Область техники
Настоящее изобретение относится к устройству и способу, предназначенным для удерживания участка трубы из упаковочного материала во время сварки для получения верхнего поперечного сварного шва трубы, при этом участок расположен между верхним поперечным сварным швом и нижним поперечным сварным швом трубы, причем устройство выполнено с возможностью регулирования поперечного сечения первой части участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь первую протяженность трубы в первом направлении, по существу перпендикулярном продольному направлению трубы.
Предшествующий уровень техники
В области способов и средств упаковывания в течение длительного времени использовались упаковки для упаковывания и транспортирования продуктов, таких как молоко, сок и другие напитки. Большую группу данных упаковок изготавливают из ламинированного упаковочного материала, содержащего основной (центральный) слой из, например, бумаги или картона и наружное, не проницаемое для жидкостей покрытие из термопластичного материала на, по меньшей мере, той стороне основного слоя, которая образует внутреннюю сторону упаковки. Иногда материал также включает в себя барьер для газов, например, в виде алюминиевого слоя.
Подобные упаковочные контейнеры часто изготавливают посредством того, что полотно упаковочного материала преобразуют в трубу посредством сварки продольных перекрывающихся краев полотна. Трубу непрерывно заполняют продуктом и затем сваривают в поперечном направлении и преобразуют в подушкообразные упаковки. Сварку выполняют вдоль узких, поперечных, находящихся на расстоянии друг от друга зон сваривания. Поперечную сварку трубы выполняют само по себе известным образом по существу перпендикулярно продольному направлению трубы и постоянно в одной и той же плоскости. Запечатанные участки трубы, в которых, в результате, будет содержаться содержимое, после этого отделяют от трубы посредством разрезов в данных зонах сваривания. Данная технология образования трубы из полотна хорошо известна сама по себе и не будет подробно описана.
В известной машине для производства упаковок, подобных описанным выше, сварка трубы в поперечном направлении выполняется посредством размещения трубы между двумя противоположными зажимами. Каждый из зажимов содержит сварочный нож, при этом труба сдавливается до плоского состояния между данными сварочными ножами для нагрева термопластичного материала в зоне сваривания и получения сварного шва. Для гарантирования того, что конечная подушкообразная упаковка будет содержать надлежащий объем продукта, каждый из зажимов дополнительно содержит пластину, или так называемую «створку» для регулирования объема. При сварке данные «створки» для регулирования объема расположены на заранее заданном расстоянии друг от друга. В данном положении створки обеспечивают приложение давления к трубе для сдавливания ее и придания ей толщины, равной указанному, заранее заданному расстоянию между ними в направлении, перпендикулярном продольной оси трубы.
При данном известном способе получения поперечного сварного шва трубы упаковочный материал может подвергаться воздействию значительных напряжений. В свою очередь, это может вызвать нежелательную деформацию стенки трубы, такую как углубления, особенно в зонах между створками для регулирования объема, проходящих вдоль продольной оси трубы. Если такая деформация возникнет в зоне сваривания, это может отрицательно повлиять на получающийся, в результате, сварной шов. Например, вместо получения гладкого сварного шва, состоящего из двух слоев упаковочного материала, может быть получен сварной шов со сложенными вдвое угловыми зонами, что означает четыре слоя упаковочного материала. Это может в некоторых ситуациях привести к образованию каналов в сварных швах и соответственно к образованию упаковок с утечками.
Сущность изобретения
Задача настоящего изобретения состоит в разработке устройства и способа, предназначенных для удерживания трубы из упаковочного материала во время сварки трубы в поперечном направлении для получения упаковки, при этом указанные устройство и способ позволяют, по меньшей мере частично, устранить любые ограничения предшествующего уровня техники. Основная идея изобретения заключается в обеспечении стабилизации формы упаковки во время сварки в поперечном направлении для уменьшения напряжения в упаковочном материале в зоне сваривания до такой степени, чтобы можно было избежать нежелательной деформации получающегося в результате сварного шва. Это может быть достигнуто посредством преднамеренного деформирования упаковки в зоне, находящейся снаружи зоны сваривания, перед сваркой для регулирования места деформирования упаковки.
Устройство и способ, предназначенные для решения вышеуказанной задачи, определены в приложенной формуле изобретения и рассмотрены ниже.
Устройство для удерживания участка трубы из упаковочного материала во время сварки для получения верхнего поперечного сварного шва трубы, при этом участок расположен между верхним поперечным сварным швом и нижним поперечным сварным швом трубы, в соответствии с настоящим изобретением выполнено с возможностью регулирования поперечного сечения первой части указанного участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь первую протяженность трубы в первом направлении, по существу перпендикулярном продольному направлению трубы. Устройство отличается тем, что устройство дополнительно выполнено с возможностью регулирования поперечного сечения второй части указанного участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь вторую протяженность трубы в первом направлении, при этом первая часть расположена между нижним поперечным сварным швом трубы и второй частью участка, вторая часть расположена между верхним поперечным сварным швом трубы и первой частью участка, и первая протяженность трубы больше второй протяженности трубы. Одно преимущество, связанное с настоящим изобретением, заключается в том, что уже существующие устройства для удерживания трубы из упаковочного материала во время сварки данной трубы в поперечном направлении могут быть модифицированы так, чтобы обеспечить реализацию изобретенного способа удерживания трубы. Например, створки для регулирования объема в рассмотренной вначале известной машине могут быть реконструированы [модернизированы] так, чтобы они воздействовали на трубу по-разному в разных зонах будущей упаковки.
Указанный участок выполнен с возможностью образования отдельной конечной упаковки, ограниченной верхним и нижним поперечными сварными швами.
Посредством активного регулирования поперечного сечения первой и второй частей с тем, чтобы получить вышеописанные первую и вторую протяженности, преднамеренное деформирование упаковочного материала может быть обеспечено в той зоне упаковки, где оно не влияет на получающийся, в результате, сварной шов. Таким образом, напряжение в упаковочном материале в зоне сваривания может быть существенно уменьшено, в результате чего может быть получен надлежащий верхний поперечный сварной шов. Напротив, если деформация не будет преднамеренно создана в зоне, находящейся снаружи зоны сваривания, неконтролируемая деформация может вместо этого возникнуть в зоне сваривания, что может привести к образованию сварного шва со сложенными вдвое угловыми зонами.
В соответствии с одним вариантом осуществления верхний и нижний поперечные сварные швы по существу параллельны друг другу и по существу перпендикулярны первому направлению. Подобный вариант осуществления может быть использован при производстве подушкообразных упаковок, подобных описанным вначале, при этом указанные упаковки могут быть изготовлены сравнительно просто и недорого.
В соответствии с одним вариантом осуществления устройство содержит два противоположных элемента для регулирования объема. Они находятся на расстоянии друг от друга, соответствующем объему, и выполнены с возможностью перемещения друг относительно друга с тем, чтобы иметь состояние расфиксации (начальное состояние, состояние расцепления), в котором труба может перемещаться относительно элементов для регулирования объема, и состояние фиксации, в котором первая часть участка трубы расположена с возможностью удерживания ее между элементами для регулирования объема. Кроме того, элементы для регулирования объема выполнены с возможностью размещения их в контакте с наружной поверхностью первой части участка трубы при заранее заданном расстоянии, соответствующем объему, в состоянии фиксации для регулирования поперечного сечения первой части участка.
Элементы для регулирования объема выполнены с возможностью перемещения друг относительно друга и, следовательно, также относительно трубы. Элементы для регулирования объема могут перемещаться друг относительно друга любым соответствующим образом, например, посредством вращательного или поступательного движения. В зависимости от типа движения расстояние, соответствующее объему, может быть переменным. Под расстоянием, соответствующим объему, понимается расстояние между двумя фиксированными соответствующими точками на соответствующих элементах для регулирования объема.
Устройство по изобретению может быть выполнено с такой конструкцией, что оно будет дополнительно содержать, помимо элементов для регулирования объема, два противоположных деформирующих элемента. Они находятся на расстоянии друг от друга, соответствующем деформации, и выполнены с возможностью перемещения относительно трубы с тем, чтобы иметь состояние расфиксации, в котором труба может перемещаться относительно деформирующих элементов, и состояние фиксации, в котором вторая часть участка трубы расположена с возможностью удерживания ее между деформирующими элементами. Кроме того, деформирующие элементы выполнены с возможностью размещения их в контакте с наружной поверхностью второй части участка трубы при заранее заданном расстоянии, соответствующем деформации, в состоянии фиксации для регулирования поперечного сечения второй части участка.
Деформирующие элементы выполнены с возможностью перемещения относительно трубы и в некоторых вариантах осуществления также с возможностью перемещения друг относительно друга. Аналогично элементам для регулирования объема деформирующие элементы могут перемещаться относительно трубы любым соответствующим образом, например, посредством вращательного или поступательного движения. Кроме того, точно так же, как указано выше, расстояние, соответствующее деформации, может быть переменным. Под расстоянием, соответствующим деформации, понимается расстояние между двумя фиксированными соответствующими точками на соответствующих деформирующих элементах. Одно преимущество, связанное с переменным расстоянием, соответствующим деформации, и/или расстоянием, соответствующим объему, заключается в том, что, возможно, будет легче разместить устройство в контакте с трубой в состоянии фиксации, поскольку расстояние, соответствующее деформации, и/или расстояние, соответствующее объему, может быть меньше в состоянии фиксации, чем в состоянии расфиксации.
Элементы для регулирования объема и деформирующие элементы могут быть размещены друг относительно друга любым соответствующим образом. Однако в соответствии с одним вариантом осуществления каждый из деформирующих элементов расположен у соответствующего одного из элементов для регулирования объема. Подобный вариант осуществления охватывает все типы соответствующих конструкций, например, такие, в которых деформирующие элементы выполнены за одно целое с элементами для регулирования объема, неподвижно прикреплены к элементам для регулирования объема, присоединены к элементам для регулирования объема с возможностью поворота или только находятся в контакте с элементами для регулирования объема. Например, в том случае, когда деформирующие элементы выполнены за одно целое с элементами для регулирования объема, расстояние, соответствующее объему, и расстояние, соответствующее деформации, изменяются согласованно друг с другом.
Деформирующие элементы могут быть созданы многочисленными способами. В соответствии с одним возможным вариантом осуществления каждый из деформирующих элементов выполнен в виде выступа, выступающего от поверхности контакта с трубой соответствующего одного из элементов для регулирования объема. Как подразумевает название, поверхность контакта с трубой представляет собой ту поверхность соответствующего элемента для регулирования объема, которая предназначена для размещения ее в контакте с трубой в состоянии фиксации. Подобный вариант осуществления означает, что расстояние, соответствующее деформации, всегда будет меньше расстояния, соответствующего объему, в определенном месте за счет наличия деформирующих элементов.
Устройство по изобретению может быть выполнено с такой конструкцией, что соответствующая деформации протяженность деформирующих элементов в направлении, перпендикулярном первому направлению, меньше половины периферии трубы. Другими словами, протяженность деформирующих элементов в направлении, параллельном поперечным сварным швам, меньше протяженности трубы в направлении, параллельном поперечным сварным швам, в плоско уложенном состоянии (в состоянии, при котором труба уложена в виде плоского элемента). При подобном варианте осуществления существует возможность того, что деформирующие элементы будут воздействовать на ограниченные части трубы для достижения заданной цели эффективным образом.
В соответствии с одним вариантом осуществления деформирующие элементы выполнены так, что заранее заданное, соответствующее деформации расстояние в состоянии фиксации изменяется вдоль направления, перпендикулярного первому направлению. Это означает, что поперечное сечение деформирующих элементов изменяется вдоль направления, параллельного верхнему и нижнему поперечным сварным швам.
Признаки, описанные в двух вышеприведенных абзацах, то есть ограниченная, соответствующая деформации протяженность и изменяющееся расстояние, соответствующее деформации, могут оба способствовать получению поперечного сечения второй части участка со второй протяженностью трубы, изменяющейся вдоль направления, параллельного верхнему и нижнему поперечным сварным швам. Это предпочтительно для преднамеренного обеспечения деформации трубы в зоне, находящейся снаружи зоны сваривания.
В соответствии с одним возможным вариантом осуществления устройства деформирующие элементы выполнены с такой конструкцией, что заранее заданное расстояние, соответствующее деформации в центре, меньше заранее заданных расстояний, соответствующих деформации на концах. Как подразумевает название, расстояние, соответствующее деформации в центре, означает расстояние, соответствующее деформации, между двумя фиксированными соответствующими центральными точками на соответствующих деформирующих элементах. Соответственно расстояния, соответствующие деформации на концах, означают соответствующие деформации расстояния между двумя фиксированными соответствующими концевыми точками на соответствующих деформирующих элементах, при этом каждый из деформирующих элементов имеет два конца, что приводит к образованию двух, возможно, одинаковых расстояний, соответствующих деформации на концах. Один пример конфигурации деформирующего элемента, имеющего вышеописанные признаки, - это форма, соответствующая половине подушки, которая очень предпочтительна в связи с настоящим изобретением.
Для ясности следует указать, что элементы для регулирования объема и деформирующие элементы и, следовательно, все устройство находятся в состоянии фиксации во время сварки в поперечном направлении и в состоянии расфиксации перед сваркой и после сварки.
Способ удерживания участка трубы из упаковочного материала во время сварки для получения верхнего поперечного сварного шва трубы, при этом участок расположен между верхним поперечным сварным швом и нижним поперечным сварным швом трубы, в соответствии с настоящим изобретением включает в себя регулирование поперечного сечения первой части участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь первую протяженность трубы в первом направлении, по существу перпендикулярном продольному направлению трубы. Способ отличается тем, что оно дополнительно включает в себя регулирование поперечного сечения второй части указанного участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь вторую протяженность трубы в первом направлении. Первая часть расположена между нижним поперечным сварным швом трубы и второй частью участка, вторая часть расположена между верхним поперечным сварным швом трубы и первой частью участка, и первая протяженность трубы больше второй протяженности трубы.
Отличительные признаки, рассмотренные в связи с устройством, само собой разумеется, могут быть предусмотрены для способа в соответствии с настоящим изобретением. Кроме того, следует подчеркнуть, что рассмотренные выше отличительные признаки могут быть объединены в одном и том же варианте осуществления.
Краткое описание чертежей
Изобретение будет описано более подробно со ссылкой на приложенные схематические чертежи, которые показывают пример предпочтительного в настоящее время варианта осуществления настоящего изобретения.
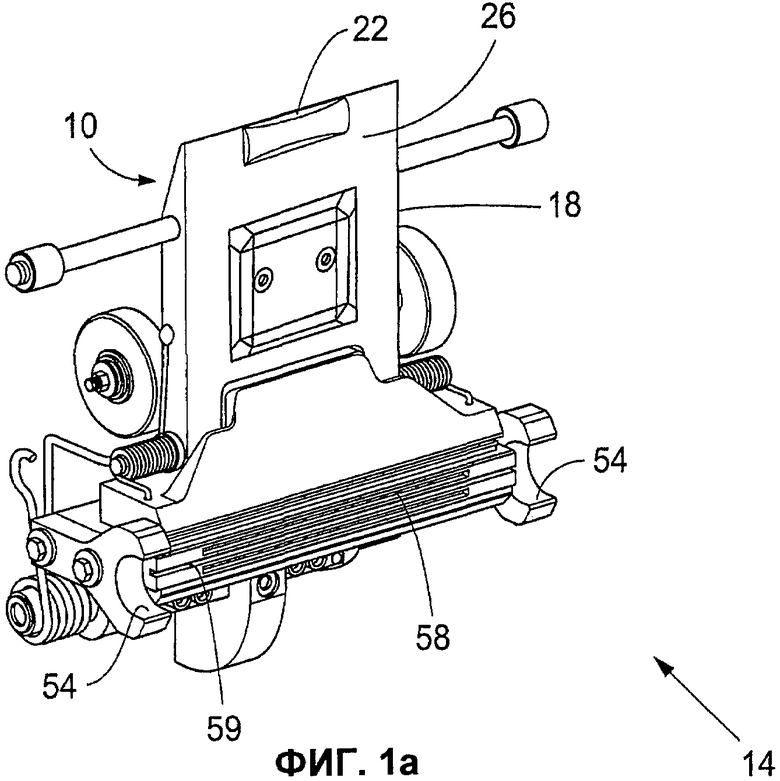
Фиг.1а представляет собой вид в перспективе части устройства в соответствии с настоящим изобретением.
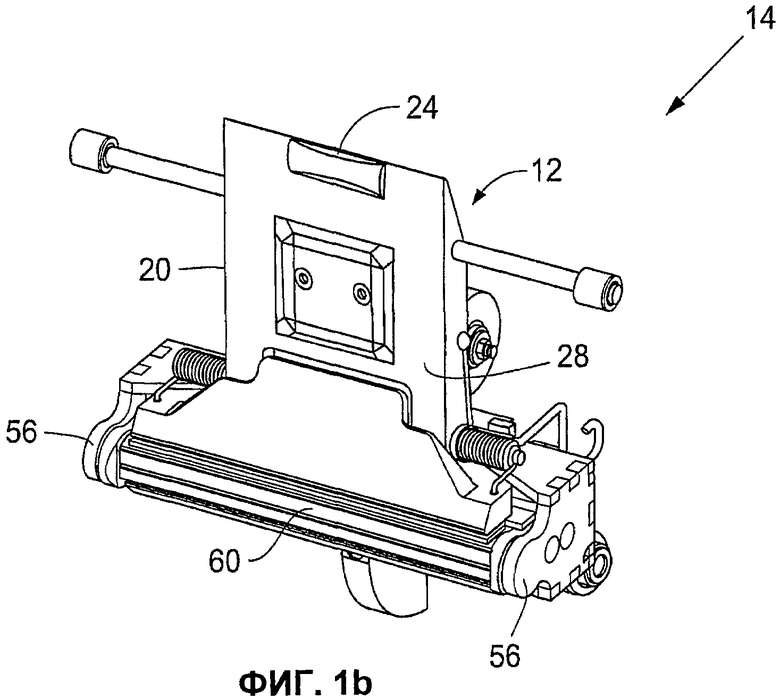
Фиг.1b представляет собой вид в перспективе другой части устройства в соответствии с настоящим изобретением.
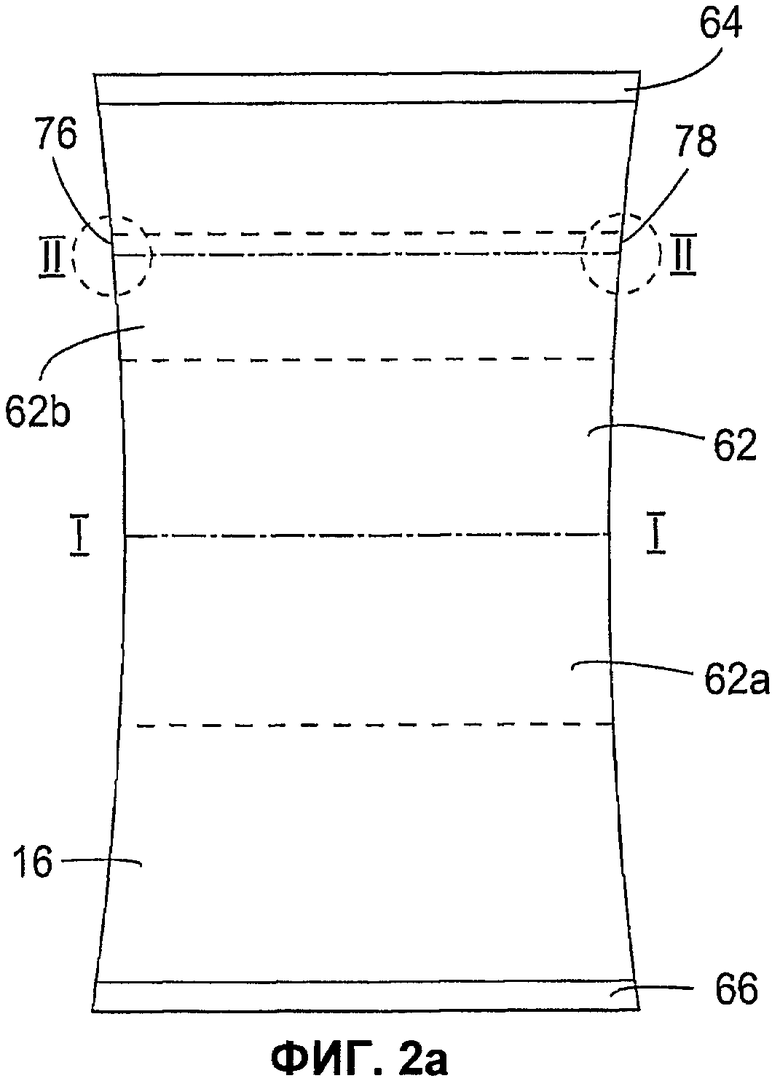
Фиг.2а представляет собой вид спереди упаковки, полученной посредством устройства в соответствии с настоящим изобретением.
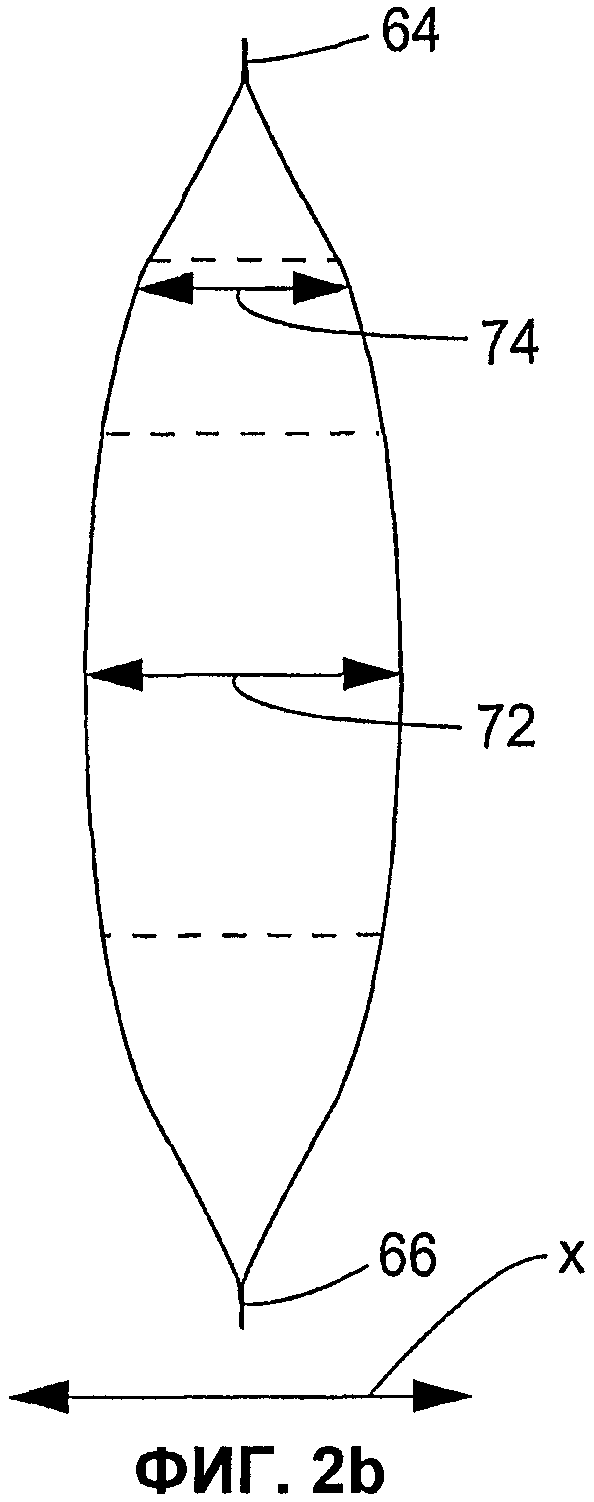
Фиг.2b представляет собой вид сбоку упаковки по фиг.2а.
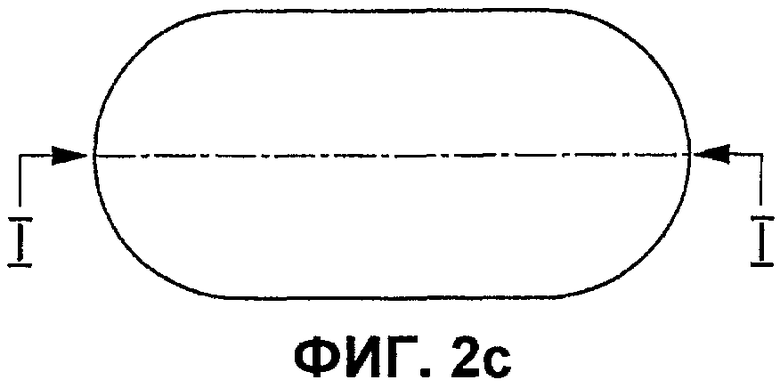
Фиг.2с представляет собой схематическое сечение упаковки, выполненное по линии I-I на фиг.2а, когда упаковка удерживается устройством в состоянии фиксации.
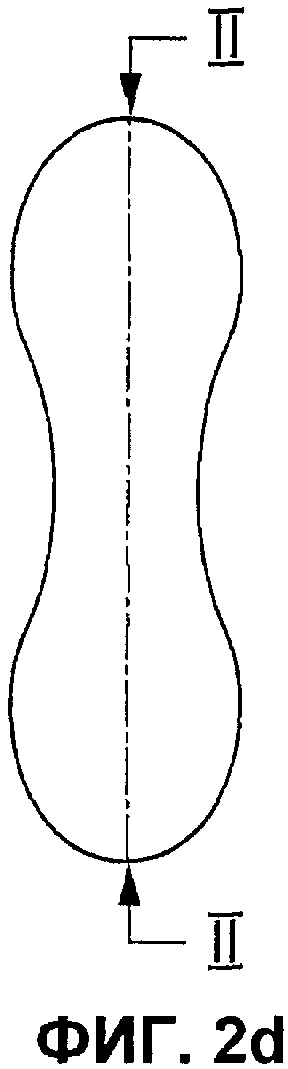
Фиг.2d представляет собой схематическое сечение упаковки, выполненное по линии II-II на фиг.2b, когда упаковка удерживается устройством в состоянии фиксации.
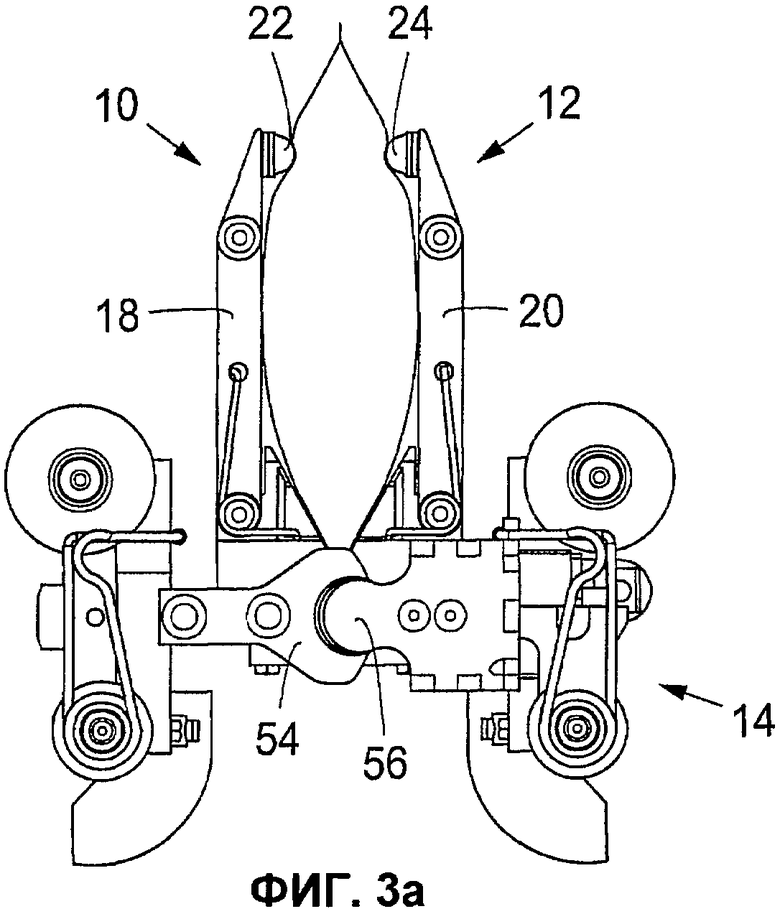
Фиг.3а представляет собой вид сбоку устройства в соответствии с настоящим изобретением, предусмотренного с упаковкой, подобной показанной на фиг.2а и 2b, в состоянии фиксации.
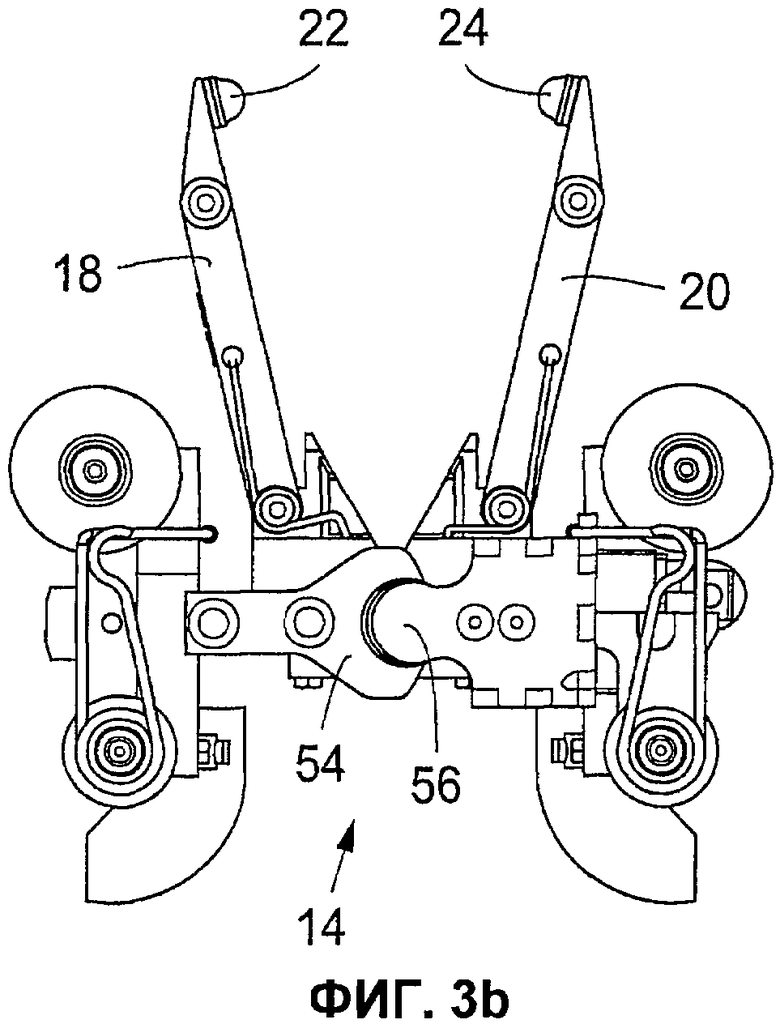
Фиг.3b представляет собой вид сбоку устройства в соответствии с настоящим изобретением, показанного без упаковки, в промежуточном состоянии.
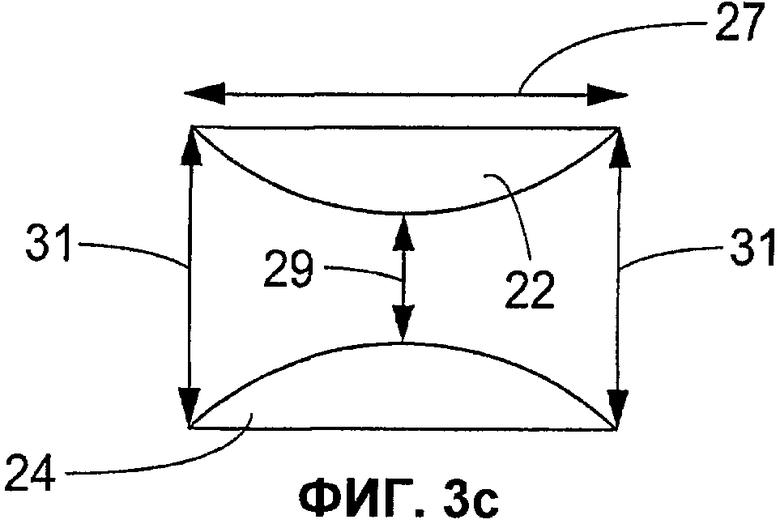
Фиг.3с представляет собой вид сверху, показывающий деформирующие элементы в состоянии их фиксации.
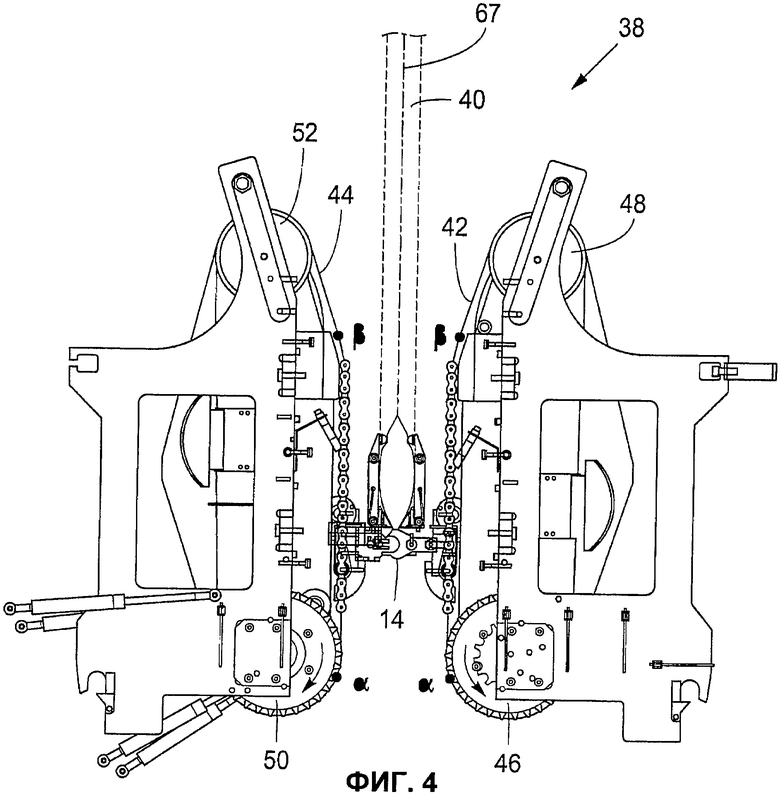
Фиг.4 представляет собой схематический вид сбоку устройства для сварки в поперечном направлении.
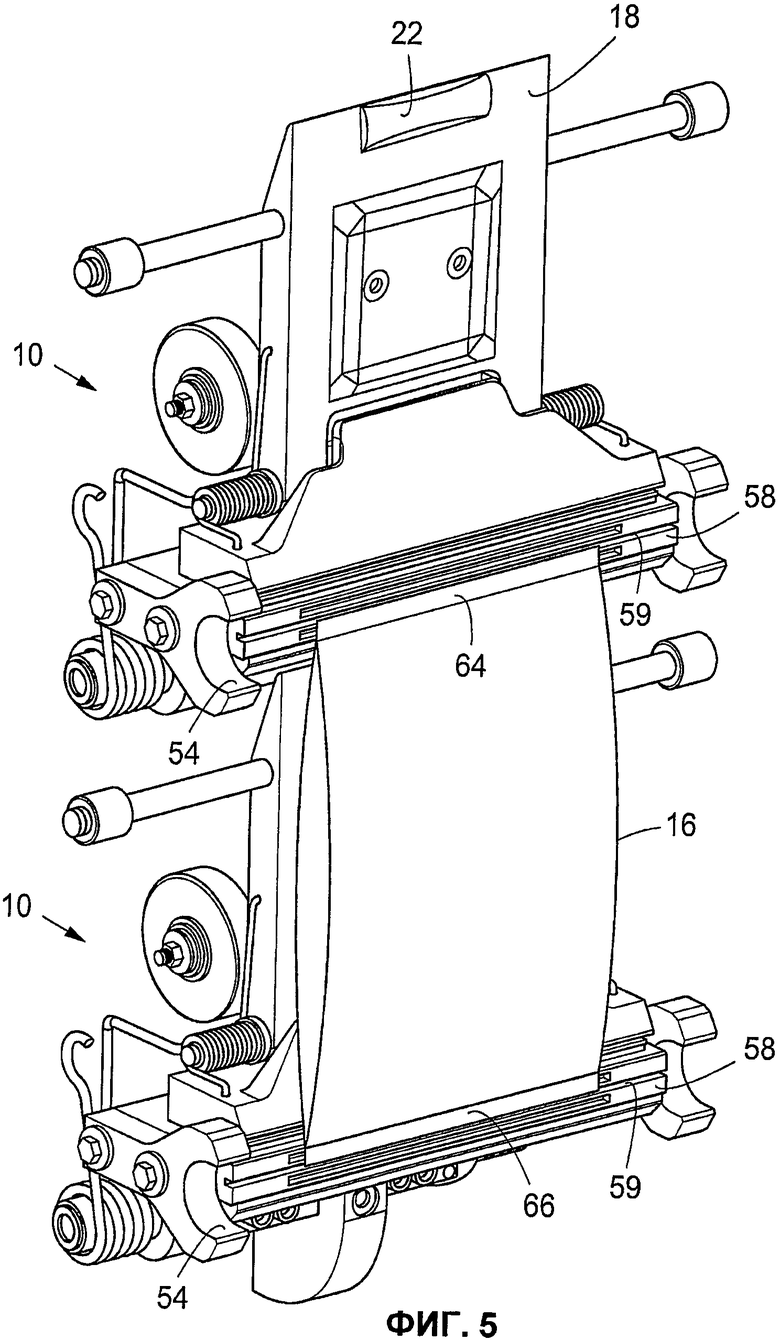
Фиг.5 представляет собой вид в перспективе части устройства по фиг.4, схематически проиллюстрированный вместе с упаковкой для ясности.
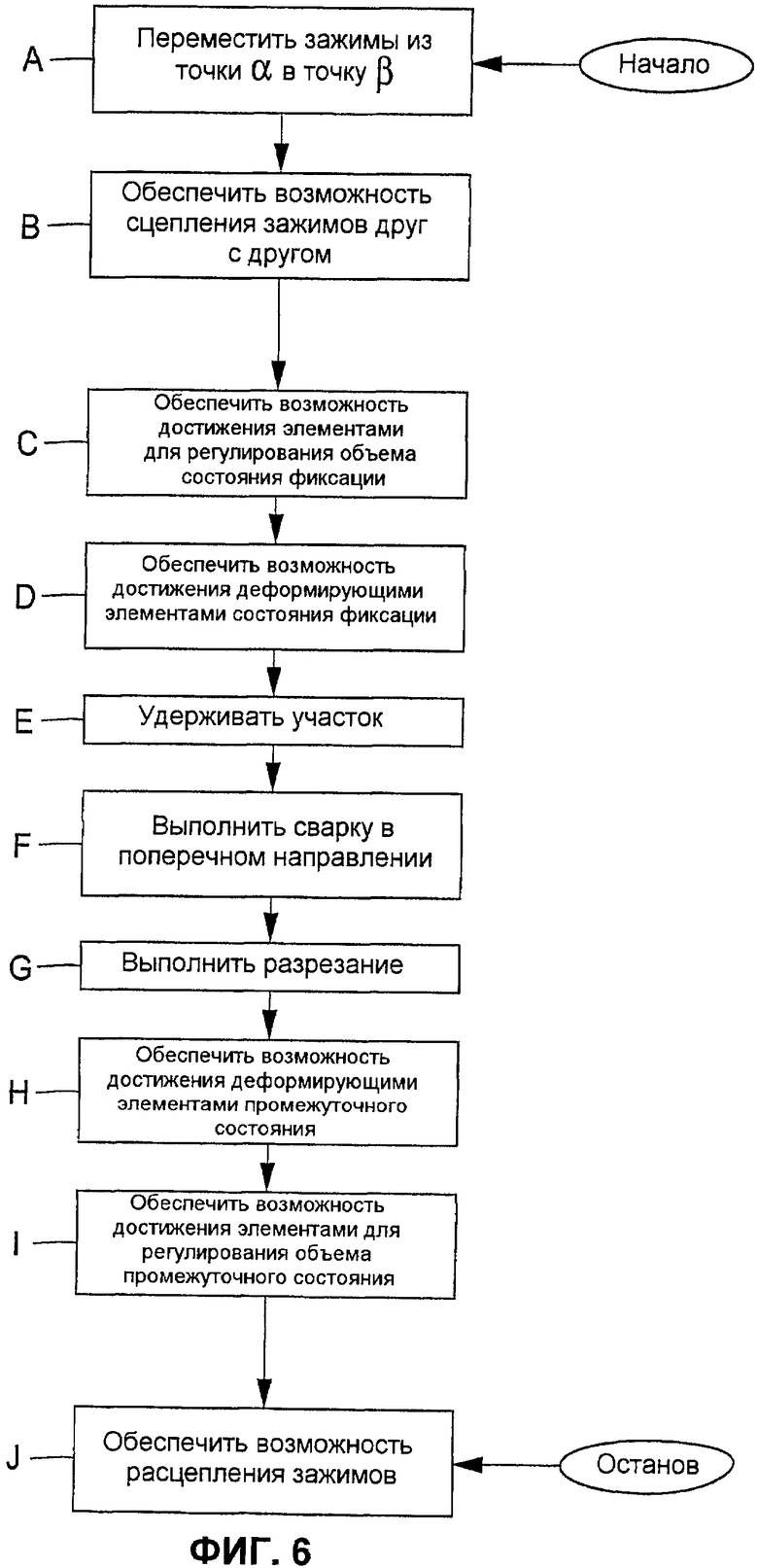
Фиг.6 представляет собой блок-схему, иллюстрирующую способ сварки в поперечном направлении.
Подробное описание предпочтительных вариантов осуществления
Фиг.1а показывает нагревательный зажим [губку] 10, и фиг.1b показывает опорный зажим 12, которые вместе образуют устройство 14 в соответствии с настоящим изобретением. Устройство 14 предназначено для использования при производстве упаковок 16, подобных упаковке, проиллюстрированной на фиг.2а и 2b. Устройство 14 имеет различные состояния, а именно состояние расфиксации, подобное проиллюстрированному на фиг.1а+1b, состояние фиксации, которое проиллюстрировано на фиг.3а, и промежуточное состояние, пример которого проиллюстрирован на фиг.3b. Состояние расфиксации соответствует состоянию устройства, в котором труба из упаковочного материала может перемещаться относительно устройства, как будет рассмотрено ниже более подробно. Аналогичным образом, состояние фиксации соответствует состоянию устройства, в котором участок трубы удерживается между зажимами 10 и 12. Промежуточное состояние представляет собой общее обозначение (общий термин) для всех состояний устройства между состояниями расфиксации и фиксации.
Каждый из зажимов 10 и 12 содержит элемент для регулирования объема, обозначенный соответственно 18 и 20, выполненный в виде прямоугольных плит большего размера, предусмотренных с прямоугольными плитами меньшего размера. Прямоугольные плиты меньшего размера предусмотрены специально для точной регулировки объема упаковки и не будут дополнительно описаны здесь. Кроме того, каждый из зажимов содержит деформирующий элемент, обозначенный соответственно 22 и 24, неподвижно прикрепленный к поверхности 26, 28 контакта с трубой и выполненный в виде выступа, выступающего от поверхности 26, 28 контакта с трубой соответствующего элемента 18, 20 для регулирования объема. Как очевидно из чертежей, каждый из деформирующих элементов имеет форму половины подушки с плоской поверхностью, прилегающей к соответствующей поверхности контакта с трубой элементов для регулирования объема, и с криволинейной поверхностью, выполненной с возможностью контактирования с трубой из упаковочного материала. Деформирующие элементы представляют собой жесткие компоненты, и они не будут деформироваться при обычной работе устройства.
Элементы для регулирования объема находятся на соответствующем объему расстоянии друг от друга, которое равно наименьшему расстоянию между двумя соответствующими точками на элементах для регулирования объема. Как будет описано более подробно ниже, соответствующее объему расстояние является переменным и различается при различных состояниях устройства 14. В состоянии фиксации элементы для регулирования объема расположены так, что их поверхности контакта с трубой параллельны и обращены друг к другу. Это означает, что соответствующее объему расстояние в состоянии фиксации будет одним и тем же между любыми двумя соответствующими точками на поверхностях контакта с трубой. Аналогичным образом, деформирующие элементы находятся на соответствующем деформации расстоянии друг от друга, равном наименьшему расстоянию между двумя соответствующими точками на криволинейной поверхности деформирующих элементов. Кроме того, соответствующее деформации расстояние является переменным и различается для различных состояний устройства 14. В состоянии фиксации, подобном проиллюстрированному на фиг.3с, деформирующие элементы расположены так, что их криволинейные поверхности обращены друг к другу и их плоские поверхности параллельны. Это означает, что соответствующее деформации расстояние в состоянии фиксации будет переменным вдоль соответствующей деформации протяженности 27 деформирующих элементов 22, 24 в направлении, параллельном поверхностям контакта с трубой и перпендикулярном продольному направлению трубы. В данном конкретном варианте осуществления, в котором деформирующие элементы выполнены в виде половин подушек, это означает, что в состоянии фиксации соответствующее деформации расстояние в середине деформирующих элементов, то есть расстояние 29, соответствующее деформации в центре, будет меньше соответствующих деформации расстояний у краев деформирующих элементов, то есть расстояний 31, соответствующих деформации на концах.
Фиг.4 схематически иллюстрирует устройство 38 для сварки трубы 40 из упаковочного материала в поперечном направлении, содержащее девять устройств 14, подобных устройствам, описанным выше. Для ясности только одно устройство 14 проиллюстрировано на чертеже. Упаковочный материал представляет собой материал описанного вначале типа, то есть бумажный основной слой, покрытый термопластичным материалом. Устройство 38 включает в себя два цепных транспортера 42 и 44, движущихся с постоянной скоростью вдоль траекторий, заданных соответственно приводными средствами 46, 48 и 50, 52. Нагревательные зажимы 10 расположены последовательно равномерно вдоль цепного транспортера 42, в то время как опорные зажимы 12 соответственно расположены вдоль цепного транспортера 44. Данное последовательное расположение проиллюстрировано для двух из нагревательных зажимов на фиг.5. Труба 40, схематически проиллюстрированная пунктирными линиями, выполнена с возможностью приема ее в зоне между цепными транспортерами 42 и 44 и подается со скоростью цепных транспортеров. В данной зоне каждый из нагревательных зажимов 10 выполнен с возможностью сцепления его с соответствующим одним из опорных зажимов 12 для образования поперечного сварного шва трубы и разрезания трубы в зоне данного сварного шва. Сцепление осуществляется посредством средств 54 и 56 обеспечения сцепления, содержащихся соответственно в нагревательном зажиме 10 и опорном зажиме 12. Нагревательный зажим дополнительно включает в себя нагревательный нож 58, выполненный с возможностью взаимодействия со сварочным поддерживающим элементом 60, включенным в опорный зажим, для выполнения сварки в поперечном направлении. Кроме того, нагревательный зажим содержит режущее средство (не показанное), выполненное с возможностью перемещения в пазе 59 в нагревательном ноже 58 для разрезания трубы после сварки.
Фиг.6 иллюстрирует способ сварки в поперечном направлении, в соответствии с которым работает устройство 38. Для разъяснения данной работы будет прослежен полный цикл для одного из устройств 14. Цикл начинается в точке α (см. фиг.4), и реализация способа начинается с перемещения зажимов рассматриваемого устройства из данной точки в точку β (операция А). Во время данного перемещения зажимы и, следовательно, устройство находятся в состоянии расфиксации. Зажимы не должны контактировать ни с трубой, ни друг с другом во время данной фазы цикла. При проходе через точку β зажимы 10, 12 будут сцепляться друг с другом (операция В) с помощью средств 54, 56 обеспечения сцепления, как проиллюстрировано на фиг.3b. В результате этого устройство переходит из состояния расфиксации в промежуточное состояние. Зажимы находятся в контакте друг с другом и с трубой и перемещаются вместе с трубой.
В момент сцепления зажимов элементы для регулирования объема наклонены в сторону друг от друга, как проиллюстрировано на фиг.3b. Наклон будет уменьшаться при непрерывном движении, и при входе устройства в состояние фиксации посредством того, что элементы для регулирования объема достигнут состояния фиксации (операция С) и деформирующие элементы достигнут состояния фиксации (операция D), наклон будет по существу нулевым, как описано выше и проиллюстрировано на фиг.3а. Когда элементы для регулирования объема и деформирующие элементы расположены подобным образом, участок трубы удерживается (операция Е) для последующей сварки в поперечном направлении (операция F) и разрезания (операция G), как будет дополнительно рассмотрено ниже.
Участок 62 (62а+62b), удерживаемый устройством, образует одну отдельную упаковку 16, подобную проиллюстрированной на фиг.2а, 2b и 5. Упаковка 16 имеет верхний и нижний поперечные сварные швы, обозначенные соответственно 64 и 66, при этом указанные сварные швы параллельны друг другу и перпендикулярны продольной оси 67 трубы 40. Как проиллюстрировано на фиг.3а, элементы для регулирования объема расположены с возможностью воздействия на первую часть 62а участка 62 для регулирования ее поперечного сечения и придания ей первой протяженности 72 трубы в первом направлении x. Это проиллюстрировано на фиг.2с, показывающей схематическое поперечное сечение упаковки, выполненное вдоль линии I-I на фиг.2а, когда устройство удерживает упаковку в состоянии фиксации. Кроме того, деформирующие элементы расположены с возможностью воздействия на вторую часть 62b участка 62 для регулирования ее поперечного сечения и придания ей второй протяженности 74 трубы в первом направлении x. Это проиллюстрировано на фиг.2d, показывающей схематическое поперечное сечение упаковки, выполненное вдоль линии II-II на фиг.2а, когда устройство удерживает упаковку в состоянии фиксации. Как очевидно из чертежей, элементы для регулирования объема и деформирующие элементы воздействуют на участок 62 трубы, который заполнен предусмотренным продуктом. В свою очередь, продукт воздействует на стенку трубы, что приводит к образованию двух поперечных сечений, отличающихся друг от друга. Поперечное сечение по фиг.2с имеет форму «расплющенного» эллипса, в то время как поперечное сечение по фиг.2d имеет форму с утолщенными концами. При данном воздействии стенка трубы преднамеренно деформируется посредством углублений (не проиллюстрированных) в окруженных зонах 76, 78 на фиг.2а. Данная деформация обеспечивает стабилизацию упаковки во время сварки в поперечном направлении, так что упаковка будет по существу свободна от напряжений в зоне, где должна быть выполнена сварка в поперечном направлении. Следовательно, может быть получен плоский сварной шов.
Для выполнения сварки в поперечном направлении обеспечивают сдавливание трубы и укладку ее в плоском (ровном) состоянии между нагревательным ножом и сварочным поддерживающим элементом для нагрева термопластичного материала в зоне сваривания. Нагревательный нож в сочетании со сварочным поддерживающим элементом обеспечивает выполнение двух поперечных сварных швов, а именно верхнего сварного шва одной упаковки и нижнего сварного шва другой упаковки. Режущий элемент разрезает трубу между данными сварными швами после завершения операции сварки для разделения и освобождения упаковок.
После разрезания состояние устройства 14 снова изменяется из состояния фиксации на промежуточное состояние посредством того, что деформирующие элементы достигают промежуточного состояния (операция Н), и элементы для регулирования объема достигают промежуточного состояния (операция I) вследствие продолжающегося перемещения зажимов. После этого зажимы отцепляются друг от друга (операция J), чтобы устройство снова достигло состояния расфиксации. В таком случае цикл будет завершен и зажимы вернутся обратно в точку α.
Таким образом, от точки α до точки β устройство 14 находится в его состоянии расфиксации, и от точки β до точки α устройство сначала находится в его промежуточном состоянии, затем в его состоянии фиксации и затем снова в его промежуточном состоянии.
Описание, приведенное выше, было направлено на одно из девяти устройств 14 устройства 38. Однако это выполнено только для обеспечения ясности, и видно, что все девять устройств функционируют аналогичным образом.
В вышеописанном варианте осуществления сварка в поперечном направлении выполнялась посредством нагревательного ножа. Однако может быть использован любой пригодный способ сварки в поперечном направлении, такой как ультразвуковая сварка и индукционная термосварка.
Как кратко упомянуто выше, трубу, естественно, заполняют предусмотренным заданным продуктом перед сваркой в поперечном направлении. Например, подвергнутая сварке труба может быть заполнена жидким продуктом, таким как напиток.
Некоторые из операций способа, подобные операциям С и D и операциям Н и I, выполняются одновременно, хотя это и не очевидно из фиг.6.
Более того, следует указать, что чертежи вычерчены не в масштабе.
Вышеописанный вариант осуществления следует рассматривать только как пример. Для специалиста в данной области техники будет очевидно, что рассмотренный вариант осуществления может быть скомбинирован и изменен посредством ряда способов без отклонения от идеи изобретения.
В качестве примера можно указать, что элементы для регулирования объема необязательно должны представлять собой плиты, но они могут иметь любую пригодную форму, например ребристую форму. Аналогичным образом, деформирующие элементы необязательно должны быть выполнены в виде половин подушек, но могут иметь любую пригодную форму, такую как форма части эллипсоида.
Зажимы необязательно должны быть предусмотрены на цепных транспортерах, подобных описанным выше, но вместо этого могут быть предусмотрены, например, на вращающихся колесах.
Изобретение может быть применено для нескольких различных типов упаковок, при этом имеющая подушкообразную форму упаковка приведена только в качестве примера.
В завершение, деформирующие элементы 22, 24 необязательно должны быть прикреплены к элементам 18, 20 для регулирования объема, но вместо этого могут быть предусмотрены как отдельные элементы. В подобном варианте осуществления элементы для регулирования объема и деформирующие элементы могут обеспечивать приложение давления к участку независимо соответственно в его первой и второй частях.
Группа изобретений относится к устройству и способу, предназначенным для удерживания трубы из упаковочного материала во время сварки трубы в поперечном направлении для получения упаковки. Устройство удерживает участок трубы из упаковочного материала во время сварки для получения верхнего поперечного сварного шва трубы. Участок расположен между верхним и нижним поперечным сварным швом трубы. Устройство выполнено с возможностью регулирования поперечного сечения первой части указанного участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь первую протяженность в первом направлении, перпендикулярном продольному направлению трубы. Устройство дополнительно выполнено с возможностью регулирования поперечного сечения второй части указанного участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь вторую протяженность трубы в первом направлении. Первая часть расположена между нижним поперечным сварным швом трубы и второй частью участка, вторая часть расположена между верхним поперечным сварным швом трубы и первой частью участка. Первая протяженность трубы больше второй протяженности трубы. Технический результат направлен на обеспечение стабилизации формы упаковки во время сварки в поперечном направлении для уменьшения напряжения в упаковочном материале в зоне сваривания. 2 н. и 12 з.п. ф-лы, 12 ил.
1. Устройство (14) для удерживания участка (62) трубы (40) из упаковочного материала во время сварки для получения верхнего поперечного сварного шва (64) трубы, при этом участок расположен между верхним поперечным сварным швом и нижним поперечным сварным швом (66) трубы, при этом устройство выполнено с возможностью регулирования поперечного сечения первой части (62а) участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь первую протяженность (72) трубы в первом направлении (х), по существу перпендикулярном продольному направлению (67) трубы, отличающееся тем, что устройство дополнительно выполнено с возможностью регулирования поперечного сечения второй части (62b) указанного участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь вторую протяженность (74) трубы в первом направлении, при этом первая часть расположена между нижним поперечным сварным швом трубы и второй частью участка, вторая часть расположена между верхним поперечным сварным швом трубы и первой частью участка, и первая протяженность трубы больше второй протяженности трубы.
2. Устройство (14) по п.1, в котором верхний (64) и нижний (66) поперечные сварные швы по существу параллельны друг другу и по существу перпендикулярны первому направлению (х).
3. Устройство (14) по любому из пп.1 и 2, содержащее два противоположных элемента (18, 20) для регулирования объема, находящиеся на расстоянии друг от друга, соответствующем объему, и выполненные с возможностью перемещения относительно друг друга с тем, чтобы иметь состояние расфиксации, в котором труба (40) может перемещаться относительно элементов для регулирования объема, и состояние фиксации, в котором первая часть (62а) участка (62) трубы расположена с возможностью удерживания ее между элементами для регулирования объема, и при этом элементы для регулирования объема выполнены с возможностью размещения их в контакте с наружной поверхностью первой части участка трубы при заранее заданном расстоянии, соответствующем объему, в состоянии фиксации для регулирования поперечного сечения первой части участка.
4. Устройство (14) по п.3, дополнительно содержащее два противоположных деформирующих элемента (22, 24), находящиеся на расстоянии друг от друга, соответствующем деформации, и выполненные с возможностью перемещения относительно трубы (40) с тем, чтобы иметь состояние расфиксации, в котором труба может перемещаться относительно деформирующих элементов, и состояние фиксации, в котором вторая часть (62b) участка (62) трубы расположена с возможностью удерживания ее между деформирующими элементами, и при этом деформирующие элементы выполнены с возможностью размещения их в контакте с наружной поверхностью второй части участка трубы при заранее заданном расстоянии, соответствующем деформации, в состоянии фиксации для регулирования поперечного сечения второй части участка.
5. Устройство (14) по п.4, в котором каждый из деформирующих элементов (22, 24) расположен у соответствующего одного из элементов (18, 20) для регулирования объема.
6. Устройство (14) по любому из пп.4 и 5, в котором каждый из деформирующих элементов (22, 24) выполнен в виде выступа от поверхности (26, 28) контакта с трубой соответствующего одного из элементов (18, 20) для регулирования объема.
7. Устройство (14) по п.4, в котором соответствующая деформации протяженность (27) деформирующих элементов (22, 24) в направлении, перпендикулярном первому направлению (х), меньше половины периферии трубы (40).
8. Устройство (14) по п.4, в котором заранее заданное соответствующее деформации расстояние в состоянии фиксации изменяется вдоль направления, перпендикулярного первому направлению (х).
9. Устройство (14) по п.4, в котором заранее заданное расстояние (29), соответствующее деформации в центре, меньше заранее заданных расстояний (31), соответствующих деформации на концах.
10. Способ удерживания (операция Е) участка трубы из упаковочного материала во время сварки для получения верхнего поперечного сварного шва трубы, при этом указанный участок расположен между верхним поперечным сварным швом и нижним поперечным сварным швом трубы, включающий в себя регулирование (операция С) поперечного сечения первой части участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь первую протяженность трубы в первом направлении, по существу перпендикулярном продольному направлению трубы, отличающийся тем, что способ дополнительно включает в себя регулирование (операция D) поперечного сечения второй части указанного участка посредством обеспечения непосредственного контакта с ним с тем, чтобы иметь вторую протяженность трубы в первом направлении, при этом первая часть расположена между нижним поперечным сварным швом трубы и второй частью участка, вторая часть расположена между верхним поперечным сварным швом трубы и первой частью участка, и первая протяженность трубы больше второй протяженности трубы.
11. Способ по п.10, в котором верхний и нижний поперечные сварные швы по существу параллельны друг другу и по существу перпендикулярны первому направлению.
12. Способ по любому из пп.10 и 11, дополнительно включающий в себя перемещение двух противоположных элементов для регулирования объема, которые находятся на расстоянии, соответствующем объему, относительно друг друга для достижения состояния расфиксации (операция I + операция J), в котором труба может перемещаться относительно элементов для регулирования объема, и состояния фиксации (операция В + операция С), в котором первая часть участка трубы расположена с возможностью удерживания ее между элементами для регулирования объема, и, кроме того, включающий в себя размещение элементов для регулирования объема в контакте с наружной поверхностью первой части участка трубы при заранее заданном расстоянии, соответствующем объему, в состоянии фиксации для регулирования поперечного сечения первой части участка.
13. Способ по п.12, дополнительно включающий в себя перемещение двух противоположных деформирующих элементов, которые находятся на расстоянии, соответствующем деформации, относительно друг друга для достижения состояния расфиксации (операция Н + операция J), в котором труба может перемещаться относительно деформирующих элементов, и состояния фиксации (операция В + операция D), в котором вторая часть участка трубы расположена с возможностью удерживания ее между деформирующими элементами, и дополнительно включающий в себя размещение деформирующих элементов в контакте с наружной поверхностью второй части участка трубы при заранее заданном расстоянии, соответствующем деформации, в состоянии фиксации для регулирования поперечного сечения второй части участка.
14. Способ по п.13, в котором каждый из деформирующих элементов расположен у соответствующего одного из элементов для регулирования объема, при этом перемещение одного из элементов для регулирования объема и соответствующего деформирующего элемента включает в себя одно общее перемещение.
| US 3478485 А, 18.11.1969 | |||
| US 3027695 А, 03.04.1962 | |||
| Машина для обработки поваленныхдЕРЕВьЕВ | 1979 |
|
SU829425A1 |
| УСТРОЙСТВО ДЛЯ ПРИДАНИЯ ФОРМЫ И ЗАПЕЧАТЫВАНИЯ ДЛЯ ЛИНИИ УПАКОВКИ ЖИДКИХ ПИЩЕВЫХ ПРОДУКТОВ | 2000 |
|
RU2252903C2 |
| СПОСОБ ПРОИЗВОДСТВА ЗАПЕЧАТАННЫХ УПАКОВОК, СОДЕРЖАЩИХ ЛЬЮЩИЕСЯ ПИЩЕВЫЕ ПРОДУКТЫ, ИЗ ТРУБЫ УПАКОВОЧНОГО МАТЕРИАЛА И УПАКОВОЧНОЕ УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ТАКОГО СПОСОБА | 1999 |
|
RU2253599C2 |

