 формулы изобретения. Выгодные усовершенствованные варианты осуществления следуют из зависимых пунктов, последующего описания изобретения и описания предпочтительных примеров осуществления.
Предлагаемое изобретением охлаждающее устройство предназначено для охлаждения бесшовной катаной трубы. Труба представляет собой металлическую трубу, предпочтительно стальную трубу. Однако она охватывает все сплавы, механические свойства которых, такие, как например, прочность, прочность при растяжении, вязкость, свариваемость и т.д., могут быть улучшены посредством термической обработки. В частности, труба изготовлена из высококачественного сплава, подходящего для применения в нефте- и газодобыче или в конструкционных трубах.
Охлаждающее устройство содержит узел сопел с одним или более сопел, выполненных с возможностью подачи на наружную периферийную поверхность трубы охлаждающей среды, предпочтительно воды или водной смеси, в то время как труба транспортируется вдоль направления подачи на участке охлаждения охлаждающего устройства. Термин "водная смесь" обозначает охлаждающую среду на водной основе, содержащую одну или более добавок. Добавки могут содержать растворенные твердые вещества, жидкости или также газы. Так, охлаждающая среда может представлять собой, например, водовоздушную смесь. В данном случае термин "участок охлаждения" обозначает тот участок охлаждающего устройства вдоль направления подачи, на котором на трубу подается охлаждающая среда. Охлаждающее устройство обеспечивает непрерывное охлаждение, поскольку труба охлаждается во время подачи или, соответственно, транспортировки на участке охлаждения.
Согласно изобретению узел сопел содержит проход, через который труба может быть извлечена из участка охлаждения в радиальном направлении трубы, т.е. перпендикулярно продольной протяженности трубы. Другими словами, в окружном направлении узел сопел окружает трубу не полностью, на одной стороне он открыт или может быть открыт. При этом указанный проход имеет такие размеры, что труба может быть извлечена из участка охлаждения в боковом или, соответственно, радиальном направлении. Предпочтительно проход расположен таким образом, что труба может быть извлечена вверх (при наблюдении в направлении силы тяжести). Кроме того, для упрощения возможного извлечения трубы из участка охлаждения проход проходит предпочтительно прямолинейно, параллельно оси трубы. Следует указать на то, что также может быть предусмотрено множество проходов.
Соответственно, узел сопел не содержит замкнутых кольцеобразных структур. Вместо этого обеспечивается по меньшей мере один проход, благодаря которому в случае неисправности, например аварии, труба может быть извлечена из участка охлаждения в радиальном направлении. Рабочее пространство в области прохода не загорожено линиями, трубами и т.п. Таким образом, создается участок охлаждения который, с одной стороны, может быть достаточно коротким для обработки еще не разделенных трубных заготовок, например, длиной до 100 м, и из которого, с другой стороны, трубы могут быть извлечены в боковом направлении без необходимости предварительного разделения их в охлаждающем устройстве на более короткие отрезки трубы. Кроме того, указанный проход облегчает возможные работы по техническому обслуживанию и ремонту в охлаждающем устройстве.
Охлаждающее устройство особенно предпочтительно выполнено с возможностью быстрого охлаждения трубы непосредственно за прокатным станом, например, редукционно-растяжным прокатным станом или калибровочным прокатным станом. При этом термин "непосредственно за" означает, что труба поступает на участок охлаждения охлаждающего устройства, в то время как на заднем конце она все еще соединена с прокатным станом. Следует указать на то, что термины "перед" и "за" следует рассматривать относительно направления подачи трубы.
Чтобы вопреки отказу от концентрических распределительных колец обеспечить равномерное охлаждение вдоль периметра трубы, сопла могут быть выполнены, расположены и ориентированы таким образом, что количество охлаждающей среды, распыляемой вдоль периметра трубы, по существу постоянно. Другими словами, расход охлаждающей среды на одно сопло и направление струи могут быть отрегулированы таким образом, что достигается или по меньшей мере приблизительно достигается симметричное и концентрическое охлаждение.
С этой целью узел сопел предпочтительно содержит один или более кронштейнов для крепления сопел, каждый из которых содержит по меньшей мере одну распределительную трубу и одну или более трубок с соплами, соединенных с распределительной трубой и проходящих от распределительной трубы, каждая из которых содержит одно или более сопел. Благодаря обеспечению кронштейнов для крепления сопел снабжение сопел охлаждающей средой может быть обеспечено простым в конструктивном отношении образом, без необходимости полного окружения трубы питающими трубопроводами в окружном направлении. Трубки с соплами могут иметь различную длину для равномерного распыления охлаждающей среды по возможности по всему периметру трубы. В случае прямолинейных распределительных труб трубки с соплами на краевых участках могут быть более длинными, чем в центре соответствующей распределительной трубы, в результате чего сопла по меньшей мере приблизительно находятся на одном воображаемом неполном кольце.
Охлаждающее устройство предпочтительно также содержит гидравлическую систему, выполненную с возможностью снабжения распределительных труб охлаждающей средой, причем при этом множество распределительных труб может быть объединено в гидравлический узел, обслуживаемый общим насосом и/или переключаемый общей клапанной системой. Благодаря такому объединению снабжения текучей средой по модульному принципу оно может быть упрощено в конструктивном отношении, одновременно сопла на участках могут эксплуатироваться с различными давлениями, объемными расходами и т.д., благодаря чему возможна оптимизация охлаждения трубы.
Предпочтительно распределительные трубы выполнены с возможностью подачи охлаждающей среды в плоскости поперечного сечения трубы и/или вдоль направления подачи, в результате чего простым в конструктивном отношении образом может быть создан проход, проходящий прямолинейно и параллельно оси трубы.
Предпочтительно участок охлаждения имеет меньшую длину, чем труба, указанная длина составляет, например, приблизительно от 8 до 16 м. Таким образом, создается компактное охлаждающее устройство, в результате чего улучшение труб посредством термической обработки может быть осуществлено с приемлемыми конструктивными затратами.
Предпочтительно позиция и/или ориентация, и/или объемный расход одного или более сопел узла сопел могут быть регулируемыми, благодаря чему охлаждающее действие может быть гибко адаптировано, например, в зависимости от параметров продукта и/или процесса.
Предпочтительно сопла узла сопел выполнены таким образом, что может быть образовано множество плоскостей распыления, которые могут регулироваться или, соответственно, перемещаться, например, вдоль направления подачи. Так, каждая плоскость распыления может содержать, например, два кронштейна для крепления сопел, каждый из которых содержит множество трубок с соплами. Посредством соответствующего расположения плоскостей распыления охлаждающее действие может быть гибко отрегулировано, например, в зависимости от параметров продукта и/или процесса.
Предпочтительно охлаждающее устройство выполнено с возможностью охлаждения трубы до конечной температуры ниже критической температуры Ar3, чтобы благодаря этому образовать высокопрочные фазы превращения, такие как мартенсит. С этой целью труба охлаждается предпочтительно до температуры от 450°С до 600°С. При этом температура на выходе, т.е. температура, с которой труба выходит, например, из прокатного стана, составляет, например, от 820°С до 840°С.
Предпочтительно охлаждающее устройство выполнено с возможностью осуществления регулирования на участках или квазинепрерывного регулирования давления и/или расхода охлаждающей среды, предпочтительно в зависимости от продукта и/или на основе данных измерений, опытных данных и/или модели процесса. При этом регулируемость относится к участкам вдоль участка охлаждения, благодаря чему в направлении подачи могут быть гибко отрегулированы коэффициенты теплоотдачи. Каждый из регулируемых участков может содержать одну или более плоскостей распыления, кронштейнов для крепления сопел и т.д., однако он также может быть усовершенствован вплоть до структурного уровня отдельных сопел. Именно это подразумевается под термином "квазинепрерывный".
Участок охлаждения предпочтительно разделен таким образом, что на первом участке узел сопел выполнен с возможностью распыления под высоким давлением, предпочтительно с давлением более 10 бар, а на следующем (в направлении подачи) участке - под более низким давлением. Так, в области высокого давления, например, могут быть достигнуты коэффициенты теплоотдачи более 10000 Вт/(м2K), что позволяет достичь резкого охлаждения трубы.
Предпочтительно охлаждающее устройство выполнено с возможностью такой периодической работы, что одно или более сопел соответственно при входе трубы на участок охлаждения, т.е. при прохождении переднего конца трубы, выполнены с возможностью подключения, а при выходе трубы из участка охлаждения, т.е. при прохождении заднего конца трубы, - отключения, причем на участке охлаждения или за участком охлаждения предпочтительно расположен один или более датчиков, выполненных с возможностью распознавания концов трубы. Таким образом, может быть предотвращено поступление охлаждающей среды в трубу.
Предпочтительно охлаждающее устройство также содержит кожух, полностью или частично окружающий узел сопел, и/или один или более пневматических скребков. Благодаря кожуху предотвращается загрязнение окружающей среды охлаждающей средой, в частности, таким образом, может быть уменьшено загрязнение окружающей среды распыляемой водой и водяным паром. С аналогичной целью могут применяться пневматические скребки, чтобы предотвратить поступление охлаждающей среды в устройства, особенно подвергающиеся опасности, такие, как например места радиометрического замера толщины стенки или других параметров перед участком охлаждения и/или за участком охлаждения.
Предпочтительно направление подачи трубы вдоль участка охлаждения наклонено относительно горизонтали, т.е. оно опускается или поднимается, благодаря чему может быть укорочено монтажное пространство на переходе от прокатного стана к возможному холодильнику.
Указанная выше задача также решается благодаря устройству, содержащему прокатный стан, предпочтительно редукционно-растяжной прокатный стан или калибровочный стан, и охлаждающее устройство согласно приведенному выше описанию. В направлении подачи охлаждающее устройство находится за прокатным станом и выполнено с возможностью охлаждения трубы, прокатанной с помощью прокатного стана.
Признаки, технические эффекты, преимущества и примеры осуществления, описанные в отношении охлаждающего устройства, аналогичным образом действуют в отношении указанного устройства.
В частности охлаждающее устройство расположено непосредственно за прокатным станом, что позволяет для улучшения трубы посредством термической обработки по принципу синергии также использовать остаточное тепло процесса прокатки.
Предпочтительно прокатный стан содержит один или более охлаждающих элементов, выполненных с возможностью снижения температуры трубы в прокатном стане ниже критической температуры Ar3, предпочтительно приблизительно на 30° ниже критической температуры Ar3. Таким образом, может быть усилено охлаждающее действие. Таким образом, согласно данному примеру осуществления понижение входной температуры или, соответственно, температуры прокатки происходит уже в прокатном стане, так что может быть применена более низкая, чем обычно, конечная температура прокатки.
Дополнительные преимущества и признаки настоящего изобретения станут очевидными из последующего описания предпочтительных вариантов осуществления. Описанные в нем признаки могут быть осуществлены по отдельности или в сочетании с одним или несколькими вышеизложенными признаками, если указанные признаки не противоречат друг другу. Ниже приводится описание предпочтительных примеров осуществления со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
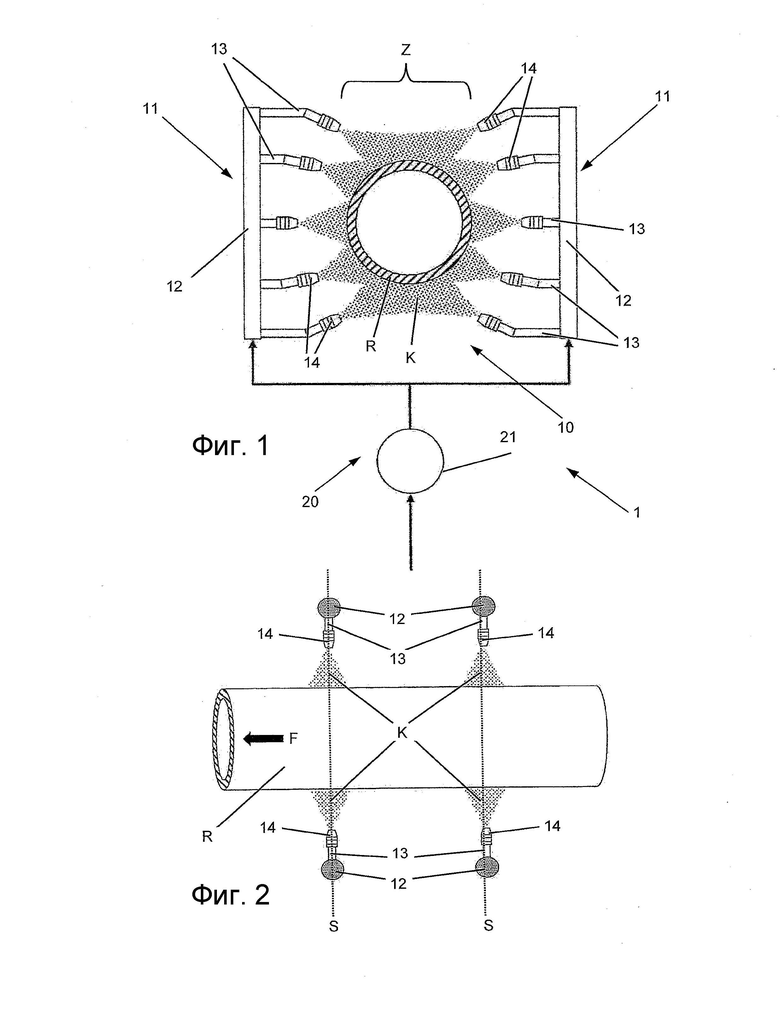
Фиг. 1 представляет собой схематичный вид в разрезе узла сопел участка непрерывного охлаждения с соединенном с ним гидравлическим узлом согласно одному из примеров осуществления.
Фиг. 2 представляет собой вид сверху узла сопел по фиг. 1.
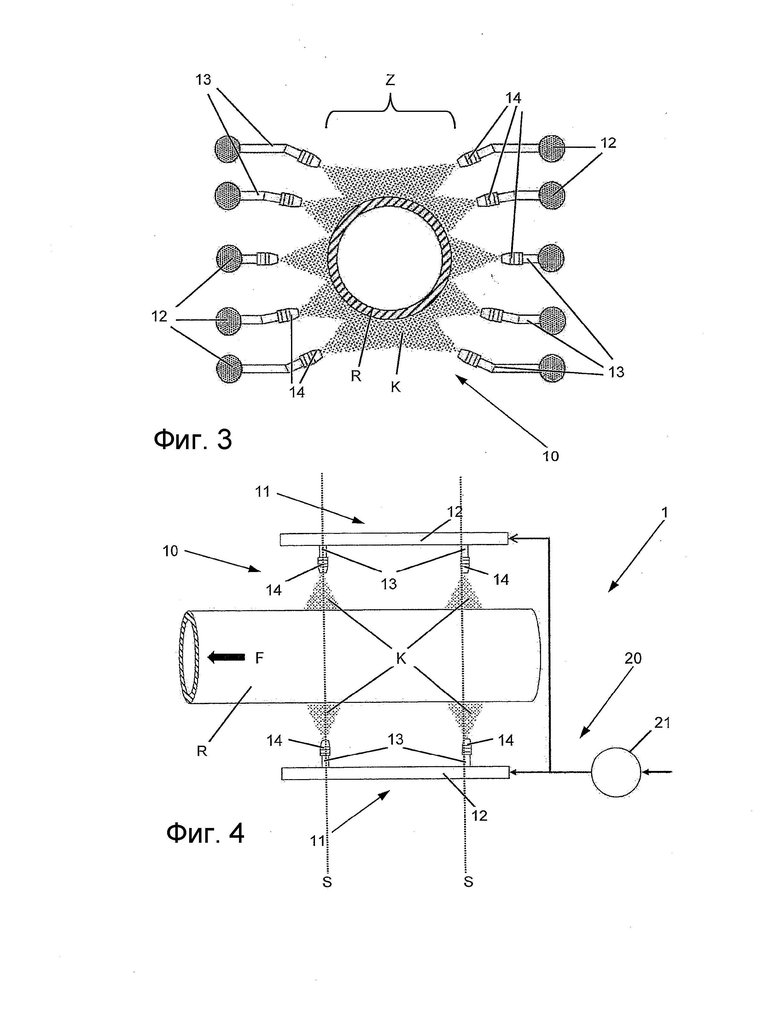
Фиг. 3 представляет собой схематичный вид в разрезе узла сопел участка непрерывного охлаждения согласно еще одному примеру осуществления.
Фиг. 4 представляет собой вид сверху узла сопел по фиг. 3 с соединенным с ним гидравлическим узлом.
Осуществление изобретения
Ниже при помощи чертежей описываются предпочтительные примеры осуществления. При этом одинаковые, аналогичные или одинаково функционирующие элементы обозначены на различных чертежах идентичными ссылочными обозначениями и, во избежание избыточности, подробное описание этих элементов частично опущено.
Фиг. 1 представляет собой схематичный вид в разрезе узла 10 сопел участка непрерывного охлаждения с соединенном с ним гидравлическим узлом 20 согласно одному из примеров осуществления. На фиг. 2 узел 10 сопел показан на виде сверху.
Узел 10 сопел является частью охлаждающего устройства 1, которое в качестве участка непрерывного охлаждения расположено предпочтительно непосредственно за прокатным станом для прокатки бесшовных труб R. Здесь термин "непосредственно" означает, что труба R поступает на участок непрерывного охлаждения, в то время как на заднем конце (при наблюдении в направлении подачи, сравн. с фиг. 2) она все еще соединена с прокатным станом.
Труба R изготовлена из металла, предпочтительно из стали, причем в особенности металл представляет собой высококачественные сплавы, подходящие для применения в нефте- и газодобыче или для конструкционных труб.
Указанный выше прокатный стан, не показанный на чертежах, предпочтительно представляет собой редукционно-растяжной прокатный стан или калибровочный стан, содержащий множество прокатных клетей, расположенных друг за другом в направлении F подачи трубы R. Заготовочные трубы, поступающие из предыдущего агрегата, в горячекатаном состоянии загружают в прокатный стан. Температура на входе лежит, например, в диапазоне от 900°С до 1000°С. При выходе из прокатного стана труба R предпочтительно имеет температуру от более 820°С до 840°С.
Узел 10 сопел содержит один или более кронштейнов 11 для крепления сопел, каждый из которых содержит по меньшей мере одну распределительную трубу 12 и одну или более трубок 13 с соплами, соединенных с распределительной трубой и проходящих от распределительной трубы, каждая из которых содержит одно или более сопел 14. Распределительные трубы 12 посредством гидравлической системы снабжаются охлаждающей средой K, предпочтительно водой или водной смесью, которая затем по трубкам 13 с соплами течет к соплам 14 и от них подается или, соответственно, распыляется на трубу R.
Кронштейны 11 для крепления сопел с их распределительными трубами 12 и трубками 13 с соплами могут быть расположены в плоскостях, которые здесь называются "плоскостями распыления" S. В данном примере осуществления каждая плоскость S распыления содержит, например, два кронштейна 11 для крепления сопел, каждый из которых содержит распределительную трубу 12 и пять соединенных с ней трубок 13 с соплами. Однако никаких ограничений в этом отношении не существует. Более того, число и расположение кронштейнов 11 для крепления сопел, трубок 13 с соплами и сопел 14 могут быть выбраны свободно, при условии, что обеспечено равномерное охлаждение трубы R, а узел 10 сопел, как поясняется ниже, не содержит замкнутых кольцеобразных структур.
В разрезе на фиг. 2 показаны только две плоскости S распыления. Однако для обеспечения достаточного охлаждающего действия, как правило, число плоскостей S распыления, расположенных вдоль пути подачи трубы R, больше. Участок охлаждения, т.е. участок пути подачи, на котором на трубу R подается охлаждающая среда K, в зависимости от числа, положения и ориентации сопел 14, расхода охлаждающей среды K и т.д., может быть сравнительно коротким и составлять, например, от 8 до 16 м.
Узел 10 сопел может быть выполнен таким образом, что плоскости S распыления или часть плоскостей распыления могут регулироваться посредством перемещения вдоль направления F подачи. С этой целью кронштейны 11 для крепления сопел или часть указанных кронштейнов могут быть расположены с возможностью перемещения. Альтернативно или дополнительно трубки 13 с соплами или часть указанных трубок могут быть расположены с возможностью поворота посредством того, что, например, соответствующие кронштейны 11 для крепления сопел могут быть установлены с возможностью вращения вокруг собственной оси. Кроме того, не является необходимым, чтобы узел 10 сопел образовывал множество четко определенных плоскостей распыления.
Так, трубки 13 с их соплами 14, например, могут быть позиционированы и/или ориентированы таким образом, что при наблюдении в направлении F подачи охлаждающая среда K подается на трубу R по существу равномерно.
Множество распределительных труб 12 может быть объединено в гидравлический узел 20, обслуживаемый одним общим насосом 21 и/или переключаемый общей клапанной системой.
Согласно варианту осуществления по фиг. 1 и 2 распределительные трубы 12 подают охлаждающую среду K в плоскости поперечного сечения трубы R. Альтернативно охлаждающая среда K может подаваться также вдоль продольной оси трубы (т.е. направления F подачи), как показано в примере осуществления по фиг. 3 и 4. Разумеется, распределительные трубы 12 могут быть расположены и другим образом, при условии, что обеспечен описанный ниже проход Z.
Выше уже было указано на то, что узел 10 сопел не содержит замкнутых кольцеобразных структур. Вместо этого кронштейны 11 для крепления сопел выполнены таким образом, что они открыты по меньшей мере с одной стороны, чтобы в случае неисправности (аварии) труба R могла быть извлечена их участка охлаждения в радиальном направлении, предпочтительно вверх. Другими словами, узел 10 сопел вдоль направления F подачи оставляет незакрытый зазор или проход Z, через который при необходимости может быть извлечена труба R. Рабочее пространство в области прохода Z не загорожено линиями, трубами и т.п. Для обеспечения беспрепятственного извлечения трубы R с участка охлаждения размер прохода Z больше диаметра трубы R.
Таким образом, создается участок охлаждения, с одной стороны, достаточно короткий для обеспечения обработки еще не разделенных трубных заготовок, например, длиной до 100 м, и из которого, с другой стороны, трубы R могут быть без труда извлечены, например, в случае неисправности, в частности без необходимости их предварительного разрезания в плоскостях S распыления.
Чтобы вопреки отказу от концентрических распределительных колец обеспечить равномерное охлаждение вдоль периметра трубы, сопла 14 могут быть выполнены, расположены и ориентированы таким образом, что количество охлаждающей среды K, распыляемой вдоль периметра трубы, по существу постоянно. Другими словами, расход охлаждающей среды K на одно сопло 14 и направление струи могут быть отрегулированы таким образом, что достигается или по меньшей мере приблизительно достигается симметричное и концентрическое охлаждение. В случае прямолинейных распределительных труб 12, как показано на фиг. 1, с этой целью трубки 13 с соплами на краевых участках могут быть более длинными, чем в центре соответствующей распределительной трубы 12, благодаря чему сопла 14 по меньшей мере приблизительно находятся на одном воображаемом неполном кольце.
Описанное здесь охлаждающее устройство 1 обеспечивает охлаждение труб R до конечной температуры приблизительно от 450°С до 600°С, благодаря чему может быть достигнута особенно мелкозернистая структура. После охлаждения посредством охлаждающего устройства 1 труба R может посредством воздушной конвекции продолжить охлаждаться до комнатной температуры.
В сочетании с расположенным впереди прокатным станом сначала предпочтительно происходит охлаждение заготовочной трубы до температуры ниже критической температуры Ar1, а затем повторное нагревание до температуры прокатки. Затем труба R покатывается в прокатном стане и передается или, соответственно, транспортируется в охлаждающее устройство 1 для последующего быстрого охлаждения.
Согласно предпочтительному примеру осуществления участок охлаждения разделен на множество участков, причем на первом участке узел 10 сопел выполнен с возможностью распыления под высоким давлением, например, с давлением более 10 бар, а на следующем в направлении подачи участке - под более низким давлением. Так, в области высокого давления, например, могут быть достигнуты коэффициенты теплоотдачи более 10000 Вт/(м2K).
Альтернативно или дополнительно при наблюдении в направлении F подачи может быть реализовано регулирование на участках или квазинепрерывное регулирование давления и/или расхода охлаждающей среды K в зависимости от продукта и/или на основе данных измерений, опытных данных и/или модели процесса.
Охлаждающее устройство 1 может быть выполнено с возможностью периодической работы посредством того, что кронштейны 11 для крепления сопел, например, могут подключаться в соответствии с прохождением переднего конца трубы, а при прохождении заднего конца трубы - отключаться, благодаря чему может быть предотвращено попадание охлаждающей среды K в трубу R. С этой целью на участке охлаждения или за участком заграждения может быть расположен один или более датчиков, выполненных с возможностью распознавания концов трубы.
Предпочтительно участок охлаждения полностью или на участках находится в кожухе для предотвращения загрязнения окружающей среды охлаждающей средой K, в частности, для уменьшения загрязнения окружающей среды распыляемой водой и водяным паром. С аналогичной целью могут применяться пневматические скребки, чтобы предотвратить поступление охлаждающей среды K в устройства, особенно подвергающиеся опасности, такие, как например места радиометрического замера толщины стенки или других параметров перед участком охлаждения и/или за участком охлаждения.
Направление F подачи трубы R вдоль участка охлаждения может быть наклонено относительно горизонтали (опускаться или подниматься), благодаря чему может быть укорочено монтажное пространство на переходе от прокатного стана к возможному холодильнику. Дополнительно или альтернативно участок охлаждения может быть интегрирован в область перехода к холодильнику. Поскольку благодаря проходу Z пространство для распыления не закрыто, труба R может быть извлечена с участка охлаждения и передана в холодильник.
Для усиления охлаждающего действия представленное здесь охлаждающее устройство 1 также подходит для комбинации с дополнительными охлаждающими элементами в прокатном стане. Согласно одному из примеров осуществления понижение входной температуры или, соответственно, температуры прокатки происходит в прокатном стане, так что может быть применена более низкая, чем обычно, конечная температура прокатки. Таким образом, в прокатном стане может происходить охлаждение трубы R до температуры приблизительно 30°С ниже критической температуры Ar3.
Там, где это применимо, все отдельные признаки, показанные в примерах осуществления, могут комбинироваться друг с другом и/или взаимозаменяться без выхода за рамки объема изобретения.
Перечень ссылочных обозначений
1 охлаждающее устройство
10 узел сопел
11 кронштейн для крепления сопел
12 распределительная труба
13 трубка с соплами
14 сопло
20 гидравлический узел
21 насос
R труба
F направление подачи
K охлаждающая среда
S плоскость распыления
Z проход.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН С УЛУЧШЕННЫМ ДОПУСКОМ ДИАМЕТРА И ТОЛЩИНЫ СТЕНКИ | 2019 |
|
RU2751408C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДАЮЩИМ УСТРОЙСТВОМ В ЛИНИИ ПРОКАТНОГО СТАНА | 2020 |
|
RU2783688C1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ В МНОГОКЛЕТЬЕВОМ ПРОКАТНОМ СТАНЕ | 2004 |
|
RU2254189C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2701386C2 |
| КОНТРОЛЬ ТОЛЩИНЫ СТЕНКИ ПРИ РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТКЕ ТРУБ | 2019 |
|
RU2770113C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 2007 |
|
RU2393940C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ДВИЖЕНИЯ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПО РОЛЬГАНГУ | 2017 |
|
RU2731161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2303497C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 2006 |
|
RU2377096C1 |
Изобретение относится к охлаждающим устройствам, которые могут быть использованы при изготовлении бесшовных металлических труб. Охлаждающее устройство для охлаждения бесшовной катаной металлической трубы содержит узел сопел с соплами, выполненными с возможностью подачи на наружную периферийную поверхность трубы охлаждающей среды в процессе транспортировки ее вдоль направления подачи на участке охлаждения охлаждающего устройства, причем узел сопел содержит проход, через который труба может быть извлечена из участка охлаждения в радиальном направлении трубы. Изобретение направлено на повышение эксплуатационной надежности бесшовных катаных труб. 2 н. и 15 з.п. ф-лы, 4 ил.
1. Охлаждающее устройство (1) для охлаждения бесшовной катаной трубы (R) из металла,
содержащее узел (10) сопел с соплами (14), выполненными с возможностью подачи на наружную периферийную поверхность трубы (R) охлаждающей среды (K), в то время как труба (R) транспортируется вдоль направления (F) подачи на участке охлаждения охлаждающего устройства (1), причем
узел (10) сопел содержит проход (Z), через который труба (R) может быть извлечена из участка охлаждения в радиальном направлении трубы (R).
2. Охлаждающее устройство (1) по п. 1, отличающееся тем, что узел (10) сопел содержит один или более кронштейнов (11) для крепления сопел, каждый из которых содержит по меньшей мере одну распределительную трубу (12) и одну или более трубок (13) с соплами, соединенных с распределительной трубой (12) и проходящих от распределительной трубы (12), каждая из которых содержит одно или более сопел (14).
3. Охлаждающее устройство (1) по п. 2, отличающееся тем, что оно также содержит гидравлическую систему, выполненную с возможностью снабжения распределительных труб (12) охлаждающей средой (K), причем множество распределительных труб (12) объединено в гидравлический узел (20), обслуживаемый общим насосом (21) и/или переключаемый общей клапанной системой.
4. Охлаждающее устройство (1) по п. 2 или 3, отличающееся тем, что распределительные трубы (12) выполнены с возможностью подачи охлаждающей среды (K) в плоскости поперечного сечения трубы (R) и/или вдоль направления (F) подачи.
5. Охлаждающее устройство (1) по любому из пп. 1-4, отличающееся тем, что участок охлаждения имеет длину, составляющую от 8 до 16 м.
6. Охлаждающее устройство (1) по любому из пп. 1-5, отличающееся тем, что позиция и/или ориентация, и/или объемный расход сопел (14) узла (10) сопел являются регулируемыми.
7. Охлаждающее устройство (1) по любому из пп. 1-6, отличающееся тем, что сопла (14) узла (10) сопел выполнены с возможностью образования множества плоскостей (S) распыления, регулируемых вдоль направления (F) подачи.
8. Охлаждающее устройство (1) по любому из пп. 1-7, отличающееся тем, что оно выполнено с возможностью охлаждения трубы (R) до конечной температуры ниже критической температуры Ar3, предпочтительно до температуры от 450°С до 600°С.
9. Охлаждающее устройство (1) по любому из пп. 1-8, отличающееся тем, что оно выполнено с возможностью осуществления регулирования на участках или квазинепрерывного регулирования давления и/или расхода охлаждающей среды (К), предпочтительно в зависимости от продукта и/или на основе данных измерений, опытных данных и/или модели процесса.
10. Охлаждающее устройство (1) по любому из пп. 1-9, отличающееся тем, что участок охлаждения разделен на множество участков, причем на первом участке узел (10) сопел выполнен с возможностью распыления под высоким давлением, с давлением более 10 бар, а на следующем в направлении (F) подачи участке - под более низким давлением.
11. Охлаждающее устройство (1) по любому из пп. 1-10, отличающееся тем, что оно выполнено с возможностью такой периодической работы, что сопла (14) соответственно при входе трубы (R) на участок охлаждения выполнены с возможностью подключения, а при выходе трубы (R) из участка охлаждения - отключения, причем на участке охлаждения или за участком охлаждения расположен один или более датчиков, выполненных с возможностью распознавания концов трубы.
12. Охлаждающее устройство (1) по любому из пп. 1-11, отличающееся тем, что оно также содержит кожух, полностью или частично окружающий узел (10) сопел, и/или один или более пневматических скребков.
13. Охлаждающее устройство (1) по любому из пп. 1-12, отличающееся тем, что направление (F) подачи трубы (R) вдоль участка охлаждения наклонено относительно горизонтали.
14. Охлаждающее устройство (1) по любому из пп. 1-13, отличающееся тем, что охлаждающая среда (К) представляет собой воду или водную смесь, а радиальное направление является направлением вверх.
15. Устройство для обработки бесшовных труб, содержащее прокатный стан и охлаждающее устройство по любому из пп. 1-14, в направлении (F) подачи находящееся за прокатным станом и выполненное с возможностью охлаждения трубы (R), прокатанной с помощью прокатного стана.
16. Устройство по п. 15, отличающееся тем, что прокатный стан содержит один или более охлаждающих элементов, выполненных с возможностью снижения температуры трубы (R) в прокатном стане ниже критической температуры Ar3, предпочтительно приблизительно на 30° ниже критической температуры Ar3.
17. Устройство по п. 15 или 16, отличающееся тем, что прокатный стан представляет собой редукционно-растяжной прокатный стан или калибровочный стан.
| CN 108315532 A, 24.07.201 | |||
| СПОСОБ ОХЛАЖДЕНИЯ ТРУБ | 2005 |
|
RU2291905C1 |
| Телевизионный передатчик | 1939 |
|
SU64540A1 |
| СВЕРХВЫСОКОЧАСТОТНАЯ ПЕЧЬ | 1997 |
|
RU2124278C1 |
| DE 102017001210 A1, 09.08.2018. | |||

