Изобретение относится к обработке металлов давлением и может быть использовано при получении изделий из алюминия и его сплавов, плакированных цинком и его сплавами. Полученные способом изделия могут быть использованы в электротехнике и других отраслях народного хозяйства.
Известен способ изготовления многослойных листов, преимущественно из алюминия и его сплавов, плакированных силумином, при котором осуществляют предварительный отжиг, зачистку поверхностей и холодную прокатку пакетов с натяжением, плакирующие слои выбирают толщиной δ1= (0,1-0,15)Н, δ2= (0,06-0,1)Н, прокатку осуществляют при заднем натяжении 3,5-6 кгс/мм2 при обжатии в первом проходе 40-50% и частных обжатиях 25-30% (авт. св. N 533464, кл. В 23 К 20/04, 1976).
Однако данное техническое решение не обеспечивает возможности получения изделий на основе алюминия, плакированного цинком и его сплавами, поскольку приведенные режимы обжатий при холодной прокатке вызывают разрушение плакирующего слоя. Кроме того, только холодной прокаткой получить качественное соединение алюминия с цинком затруднено.
Также известен способ плакирования алюминием слитков из алюминиевых сплавов, заключающийся в предварительной горячей и холодной прокатке, последующем отжиге и дополнительной холодной прокатке с обжатием 1-30% [1] .
Указанным способом невозможно получить изделия на основе алюминия, плакированного цинком и его сплавами из-за разрушения плакирующего слоя.
Целью изобретения является повышение качества плакировки при использовании в качестве плакирующего металла цинка и его сплавов.
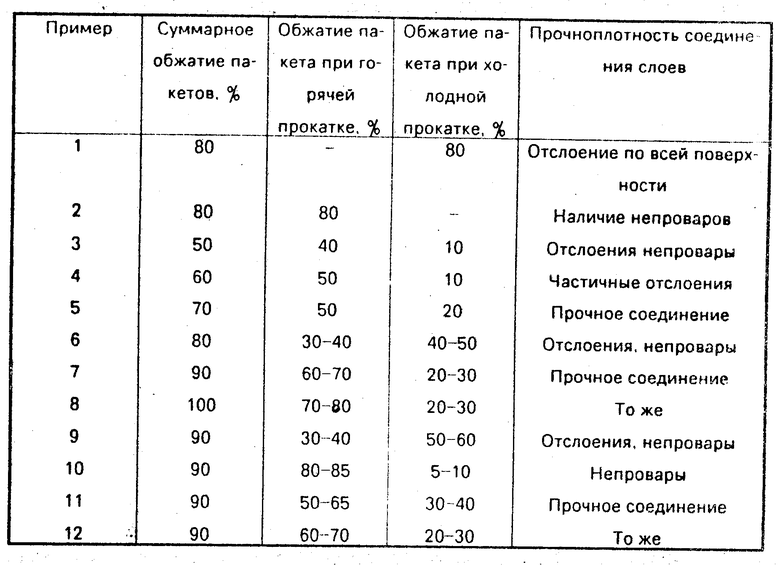
Это достигается тем, что в способе, включающем подготовку контактирующих поверхностей металлов и их совместную горячую и холодную прокатку, осуществляют чередование горячей и холодной прокатки, при суммарном обжатии в процессе горячей прокатки не менее 50% , а в процессе холодной - не менее 20% , при суммарном обжатии не менее 70% .
Применение чередования операций горячей и холодной прокатки позволяет повысить качество изделий за счет устранения непроваров. Этап горячей прокатки обеспечивает установление адгезионного взаимодействия слоев, однако анализ межслойной поверхности образцов показал, что на стадии горячей прокатки происходит интенсивное образование мостов соединения слоев с дискретным расположением. Последующая холодная прокатка пакетов способствует дроблению окисных плен на межслойной поверхности за счет образования рельефа и, следовательно, интенсивному развитию адгезионного взимодействия слоев.
Суммарное обжатие пакетов при горячей прокатке менее 50% также не обеспечивает прочноплотного соединения слоев.
Суммарное обжатие пакетов при холодной прокатке менее 20% не улучшает качество изделий, поскольку развитие контактного рельефа незначительно.
Суммарное обжатие пакетов в процессе горячей и холодной прокатки менее 70% не обеспечивает прочностного соединения слоев.
В таблице приведены результаты экспериментов.
П р и м е р 1. Основу из алюминия марки АД1 и плакировку из сплава цинка марки ЦА5 подвергали очистке контактирующих поверхностей и нагревали до 250-280оС с выдержкой при температуре в течение 15 мин. Затем пакеты подвергали чередованию горячей и холодной прокатки с суммарным обжатием пакетов 50% .
П р и м е р 2. Основу из алюминия марки АД1 и плакировку из сплава ЦА5 подвергали очистке контактирующих поверхностей и нагревали до 250-280оС с выдержкой при температуре в течение 15 мин. Затем пакеты подвергали чередованию горячей и холодной прокатки с суммарным обжатием пакетов 80% , причем суммарное обжатие при холодной прокатке составляло 10-15% .
П р и м е р 3. После подготовки слоев и нагрева осуществляли прокатку пакетов с суммарным обжатием 80% , причем суммарное обжатие при горячей прокатке составляло 30-40% .
П р и м е р 4. После подготовки слоев и нагрева осуществляли прокатку пакетов с суммарным обжатием 70-90% , причем суммарное обжатие при горячей прокатке составляло 50-60% , при холодной - 20-30% .
Из результатов экспериментов видно, что предлагаемый способ позволит повысить качество соединения слоев при плакировании алюминия и его сплавов цинком и его сплавами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТАЯ ПРОСЛОЙКА НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 2003 |
|
RU2232076C1 |
| Способ изготовления многослойного пакета | 1989 |
|
SU1682092A1 |
| ТРЕХСЛОЙНЫЙ КОМПОЗИЦОННЫЙ МАТЕРИАЛ ДЛЯ ПЛАКИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2033909C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ, В СОСТАВ КОТОРЫХ ВХОДИТ АЛЮМИНИЙ И ЕГО СПЛАВЫ | 2004 |
|
RU2268124C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ АЛЮМИНИЯ И НИЗКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ С УТОЛЩЕННОЙ ПЛАКИРОВКОЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2263014C1 |
| Способ плакирования алюминия и его сплавов | 1989 |
|
SU1660904A1 |
| Способ получения электротехнических контактов на основе алюминия и его сплавов | 1989 |
|
SU1691013A1 |
| Способ локального плакирования алюминия и его сплавов | 1987 |
|
SU1447611A1 |
| ПАКЕТ ДЛЯ ПОЛУЧЕНИЯ ЛОКАЛЬНО ПЛАКИРОВАННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2080220C1 |
| Способ получения плакированных листов из сплава на основе системы Al-Cu-Mg-Mn | 2022 |
|
RU2801806C1 |
Использование: при получении изделий из алюминия и его сплавов, плакированных цинком и его сплавами. Существо: состоит в чередовании совместной горячей и холодной прокатки, при суммарном обжатии в процессе горячей прокатки не менее 50% , в процессе холодной - не менее 20% при суммарном обжатии не менее 70% . 1 табл.
СПОСОБ ПЛАКИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ, включающий подготовку контактных поверхностей металлов и их совместную горячую и холодную прокатку, отличающийся тем, что, с целью повышения качества плакировки при использовании в качестве плакирующего металла цинка и его сплавов, осуществляют чередование горячей и холодной прокатки при суммарном обжатии в процессе горячей прокатки не менее 50% , а в процессе холодной не менее 20% , при суммарном обжатии не менее 70% .
