Изобретение относится к строительству трубопроводного транспорта и может быть использовано для противокоррозионной защиты сварного соединения труб с внутренним защитным покрытием.
Из уровня техники известен способ внутренней противокоррозионной защиты тканевым пластырем сварного соединения труб с заводским внутренним лакокрасочным покрытием. Пластырь представляет собой конструкцию из одного или нескольких слоев стеклоткани, каждый из которых перед наложением на разжимное устройство пропитывается лакокрасочным материалом, близким по природе к материалу заводского внутреннего покрытия трубы.
Для получения армированного покрытия с требуемым комплексом свойств пластырь могут пропитывать различными лакокрасочными материалами.
Известный способ противокоррозионной защиты сварного шва тканевым пластырем осуществляют следующим образом. Перед сваркой поверхность внутреннего заводского покрытия труб со стороны свариваемых концов подвергают механической зачистке металлической щеткой на длине, подлежащей перекрытию стеклотканевым пластырем для обеспечения качественной адгезии между заводским покрытием и пропитывающим пластырь лакокрасочным материалом. Поверхность покрытия обдувают сжатым воздухом для удаления продуктов зачистки и производят сварку труб.
Внутрь последней из сваренных труб с заводским покрытием на штанге с ручным приводом или с помощью механизированного привода вводят разжимное устройство, на наружную поверхность которого предварительно накладывают один или несколько слоев стеклотканевой ленты необходимой длины и ширины, пропитанной соответствующим лакокрасочным материалом. Рабочий эластичный элемент разжимного устройства, на поверхности которого установлен пластырь, раздувают с помощью сжатого воздуха, обеспечивая плотное и равномерное прижатие этого пластыря по всей перекрываемой поверхности сваренных труб с внутренним заводским покрытием. При этом неровности в зоне сварного шва и наличие грата после сварки не снижают качества противокоррозионной защиты сваренных концов труб стеклотканевым пластырем, пропитанным лакокрасочным материалом. На этих участках лакокрасочный материал, выдавливаемый из пластыря при его прижатии разжимным устройством, заполняет все впадины, устраняя воздушную прослойку, и после отверждения лакокрасочного материала образуется монолит. Кроме того, не обязательно обеспечивать качественное сцепление пластыря со сварным швом. Достаточно обеспечить качественное сцепление пластыря с заводским покрытием сваренных труб, а зона сварки будет достаточно защищена за счет барьерного действия самого пластыря, представляющего собой стеклопластик с низкой проницаемостью связующего, роль которого выполняет лакокрасочный материал (RU 2121621 С1, 10.11.1998).
Основными недостатками известного способа внутренней противокоррозионной защиты при строительстве трубопровода сварного соединения труб с внутренним заводским покрытием являются недостаточно надежная противокоррозионная защита сварного шва и прилегающих к нему незащищенных покрытием участков сваренных труб вследствие сорбции полярной водной среды стеклопластиковым пластырем, являющимся полярным материалом. Возможно также неполное заполнение лакокрасочным материалом, выдавливаемым из пластыря при его прижатии разжимным устройством, раковин и неровностей в зоне сварного шва вследствие ограниченного объема этого материала в стеклотканевой ленте (шатровый эффект). В результате могут образоваться воздушные прослойки на границе пластырь - сварной шов, что вызовет разрушение пластыря под действием давления среды, транспортируемой по трубопроводу.
Задачей данного изобретения является повышение качества внутренней противокоррозионной защиты сварного соединения труб с внутренним заводским покрытием, а также упрощение технологии способа.
Поставленная задача решается способом внутренней противокоррозионной защиты сварного соединения труб с внутренним защитным покрытием, включающим предварительную очистку зоны сварного соединения и прилегающих к нему участков внутреннего защитного покрытия, нанесение устойчивого к агрессивным средам связующего состава на бандаж, формирование защитного бандажного пояса после выполнения сварного соединения путем введения в трубу бандажа с последующим его прижатием к внутренней поверхности зоны сварного соединения и отверждение связующего состава в процессе нагрева, в качестве бандажа используют герметизирующий пленочно-волокнистый пластырь из агрессивно-стойких материалов, состоящий из непроницаемой по отношению к агрессивной среде пленки, дублированной с обеих сторон адгезионносвязанным с ней слоем из волокнистого материала, пропитанного в вакуумной камере безрастворительным жидким связующим, близким по химической природе к материалу покрытия труб и образующим устойчивые связи с материалом внутреннего защитного покрытия труб, при этом формирование защитного бандажного пояса осуществляют путем прижатия бандажа к внутренней поверхности сваренных концов труб с частичным перекрытием внутреннего защитного покрытия труб.
В частном случае выполнения способа при установке в вакуумную камеру свернутого в рулон или гармошкой бандажа для пропитки связующим его покрывных слоев из волокнистого материала между соприкасающимися поверхностями бандажа устанавливают проставку с игольчатыми выступами, равномерно распределенными по поверхности проставки, или проставку выполняют в виде сетки.
Кроме того, используют бандаж, состоящий из полипропиленовой или полиэтиленовой пленки, дублированной с обеих сторон адгезионносвязанным с ним слоем нетканого материала из полиэфирных или полипропиленовых волокон или стекловолокон, или их смеси в различном соотношении.
Задача решается также тем, что введение в трубу и прижатие указанного бандажа осуществляют посредством эластичного элемента разжимного устройства в виде шины или рукава, который изготавливают из термостойкой резины, антиадгезионной по отношению к пропитывающему покрывные слои пластыря связующему.
При этом контроль положения разжимного устройства с наложенным на него герметизирующим бандажом относительно изолируемой поверхности сваренных концов труб и контроль качества сформированного бандажного пояса осуществляют с помощью видеоголовки, установленной в передней части разжимного устройства, а предварительный контроль качества сварного соединения перед его изоляцией производят калибром-пробкой, установленной на разжимной головке.
Изобретение поясняется прилагаемым графическим материалом, где изображено устройство для реализации способа и приняты следующие обозначения:
1 - труба;
2 - внутреннее покрытие трубы;
3 - разжимное устройство;
4 - бандаж;
5 - индуктор;
6 - видеоголовка;
7 - калибр-пробка.
Способ осуществляют следующим образом. На внутреннюю поверхность сваренных концов труб 1 с заводским защитным покрытием 2 накладывают с помощью разжимного устройства 3, вводимого внутрь трубы со стороны свободного конца, пленочно-волокнистый бандаж 4, пропитанный с обеих сторон жидким связующим и перекрывающий заводское покрытие за пределами термического влияния на него при сварке.
Положение разжимного устройства относительно сварного шва контролируют с помощью видеоголовки 6, которая установлена на калибре-пробке 7, контролирующей проходное сечение сваренных труб. При контроле проверяется наличие уступов, возникших вследствие несоосности сваренных концов труб, наличие в местах сварки грата, натеков оплавленного металла, препятствующих прохождению разжимного устройства 3 с наложенным на него бандажом 4. Предварительную сушку изолируемой бандажом поверхности сваренных труб до введения разжимного устройства и ускоренное отверждение связующего после прижатия бандажа к поверхности труб осуществляют высокочастотным индуктором (5), установленным на наружной поверхности сваренных труб.
Бандаж представляет собой конструкцию из химически стойкой, непроницаемой по отношению к эксплуатационной среде пленки, дублированной с обеих сторон слоем нетканого волокнистого материала, связанного с пленкой достаточно прочными и устойчивыми в агрессивной среде адгезионными связями и пропитанного жидким связующим.
Для предотвращения образования воздушных пузырей и качественной пропитки покрывных слоев по всей их толщине перед наложением бандажа на разжимное устройство покрывные слои бандажа из нетканого волокнистого материала пропитывают жидким безрастворительным связующим в вакуумной камере. Ширину бандажа выбирают из условия перекрытия заводского внутреннего покрытия сваренных концов труб за пределами термического влияния на него при сварке. Длину бандажа выбирают в зависимости от внутреннего диаметра защищаемого сварного соединения труб с учетом взаимного перекрытия концов бандажа при наложении на трубу.
Перед сваркой рекомендуется зачистить поверхность внутреннего заводского покрытия труб со стороны свариваемых концов на длине, подлежащей перекрытию пленочно-волокнистым бандажом для обеспечения качественной адгезии между заводским покрытием и связующим, пропитывающим покрывные слои бандажа из волокнистого материала. После зачистки поверхность покрытия обдувают сжатым воздухом для удаления продуктов зачистки и производят сварку труб.
Затем на штанге с ручным приводом или с помощью механизированного привода внутрь последней из приваренных труб с заводским покрытием вводят и перемещают до контролируемого с помощью видеоголовки требуемого положения разжимное устройство, на наружную поверхность эластичного элемента которого предварительно накладывают пленочно-волокнистый бандаж необходимой длины и ширины, покрывные слои которого из волокнистого материала определенной плотности предварительно пропитывают в вакуумной камере жидким безрастворительным связующим требуемой вязкости.
Разжимное устройство в виде рабочего эластичного элемента, на который накладывают бандаж, приводят в действие с помощью пневмогидропривода и обеспечивают плотное и равномерное прижатие указанного бандажа по всей внутренней перекрываемой поверхности сваренных концов труб с внутренним заводским покрытием.
При этом неровности, раковины в зоне сварного шва и наличие грата после сварки не снижают качества противокоррозионной защиты сваренных концов труб пленочно-волокнистым бандажом.
На этих участках пропитанный жидким безрастворительным и малоусаживающимся связующим волокнистый материал поверхностных слоев бандажа при его прижатии разжимным устройством заполняет все раковины, неровности, предотвращая образование воздушных прослоек и образуя после отверждения монолит. При этом не обязательно обеспечивать качественное сцепление бандажа со сварным швом. Достаточно обеспечить качественное сцепление бандажа с заводским внутренним покрытием сваренных труб, а зона сварки будет достаточно надежно защищена от доступа агрессивной эксплуатационной среды пленкой, образующей средний слой бандажа.
Предлагаемое изобретение использовано для противокоррозионной защиты сварного соединения труб диаметром 114 мм, толщиной стенки 6 мм с внутренним эпоксидным покрытием по всей длине за исключением концевых участков, длина которых от торца трубы составляла 50 мм.
После выполнения сварочных работ по соединению концов труб на наружную поверхность труб в месте сварки установлен высокочастотный индуктор и поверхность сваренных концов труб с внутренним заводским покрытием нагревают до температуры 120°С.
Трехслойный пленочно-волокнистый бандаж длиной 400 мм и шириной 200 мм устанавливают в вакуумную камеру, его покрывные слои пропитывают жидким безрастворительным эпоксидным связующим требуемой вязкости, после чего бандаж извлекают из вакуумной камеры и устанавливают на наружную поверхность незначительно раздутой сжатым воздухом резиновой полой шины разжимного устройства. Для предотвращения прилипания бандажа к резиновой шине ее поверхность, контактирующую с бандажом, предварительно смазывают тонким слоем силиконовой смазки, обладающей антиадгезионными свойствами.
Разжимное устройство с наложенным на него бандажом вводят с помощью полой штанги внутрь трубы до положения, когда середина шины совпадает с плоскостью сварного шва, о чем свидетельствует изображение на мониторе, передаваемое видеоголовкой, установленной на разжимном устройстве. После этого внутрь резиновой шины подают сжатый воздух по полой штанге, соединенной шлангом с баллоном со сжатым воздухом, что обеспечивает равномерное прижатие бандажа к изолируемой внутренней поверхности сваренных концов труб. После выдержки раздутой шины из термостойкой резины в течение 10 мин при температуре нагрева сваренных концов труб 120°С, создаваемой высокочастотным индуктором, воздух из шины выпускают в атмосферу, разжимное устройство выводят из трубы при одновременном контроле видеоголовкой качества сформированного бандажного пояса. Затем высокочастотный индуктор отключают и демонтируют с наружной поверхности сваренных труб.
Последующая опрессовка сварного соединения труб с одновременным измерением электрического сопротивления между наружной и внутренней изолированной поверхностью сваренных труб подтвердила высокие диэлектрические свойства бандажного пояса, образованного трехслойным пленочно-волокнистым бандажом.
Изобретение относится к строительству трубопроводного транспорта и используется для противокоррозионной защиты сварного соединения труб с внутренним защитным покрытием. Предварительно очищают зону сварного соединения и прилегающих к нему участков внутреннего защитного покрытия, наносят устойчивый к агрессивным средам герметизирующий состав на бандаж, формируют защитный бандажный пояс после выполнения сварного соединения путем введения в трубу бандажа с последующим его прижатием к внутренней поверхности зоны сварного соединения. В процессе нагрева герметизирующий состав отверждается. Бандаж выполнен в виде герметизирующего пленочно-волокнистого пластыря из агрессивно-стойких материалов и состоит из непроницаемой по отношению к агрессивной среде пленки, дублированной с обеих сторон слоем волокнистого материала, пропитанного в вакуумной камере безрастворительным жидким связующим, близким по химической природе к материалу покрытия труб и образующим устойчивые связи с материалом внутреннего защитного покрытия труб. Формируют защитный бандажный пояс путем прижатия бандажа к внутренней поверхности сваренных концов труб с частичным перекрытием внутреннего защитного покрытия труб. Повышает качество противокоррозионной защиты сварного соединения труб с внутренним заводским покрытием. 6 з.п. ф-лы, 1 ил.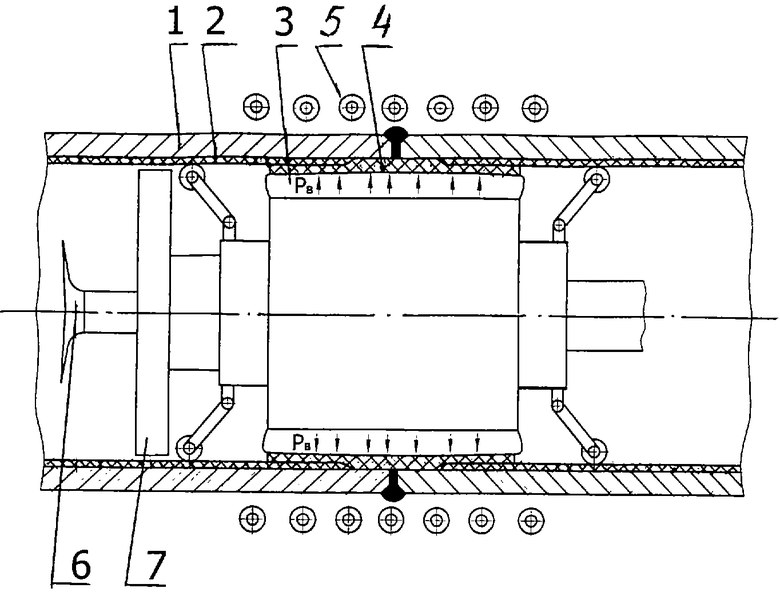
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 1997 |
|
RU2121621C1 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2001 |
|
RU2236633C2 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2001 |
|
RU2218510C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТОБАКТЕРИНА | 0 |
|
SU370193A1 |
| Грузовой компенсатор контактной сети | 1974 |
|
SU499153A1 |

