Изобретение относится к прокатному производству, а именно, к способам подачи технологической смазки на поверхность прокатных валков при сортовой прокатке профилей.
Известен способ подачи смазки на поверхность прокатных валков [1], в котором для выравнивания износа калиброванных валков при прокатке периодических профилей на участки валка с наибольшим радиусом подают жидкую смазку с повышенными смазывающими свойствами, а на участки того же валка, имеющие минимальный радиус, подают смазку с пониженными смазывающими свойствами.
Недостатком этого способа является невозможность его использования при непериодической прокатке, где участки с максимальным и минимальным радиусами расположены в непосредственной близости. Подача различных жидких смазок на такие участки приводит к их перемешиванию, что снижает эффективность их использования.
Кроме этого, жидкие смазки не находят широкого применения при горячей прокатке, т. к. при непосредственной подаче жидкой смазки в очаг деформации разогреваются подводящие трубопроводы, смазка загустевает и не подается в очаг деформации, а нанесение жидкой смазки вне очага деформации, например, на валок перед прокаткой, возможна только при значительном расстоянии между участками валка с максимальным и минимальным радиусами и при малой скорости прокатки.
Наиболее близким аналогом по технической сущности и достигаемому эффекту к предлагаемому является способ [2], в котором брикет твердой смазки поджимают к калиброванному прокатному валку во время прокатки. Прижатие брикетов к валкам производят с опережением, а отвод - с отставанием по времени на величину, определяемую отношением длины дуги смазочного участка валка до места контакта с ним металла и линейной скорости валка по катающему радиусу.
Недостатком этого способа является то, что износ прокатного валка происходит неравномерно из-за нерациональной подачи смазки, что приводит к уменьшению стойкости валка.
При использовании брикета круглого сечения смазку интенсивно подают на участок валка с минимальным радиусом, где вертикальная проекция контактной поверхности между прокатным валком и брикетом равна диаметру брикета, а на участок валка с максимальным радиусом подают количество смазки, близкое к нулю. При диаметре брикета, равном ширине калибра, площадь контакта при этом превращается практически в точку.
Это приводит к неравномерному износу по ширине прокатного валка. Участок с минимальным радиусом изнашивается меньше, а величина износа валка с максимальным радиусом в несколько раз превышает величину износа на участке с минимальным радиусом.
Стойкость валка резко снижается при заклинивании брикета в направляющем цилиндре, которое происходит от его малоподвижности, попадания окалины и пыли в зазор между брикетом и направляющим цилиндром. Так как контроль подвижности брикета производится только при остановках прокатного стана, которые осуществляются довольно редко, то это приводит к интенсивному износу валка.
Задачей предлагаемого изобретения является повышение стойкости валков за счет выравнивания их износа путем подачи смазки на поверхность валка с учетом рассогласования линейных скоростей прокатываемого профиля и участков калибра, что повышает качество проката.
Поставленная задача достигается тем, что в способе технологической смазки поверхности прокатных валков, при котором брикеты твердой смазки поджимают к валкам во время прокатки, согласно изобретению смазку каждого валка осуществляют двумя брикетами твердой смазки, которые вращают в противоположных друг другу направлениях со скоростью
где nв - число оборотов валка, об/мин;
r - радиус калибра, м;
е - смещение центра кривизны калибра, м;
Δ- зазор между валками, м;
r1 - радиус закругления, м,
при этом направления вращения участков брикета и валка с максимальными радиусами задают в одну сторону.
Другая особенность способа состоит в том, что брикеты твердой смазки смещены относительно друг друга вдоль ручья валка, а оси вращения брикетов развернуты в разные стороны от вертикальной оси калибра валка на угол, опирающийся на 1/4 дуги калибра валка.
Осуществление смазки двумя брикетами твердой смазки, которые вращают с вышеуказанной скоростью, обеспечивает выравнивание линейных скоростей перемещения брикетов относительно поверхности валка на участках с максимальным и минимальным радиусами и подачу одинакового количества смазки на участки валка с максимальным и минимальным радиусами, что приводит к выравниванию износа по ширине валка и тем самым повышает стойкость валка.
Выравнивание линейных скоростей взаимного перемещения брикетов и прокатного валка по линии их контакта происходит за счет вращения брикетов со скоростью
При этом величина линейной скорости брикета по внешнему диаметру (dбp) становится равной половине разности линейных скоростей участков валка с максимальным и минимальным радиусами, а выбранные направления вращения брикетов обеспечивают попутное перемещение брикета с участками валка с максимальным радиусом, что снижает относительную линейную скорость валка до средней величины, и встречное перемещение брикета на участке валка с минимальным радиусом, что повышает относительную скорость валка тоже до средней величины. Значения линейных скоростей перемещения точек поверхности валка относительно поверхности брикета твердой смазки имеют по всей ширине валка практически одинаковую величину.
При вращении брикетов со скоростью, большей заявляемой скорости, уменьшится относительная скорость перемещения на участках валка с максимальным радиусом и увеличится на участке валка с минимальным радиусом. Это приведет к тому, что на участок валка с минимальным радиусом будет подаваться больше смазки, чем на участки валка с максимальным радиусом, где износ будет больше, чем на участке с минимальным радиусом, тем самым снизится стойкость валка.
При вращении брикета со скоростью, меньшей заявляемой скорости, наоборот, увеличатся относительные скорости на участках с максимальным радиусом и уменьшатся на участках валка с минимальным радиусом. Износ валка будет также неравномерным. Он будет больше на участках валка с минимальным радиусом. Это тоже приводит к снижению стойкости валка.
При вращении брикетов в стороны, противоположные указанным в формуле изобретения, разность относительных линейных скоростей между участками валков с максимальным и минимальным радиусами резко возрастает, что приводит к неравномерному нанесению смазки. На участках валка с максимальным радиусом ее будет намного больше, чем на участке валка с минимальным радиусом. Износ на участках валка с максимальным радиусом будет намного меньше износа на участке с минимальным радиусом валка. Это резко снизит стойкость валка.
Предлагаемый способ проиллюстрирован на фиг.1 - 3, где на фиг.1 показана эпюра износа прокатного валка при различных способах смазки; на фиг.2 - схемы подачи смазки и установки брикетов относительно валка; на фиг.3 - эпюры линейных скоростей поверхностей валка и брикета.
На фиг.1 кривой "а" показан характер износа валка без использования смазки, кривой "б" - то же, при смазке согласно наиболее близкому аналогу, кривой "в" - то же, согласно предлагаемому решению.
Прокатный валок имеет максимальный радиус Rmax, минимальный Rmin, катающий радиус Rк и радиус калибра r.
При прокатке сортового проката в калиброванных валках без смазки отмечается повышенное скольжение между прокатываемым металлом и валком по вершине калибра, где валок имеет минимальный радиус (Rmin), и в зоне выпусков, где валок имеет максимальный радиус (Rmax).
В очаге деформации при этом образуются соответственно зоны отставания и опережения. Причина - различные линейные скорости на поверхности валка. На участках с максимальным радиусом они имеют максимальные значения Vmax, на участке, соответствующем минимальному радиусу, они имеют минимальное значение Vmin. При прокатке без смазки это приводить к интенсивному износу указанных участков. На участке валка, соответствующему катающему радиусу Rk , скольжение практически отсутствует (зона прилипания). Здесь отмечается минимальный износ.
Прокатный валок 1 по предлагаемому способу (фиг.2) смазывают брикетами 2, 3 твердой смазки, которые смещены относительно друг друга вдоль ручья валка, а оси вращения брикетов развернуты в разные стороны от вертикальной оси калибра валка на угол, опирающийся на % дуги калибра валка. Брикеты 2, 3 вращают в противоположных друг другу направлениях со скоростью
На эпюре линейных скоростей валка "с" (фиг.3) максимальные линейные скорости валка соответствуют участкам с максимальным радиусом, а минимальные - участку с наименьшим радиусом. На эпюре линейных скоростей поверхностей брикетов "d" (фиг. З) отмечаются максимальные скорости V1 и V3 на периферийных участках брикета, расположенных на расстоянии dбр/2 от оси вращения брикета.
На эпюре "к" (фиг.3) представлен результат сложения эпюр "с" и "d".
Пример осуществления способа.
На трубопрокатной установке 140 ОАО "ЧТПЗ" высота овального калибра третьей клети пятиклетьевого калибровочного стана составляет 159 мм; ширина калибра (В) 164 мм; радиус калибра (r) равен 82 мм; овальность 1,03; смещение центра кривизны калибра (е) равна 2,5 мм; зазор между валками (Δ)-4 мм; радиус закругления (r1) равен 5мм; число оборотов валков (nв) равно 56 об/мин.
Угол между осью вращения брикета и вертикальной осью калибра равен 41,37o; диаметр брикета 110 мм; число оборотов брикетов 39,5 об/мин.
При подаче смазки по предлагаемому способу брикеты смещены относительно друг друга вдоль ручья валка, поэтому время опережения (отставания) для первого брикета равно 0,25 с, для второго - 0,43 с. Это обеспечивает равномерное распределение смазки в очаге деформации.
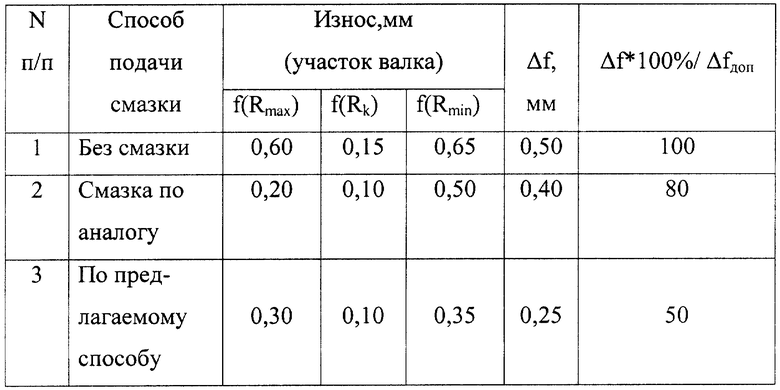
Для определения величины износа валков при различных способах подачи смазки на поверхность прокатных валков было прокатано по 500 т труб одного сортамента. При прокатке труб такого количества труб без смазки величина износа достигла максимально допустимого значения (Δfдоп).
Результаты испытаний сведены в таблицу, в которой представлены величины абсолютного износа (f) в мм при различных способах подачи смазки на характерных участках валка, т.е. на участках с максимальным, минимальным и катающим радиусами, и величина разности (Δf) максимального и минимального износа валка, по которой производится оценка износа, в абсолютных (мм) и относительных (%) единицах.
Анализ полученных данных показывает, что износ выравнивается по ширине валка при подаче смазки по предлагаемому способу. Стойкость валка увеличивается в 1,6 раза.
При подаче смазки по предлагаемому способу не отмечалось заедания брикетов, что увеличивает эффективность смазки, выравнивает износ и повышает стойкость валков.
Предлагаемый способ целесообразно использовать при прокатке сортовых профилей в металлургической и машиностроительной промышленности.
Источники информации, принятые во внимание
1. А. с. СССР 1279724, М. Кл.4 В 21 Н 8/00. Способ производства периодических профилей, от 30.12.86 г.
2. Патент России 1773512, М. Кл.5 В 21 В 17/02. Способ продольной прокатки труб, от 07.11.92 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2002 |
|
RU2225763C1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 2003 |
|
RU2238808C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ РУЧЬЕВОГО КАЛИБРА | 1992 |
|
RU2025157C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 2000 |
|
RU2170632C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198043C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ В ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПАРАХ ВАЛКОВ ПЕРЕМЕННОГО РАДИУСА | 1998 |
|
RU2129926C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2002 |
|
RU2212290C1 |


Использование: прокатное производство, подача смазки при сортовой прокатке. Задача: повышение стойкости валков путем подачи смазки на поверхность валка с учетом рассогласования линейных скоростей прокатываемого профиля и участков калибра. Сущность изобретения: в способе брикеты твердой смазки поджимают к валкам во время прокатки. Смазку каждого валка ведут двумя брикетами, которые вращают в противоположных друг другу направлениях со скоростью
где nв - число оборотов валка, об/мин; r - радиус калибра, м; e - смещение центра кривизны калибра, м; Δ- зазор между валками, м; rl - радиус закругления, м, при этом направления вращения участков брикета и валка с максимальными радиусами задают в одну сторону. Другая особенность способа состоит в том, что брикеты твердой смазки смещены относительно друг друга вдоль ручья валка, а оси вращения брикетов развернуты в разные стороны от вертикальной оси калибра валка на угол, опирающийся на 1/4 дуги калибра валка. Технический результат - увеличение стойкости валка в 1,6 раза. 1 з.п. ф-лы, 1 табл., 3 ил.

где nв - число оборотов валка, об/мин;
r - радиус калибра, м;
е - смещение центра кривизны калибра, м;
Δ - зазор между валками, м;
r1 - радиус закругления, м,
при этом направления вращения участков брикета и валка с максимальными радиусами задают в одну сторону.
| Способ продольной прокатки труб | 1989 |
|
SU1773512A1 |
| Способ производства периодических профилей | 1985 |
|
SU1279724A1 |
| RU 94028614, 27.04.1997 | |||
| US 3837199, 09.01.1973 | |||
| СПОСОБ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ ПРОКАТНОГО ВАЛКА | 1993 |
|
RU2060849C1 |
