Уровень техники
Изобретение относится к способу управления блоком уравнительного цилиндра для обеспечения весового баланса электрододержателей сварочного устройства согласно ограничительной части п.1 формулы и к блоку уравнительного цилиндра в качестве привода для электрододержателей сварочного устройства согласно ограничительной части п.7.
Такие блоки уравнительных цилиндров используются, например, в гидравлических сварочных клещах, известных из DE 20107328 U1. Кроме того, они могут использоваться в клепальных устройствах, ультразвуковых сварочных устройствах и вообще в автоматических манипуляторах, в которых два плеча совершают клещеобразное движение.
В ЕР 0715925 А1 раскрыто цилиндро-поршневое устройство в качестве привода электродов сварочного устройства.
У пневматических сварочных клещей одно плечо удерживают на весу посредством цилиндра за счет переменного соотношения давлений.
Проблема при этом заключается в том, что для каждого зависимого от пространственного положения весового усилия приходится устанавливать и запоминать определенное соотношение давлений.
При этом может быть предусмотрено, что давление в полости цилиндро-поршневого устройства на одной стороне устанавливают с помощью ручного регулятора давления, а на противоположной стороне поршня давление устанавливают посредством пропорционального регулирующего клапана выше или ниже заданного.
В качестве альтернативы каждой из обеих напорных полостей блока уравнительного цилиндра можно управлять посредством пропорционального клапана, чтобы достичь, таким образом, необходимого соотношения давлений и тем самым действующих в двух направлениях усилий. Наконец, чтобы учесть различные весовые усилия, возможно применение пакетов пружин.
Проблема у этих устройств заключается в том, что они на практике функционируют недостаточно уверено и восприимчивы, в частности, к грязи, изменению соотношений сил трения и температурным влияниям.
В основе изобретения лежит задача создания способа управления блоком уравнительного цилиндра для приводимых в действие клещеобразно электродов описанного выше сварочного устройства, с обеспечением точного управления сварочным устройством в различных пространственных положениях независимо от действующих на электроды в этих пространственных положениях весовых усилий.
Далее в основе изобретения лежит задача создания блока уравнительного цилиндра для приводимых в действие клещеобразно электродов сварочного устройства, который был бы невосприимчив к внешним влияниям, таким как износ, трение, изменения температуры, и разность давлений в котором можно было бы устанавливать простым образом и точно, так что весовые усилия, действующие на электроды в любых положениях сварки, могут быть точно установлены.
Преимущества изобретения
Поставленная задача решается посредством способа управления блоком уравнительного цилиндра с признаками п.1 формулы.
Предпочтительные варианты способа являются объектом подчиненных п.1 зависимых пп.2-6.
Основной идеей изобретения является установление весового баланса в различных пространственных положениях электрододержателей за счет управления блоком уравнительного цилиндра посредством высокодинамичного пропорционального клапана с первоначальным регулированием по пути, а затем регулированием по давлению.
При этом после того, как сварочное устройство займет положение сварки, поршень, сначала отрегулированный по пути, перемещают в задаваемое положение, определяют возникающие в этом положении давления в напорных полостях и запоминают в устройстве управления сигналы давления, характеризующие эти давления. Изобретение использует при этом тот факт, что разность давлений для желаемого весового баланса коррелирует с усилием. После этого происходит переключение с регулирования пути на регулирование давления, причем давления в обеих напорных полостях поддерживают постоянными за счет непрерывной регистрации сигналов давления, характеризующих давления в напорных полостях, сравнения с запомненными сигналами давления и управления пропорциональным клапаном в зависимости от сравнения с возможностью поддержания постоянной разности давлений в обеих напорных полостях, в частности при срабатывании блока цилиндра сварочного давления, называемого также цилиндром сварочного давления. Таким образом, верхнее плечо клещей сварочного устройства перемещают посредством сварочного цилиндра, пока оно не упрется в свариваемый лист. Дальнейшее срабатывание сварочного цилиндра оказывает усилие на блок уравнительного цилиндра. Разность давлений в этом положении поддерживается постоянной за счет блока уравнительного цилиндра, в результате чего сохраняется весовой баланс, пока второй электрод за счет дальнейшего срабатывания блока цилиндра сварочного давления не упрется в свариваемый лист, после чего может быть начат процесс сварки.
Давление в обеих напорных полостях предпочтительно регистрируют посредством датчиков давления, которые в предпочтительном варианте могут быть также частью самого пропорционального клапана. В качестве альтернативы может быть также предусмотрена регистрация разности давлений в обеих напорных полостях посредством по меньшей мере одного дифференциального датчика давления. В этом случае необходимо регистрировать и обрабатывать только один сигнал.
Вместо регистрации давления посредством датчиков давления для определения результирующего усилия на цилиндро-поршневом устройстве могут быть также расположены, например, один или несколько датчиков усилия, например динамометрических датчиков, месдоз.
Поставленная задача решается далее посредством блока уравнительного цилиндра для электрододержателей сварочного устройства с признаками п.7. Предпочтительные варианты блока уравнительного цилиндра являются объектом подчиненных п.7 зависимых пп.8-12.
За счет использования высокодинамичного пропорционального клапана, которым управляют с помощью устройства управления сначала в зависимости от сигнала пути, представляющего положение поршня блока уравнительного цилиндра, а затем от двух сигналов давления, представляющих давление в напорных полостях блока уравнительного цилиндра, возможна точная и быстрая реализация баланса весовых усилий.
Предпочтительно пропорциональный клапан содержит электронное устройство управления, в частности, по меньшей мере один микропроцессор, посредством которого происходит регулирование как в зависимости от пути, так и в зависимости от давления.
Вместо микропроцессора могут быть предусмотрены также другие схемные компоненты. В частности, в качестве устройства управления может быть предусмотрена также выполненная чисто принципиально по аналоговой технике управляющая схема и т.п.
Другие преимущества и признаки изобретения являются объектом последующего описания примера его осуществления, изображенного на чертежах, на которых представляют:
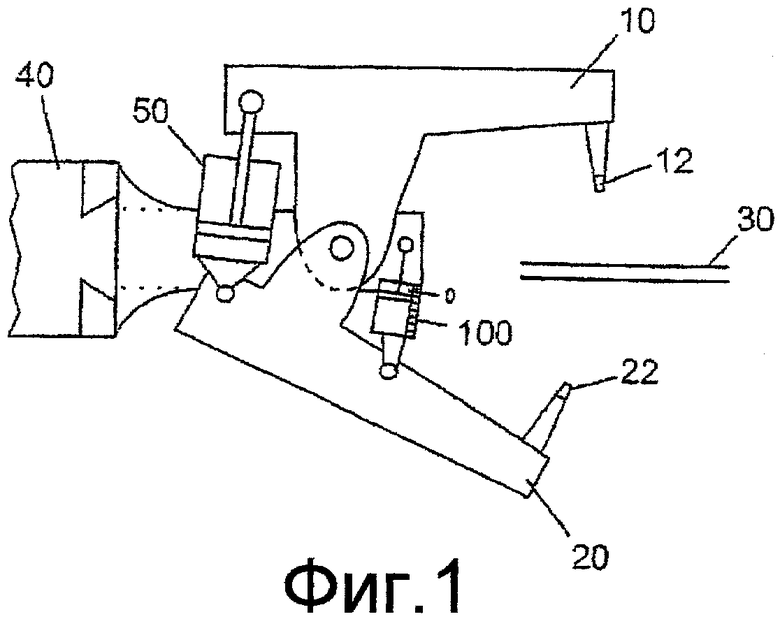
- фиг.1: схематично сварочное устройство с блоком уравнительного цилиндра согласно изобретению для весового баланса электрододержателей сварочного устройства;
- фиг.2: схематично использующий изобретение блок уравнительного цилиндра сварочного устройства по фиг.1;
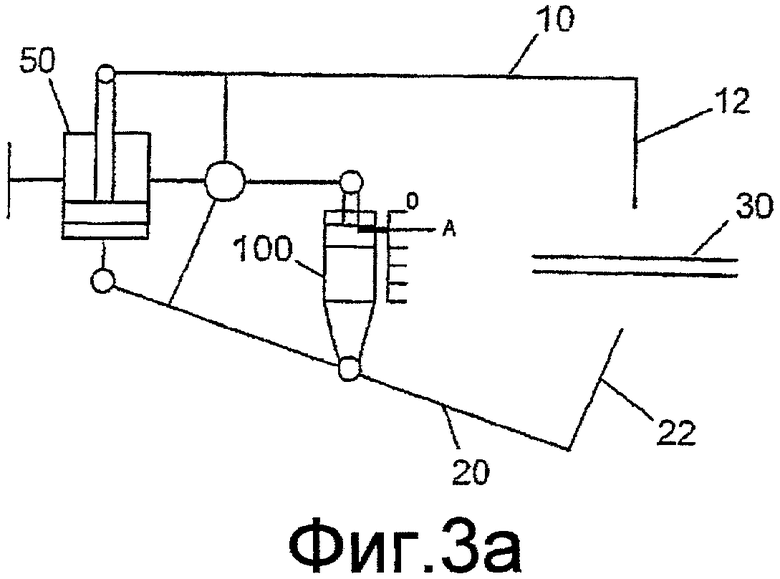
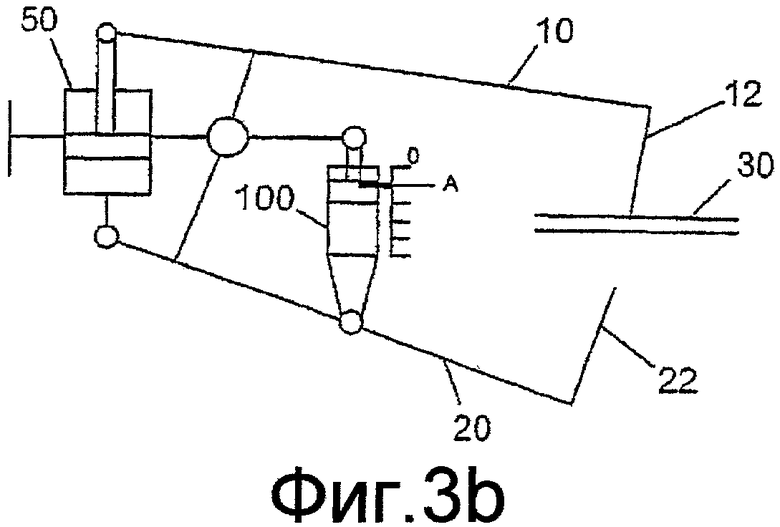
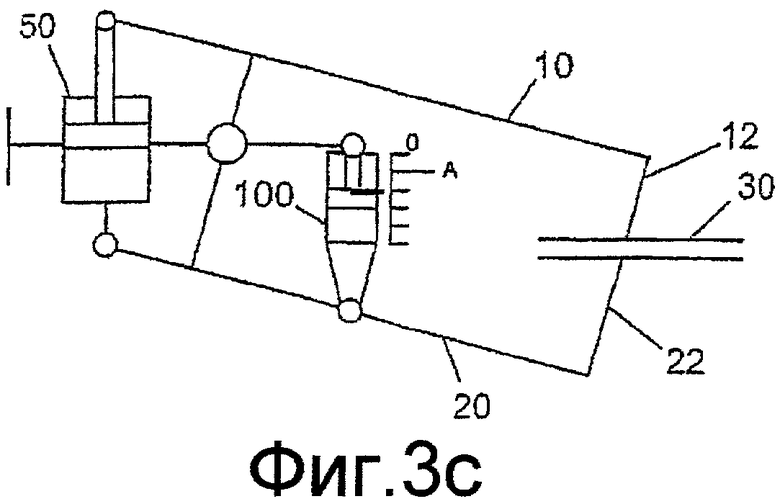
- фиг.3а-3с: схематично различные рабочие положения сварочного устройства из фиг.1 для пояснения принципа функционирования блока уравнительного цилиндра по фиг.2.
Сварочное устройство по фиг.1, называемое также сварочными клещами, содержит два плеча 10, 20, на которых расположены электроды 12, 22 для сварки листов 30. Сварочные клещи расположены, например, на руке 40 робота.
Сварочные клещи приводятся в действие блоком 50 цилиндра сварочного давления. Точная настройка плеч 10, 20 происходит за счет цилиндро-поршневого устройства, обозначенного как блок 100 уравнительного цилиндра.
Блок 100 уравнительного цилиндра схематично изображен на фиг.2. Он содержит цилиндр 100 двустороннего действия и две разделенные поршнем 110 напорные полости 130, 140. В обе напорные полости 130, 140 по напорным линиям 230, 240 подают находящуюся под давлением текучую среду (рабочая среда). Давление в обеих напорных полостях 130, 140 регистрируют посредством датчиков 235, 245 давления, которые могут быть интегрированы в цилиндро-поршневое устройство.
Выдаваемые датчиками 235, 245 сигналы давления подают к устройству управления, например микропроцессору 310, являющемуся частью блока 300 пропорционального клапана.
Блок 300 пропорционального клапана может содержать, например, высокодинамичный 5-линейный 3-позиционный пропорциональный распределитель 305, который в одном своем (показанном) включенном положении подает в напорную полость 130 по линии 230 давление Pmax, приложенное к обозначенному известным самим по себе образом входу 1 блока 300 пропорционального клапана, располагающего дополнительными входами 5, 3 и выходами 4, 2. Выходы соединены с напорными линиями 230, 240. В этом случае напорная полость 130 завоздушена, а напорная полость 140 обезвоздушена.
В другом включенном положении, напротив, напорная полость 140 заполнена рабочей средой, тогда как напорная полость 130 в этом включенном положении обезвоздушена.
Помимо обоих сигналов давления к микропроцессору 310 блока 300 пропорционального клапана подается также сигнал пути от датчика 400 пути системы 410, в зависимости от которого можно также управлять 5-линейным 3-позиционным распределителем 305. К самому микропроцессору 310 управляющие сигналы поступают от вышестоящего блока 500 управления.
Способ управления блоком 100 уравнительного цилиндра в качестве весового баланса для электрододержателей 10, 20 сварочного устройства описан ниже с помощью фиг.3а-3с.
После перемещения сварочного устройства рукой 40 робота в нужное положение сварки микропроцессор 310 посредством 5-линейного 3-позиционного распределителя 305 перемещает поршень 110 из его нулевого положения в положение с (небольшим) заданным значением А. Это происходит посредством регулирования перемещения поршня 110 за счет сигнала пути от датчика 400.
Соответствующее усилие, результирующее из давлений в обеих напорных полостях 130, 140, регистрируют в этом положении поршня 110 посредством обоих датчиков 235, 245 давления или же посредством известного самим по себе дифференциального датчика давления (не показан) и с помощью микропроцессора 310 поддерживают постоянным за счет регулирования 5-линейного 3-позиционного распределителя 305. Полученную при этом разность давлений в обеих полостях 130, 140, соответствующую усилию для нужного весового баланса, запоминают. Заданное значение А положения поршня 110 выбрано при этом так, что он в задаваемом положении позиционирован, например, на несколько миллиметров над упором, обеспечивая, таким образом, регулирование давления, которое было бы невозможно на упоре поршня 110.
Вслед за этим регулирование пути отключают, а разность давления поддерживают постоянной описанным выше образом посредством микропроцессора 310 за счет управления 5-линейным 3-позиционным пропорциональным распределителем 305. Действующее на плечо 20 усилие поддерживают при этом постоянным, в частности независимо от положения плеча 20 в пространстве.
На следующем этапе, показанном на фиг.3b, верхнее плечо 10 сварочных клещей перемещают посредством блока 50 цилиндра сварочного давления так, что его электрод 12 упирается в лист 30. Также в этом случае результирующее усилие, создаваемое блоком 100 уравнительного цилиндра, поддерживают постоянным за счет непрерывного управления пропорциональным распределителем 305.
На последнем этапе, показанном на фиг.3с, нижнее, «парящее» плечо 20 «подтягивают» за счет дальнейшего срабатывания блока 50 цилиндра сварочного давления и результирующего возрастания усилия в блоке 100 уравнительного цилиндра. При этом датчики 235, 245 давления регистрируют любое изменение давления в обеих напорных полостях 130, 140. Как только с одной стороны блока 100 уравнительного цилиндра изменится давление вследствие усилия, возникающего при упоре электродов 12, 22 в лист 30, пропорциональный клапанный блок 300 посредством микропроцессора 310 и высокодинамичного 5-линейного 3-позиционного пропорционального распределителя 305 будет изменять давление за счет завоздушивания/обезвоздушивания обеих напорных полостей 130, 140 до тех пор, пока снова не установится нужное, запомненное соотношение давлений. В результате изменяется положение поршня 110 в цилиндре блока 100 уравнительного цилиндра, т.е. изменяются соотношения объемов обеих напорных полостей 130, 140. Весовой баланс, таким образом, сохраняется.
Блок 50 цилиндра сварочного давления затем снова приводят в действие, пока второй электрод 22 также не упрется в свариваемый лист 30, после чего происходит процесс сварки.
В приведенном выше описании устройство для регистрации результирующего усилия поршня 110 было реализовано за счет регистрации разности давлений. Понятно, что изобретение не ограничено этим. Также может происходить непосредственное измерение усилия, например посредством динамометрического датчика.
Преимущество описанного способа заключается в том, что плечо 20 находится в «парящем» состоянии и только при смыкании сварочных клещей, т.е. при упоре электрода 22 в свариваемый лист 30, в определенной степени «подтягивается» цилиндро-поршневым устройством 100 приблизительно без усилия. Большое преимущество в том, что у каждой сварной точки и в любом пространственном положении баланс устанавливается, таким образом, самопроизвольно и, в частности, без применения метода обучения. Если пространственное положение сварочных клещей не изменяется и за счет этого не изменяются весовые соотношения, то установленное соотношение давлений может быть сохранено и использовано для выполнения других сварных точек.
Большое преимущество также заключается в том, что за счет этого регулирования давления автоматически компенсируются также внешние влияния, такие как износ, трение, изменение температуры или выгорание сменных концов электродов 12, 22.
Изобретение было описано выше с помощью сварочного устройства. Однако понятно, что изобретение не ограничено блоком уравнительного цилиндра для сварочного устройства, а напротив, может найти применение также в других устройствах, таких как клепальные устройства, ультразвуковые сварочные устройства, автоматические манипуляторы и т.п., у которых два плеча совершают клещеобразное движение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЕ КЛЕЩИ | 2009 |
|
RU2449869C2 |
| УПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРЕДОХРАНИТЕЛЬНОГО КЛАПАНА | 1999 |
|
RU2215223C2 |
| СИСТЕМА ГИДРАВЛИЧЕСКОЙ ДРОБИЛКИ С БЕССТУПЕНЧАТЫМ АВТОРЕГУЛИРОВАНИЕМ ХОДА | 2015 |
|
RU2619234C2 |
| УСТРОЙСТВО И СПОСОБ УПРАВЛЕНИЯ КЛАПАНАМИ | 2008 |
|
RU2471078C2 |
| ПОРШНЕВАЯ КОМПРЕССОРНАЯ УСТАНОВКА ДЛЯ ВЫСОКИХ ДАВЛЕНИЙ | 1927 |
|
SU12714A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ И РЕГУЛИРОВКИ РАБОЧИХ ЦИЛИНДРОВ | 1999 |
|
RU2216652C2 |
| СЕЛЬСКОХОЗЯЙСТВЕННОЕ ОРУДИЕ С ЭЛЕКТРОГИДРАВЛИЧЕСКИМИ ЦИЛИНДРАМИ | 2015 |
|
RU2653081C2 |
| РЕГУЛИРОВОЧНОЕ УСТРОЙСТВО ДЛЯ БЛОКА ГИДРАВЛИЧЕСКОГО ЦИЛИНДРА С ОПТИМИЗИРОВАННОЙ ЛИНЕАРИЗАЦИЕЙ | 2015 |
|
RU2682121C2 |
| УСТРОЙСТВО И СПОСОБ УПРАВЛЕНИЯ КОМПРЕССОРОМ (ВАРИАНТЫ) | 2008 |
|
RU2439369C2 |
| АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ РОБОТ | 2002 |
|
RU2224637C1 |
Изобретение относится к способу и устройству установления баланса давления на электрододержателях сварочного устройства и может быть использовано в клепальных устройствах, ультразвуковых сварочных устройствах и в манипуляторах, выполненных в виде клещей. Устройство содержит по меньшей мере один блок цилиндра сварочного давления привода электрододержателей, по меньшей мере один блок (100) уравнительного цилиндра с поршнем (110) и двумя напорными полостями (130, 140) и блок (300) пропорционального клапана для подачи рабочей среды в напорные полости (130, 140). Блок (300) содержит пропорциональный клапан (305) и устройство (310) управления в зависимости от характеризующего положение поршня (110) сигнала пути и/или от двух характеризующих давление в напорных полостях (130, 140) сигналов давления. Способ включает перемещение поршня (110) в задаваемое положение в рабочем положении сварочного устройства посредством действия клапана (305) в зависимости от сигнала пути, определение возникающих в этом положении давлений в напорных полостях (130, 140), запоминание соответствующих сигналов давления в устройстве (310) управления, непрерывную регистрацию сигналов давления, соответствующих давлениям в напорных полостях (130, 140), сравнение с запомненными сигналами давления и управление клапаном (305) для поддержания постоянным результирующего из давления в обеих напорных полостях (130, 140) усилия поршня (110) при срабатывании блока (50) цилиндра сварочного давления. За счет регулирования давления автоматически компенсируются внешние влияния, такие как износ, трение, изменение температуры или выгорание концов электродов. 2 н. и 10 з.п. ф-лы, 3 ил.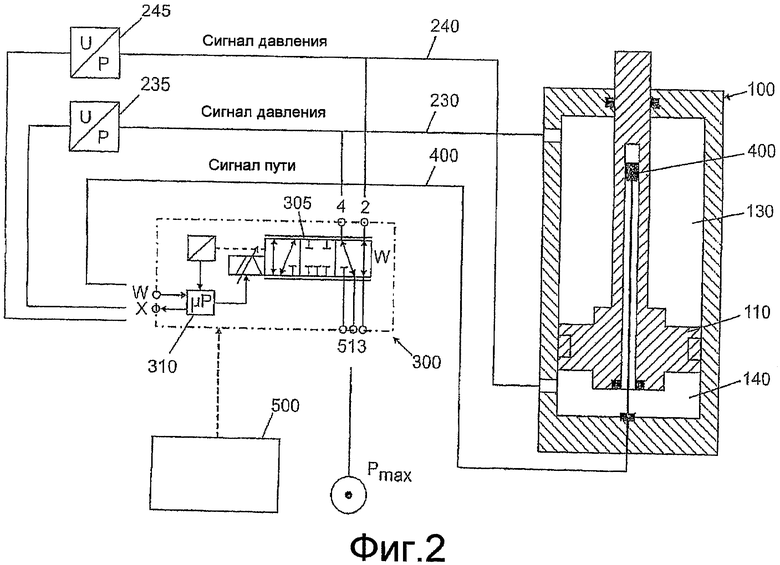
1. Способ установления баланса давления на электрододержателях (10, 20) сварочного устройства, содержащего по меньшей мере один блок (50) цилиндра сварочного давления привода электрододержателей, по меньшей мере один блок (100) уравнительного цилиндра двустороннего действия, содержащего поршень (110) и по меньшей мере две отделенные поршнем (110) напорные полости (130, 140), и блок (300) пропорционального клапана для подачи рабочей среды в напорные полости (130, 140), причем блок (300) пропорционального клапана содержит пропорциональный клапан (305) и устройство (310) управления упомянутым клапаном (305) в зависимости от характеризующего положение поршня (110) сигнала пути и/или от двух характеризующих давление в напорных полостях (130, 140) сигналов давления, включающий в себя перемещение поршня (110) в задаваемое положение в рабочем положении сварочного устройства посредством действия пропорционального клапана (305) в зависимости от сигнала пути, определение возникающих в этом положении давлений в напорных полостях (130, 140), запоминание соответствующих сигналов давления в устройстве (310) управления, непрерывную регистрацию соответствующих давлениям в напорных полостях (130, 140) сигналов давления, сравнение с запомненными сигналами давления и управление пропорциональным клапаном (305) для поддержания постоянным результирующего из давления в обеих напорных полостях (130,140) усилия поршня (110) при срабатывании блока (50) цилиндра сварочного давления.
2. Способ по п.1, отличающийся тем, что давление в обеих напорных полостях (130, 140) регистрируют посредством датчиков (235, 245) давления.
3. Способ по п.2, отличающийся тем, что датчики (235, 245) давления являются частью пропорционального клапана (305).
4. Способ по п.1, отличающийся тем, что разность давлений в обеих напорных полостях (130, 140) регистрируют посредством, по меньшей мере, одного дифференциального датчика давления.
5. Способ по п.1, отличающийся тем, что результирующее усилие поршня (110) регистрируют посредством динамометрического устройства.
6. Способ по п.5, отличающийся тем, что динамометрическое устройство представляет собой месдозу.
7. Устройство установления баланса давления на электрододержателях (10, 20) сварочного устройства, содержащее блок (100) уравнительного цилиндра для привода электрододержателей (10, 20), имеющий, по меньшей мере, две разделенные поршнем (110) напорные полости (130, 140) и блок (300) пропорционального клапана для выборочной подачи в напорные полости(130, 140) рабочей среды, причем блок (300) пропорционального клапана содержит пропорциональный клапан (305) и устройство (310) управления упомянутым клапаном (305) сначала в зависимости от согласованных между собой, характеризующих положение поршня (110) сигналов пути, а затем от характеризующих давление в напорных полостях (130, 140) сигналов давления так, что разность устанавливающихся в напорных полостях (130, 140) давлений в задаваемом положении поршня (110) принимает постоянное значение, представляющее весовое уравнительное усилие, по меньшей мере, одного электрододержателя (20).
8. Устройство по п.7, отличающееся тем, что предусмотрены датчики давления для регистрации давления в обеих напорных полостях (130, 140).
9. Устройство по п.8, отличающееся тем, что датчики давления являются частью пропорционального клапана (305).
10. Устройство по п.7, отличающееся тем, что содержит дифференциальный датчик давления для регистрации разности давлений в обеих напорных полостях (130, 140).
11. Устройство по п,7, отличающееся тем, что устройство управления образовано одним или несколькими из следующих компонентов: микропроцессором, управляющей схемой, выполненной посредством аналоговой схемотехники.
12. Устройство по одному из пп.7-11, отличающееся тем, что устройство (310) управления и пропорциональный клапан (305) расположены в одной детали.
| Устройство для измерения линейных деформаций армированных конструкций | 1977 |
|
SU715925A1 |
| Устройство для выравнивания давления на электродах многоточечной контактной машины для рельефной сварки | 1989 |
|
SU1673344A2 |
| Машина для контактной точечной сварки | 1990 |
|
SU1722743A1 |
| Привод сжатия электродов машин контактной сварки | 1982 |
|
SU1055608A1 |
| Пожарный извещатель | 1980 |
|
SU892458A1 |
| Головка для контактной точечной сварки | 1985 |
|
SU1349926A1 |
| Система регулирования температуры в кондиционируемом отсеке летательного аппарата | 1986 |
|
SU1385427A1 |
| US 5906755 A, 25.05.1999 | |||
| US 4712470 A, 15.12.1987. | |||

