Изобретение относится к области строительства, а именно к гидроизоляции неразъемных стыковых соединений путем их герметизации, выполняемой при сооружении различных объектов в строительстве, например металлических полых колонн и магистралей, например, для предотвращения коррозии труб. В частности, используется для внутренней противокоррозионной изоляции раструбного сварного соединения труб и трубных фасонных деталей с внутренним защитным покрытием с сохранением проходного сечения трубопровода.
Известен способ гидроизоляции стыкового соединения полых изделий, при котором на открытую с противоположных торцов оболочку, по крайней мере, на части внутреннего периметра, по меньшей мере, на одном из концевых участков оболочки наносят слой герметика или клеевого материала, на поверхности среднего участка может быть выполнено отверстие для подачи воздуха для проверки герметичности соединения после термоусадки (патент РФ №2210658, МПК Е04В 1/64, опубл. 20.08.2003).
Наиболее близким из известных является способ Протасова В.Н. внутренней втулочной противокоррозионной защиты сварного соединения раструбных концов трубных фасонных деталей с внутренним противокоррозионным покрытием, при реализации которого выполняют приварку к соединяемым концам трубных фасонных деталей патрубков с раструбом на свободном конце. Затем наносят защитное противокоррозионное покрытие на внутреннюю поверхность каждой трубной фасонной детали с приваренным патрубком, наносят слой герметика во внутреннюю полость раструба на участок, прилегающий к внутреннему уступу раструба. Затем устанавливают во внутренней полости соединяемых раструбов защитную втулку с уплотнительными кольцами, установленными на ее концевых участках, и термостойкой прокладкой, установленной в средней части наружной поверхности втулки в кольцевой проточке для предотвращения перегрева защитного покрытии при последующей сварке соединяемых концов раструбов. Затем стягивают раструбы до образования требуемого зазора между соединяемыми торцами, производят их сварку. Для контроля герметичности внутренней втулочной противокоррозионной защиты могут производить последующую опрессовку водой (патент РФ №2388961, опубл. 10.05.2010).
Недостатками этого способа являются невозможность обеспечения гарантированного качества в связи с необходимостью нанесения герметика при установке втулки в трассовых условиях, где невозможно обеспечить требуемый контроль качества его приготовления, нанесения и отверждения, а также сложность обеспечения надежной герметичности.
Задача изобретения - повышение герметичности зазора в сопряжении наружной поверхности защитной втулки с внутренней поверхностью раструба для предотвращения попадания агрессивной среды в зону сварного соединения.
Достигается это тем, что в способе внутренней противокоррозионной изоляции с помощью защитной втулки раструбного сварного соединения труб и трубных фасонных деталей с внутренним противокоррозионным покрытием осуществляют размещение во внутренней полости соединяемых раструбов трубы и трубной фасонной детали опорных колец в коррозионностойком исполнении, производят их прижатие по всему периметру к внутреннему бурту раструба и последующее закрепление, затем во внутреннюю полость соединяемых раструбных концов трубы и трубной фасонной детали вводят защитную втулку с эластичными уплотнительными кольцами на ее концевых ступенчатых участках с последующим замыканием этих колец в кольцевой канавке, образуемой при сопряжении наружной поверхности концевого ступенчатого участка защитной втулки с отверстием опорного кольца с последующим сдавливанием эластичных уплотнительных колец сближающимися торцовыми поверхностями канавки при силовом стягивании свариваемых торцовых поверхностей раструбов до достижения требуемой величины зазора под сварку, при этом осуществляют радиально направленную деформацию эластичных уплотнительных колец в сторону внутренней поверхности раструбов с обеспечением плотного прижатия эластичных уплотнительных колец к этой поверхности и обеспечением герметичности зазора между внутренней поверхностью раструба и наружной поверхностью защитной втулки в зоне сварного соединения. При этом закрепление опорных колец могут осуществлять с помощью клея, нанесенного по всему их периметру и/или по внутреннему периметру каждого бурта раструба. И используют защитную втулку, на наружной поверхности средней части которой выполнена проточка, в которой закрепляют теплоизолирующий материал, а диаметр внутренней поверхности равен соответствующему диаметру соединяемых труб.
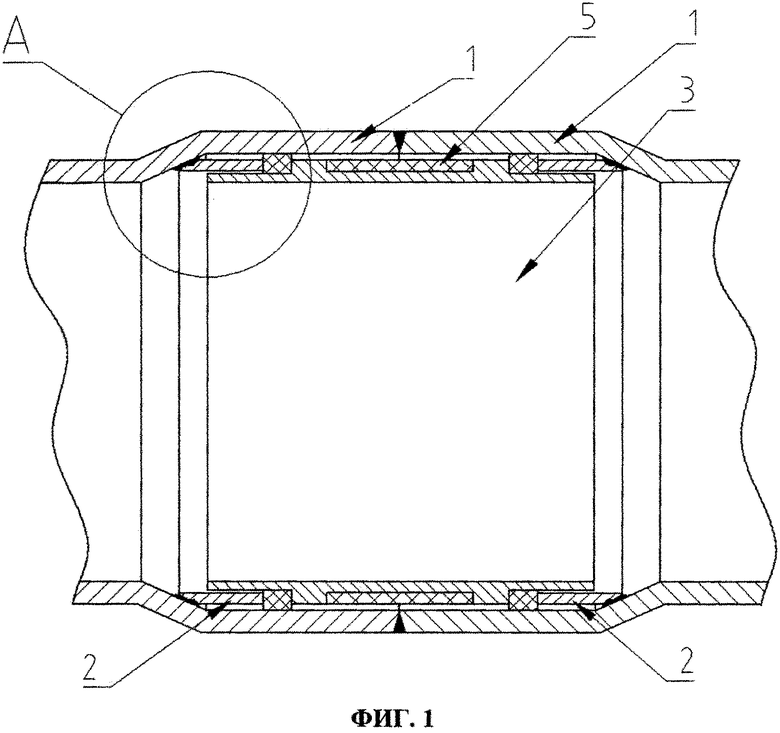
На фиг. 1 представлена схема внутренней противокоррозионной изоляции с помощью защитной втулки раструбного сварного соединения труб и трубных фасонных деталей с внутренним противокоррозионным покрытием;
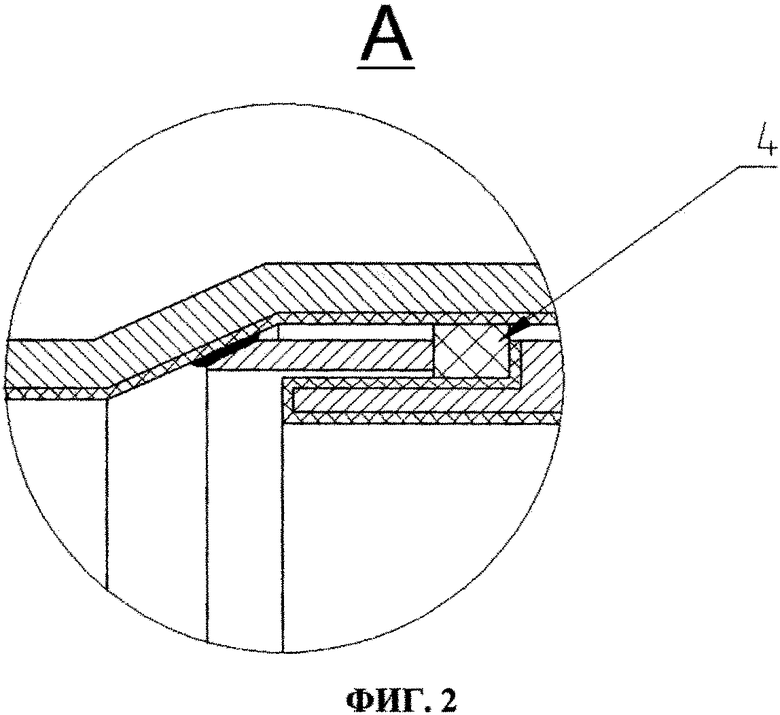
На фиг. 2 - вид А на фиг. 1.
Для реализации способа во внутреннюю полость соединяемых раструбов трубы и трубной фасонной детали с внутренним противокоррозионным покрытием (фиг. 1) устанавливают, прижимают к внутреннему бурту раструба и закрепляют одним из известных методов (например, с помощью клея) опорные кольца (2) в коррозионностойком исполнении. Затем во внутреннюю полость соединяемых раструбных концов трубы и трубной фасонной детали вводят защитную втулку (3) в коррозионностойком исполнении (например, стальную с защитным покрытием). На наружной поверхности концевых ступенчатых участков защитной втулки (3) установлены эластичные уплотнительные кольца (4). При сопряжении наружной поверхности концевого ступенчатого участка защитной втулки (3), на которой установлено эластичное уплотнительное кольцо (4), с отверстием опорного кольца (2) торцовые поверхности опорного кольца (2) и уступа защитной втулки (3) образуют кольцевую канавку, в которой оказывается замкнутым эластичное уплотнительное кольцо (4). На наружной поверхности средней части защитной втулки (3) имеется проточка, в которой закреплен теплоизолирующий материал (5), для предотвращения перегрева внутреннего противокоррозионного покрытия защитной втулки во время сварки соединяемых концов раструбов. После установки защитной втулки (3) в соединяемые раструбные концы трубы и трубной фасонной детали свариваемые торцовые поверхности раструбов сдвигают в осевом направлении навстречу друг другу с помощью силового устройства для создания необходимого зазора между ними для последующей сварки. Во время стягивания раструбов эластичные уплотнительные кольца сдавливаются между сближающимися торцовыми поверхностями опорных колец (2) и уступов защитной втулки (3) внутри образованной ими кольцевой канавки. В результате развивается направленная радиальная деформация эластичных уплотнительных колец в сторону внутренней поверхности раструбов, обеспечивается плотное прижатие эластичных уплотнительных колец к этой поверхности, что обеспечивает высокую герметичность зазора между внутренней поверхностью раструба и наружной поверхностью защитной втулки для предотвращения попадания агрессивной среды в зону сварного соединения. После сжатия раструбов до требуемой величины зазора между их торцовыми поверхностями под сварку осуществляют прихватку сваркой торцов соединяемых концов раструбов, удаляют силовое стягивающее устройство и производят сварку.
Данный способ был апробирован при изготовлении опытных образцов раструбного сварного соединения труб с трубными фасонными деталями диаметром 159 мм и толщиной стенки 8 мм и внутренней противокоррозионной изоляцией сварного соединения защитной втулкой, имеющей на концевых ступенчатых участках эластичные уплотнительные кольца, расположенные в замкнутой канавке, образованной торцовыми поверхностями опорного кольца, закрепленного в раструбе, и уступом защитной втулки. После сжатия раструбов до требуемой величины зазора между их торцовыми соединяемыми поверхностями под сварку и последующей сварки была проведена герметичность зазора между внутренней поверхностью раструба и наружной поверхностью втулки в зоне сварного соединения. Для этого в одном из раструбов было предварительно просверлено отверстие диаметром 4 мм на расстоянии 15 мм от сварного шва, служащее индикатором герметичности зазора в этой зоне при последующей опрессовке. Опрессовка раструбного соединения водой при давлении 15 МПа показала, что течь воды через отверстие в зоне сварного шва отсутствует, как в исходном состоянии, так и после 100 суток выдержки под давлением. Таким образом, гарантированно обеспечивается надежность и качество соединения.
Изобретение относится к области строительства, а именно к гидроизоляции неразъемных стыковых соединений путем их герметизации, выполняемых при сооружении различных объектов в строительстве. Технический результат - повышение герметичности зазора в сопряжении наружной поверхности защитной втулки с внутренней поверхностью раструба. Способ внутренней противокоррозионной изоляции с помощью защитной втулки раструбного сварного соединения труб и трубных фасонных деталей с внутренним противокоррозионным покрытием включает размещение во внутренней полости соединяемых раструбов трубы и трубной фасонной детали опорных колец в коррозионностойком исполнении, производят их прижатие по всему периметру к внутреннему бурту раструба и последующее закрепление. Затем во внутреннюю полость соединяемых раструбных концов трубы и трубной фасонной детали вводят защитную втулку с эластичными уплотнительными кольцами на ее концевых ступенчатых участках с последующим замыканием этих колец в кольцевой канавке, образуемой при сопряжении наружной поверхности концевого ступенчатого участка защитной втулки с отверстием опорного кольца с последующим сдавливанием эластичных уплотнительных колец сближающимися торцовыми поверхностями канавки при силовом стягивании свариваемых торцовых поверхностей раструбов до достижения требуемой величины зазора под сварку. При этом осуществляют радиально направленную деформацию эластичных уплотнительных колец в сторону внутренней поверхности раструбов с обеспечением плотного прижатия эластичных уплотнительных колец к этой поверхности и обеспечением герметичности зазора между внутренней поверхностью раструба и наружной поверхностью защитной втулки в зоне сварного соединения. 2 з.п. ф-лы, 2 ил.
1. Способ внутренней противокоррозионной изоляции с помощью защитной втулки раструбного сварного соединения труб и трубных фасонных деталей с внутренним противокоррозионным покрытием, включающий размещение во внутренней полости соединяемых раструбов трубы и трубной фасонной детали опорных колец в коррозионностойком исполнении, их прижатие по всему периметру к внутреннему бурту раструба и последующее закрепление, затем во внутреннюю полость соединяемых раструбных концов трубы и трубной фасонной детали вводят защитную втулку с эластичными уплотнительными кольцами на ее концевых ступенчатых участках с последующим замыканием этих колец в кольцевой канавке, образуемой при сопряжении наружной поверхности концевого ступенчатого участка защитной втулки с отверстием опорного кольца с последующим сдавливанием эластичных уплотнительных колец сближающимися торцовыми поверхностями канавки при силовом стягивании свариваемых торцовых поверхностей раструбов до достижения требуемой величины зазора под сварку, при этом осуществляют радиально направленную деформацию эластичных уплотнительных колец в сторону внутренней поверхности раструбов с обеспечением плотного прижатия эластичных уплотнительных колец к этой поверхности и обеспечением герметичности зазора между внутренней поверхностью раструба и наружной поверхностью защитной втулки в зоне сварного соединения.
2. Способ внутренней противокоррозионной изоляции по п. 1, отличающийся тем, что закрепление опорных колец осуществляют с помощью клея, нанесенного по всему их периметру и/или по внутреннему периметру каждого бурта раструба.
3. Способ внутренней противокоррозионной изоляции по п. 1 или 2, отличающийся тем, что используют защитную втулку, на наружной поверхности средней части которой выполнена проточка, в которой закрепляют теплоизолирующий материал, а диаметр внутренней поверхности равен соответствующему диаметру соединяемых труб.
| СПОСОБ ПРОТАСОВА В.Н. ВНУТРЕННЕЙ ВТУЛОЧНОЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СОЕДИНЕНИЙ ТРУБНЫХ ФАСОННЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2388961C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1997 |
|
RU2122150C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2000 |
|
RU2162188C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОИЗОЛЯЦИИ СТЫКОВОГО СОЕДИНЕНИЯ | 2002 |
|
RU2210658C1 |
| СПОСОБ ПРОТАСОВА В.Н. ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2007 |
|
RU2328651C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 5104152 A, 14.04.1992. | |||

