Область техники.
Изобретение относится к технологии лазерного послойного синтеза объемных деталей и может быть использовано для производства деталей сложных форм из новых мелкодисперсных металлических и керамических порошков с целью повышения их качества и производительности изготовления в машиностроительных отраслях.
Уровень техники.
Известен способ лазерного спекания, патент DE 19953000 (Германия), где предусматривается применение 2-х лазеров и 2-х сканаторов с различными мощностями лазерного излучения и с фокусированным и расфокусированными диаметрами лучей для спекания как контуров сечений деталей, так и площадей внутри этих контуров.
Известен патент на изобретение RU №2386517 C1 - (прототип), где, в частности, последовательность спекания отдельных участков и ячеек сетки выбирают из условия обеспечения точечной симметрии теплопередачи от выбранного центра спекания каждого сечения к его периферии, а также с учетом максимальной площади контакта с соседними участками и ячейками с меньшей температурой, что сводит к минимуму коробления деталей.
Известен патент RU №2393056 C1, где с целью повышения производительности спекают линии контуров, взаимоперпендикулярные линии сетки, образующих ячейки и зоны в каждом сечении, спекают лазерным лучом с фокусным диаметром, а остальные площади сечения спекают расфокусированным лучом.
Одновременно с целью повышения качества спекания расфокусированным лучом поддерживают температуру спекания порошка в заданных пределах путем коррекции скорости перемещения лазерного луча в зависимости от скорости и ускорения изменения фактической температуры в слое порошка, в т.ч. с учетом влияния температуры ранее спеченных слоев.
Известен патент US 0,56,215,093 B1 с применением последовательного спекания зон слоя порошка в виде узких полос, примыкающих друг к другу большей стороной.
Недостатками всех упомянутых способов являются возможность образования непрорабатываемых микрозон из внутриклеточных траекторий, клетки которых примыкают к контурам сечений и не являются квадратами (при определенном диапазоне углов β между векторами траекторий и касательными контуров в точках их пересечений), что особенно характерно при увеличенных диаметрах светового луча, а также значительный диапазон ширины спеченных траекторий, возможность прожогов или точечного неспекания контуров линий при их замыкании и т.д., что снижает качество изготавливаемых деталей.
Сущность изобретения.
Задачей настоящего изобретения является разработка такой технологии, которая бы позволила повысить качество спекаемых изделий, в том числе и при использовании новых порошковых материалов.
Кроме того, технология должна быть более производительной при обеспечении высокого качества деталей.
Поставленная задача достигается тем, что в способе изготовления деталей лазерным послойным синтезом, включающем подачу и выравнивание слоя порошка, спекание каждого слоя перемещающимся лучом лазера путем формирования линии контура, сетки ячеек и последующее спекание площадей ячеек, предварительно спекают пробные треки слоя порошка рядом вариантов спекания, включающих комбинацию технологических параметров: мощностей излучения, скоростей перемещения луча для двух диаметров лазерного луча - минимального с фокусным диаметром и расфокусированного луча с максимальным диаметром для данных условий спекания, выполняют цифровую фотосъемку всех спеченных треков и последующую обработку фотографий спеченных треков с выбором оптимальных вариантов технологических параметров спекания - для двух диаметров луча по максимальному значению ширины качественного трека, после чего осуществляют спекание каждого слоя детали с технологическими параметрами оптимальных вариантов.
Ширину каждого спеченного трека определяют по критериям качества спекания - отсутствию прожогов и фрагментов неспекания порошка по всей его длине - по минимальной величине ширины трека из всего диапазона величин вдоль длины трека, а выбор варианта технологических параметров производят после выбора спеченного трека с максимальной величиной ширины из остальных вариантов - с пакетом технологических параметров этого трека.
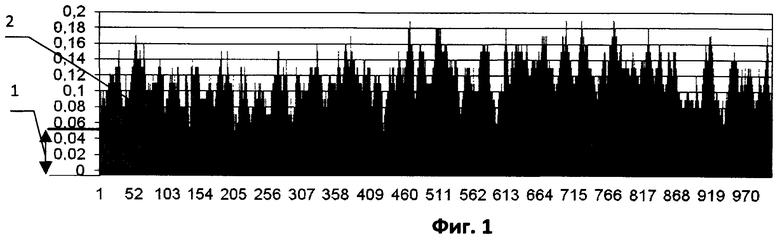
Значение выбранной ширины 1 трека (0,050 мм) показано на Фиг.1 на оси абсцисс (мм), где представлен диапазон 2 его различных широт, полученных цифровой фотосъемкой, с привязкой к длине спеченного трека по оси ординат (Мпк).
Спекание эквидистантных контурных линий 3 сечения детали представлено на Фиг.2, где показан зазор 4 между первой точкой 5 замыкаемых линий и последней точкой 6, а также шаг 7 между осями 8 треков, причем спекание эквидистантных линий, как и замыкание их, выполняют с перекрытием 9 с величиной, равной 
где H - ширина спекаемого трека (мм);
B - перекрытие трека (мм).
А контурные линии спекают с недоводом (зазором) последней точки трека лазерного луча к первой точке замыкаемых траекторий, равным 
где Z - зазор между первой и последней точками замыкаемых траекторий (мм);
H - ширина спекаемого трека (мм);
B - перекрытие трека (мм).
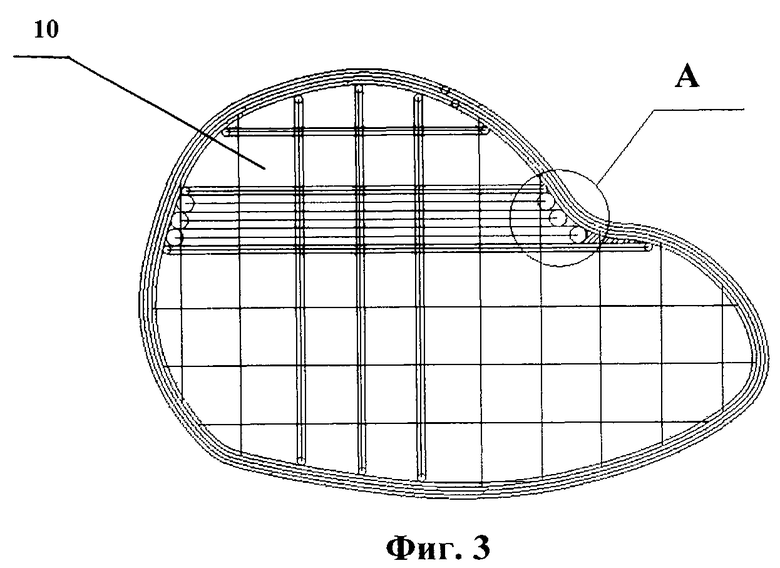
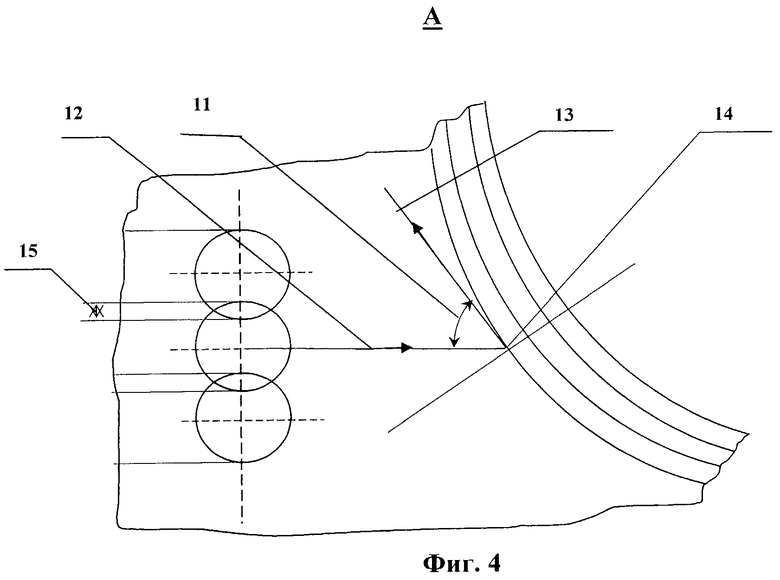
Спекание площадей ячеек 10 сечения детали расфокусированным диаметром луча (Фиг.3, Фиг.4) производят с учетом угла 11, равного 1/2>β≥1/4π, между вектором 12 оси траектории луча и касательной 13 в точке пересечения 14 с эквидистантными линиями контура и с перекрытием 15 треков с целью избежания непрорабатываемых микрозон спекаемых площадей ячеек, примыкающих к контуру.
В случае выхода угла 11 из указанных пределов направление движения вектора 12 меняют на перпендикулярное.
На вертикальном сечении спекаемых ячеек, перпендикулярном осям движений луча 16 (Фиг.5), представлены как ширина 17 спекаемых треков из порошковых материалов 18, так и шаг 19 треков с их перекрытием 20.
Такое выполнение способа позволяет повысить качество спекаемых деталей при повышении производительности процесса.
Перечень фигур на чертежах.
На Фиг.1 показана выбранная ширина 1 спеченного трека (0,05 мм) на фрагменте экспозиции цифрового фотографирования, где по оси ординат расположена шкала длины фрагмента трека в Мпк, а по оси абсцисс - шкала значений диапазона 2 ширины трека в мм по его длине.
На Фиг.2 представлены эквидистантные линии 3 контуров сечения детали, зазор 4 между первой 5 и последней 6 точками замыкаемых траекторий, шаг треков 7 с их осями 8, перекрытие 9 треков.
На Фиг.3 показаны технологические сетки 10 сечения детали, спекаемые расфокусированным лучом лазера.
На Фиг 4. (узел A Фиг.3) показано применение угла 11 между вектором 12 траектории луча и вектором 13 касательной линии контура в точке 14 с перекрытием трека 15.
На Фиг.5 показано вертикальное поперечное сечение спеченной квадратной ячейки с шириной 17 трека из порошковых материалов 18, с шагом 19 треков и перекрытием 20 спеченных треков лазерным лучом 16.
Осуществление изобретения.
Способ изготовления деталей лазерным послойным синтезом осуществляют следующим образом.
1. Выбирают ряд вариантов спекания, включающих комбинацию технологических параметров: траекторий луча диаметрами D1, D2 (минимальный фокусный диаметр и расфокусированный) - исходя из имеющегося оборудования; мощностей излучения: N1, N2…Ni; скоростей перемещения луча V1, V2-Vi для данных условий спекания: материал порошка, толщина h слоя порошка, начальная температура порошка.
2. Спекают пробные треки слоя порошка всеми вариантами спекания.
3. Выполняют цифровую фотосъемку всех спеченных треков и последующую обработку фотографий спеченных треков с выбором оптимального варианта спекания - путем выбора треков для двух диаметров луча - D1, D2 по их максимальному значению ширины H при отсутствии прожогов или фрагментов неспекания среди всех остальных вариантов.
4. По выбранному оптимальному варианту спекания определяют пакет технологических параметров спекания - ширину спеченного трека H, перекрытие B спеченного трека, шаг спекаемых треков S(t) в технологической ячейке, шаг ячейки S(i), зазор Z между начальной и конечной точками замыкаемой траектории, а также мощностей N1, N2 лазерного излучения, скоростей V1, V2 перемещения луча, значения диаметров D1, D2 луча, при заданных: толщине слоя порошка h и исходной температуре порошка T.
При этом
Перекрытие B трека определяется по формуле:

где K=0,05-0,1
K - коэффициент перекрытия трека;
H - ширина трека (мкм).
Зазор Z между первой и последней точками замыкаемых траекторий определяется по формуле:

где H - ширина трека (мкм);
B - перекрытие трека (мкм).
Шаг треков S(t) определяют по формуле:

где H - ширина трека (мкм);
B - перекрытие трека (мкм).
Шаг ячеек S(i) определяют в пределах (4-6) мм и более по формуле:

где S(t)=шаг треков (мкм)
n - целое число треков.
5. Определяют положение в пространстве изготавливаемой детали при спекании, тип технологических опорных элементов (ТОЭ), их шагов на поверхности детали с последующим редактированием и с построением математической модели ТОЭ детали.
6. Спекают ТОЭ с выбранным пакетом технологических параметров при минимальном диаметре D1 лазерного луча.
7. Спекают контурные линии начального сечения детали, взаимно перпендикулярные линии сетки с выбранным пакетом технологических параметров при минимальном значении диаметра D1 лазерного луча. При этом контурные линии спекают с недоводом последней точки траектории лазерного луча к первой (начальной) точке замыкаемых траекторий, равным зазору Z=0,5×(H-B).
8. Спекают площади ячеек сетки начального сечения детали в заданной последовательности с выбранным пакетом технологических параметров при расфокусированном луче с диаметром D2 лазерного луча.
При этом спекание производят с перекрытием треков В, равным (0,05-0,1)H, а при подходе лазерного луча к контуру сечения детали направление его движения выбирают так, чтобы угол между вектором траектории луча и вектором по касательной контура в точке пересечения был равным 1/2>β≥1/4π.
9. Спекают остальные сечения детали аналогично п.7, п.8 с контролем температуры слоя порошка и соответствующим изменением мощности лазера и скорости перемещения луча.
10. Охлаждают спеченную деталь, производят съем ее из оборудования, очистку.
11. Удаляют ТОЭ механическим способом, выполняют зачистку детали.
Пример конкретного выполнения способа.
Исходные данные:
Марка нового порошка - Х18Н9Т, дисперсность - 30 мкм, толщина слоя - 60 мкм, диаметр фокального пятна лазерного луча D1=50 мкм, диаметр расфокусированного луча D2=75 мкм.
Диапазоны технологических параметров группы, например, из 10 вариантов режимов спекания траекторий - мощности излучений в пределах от 50 до 100 Вт, скорости перемещения луча в пределах от 2500 до 3100 мм/м при постоянных значениях диаметров луча D1, D2 лазера, температура слоя порошка T=20°C.
Эти параметры реализуется экспериментально при выполнении следующих последовательных операций с программным обеспечением:
1. Определение технологических параметров спекания.
1.1. Спекание траекторий всех вариантов технологических режимов спекания траекторий.
1.2. Выбор конкретного пакета технологических режимов спекания (мощностей излучения и скоростей перемещения луча при минимальном и максимальном его диаметрах) с последующим расчетом остальных параметров производят после выбора ширины трека H по критериям оценки качества спекания треков (H=0,05 мм) - отсутствию пережогов и фрагментов неспекания каждого трека - по минимальной величине ширины 1 трека (по оси абсцисс) из диапазона 2 значений ширины вдоль его длины (по оси ординат) (Фиг.1), причем критерием выбора пакета технологических режимов из остальных вариантов является максимальная ширина спеченного трека с пакетом его технологических параметров.
Принимаем: H=0,05 мм, N1=60 Вт, V1=3000 мм/м (при D1=50 мкм), а также N2=90 Вт, V2=2900 мм/м (при D2=75 мкм)
Расчет других технологических параметров:
1. Перекрытие трека B (формула I)=0,1×0,05=0,005 мм
2. Зазор Z (формула II)=0,5×(0,05-0,005)=0,0248 мм
3. Шаг треков S(t) (формула III)=0,05-0,005=0,045 мм
4. Шаг ячеек S(i) (формула IV)=0,045×110=5,00 мм,
где целое число (n) треков в ячейке принимаем равным 110.
2. Спекание технологических опорных элементов (ТОЭ).
2.1. Выбор рабочего положения спекаемой детали (по ее математической модели), выбор типа ТОЭ, параметров по их шагу, минимальной высоте, минимальному отклонению по вертикали.
2.2 Выбор поверхности детали для размещения сетки ТОЭ по их параметрам, определение положения узлов сетки ТОЭ в плоскостях построения на поверхности детали.
2.3 Определение следов выбранного типа ТОЭ на избранной поверхности детали.
2.4 Редактирование следов ТОЭ с расстановкой и перемещением дополнительных ТОЭ и с разворотом их относительно середины ТОЭ при необходимости.
2.5 Построение набора поперечных сечений (формат STL) математической модели ТОЭ с шагом 0,05 мм по вертикали с подготовкой ввода данных для построения всей детали.
2.6 Спекание технологических опорных элементов детали.
3. Спекание детали.
3.1 Спекание контурных линий, взаимно перпендикулярных линий ячеек сетки начального сечения детали с применением фокального диаметра луча лазера D1=50 мкм, выбранной мощностью N1=60 Вт, скоростью перемещения луча V1=3000 мм/мин, выдерживая зазоры 4 между первой 5 и последней 6 точками контакта замыкаемых траекторий, шаг треков 7 с их перекрытием 9 (Фиг.3) с целью избежания пережогов и неспекания фрагментов треков.
3.2 Спекание площадей ячеек этого сечения детали с применением, например, расфокусированного диаметра луча D2=75 мкм и его скоростью перемещения V2=2900 мм/м, последовательности спекания ячеек, при этом выдерживают угол 11 между вектором 12 траектории луча и вектором 13 по касательной в точке пересечения 14 с контуром (Фиг.4) в пределах допустимого диапазона 1/2>β≥1/4π. При значении угла β вне этого диапазона на стадии программного обеспечения изменяется направление вектора 12 на перпендикулярное во избежание образования непрорабатываемых микрозон из внутриклеточных траекторий, клетки которых примыкают к контурам сечений и не являются квадратами. Одновременно допускается уменьшение светового пятна лазера при стабилизации облученности спекаемых площадей клеток.
4. Спекание других начальных сечений детали происходит при обеспечении стабильности их облученности.
5. Спекание остальных сечений детали с контролем температуры слоя порошка, подлежащего спеканию при указанных технологических параметрах. В случае недопустимого влияния роста температуры ранее спеченных слоев понижают облученность увеличением скорости V перемещения луча или (и с) понижением N мощности излучения.
6. Охлаждение, удаление и очистка спеченной детали.
7. Механическое удаление ТОЭ с зачисткой их следов.
Примечания. Условия реализации выполнения технологических операций.
1. Применение цифровой фотосъемки спеченных треков обеспечивает оценку геометрии температурного поля спекания траектории - как графического (и размерного - в мм) представления температурного поля в пределах границ его допустимых отклонений процессов спекания траектории (иначе, гарантийную зону спекания) в соответствии с выбранными технологическими параметрами, что определяет, в результате, в автоматическом режиме ширину, шаг, % перекрытия спекаемых трактов с исключением человеческого фактора при их определении (Фиг.1).
2. Стабильность облученности как точечных фрагментов траектории, так и площадей ячеек при постоянной мощности излучения с фокусным диаметром светового пятна (спекание начальных слоев порошка) определяется его длительностью, связанной с постоянной скоростью перемещения лазерного луча на заданном участке спекания.
3. Повышение производительности спекания достигается применением расфокусированного лазерного светового пятна с большим диаметром и увеличенной мощности излучения для спекания площадей ячеек и участков с обеспечением стабильности их облученности.
Допустимые пределы исходной температуры порошка, подлежащего спеканию, определяются, при необходимости, экспериментально при постоянных значениях избранных выше технологических параметрах спекания.
В случае спекания последующих слоев порошка, испытывающих недопустимое возрастающее влияние температуры ранее спеченных слоев, температуру спекания порошка поддерживают понижением облученности порошка путем коррекции скорости перемещения лазерного луча или мощности излучения в зависимости от скорости и ускорения изменения измеряемой исходной температуры слоя порошка. В случае повышения температуры слоя порошка повышают скорость перемещения лазерного луча в допустимых пределах, или (и) понижают излучаемую мощность лазера.
Температуру порошка измеряют бесконтактными инфракрасными термометрами, например, типа PT-S80/PT-U80.
4. С целью снижения коробления при спекании площадей ячеек и зон каждого сечения предварительно спекается жесткий каркас из нескольких контурных эквидистантных линий (до 5), а технологическая сетка выполняется как из одной, так и из нескольких линий в виде узких полос (Фиг.3).
5. С целью снижения коробления спекаемых деталей определяется последовательность спекания индексируемых отдельных участков и ячеек сетки каждого сечения из условия обеспечения точечной симметрии теплопередачи от выбранного центра спекания каждого сечения к его периферии, а также с учетом максимальной площади контакта с соседними участками и ячейками с меньшей температурой.
Упомянутое сводит к минимуму коробление деталей при их спекании при минимизации температурного градиента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СПЕКАНИЯ ПРИ ЛАЗЕРНОМ ПОСЛОЙНОМ ПОРОШКОВОМ СИНТЕЗЕ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386517C1 |
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВ | 2008 |
|
RU2393056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА ЭЛЕКТРОДУГОВОГО СВАРОЧНОГО ПЛАЗМАТРОНА | 2014 |
|
RU2558019C1 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| СПОСОБ ПОСЛОЙНОГО ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОБЪЕМНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2468920C2 |
| СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2569279C2 |
| СПОСОБ ЛАЗЕРНОГО СИНТЕЗА ОБЪЕМНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2000 |
|
RU2212982C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ СИСТЕМ | 2014 |
|
RU2562722C1 |
| СПОСОБ СПЕКАНИЯ ПРИ ЛАЗЕРНОМ ПОСЛОЙНОМ ПОРОШКОВОМ СИНТЕЗЕ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2423203C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2021881C1 |

Изобретение относится к порошковой металлургии, в частности к технологии лазерного послойного синтеза объемных деталей. Может использоваться для производства деталей сложных форм для машиностроения. Предварительно спекают пробные треки слоя порошка вариантами комбинаций технологических параметров, включающих мощность излучения и скорости перемещения лазерного луча с минимальным фокусным диаметром и расфокусированного луча с максимальным диаметром для данных условий спекания. Выполняют цифровую фотосъемку спеченных пробных треков и последующую обработку фотографий для определения оптимальных вариантов спекания путем выбора треков по их максимальной ширине и осуществляют спекание каждого слоя детали с оптимальными технологическими параметрами. В каждом слое лазерным лучом с минимальным фокусным диаметром спекают линии контура (3) с зазором (4) между первой и последней точками замыкаемых траекторий лазерного луча, равным Z=0,5×(H-B), где Z - величина зазора между первой (5) и последней (6) точками замыкаемых траекторий; H - ширина спекаемого трека; B - перекрытие трека. Спекание площадей ячеек производят расфокусированным лазерным лучом с перекрытием треков (9), равным B=(0,05-0,1)H. При подходе лазерного луча к контуру детали направление его движения выбирают с обеспечением угла между вектором траектории луча и вектором по касательной в точке пересечения с контуром детали в диапазоне π/4≤β≤π/2. Способ позволяет повысить производительность и качество получаемых изделий. 5 ил., 1 пр.
Способ спекания деталей лазерным послойным синтезом, включающий подачу и выравнивание слоя порошка, спекание каждого слоя перемещающимся лучом лазера путем формирования линии контура, сетки ячеек и последующее спекание площадей ячеек, отличающийся тем, что предварительно определяют технологические параметры спекания путем спекания пробных треков слоя порошка вариантами комбинаций технологических параметров, включающих мощность излучения и скорости перемещения лазерного луча с минимальным фокусным диаметром и расфокусированного луча с максимальным диаметром для данных условий спекания, выполняют цифровую фотосъемку спеченных пробных треков и последующую обработку фотографий для определения оптимальных вариантов спекания путем выбора треков для двух диаметров луча по их максимальной ширине при отсутствии прожогов или фрагментов неспекания, после чего осуществляют спекание каждого слоя детали с технологическими параметрами оптимального варианта, при этом в каждом слое лазерным лучом с минимальным фокусным диаметром спекают линии контура с зазором между первой и последней точками замыкаемых траекторий лазерного луча, равным
Z=0,5·(H-B),
где Z - величина зазора между первой и последней точками замыкаемых траекторий;
H - ширина спекаемого трека;
B - перекрытие трека,
спекание площадей ячеек производят расфокусированным лазерным лучом с перекрытием треков, равным
B=(0,05-0,1)H,
а при подходе лазерного луча к контуру детали направление его движения выбирают с обеспечением угла между вектором траектории луча и вектором по касательной в точке пересечения с контуром детали в диапазоне π/4≤β<π/2.
| DE 19953000 A1, 17.05.2001 | |||
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВ | 2008 |
|
RU2393056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2021881C1 |
| US 2004099996 A1, 27.05.2004 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 2005142024 A1, 30.06.2005. | |||

