Изобретение относится к изготовлению оправок для производства трубчатых изделий, в частности композиционных армированных труб на основе термореактивных связующих и волокнистых наполнителей, и может быть использовано для изготовления труб, получаемых методом непрерывной намотки.
Известна оправка для непрерывной намотки труб, содержащая расположенные симметрично оси вращения оправки секторные планки (SU 1353645 A1, B29C 53/82, опуб. 23.11.87. Бюл. №43). Однако указанная оправка обладает малым сопротивлением на изгиб, повышенным расходом энергии на приведение секторных планок в возвратно-поступательное движение, требует больших площадей для своего размещения. Данная оправка является ближайшим аналогом предлагаемого изобретения. Технический результат изобретения заключается в увеличении сопротивления оправки на изгиб, снижении ее материалоемкости и веса, увеличении прочностных характеристик, повышении надежности, расширении потребительских возможностей, снижении энергозатрат на изготовление трубы, уменьшении площади для размещения оправки.
Технический результат достигается за счет того, что в оправке для непрерывной намотки труб, содержащей расположенные симметрично ее оси вращения секторные планки, ось вращения оправки выполнена с наклоном в сторону схода трубы под углом α к горизонтальной плоскости, при этом 0<α≤π/2.
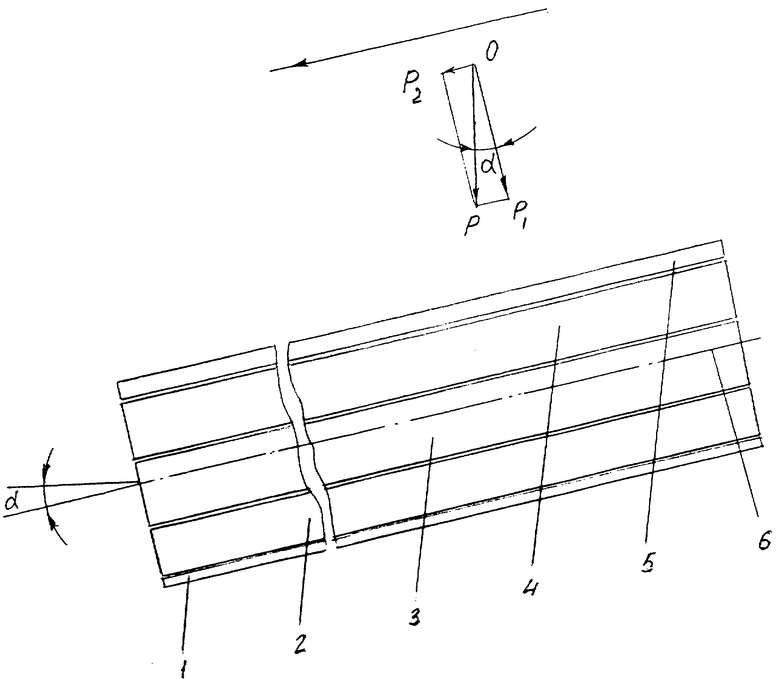
На чертеже показан общий вид оправки.
Оправка содержит секторные планки 1, 2, 3, 4, 5, расположенные вдоль оси вращения 6 оправки под углом α к горизонтальной плоскости. Угол α является углом между осью 6 и горизонтальной плоскостью (углом между осью 6 и проекцией оси 6 на горизонтальную плоскость) и является углом, определяющим наклон в сторону схода трубы. Этот же угол α можно рассматривать как угол между осью 6 и горизонтальной плоскостью (угол между осью 6 и проекцией оси 6 на горизонтальную плоскость), который определяет подъем оправки в сторону, противоположную направлению схода трубы.
Сплошной стрелкой показано направление схода трубы с оправки.
Оправка работает следующим образом.
От привода вращательного движения (не показан) и привода возвратно-поступательного движения (не показан) секторные планки 1, 2, 3, 4, 5 приходят во вращательное движение вокруг оси вращения 6 и возвратно-поступательное движение вдоль (параллельно) той же оси вращения 6.
При движении секторных планок к концу оправки в направлении схода, указанном сплошной стрелкой, труба, формируемая на оправке (наружной поверхности секторных планок), путем нанесения на нее волокнистого материала со связующим и дальнейшей полимеризации, также перемещается к концу оправки со скоростью, определяемой приводом возвратно-поступательного движения.
На оправку в целом или на каждую секторную планку 1, 2, 3, 4, 5 или их группу действует крутящий момент, определяемый собственным весом Р и размерами плеча - проекции отрезка, равного расстоянию от центра тяжести оправки в целом или одной или нескольких секторных планок (группу) до точки опоры, на горизонтальную плоскость.
Очевидно, что чем больше угол α, тем меньше размеры плеча (его длина) и меньше крутящий (изгибающий секторные планки) момент.
Изгибающий под действием силы тяжести оправку в целом или секторные планки (их группу) крутящий момент можно рассматривать как произведение веса Р (силы тяжести) оправки в целом или каждой секторной планки 1, 2, 3, 4, 5 или их группы на косинус угла α (произведение обозначено как P1) и на расстояние от центра тяжести до точки опоры соответственно оправки в целом или секторных планок (их групп).
При этом для установки оправки, расположенной наклонно по отношению к горизонтальной плоскости, требуется меньшее производственное помещение. Кроме этого, для изготовления оправки можно использовать материалы с меньшими прочностными характеристиками.
В процессе изготовления трубы вес трубы оказывает на оправку действие, аналогичное описанному выше. При этом также с увеличением угла α уменьшается изгибающий момент от воздействия на оправку или на ее секторные планки (группы секторных планок) силы тяжести изготавливаемой трубы.
Важным в предлагаемом техническом решении является возникновение силы Р2, действующей на трубу в направлении схода трубы с оправки параллельно оси вращения оправки. Величина этой силы будет равна произведению веса трубы на синус угла α. Чем больше угол α, тем больше сила, действующая на трубу в направлении ее схода с оправки. При α, равном π/2, эта сила будет равна весу трубы.
Сила, определяемая весом трубы и ее наклоном к горизонтальной плоскости в сторону схода трубы и действующая на трубу в направлении схода трубы с оправки, уменьшает усилие, необходимое для придания секторным планкам возвратно-поступательного движения с целью «проталкивания» трубы по оправке и обеспечения ее схода с оправки.
Для расширения потребительских возможностей оправки и изготовления на ней разных по конструкции труб угол α выполняют регулируемым. Это связано с необходимостью учитывать конструктивные особенности оправки и трубы, разные характеристики используемых для изготовления оправки и производства труб материалов.
Выполнить угол α регулируемым можно, к примеру, путем использования крепления оправки в виде консоли, один конец которой имеет шарнирную опору.
Предлагаемое техническое решение является новым, промышленно применимым, явным образом из уровня техники для среднего специалиста не следует.
Изобретение относится к изготовлению оправок для производства трубчатых изделий, в частности композиционных армированных труб на основе термореактивных связующих и волокнистых наполнителей, и может быть использовано для изготовления труб, получаемых методом непрерывной намотки. Оправка содержит расположенные симметрично ее оси вращения секторные планки. Ось вращения оправки выполнена с наклоном в сторону схода трубы под углом α к горизонтальной плоскости, при этом 0<α<π/2. Способ применения оправки включает непрерывную намотку материала на предлагаемую оправку. Обеспечивается увеличение сопротивления оправки на изгиб, снижение ее материалоемкости и веса, увеличение прочностных характеристик, повышение надежности, расширение потребительских возможностей, снижение энергозатрат на изготовление трубы, уменьшение площади для размещения оправки. 2 н. и 1 з.п. ф-лы, 1 ил.
1. Оправка для непрерывной намотки труб, содержащая расположенные симметрично ее оси вращения секторные планки, отличающаяся тем, что ось вращения оправки выполнена с наклоном в сторону схода трубы под углом α к горизонтальной плоскости, при этом 0<α≤π/2.
2. Оправка по п.1, отличающаяся тем, что угол α выполнен регулируемым.
3. Способ применения оправки, включающий непрерывную намотку материала на оправку, отличающийся тем, что непрерывную намотку материала осуществляют на оправке по п.1 или 2.
| Оправка для изготовления трубчатых изделий намоткой | 1985 |
|
SU1353645A1 |
| Опорное устройство | 1988 |
|
SU1636245A1 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2296050C1 |
| EP 18371158 A1, 26.09.2007 | |||
| МОДУЛЬНАЯ СИСТЕМА ДЛЯ ТРАНСПОРТИРОВКИ ГРУЗОВ | 2005 |
|
RU2320527C2 |

