Оправка для намотки труб и способ ее применения. Изобретение относится к изготовлению оправок для производства трубчатых изделий, в частности композиционных армированных труб на основе термореактивных связующих и волокнистых наполнителей, и может быть использовано для изготовления труб, получаемых как способом непрерывной намотки, так и способом периодической намотки.
Известна оправка для непрерывной намотки труб, содержащая вал и секторные планки, скрепленные кольцами в блоки (RU 2296050 C1, В29С 53/82, опубл. 2007.03.27).
Оправка содержит секторные планки, объединенные в блоки, которые образуют ее рабочую часть (поверхность для намотки). При вращении оправки с помощью вала блоки посредством кулачков копира перемещаются возвратно-поступательно вдоль оси вращения. Недостатком оправки является наличие вала, значительная материалоемкость, высокая трудоемкость ее изготовления и необходимость высокой точности обработки секторных планок и колец.
Значительная трудоемкость объясняется сложной геометрией секторных планок, а необходимость изготовления с высокой точностью колец, посадочных мест и элементов крепления вызвана требованиями к точному соединению (скреплению) нескольких секторных планок в блок. Избыточный вес рабочей части оправки определяется необходимой прочностью скрепления секторных планок кольцами и обеспечением жесткости конструкции. Наличие вала со шпонкой приводит к появлению дополнительных сил трения, возникающих при возвратно-поступательном движении блоков, и преждевременному износу оправки. Кроме этого, указанная оправка обладает малой производительностью, сложной конструкцией и малой надежностью.
Данная оправка является ближайшим аналогом предлагаемого изобретения.
Технический результат изобретения заключается в упрощении конструкции, повышении надежности оправки, снижении ее веса, уменьшении материалоемкости и снижении энергозатрат на изготовление трубы.
Технический результат достигается за счет того, что в оправке для намотки труб (далее оправке), содержащей расположенные симметрично относительно оси ее вращения жестко соединенные в блоки секторные планки, секторные планки соединены в блок одним или большим количеством витых элементов.
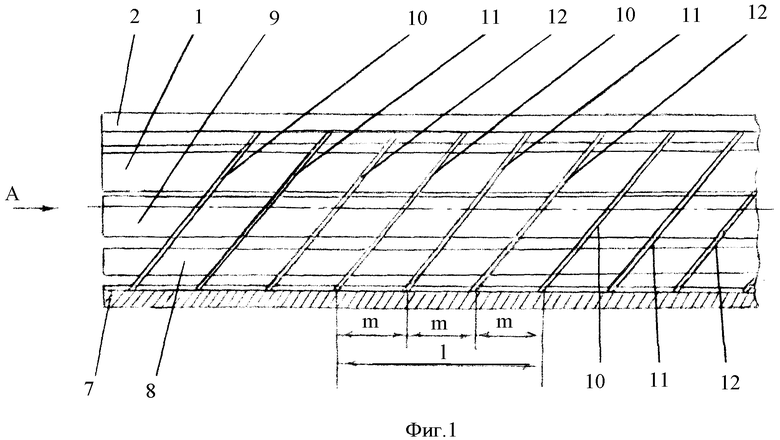
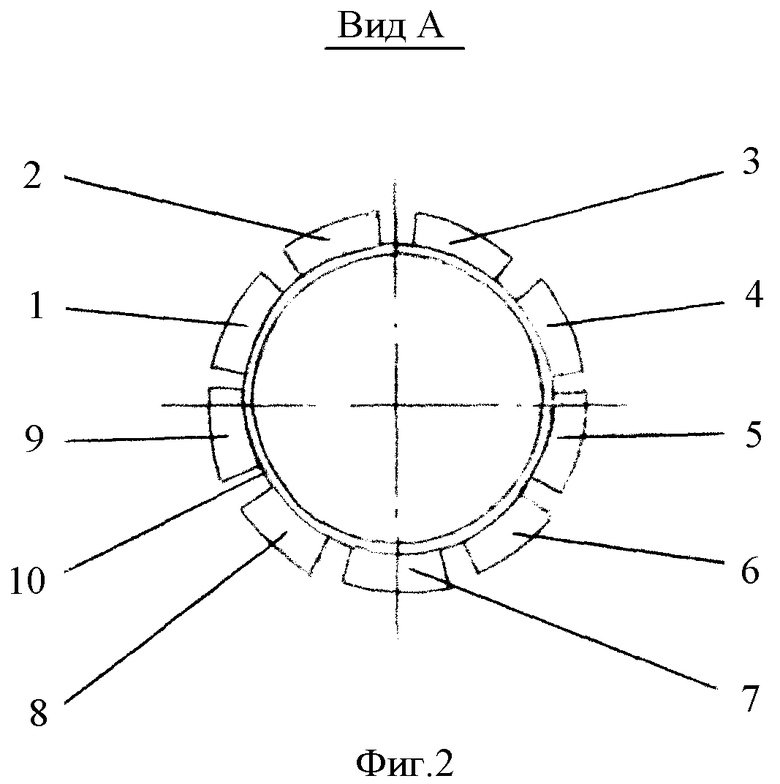
На фиг.1 показан общий вид оправки, фронтальный разрез; на фиг.2 - вид А на фиг 1. Оправка содержит расположенные симметрично относительно ее оси вращения секторные планки 1, 2, 3, 4, 5, 6, 7, 8, 9 и витые элементы 10, 11, 12, посредством которых каждые три секторные планки соединены в блок (группу).
Витой элемент 10 жестко соединяет в один блок секторные планки 1, 4 и 7. Витой элемент 11 жестко соединяет в один блок секторные планки 2, 5 и 8, а витой элемент 12 - соответственно секторные планки 3, 6 и 9.
l - шаг навивки витых элементов 10, 11, 12, m - расстояние между витыми элементами 10 и 11, 11 и 12, 12 и 10.
Оправка при непрерывном способе намотки трубы работает следующим образом.
Приводом вращательного движения (не показан) блоки (группы секторных планок) приводятся во вращение.
Одновременно привод возвратно-поступательного движения (не показан) приводит в движение блоки и заставляет их совершать возвратно-поступательное перемещение параллельно оси вращения оправки.
Труба, формируемая путем нанесения на оправку волокнистого материала со связующим, непрерывно перемещается к консольному концу оправки.
Расположение витых элементов по всей длине секторных планок значительно увеличивает жесткость оправки.
Количество секторных планок в разных блоках одной оправки может быть неодинаковым.
Возможны следующие варианты исполнения оправок.
1. Оправки, в которых витой элемент выполнен с поперечным сечением в форме тавра, или двутавра, или круга, или многоугольника, или пластины как сплошного, так и трубчатого сечения. Данная конструкция оправки позволяет снизить вес, обеспечить необходимую жесткость консольной конструкции и увеличить сопротивление моменту скручивания оправки вдоль оси вращения.
2. Оправки, в которых секторные планки выполнены с нулевым зазором по отношению друг к другу, что позволяет применять их при способе периодической намотки трубы.
3. Оправки, в которых витой элемент выполнен одного шага навивки. Такие оправки отличаются низкой трудоемкостью изготовления.
4. Оправки, в которых витой элемент выполнен переменного шага навивки для обеспечения сопротивления различным распределенным (вдоль оси оправки) нагрузкам.
5. Оправки, в которых витой элемент выполнен шагом навивки, равномерно увеличивающимся в сторону схода трубы с оправки. Такая конструкция оправки учитывает неравномерность изгибающих усилий, действующих на оправку по ее длине.
6. Оправки, в которых витой элемент выполнен одного радиуса навивки. Изготовление оправки с витыми элементами одного радиуса навивки характерно при использовании витых элементов с одним направлением навивки или по часовой стрелке, или против часовой стрелки в зависимости от требуемого направления вращения оправки.
7. Оправки, в которых витой элемент выполнен переменного радиуса навивки. Это позволяет обеспечить необходимую конусность навивки. Такая конструкция оправки, в которой витой элемент выполнен радиусом навивки, равномерно уменьшающимся в сторону схода трубы с оправки, улучшает сход готовой трубы.
8. Оправки, в которых витые элементы выполнены одного радиуса и одного направления навивки. Применяются при незначительных, возникающих в процессе намотки изгибающих усилиях и внешних распределенных нагрузках, действующих в направлении, перпендикулярном оси вращения оправки.
9. Оправки, в которых витые элементы выполнены разными радиусами и направлениями навивки, одинаково хорошо сопротивляются скручивающим (крутящим) моментам обоих направлений вращения и значительным внешним распределенным нагрузкам.
Оправки, которые содержат равное количество витых элементов, выполненных разными радиусами навивки, оптимальны по весогабаритным характеристикам.
Способ применения оправки, включающий намотку материала на оправку, заключается в том, что намотку материала осуществляют на оправку по любому из рассмотренных выше исполнений.
Предлагаемые технические решения обладают новизной, промышленно применимы, явным образом из уровня техники для среднего специалиста не следуют.
Изобретение относится к изготовлению оправок для производства трубчатых изделий, в частности композиционных армированных труб на основе термореактивных связующих и волокнистых наполнителей, и может быть использовано для изготовления труб, получаемых как способом непрерывной намотки, так и способом периодической намотки. Оправка содержит расположенные симметрично относительно оси ее вращения жестко соединенные в блоки секторные планки. Секторные планки соединены в блок одним или большим количеством витых элементов. Способ применения оправки включает намотку материала на предлагаемую оправку. Обеспечивается упрощение конструкции, повышение надежности оправки, снижение веса оправки, уменьшение материалоемкости и снижение энергозатрат на изготовление трубы. 2 н. и 11 з.п. ф-лы, 2 ил.
1. Оправка для намотки труб, содержащая расположенные симметрично относительно ее оси вращения жестко соединенные в блоки секторные планки, отличающаяся тем, что секторные планки соединены в блок одним или большим количеством витых элементов.
2. Оправка по п.1, отличающаяся тем, что витой элемент выполнен с поперечным сечением в форме тавра или двутавра, или круга, или многоугольника, или пластины как сплошного, так и трубчатого сечения.
3. Оправка по п.1, отличающаяся тем, что секторные планки выполнены с нулевым зазором по отношению друг к другу.
4. Оправка по п.1, отличающаяся тем, что витой элемент выполнен одного шага навивки.
5. Оправка по п.1, отличающаяся тем, что витой элемент выполнен переменного шага навивки.
6. Оправка по п.5, отличающаяся тем, что витой элемент выполнен с шагом навивки, равномерно увеличивающимся в сторону схода трубы с оправки.
7. Оправка по п.1, отличающаяся тем, что витой элемент выполнен одного радиуса навивки.
8. Оправка по п.1, отличающаяся тем, что витой элемент выполнен переменного радиуса навивки.
9. Оправка по п.8, отличающаяся тем, что витой элемент выполнен радиусом навивки, равномерно уменьшающимся в сторону схода трубы с оправки.
10. Оправка по п.1, отличающаяся тем, что витые элементы, соединяющие секторные планки одного блока, выполнены одного радиуса и одного направления навивки.
11. Оправка по п.1, отличающаяся тем, что витые элементы, соединяющие секторные планки одного блока, выполнены разными радиусами и направлениями навивки.
12. Оправка по п.11, отличающаяся тем, что общее количество витых элементов выполнено четным.
13. Способ применения оправки для намотки труб, включающий намотку материала на оправку, отличающийся тем, что намотку материала осуществляют на оправку по любому из пп.1-12.
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2296050C1 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2323826C2 |
| СИСТЕМА БЕЗОПАСНОСТИ ТРАНСПОРТНОГО СРЕДСТВА | 2005 |
|
RU2299820C1 |
| ОПТОЭЛЕКТРОННЫЙ КЛЮЧ | 1996 |
|
RU2134484C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| МОДУЛЬНАЯ СИСТЕМА ДЛЯ ТРАНСПОРТИРОВКИ ГРУЗОВ | 2005 |
|
RU2320527C2 |

