Изобретение относится к технологическим процессам, порошковой металлургии, в частности к технологии лазерного послойного синтеза объемных деталей, и может быть использовано для производства деталей сложных форм из мелкодисперсных порошков для повышения их качества в различных отраслях машиностроения.
Уровень техники
Известен способ лазерного спекания, патент RU 21327161 С1, тонких слоев порошковых материалов, применяющих многолучевое лазерное оптическое устройство, в котором один или несколько расфокусированных лучей используется для подогрева зон порошка, окружающих зону спекания для уменьшения температурного градиента с целью снижения поводки (коробления) спекаемых деталей.
Недостатком этого способа является произвольный порядок спекания лазерным лучом зон слоя порошка, что может привести к повышению температурного градиента между спекаемой зоной и окружающими ее другими зонами.
Известен способ лазерного спекания, патент US 6,215,093 B1 (прототип), который предусматривает образование зон спекания слоя порошка в виде узких прямоугольников, примыкающих друг к другу большей стороной с последовательным порядком их спекания, причем в каждой зоне вектор движения лазерного луча построчно параллелен узкой стороне прямоугольника и согласован с аналогичным вектором спеченной зоны.
Недостатком этого способа является последовательный порядок спекания зон со значительной площадью контакта спекаемой зоны (по большей стороне прямоугольника) с высокотемпературной спеченной зоной, препятствующей максимальному местному отводу теплоты в соседние зоны с меньшей температурой.
Сущность изобретения
Задачей настоящего изобретения является разработка такой технологии производства деталей способом лазерного послойного синтеза, которая позволила бы повысить качество изделий за счет снижения коробления (поводок) спекаемых (сплавляемых) деталей.
Поставленная задача достигается за счет того, что в способе спекания при лазерном послойном порошковом синтезе объемных деталей, включающем направление луча лазера на поверхность порошка до его спекания и перемещение луча лазера по всей площади сечения детали, производят точечное спекание выбранных отдельных участков сечения детали, при этом выбор последовательности спекания отдельных участков и перемещение луча лазера производят из условия обеспечения точечной симметрии теплопередачи от центра тяжести к периферии сечения детали и максимальной площади контакта спекаемого участка с соседними с меньшей температурой.
Более того, при спекании формируют линию контура на заданном сечении детали, на площади, ограниченной линией контура, формируют сетку в виде поперечных и продольных линий, образующих квадратные ячейки, на сетке выделяют квадратные зоны на всей площади сечения спекаемой детали с последующей числовой индексацией всех ячеек и зон, выбирают центр спекания, располагаемый в области центра тяжести сечения детали, производят спекание ячеек центральной зоны, после чего выполняют спекание зон, окружающих спеченные, продвигаясь от центра спекания к периферии сечения детали.
Такое выполнение способа спекания позволяет повысить качество изготавливаемых деталей за счет уменьшения их коробления.
Перечень чертежей
Изобретение поясняется чертежами, на которых:
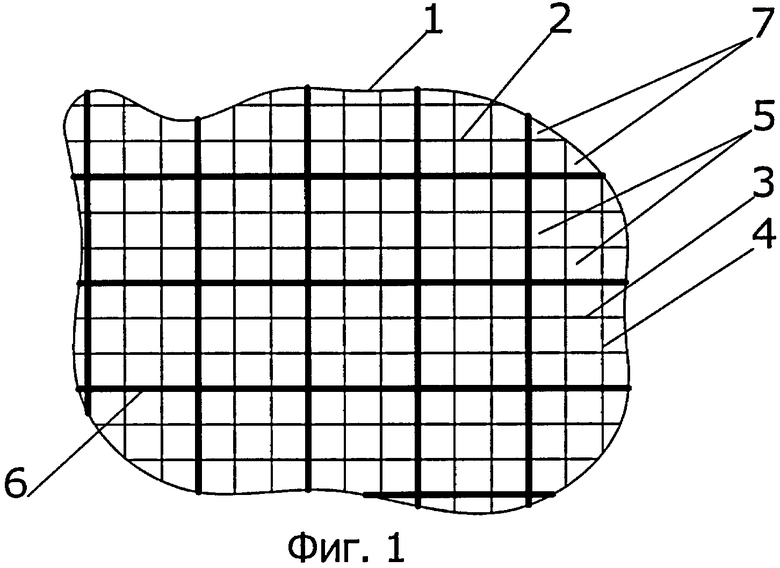
Фиг.1 показывает спекаемое сечение детали с выполненными сеткой и контуром в соответствии с изобретением;
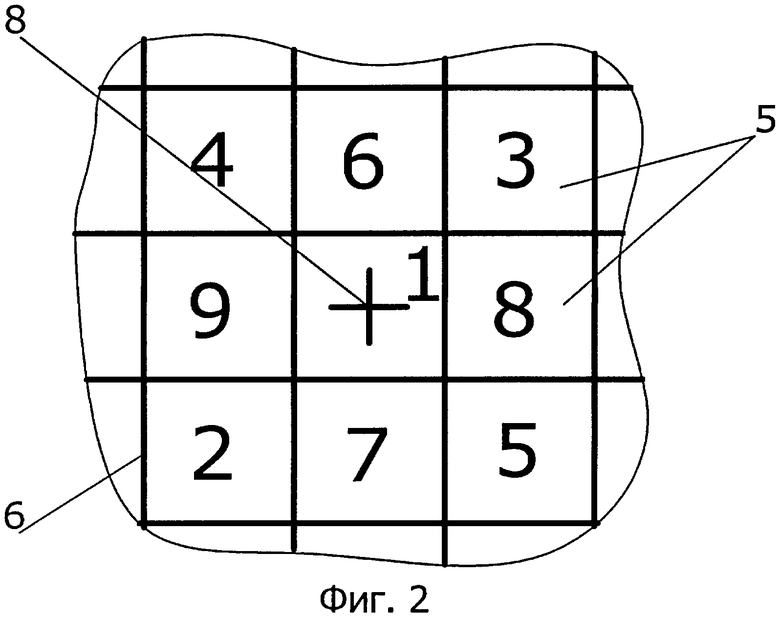
Фиг.2 показывает схему диагональной последовательности перемещения лазера при спекании зоны;
Фиг.3 показывает схему диагональной и шахматной последовательности перемещения лазера при спекании зоны;
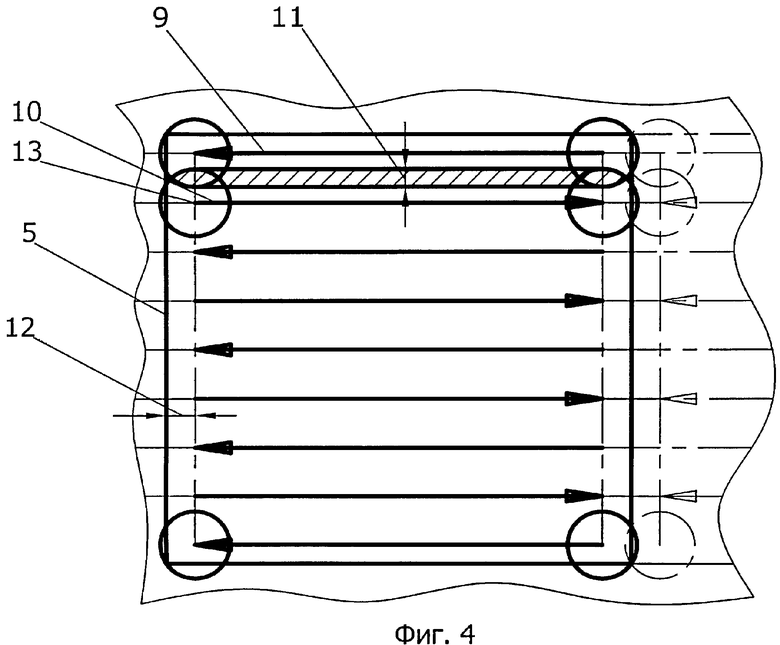
Фиг.4 показывает схему последовательности перемещения лазера при спекании ячейки.
Сведения, подтверждающие осуществимость изобретения
Предлагаемый способ в соответствии с изобретением осуществляется следующим образом.
Способ реализуется на установке лазерного послойного синтеза, состоящей из лазерного устройства с рабочей камерой спекания, оборудованной системой вакуумирования, системой инертного газа, механизмами подачи дозированного порошка и выравнивания его слоя, системой контроля температуры как в зоне спекания, так и в окружающих зонах слоя порошка, опускающегося рабочего стола с позицией охлаждения готовой детали и ее очистки, а также с системой управления с автоматическим режимом выполнения технологических операций и необходимым программным обеспечением.
После выполнения операций вакуумирования (Р=3·102 Па) рабочей камеры, наполнения ее инертным газом (Р=1,3·105 Па), подачи дозированной порции порошка марки ВТ-6 (дисперсность 20 мкм), выравнивания слоя порошка (толщиной 50 мкм), контролируемого его подогрева тенами до температуры 500°C и включения лазерного устройства производят спекание порошка на всей площади сечения детали.
Спекание порошка на всей площади сечения производят точечным спеканием выбранных отдельных участков сечения детали. При этом выбор последовательности спекания отдельных участков производят из условия обеспечения точечной симметрии теплопередачи от начала спекания к периферии сечения детали и максимальной площади контакта спекаемого участка с соседними с меньшей температурой.
Спекание происходит при постоянном контроле температуры как спекаемой зоны, так и температуры окружающих зон слоя порошка. После окончания спекания первого слоя следует опускание стола камеры на высоту до 50 мкм с последующим спеканием следующих слоев порошка аналогично первому с учетом особенностей сечений детали и с коррекцией режимов (по мощности и скорости перемещения лазерного луча) с целью поддерживания температуры спекания порошка (через определение требуемой плотности мощности излучения) в зависимости от контролируемой фактической температуры спекаемой зоны как результата влияния и предварительного подогрева и температуры нижележащих спеченных слоев. После спекания всех слоев детали производят ее охлаждение в специальной позиции с последующей очисткой и удалением из установки лазерного послойного синтеза.
Спекание порошка на всей площади сечения детали производят следующим образом.
Формируют линию контура 1 (См. Фиг.1.) на заданном сечении детали посредством спекания порошка лучом лазера с ⌀ 50 мкм светового пятна и мощностью до 100 Вт, перемещаемого по заданной программе со скоростью перемещения до 150 мм/c.
На площади, ограниченной линией контура 1, формируют сетку 2 посредством спекания порошка в виде поперечных 4 и продольных 3 линий, образующих квадратные ячейки 5, например, с размерами 5×5 мм на всей площади сечения детали. При этом размеры ячейки могут варьироваться в пределах 4-6 мм. Уменьшение размера менее 4 мм приводит к увеличению трудоемкости, а увеличение свыше 6 мм приводит к появлению коробления детали и снижению точности детали.
На сетке 2 выделяют квадратные зоны 6, например, 15×15 мм (9 ячеек 5×5 мм) на всей площади сечения спекаемой детали с последующей числовой индексацией всех ячеек 5, зон 6 и участков 7, площадью менее 25 мм2 (Фиг.1).Выделение зон производят по заданной программе.
Производят спекание порошка на всей площади сечения детали посредством последовательного спекании порошка ячеек 5, участков 7, зон 6 в соответствии с технологией спекания лучом ⌀ 50 мкм светового пятна и мощностью до 100 ватт, со скоростью перемещения до 150 мм/с.
Спекание зон начинают с выбора центра спекания 8 (начала спекания), который располагают в области центра тяжести сечения детали, либо в центре тяжести участка детали (в случае сложной конфигурации сечения), совмещая его с центром ячейки центральной зоны.
Условия обеспечения точечной симметрии теплопередачи от начала спекания к периферии сечения детали и максимальной площади контакта спекаемого участка с соседними с меньшей температурой обеспечиваются за счет выполнения спекания как ячеек, так и зон в определенной последовательности.
Такая последовательность спекания может быть реализована следующим образом:
1. В виде диагональной последовательности порядка спекания как ячеек, так и зон, когда луч после заполнения предыдущего участка переводят на следующий участок по диагонали, а этот следующий участок соприкасается с предыдущим в одной точке (вершинами углов ячеек или зон). Эта последовательность спекания ячеек внутри зоны показана цифрами на фиг.2.
2. В виде шахматной и диагональной последовательности порядка спекания как ячеек, так и зон. Упомянутые последовательности показаны на фиг.3.
Таким образом, сначала, используя диагональную или диагональную и шахматную последовательности, производят спекание ячеек 5 центральной зоны 6. После этого производят спекание зон, окружающих центральную, используя диагональный принцип. В дальнейшем производят спекание зон, окружающих спеченные, продвигаясь от центра спекания к периферии сечения детали.
В случае отсутствия свободных вершин углов контакт каждой спекаемой ячейки или зоны со спеченными ранее ячейками или зонами происходит по сторонам их квадратов с максимальным интервалом времени, считываемым от завершения спекания соседней ячейки или зоны.
Спекание порошка в любой ячейке 5 производят последовательным прохождением луча лазера параллельно одной из ее сторон в прямом 9 и обратном 10 направлениях в соответствии со схемой векторов траекторий перемещения луча (см. фиг.4.) до полного спекания порошка по всей площади ячейки. При этом при переходе к каждому последующему направлению пробега лазер выключают. Кроме того, перемещение луча лазера в прямом и обратном направлении производят с перекрытием 11 образуемых дорожек на величину, равную до 10% от диаметра луча, а при приближении луча к границе ячейки на расстоянии 12, равном половине диаметра луча, лазер выключают.
В результате применения как принципа точечной симметрии направления теплопотока от центра спекания сечения детали к его периферии, так и максимальной площади контакта спекаемой ячейки или зоны с соседними с меньшей температурой в соответствии с законами теплофизики образуется минимальный относительно равномерный местный температурный градиент по всему сечению детали, что, в свою очередь, приводит к снижению поводок (коробления) спекаемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ЛАЗЕРНЫМ ПОСЛОЙНЫМ СИНТЕЗОМ | 2010 |
|
RU2450891C1 |
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВ | 2008 |
|
RU2393056C1 |
| СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2569279C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2021881C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВОГО МАТЕРИАЛА ЦИКЛИЧНЫМ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СИНТЕЗОМ | 2013 |
|
RU2526909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ЛАЗЕРНЫМ ЦИКЛИЧНЫМ НАНЕСЕНИЕМ ПОРОШКОВОГО МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2550670C2 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ПОСЛОЙНЫМ ЛАЗЕРНЫМ НАНЕСЕНИЕМ ПОРОШКОВОГО МАТЕРИАЛА | 2013 |
|
RU2550669C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА ЭЛЕКТРОДУГОВОГО СВАРОЧНОГО ПЛАЗМАТРОНА | 2014 |
|
RU2558019C1 |
| Способ получения спеченных изделий из электроэрозионного порошка из отходов стали Х13 | 2021 |
|
RU2773960C1 |

Изобретение относится к технологии лазерного послойного синтеза объемных деталей и может быть использовано для производства деталей сложных форм из мелкодисперсных порошков в различных отраслях машиностроения. Технический результат - повышение качества изделий за счет снижения коробления (поводок) спекаемых деталей. Способ включает подачу порции порошка, выравнивание слоя, направление луча лазера на поверхность слоя порошка и спекание каждого слоя при перемещении луча лазера по площади слоя, соответствующей сечению детали. При этом в каждом слое производят точечное спекание выбранных отдельных участков в виде ячеек размером 4-6 мм на площади, соответствующей заданному сечению детали. Последовательность спекания отдельных участков каждого слоя при перемещении луча лазера выбирают из условия обеспечения точечной симметрии теплопередачи от центра тяжести каждого сечения детали в спекаемом слое к его периферии и максимальной площади контакта спекаемого участка с соседними с меньшей температурой. 1 з.п. ф-лы, 4 ил.
1. Способ изготовления объемных деталей послойным лазерным спеканием порошка, включающий подачу порции порошка, выравнивание слоя, направление луча лазера на поверхность слоя порошка и спекание каждого слоя при перемещении луча лазера по площади слоя, соответствующей сечению детали, отличающийся тем, что в каждом слое производят точечное спекание выбранных отдельных участков в виде квадратных ячеек с размером 4-6 мм на площади, соответствующей заданному сечению детали, при этом последовательность спекания отдельных участков каждого слоя при перемещении луча лазера выбирают из условия обеспечения точечной симметрии теплопередачи от центра тяжести каждого сечения детали в спекаемом слое к его периферии и максимальной площади контакта спекаемого участка с соседними с меньшей температурой.
2. Способ изготовления деталей по п.1, отличающийся тем, что перед спеканием отдельных участков в каждом слое формируют линию контура на площади, соответствующей сечению детали посредством спекания порошка лучом лазера, после чего на указанной площади, ограниченной линией контура, спеканием лучом лазера формируют сетку в виде поперечных и продольных линий, образующих отдельные участки в виде квадратных ячеек, на сетке выделяют квадратные зоны из нескольких ячеек на всей площади, соответствующей сечению спекаемой детали, выбирают центр спекания, располагаемый в области центра тяжести сечения детали, и производят спекание отдельных участков в виде ячеек в центральной зоне, после чего выполняют спекание участков в зонах, окружающих спеченные, продвигаясь от центра спекания к периферии сечения детали в спекаемом слое.
| US 6215093 B1, 10.04.2001 | |||
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| US 2004099996 A1, 27.05.2004 | |||
| DE 4309524 C1, 25.11.1993 | |||
| US 2005142024 A1, 30.06.2005. | |||

