Область техники.
Изобретение относится к порошковой металлургии, в частности к технологии лазерного послойного синтеза, и может быть использовано в различных отраслях машиностроения для изготовления сложных объемных деталей из порошков для повышения их качества и повышения производительности.
Уровень техники.
Известен способ спекания деталей, в котором производится настройка фокуса расфокусированного лазерного луча с использованием, в частности, мнимой фокальной точки с целью получения минимального диаметра светового пятна в заданном месте (патент RU 2021881 C1, B22F 3/12, 1994). Недостатком данного способа изготовления деталей является наличие постоянного минимального диаметра светового пятна спекающего луча лазера, что приводит к значительным затратам машинного времени при спекании (сплавлении) больших площадей сечений изготавливаемой детали и к необходимости применения высоких скоростей приводов для перемещения луча лазера.
Известен способ применения расфокусированного лазерного луча (патент RU 2132761 C1, B22F 3/105, 1999), который применяется для подогрева зон, окружающих зону спекания, с целью снижения температурного градиента между этими зонами, где используется спекающий луч постоянного минимального диаметра светового пятна. Недостатком данного способа является применение постоянного минимального диаметра светового пятна, что отрицательно сказывается на производительности спекания значительных площадей сечений изготавливаемых деталей и т.д.
Сущность изобретения.
Задачей настоящего изобретения является повышение производительности спекания трудоемких деталей, а также сокращение затрат машинного времени основного оборудования.
Поставленная цель достигается тем, что в способе спекания деталей из порошков, включающем установку стола рабочей камеры, дозированную подачу порошка с последующим выглаживанием его слоя на поверхности стола, вакуумирование рабочей камеры, фокусирование луча лазера с заданным фокусным расстоянием его оптической системы на слое спекаемого порошка, спекание слоя порошка сканированием луча лазера с заданной мощностью излучения и переход к спеканию следующего слоя, сначала производят спекание линий контуров сечения детали сфокусированным лучом лазера с заданной скоростью его перемещения, после чего осуществляют спекание площади сечения детали расфокусированным лучом лазера с увеличенным диаметром светового пятна в спекаемом порошке и повышенной мощностью излучения, при этом скорость перемещения корректируют в зависимости от достигаемой температуры спекаемого порошка.
Более того, сфокусированным лучом лазера дополнительно производят спекание взаимно перпендикулярных линий сетки, образующих ячейки и зоны спекаемого сечения, после чего осуществляют спекание оставшейся площади сечения детали расфокусированным лучом.
Выполнение способа в соответствии с изобретением позволяет повысить производительность процесса при повышении качества изготавливаемых деталей.
Осуществление изобретения.
В соответствии с изобретением способ осуществляется следующим образом.
Предлагаемый способ осуществляется на стенде лазерного послойного синтеза, содержащем оптоволоконный иттербиевый лазер модели ЛС-03 мощностью до 300 Вт с лазерной оптической головкой с фокусным расстоянием 350 мм, установленной на кронштейне механизма вертикального перемещения;
рабочую камеру с системами вакуумирования, подачи инертного газа, механизмами дозированной подачи порошка и с последующим выглаживанием слоя порошка, с системой предварительного контролируемого нагрева, например тенами, а также системами очистки камеры и охлаждения, рабочим столом с возможностью перемещения его штока по вертикали на требуемую величину.
Линейные скорости перемещения лазерного луча составляют до 150 мм/с.
Пример способа изготовления крыльчатки компрессора из металлического порошка типа марки ВТ6.
Способ включает следующие операции.
1. Очистка рабочей камеры продувкой защитным газом.
2. Установка стола. Рабочая плоскость стола совмещается с плоскостью рабочей камеры (исходное положение) посредством движения привода стола в соответствии с программным обеспечением (система ЧПУ).
Приводом стола перемещается рабочая плоскость стола вниз на толщину слоя порошка, подлежащего спеканию =50 мкм (Перемещение необходимо для размещения слоя порошка и задается программой).
3. Дозированная подача порошка типа марки ВТ6 с дисперсностью 20 мкм на рабочую плоскость стола с последующим выглаживанием слоя порошка и удалением его избытка вращающимся роликом.
4. Вакуумирование рабочей камеры до P=3×10-2 Па.
5. Наполнение рабочей камеры защитным газом - аргоном с давлением P=1,3×105 Па.
6. Включение лазера, фокусирование луча лазера с заданным фокусным расстоянием его оптической системы на слое спекаемого порошка с помощью вертикального перемещения лазерной оптической головки, получение в порошке диаметра светового пятна лазера Д1 - 50 мкм. Устанавливают мощность лазерного излучения N1 - 100 Вт, линейную скорость перемещения луча V1 - 150 мм/с (задается программой).
7. Спекание порошка. Спекание производится сканированием (перемещением) луча лазера с помощью горизонтальных сервоприводов лазерной оптической головки по траектории, задаваемой программой:
- Спекание линий контуров сечения детали, взаимно перпендикулярных линий сетки, образующих из ячеек (площадью 5×5 мм) и зон (площадью 25×25 мм) перемещением лазерного луча со скоростью V=150 мм/с;
- Спекание взаимно перпендикулярных линий сетки, образующих ячейки (площадью 5×2 мм) и зоны (площадью 25×25 мм) перемещением лазерного луча со скоростью V=150 мм/с.
8. Выключение лазера.
Расфокусирование лазерного луча с целью увеличения диаметра светового пятна в спекаемом порошке с 50 мкм до 10 мкм происходит за счет вертикального перемещения вверх лазерной оптической головки (задается программой, контролируется сервоприводом).
Изменение диаметра светового пятна возможно производить разными известными способами при условии автоматизации управления ими, в частности вертикальным перемещением лазерной оптической головки (без изменения фокусного расстояния оптической системы) с применением сервопривода с высокой дискретностью управления.
Выключение лазера производится программой с последующим перемещением вверх на 700 мкм лазерной оптической головки для образования диаметра светового пятна, равного 10 мкм (Сервопривод контролирует качество выполнения команды самостоятельно).
Значение максимального диаметра Д2 светового пятна определяется с учетом как мощности применяемого лазера, так и диапазона скоростей перемещения лазерного луча, температуры спекания порошка, температуры его предварительного подогрева, особенностей геометрии условных сечений детали.
9. Включение лазера. Увеличивают мощность лазерного излучения посредством увеличения тока питания лазера. Задают скорость перемещения лазерной оптической головки V2=100-120 мм/с.
Скорость перемещения лазера обеспечивается и контролируется двумя сервоприводами горизонтального перемещения в соответствии с заданной программой.
10. Производят спекание площадей каждой ячейки и зоны слоя порошка с параметрами: диаметр светового пятна Д2 - 100 мкм, мощность лазерного излучения N2 - 290 Вт.
Скорость перемещения луча (начальная) V2 - 110 мм/с с ее последующей коррекцией в зависимости от колебаний фактической температуры Тф зон порошка, подлежащих спеканию.
Допустимые отклонения температуры спекаемой ячейки задаются программой. В случае повышения температуры от номинальной скорость перемещения луча повышается (в соответствии с подпрограммой). В случае понижения температуры - скорость перемещения луча уменьшается (в соответствии с подпрограммой). В случае повышения фактической температуры подлежащих спеканию зон порошка - Тф(i-1, i)>0, где Тф - разница значений фактических температур упомянутых зон порошка, фиксируемых в текущий момент времени (Тфi-1) и предыдущий (Тфi), увеличивается скорость перемещения лазерного луча V2, а в случае понижения фактической температуры - скорость перемещения V2 - уменьшается, обеспечивая в результате оптимальную интенсивность лазерного излучения спекаемой площади порошка в единицу времени с учетом влияния как предварительного подогрева порошка, так и теплопередачи ранее спеченных зон и слоев порошка.
Допустимые пределы фактической температуры Тф зон порошка, подлежащих спеканию, а также номинальная фактическая температура, по которой выбирается скорость V2, заранее определяются по результатам эксперимента.
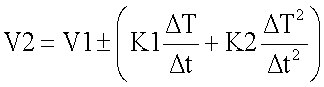
Скорость перемещения луча лазера V2 при обработке расфокусированным лучом может быть определена из формулы
 - скорость изменения температуры;
- скорость изменения температуры;
 - ускорение изменения температуры;
- ускорение изменения температуры;
ΔT - изменение температуры слоя порошка;
Δt - период времени изменения температуры;
K1 - табличный коэффициент учета влияния скорости изменения температуры;
K2 - табличный коэффициент учета влияния ускорения изменения температуры.
11. Выключение лазера по окончанию спекания слоя. Вертикальное перемещение вниз лазерной оптической головки с целью изменения диаметра светового пятна с 100 мкм до 50 мкм для подготовки аналогичного цикла операций спекания следующего слоя.
После спекания всех слоев крыльчатки происходит охлаждение, очистка сдуванием неспеченного порошка инертным газом и выемка готового изделия.
Изменение мощности лазерного излучения в данном случае обеспечивается управлением величиной тока питания лазера.
Технологический процесс спекания площадей ячеек и зон предусматривает определенную последовательность их спекания с целью минимизации температурного градиента - гаранта снижения коробления детали за счет управления равномерностью (симметричностью) теплопередачи спекаемых ячеек и зон.
Достижение и поддержание температуры спекания порошка обеспечивается коррекцией (увеличением или уменьшением) скорости V2 перемещения спекающего луча (при стабильном диаметре Д2 и постоянной мощности N2). В сущности, управлением интенсивностью излучения лазерной энергии на спекаемую площадь порошка в единицу времени (Вт/мм2× 1/t) (в зависимости от влияния теплопередачи ранее спеченных зон и слоев детали) с целью достижения и поддержания температуры спекания порошка в заданных пределах. (Возможен вариант поддержания температуры спекания порошка и при постоянной скорости V2 за счет коррекции мощности N2 лазерного излучения.)
Особенностями предлагаемого способа увеличения производительности спекания площадей любой ячейки и зоны с большим диаметром светового пятна Д2 при поддержании температуры спекания (и наличием предварительного контролируемого подогрева спекаемых зон и учета влияния процессов теплопередачи ранее спеченных зон и слоев) являются:
1. Сокращение общей длины траектории луча за счет сокращения количества его пробегов в каждой ячейке или в зоне при спекании площадей из-за применения большого диаметра светового пятна, что обеспечивает повышение производительности процессов спекания.
2. Увеличение площади спекающего луча с диаметром Д2 при обеспечении требуемой температуры сплавления может привести к сокращению скорости перемещения V2 (в случае сохранения мощности излучения N2=N1).
Поэтому с целью компенсации ожидаемого сокращения скорости V2 применяют максимальную мощность лазерного излучения N2, что в совокупности с сокращением длины траектории пробега L2 приводит в итоге к достижению цели.
В результате применения предлагаемого способа повышение производительности (Т1/Т2) процессов спекания значительных площадей сечений изготавливаемой детали обеспечивается за счет как сокращения общей длины траектории спекающего луча с большим диаметром светового пятна, так и применения максимальной мощности лазерного излучения (при сокращении потерь линейной скорости V2 перемещения этого луча) с коррекцией скорости V2 перемещения луча - управлением, по существу, интенсивностью лазерного излучения в единицу времени с целью обеспечения температуры спекания порошка.
В результате относительное повышение производительности Т1/Т2 процессов спекания площадей ячеек и зон увеличивается в целом в 1,7 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ЛАЗЕРНЫМ ПОСЛОЙНЫМ СИНТЕЗОМ | 2010 |
|
RU2450891C1 |
| СПОСОБ СПЕКАНИЯ ПРИ ЛАЗЕРНОМ ПОСЛОЙНОМ ПОРОШКОВОМ СИНТЕЗЕ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386517C1 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2569279C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА ЭЛЕКТРОДУГОВОГО СВАРОЧНОГО ПЛАЗМАТРОНА | 2014 |
|
RU2558019C1 |
| СПОСОБ СПЕКАНИЯ ПРИ ЛАЗЕРНОМ ПОСЛОЙНОМ ПОРОШКОВОМ СИНТЕЗЕ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2423203C2 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ ПОРОШКА | 1994 |
|
RU2141887C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ ПОРОШКА | 2018 |
|
RU2699761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ЛАЗЕРНЫМ ЦИКЛИЧНЫМ НАНЕСЕНИЕМ ПОРОШКОВОГО МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2550670C2 |
Изобретение относится к порошковой металлургии, в частности к технологии лазерного послойного синтеза, может использоваться в различных отраслях машиностроения для изготовления сложных объемных деталей из порошков, для повышения их качества и производительности. На стол рабочей камеры дозировано подают порошок с последующим выглаживанием его слоя. Рабочую камеру вакуумируют и фокусируют луч лазера на слое порошка. Сфокусированным лучом лазера с заданной скоростью его перемещения спекают в слое линии контура сечения детали и взаимно перпендикулярные линии сетки, образующие ячейки и зоны в спекаемом сечении. Перенастраивают лазер и расфокусированным лучом лазера с увеличенным диаметром светового пятна и повышенной мощностью излучения спекают площадь сечения детали. Способ позволяет повысить производительность процесса и качество деталей. 1 з.п. ф-лы.
1. Способ изготовления деталей из порошков путем лазерного послойного синтеза, включающий установку стола рабочей камеры, дозированную подачу порошка с последующим выглаживанием его слоя на поверхности стола, вакуумирование рабочей камеры, фокусирование луча лазера на слое спекаемого порошка, спекание в слое линий контура сечения детали сфокусированным лучом лазера с заданной скоростью его перемещения, спекание площади сечения детали расфокусированным лучом лазера с увеличенным диаметром светового пятна и повышенной мощностью излучения и переход к спеканию следующего слоя, отличающийся тем, что спекание осуществляют одним лазером, при этом сфокусированным лучом лазера в контуре детали дополнительно производят спекание взаимно перпендикулярных линий сетки, образующих ячейки и зоны в спекаемом сечении, после которого осуществляют спекание оставшейся площади сечения детали расфокусированным лучом.
2. Способ по п.1, отличающийся тем, что при спекании площади сечения детали расфокусированным лучом температуры спекания порошка поддерживают путем коррекции скорости перемещения лазерного луча в зависимости от скорости и ускорения изменения температуры в слое.
| DE 19953000 A1, 17.05.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2021881C1 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 2000 |
|
RU2217265C2 |
| US 2004099996 A1, 27.05.2004 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 4944817 A, 31.07.1990 | |||
| US 2005142024 A1, 30.06.2005. | |||

