Изобретение относится к сварке, а именно к оборудованию для выравнивания давления на электродах многоточечных контактных машин для рельефной сварки
Цель изобретения - повышение эксплуатационной надежности путем поддержания постоянного заданного режима теплообмена при колебаниях температуры рабочей среды и температуры охлаждающей жидкости
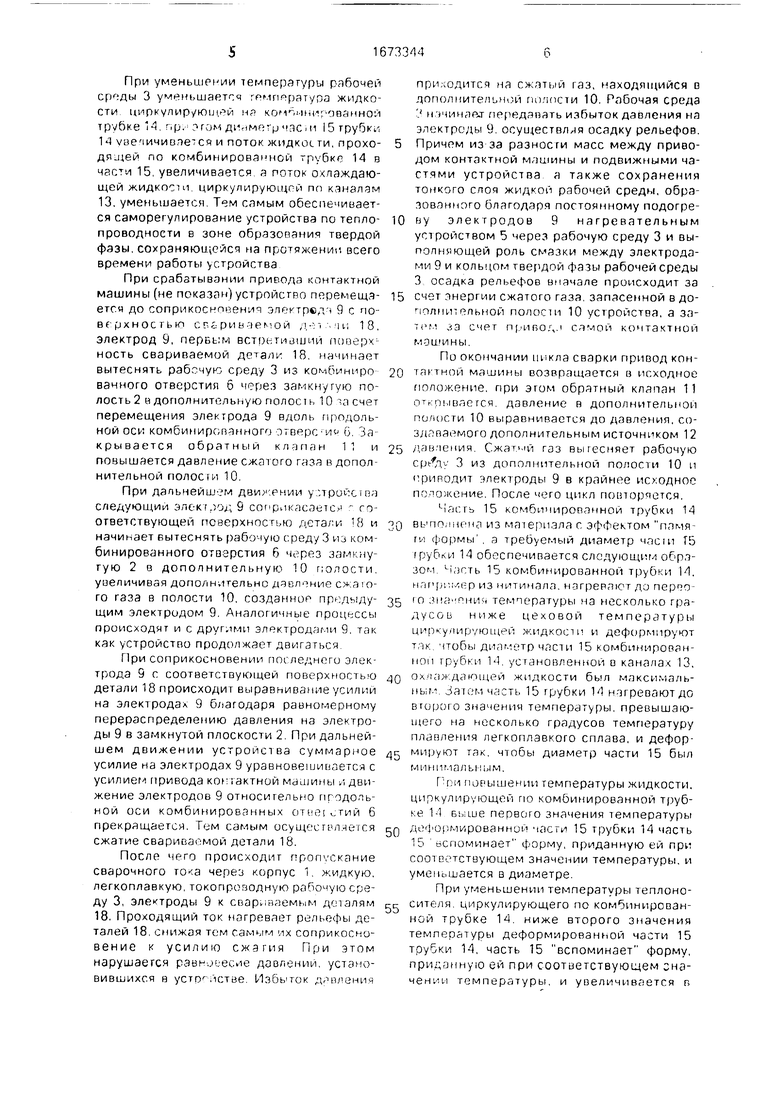
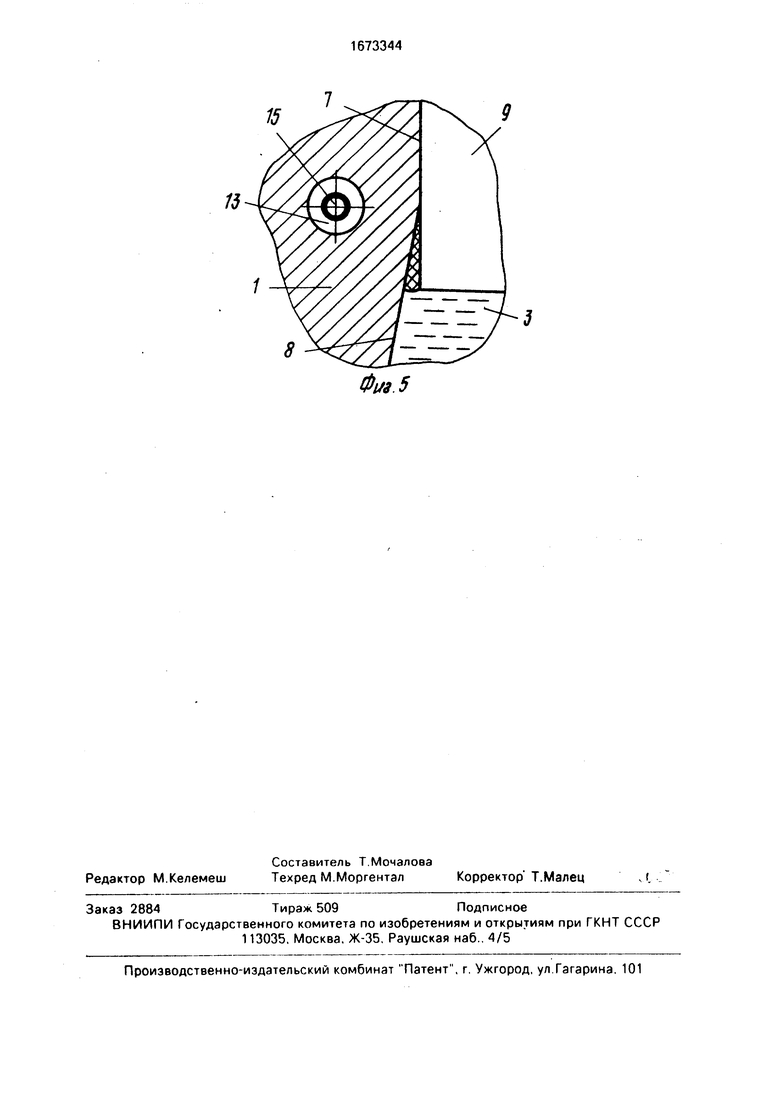
На фиг 1 изображено предлагаемое устройство, общий вид; на фиг 2 устройство, продольный разрез, на фиг.З - разрез А-А на фиг 2, на фиг 4 - зона кристаллизации рабочей среды в момент, когда диаметр одной части комбинированной трубки максимальный, на фиг.5 - то же когда диаметр этой же части трубки минимальный.
Устройство состоит из составного корпуса 1, образующего замкнутую полость 2, заполненную рабочей средой з,представляющей собой токопроводящии легкоплавкий сплав, например, на основе галлия с т.пл. 30-35°С В корпусе 1 имеется дополнительная полость 4, в которой размещено нагревательное устройство 5. В корпусе 1 выполнены комбинированные сквозные отверстия 6 в виде цилиндрической части 7 и конической части 8 с большим диаметром, обращенным в сторону замкнутой полости 2 В комбинированных сквозных отверстиях 6 находятся электроды 9, состоящие из элек- трододержателей и электродов, установлен- ные с возможностью свободного перемещения вдоль продольных осей отверстий 6 и относительно друг друга В корпусе 1 также выполнена дополнительная полость 10, связанная с замкнутой полостью 2, а через обратный клапан 11 с дополнительным источником 12 давления Кроме того, в корпусе 1 выполнены каналы
13для циркуляции охлаждающей жидкости.
Устройство содержит комбинированную трубку 14, одна часть 15 которой размещена в каналах 13 для циркуляции охлаждающей жидкости и выполнена из материала с эффектом памяти формы, например, нитинола а вторая часть 16 трубки
14расположена в замкнутой полости 2. заполненной рабочей средой 3 и соединена с источником 17 охлаждающей жидкости В зоне действия электродов 9 установлены свариваемые детали 18
Устройство работает следующим образом
В исходном состоянии рабочая среда 3, представляющая собой токопроводный, легкоплавкий сплав, находится в замкнутой полости 2, электроды 9 расположены в комбинированных скнозных отверстиях 6 погружены в рабочую среду 3 свариваемые детали 18 закреплены в зоне действия устройства
Затем включается нагреватель 5 и находящаяся в замкнутой полости 2 рабочая среда 3 нагревается до жидкого состояния Сжатый (аз подается в дополнительную полость 10, при этом рабочая среда 3
0 перемещает электроды 9 в крайнее исходное положение одновременно с этим по каналам 13 и по комбинированной трубке 14 начинает циркулировать охлаждающая жидкость с цеховой температурой, подава5 емая от источника 17, при этом часть 15 комбинированной трубки 14,находящаяся в каналах 13, имеет максимальный диаметр
Одновременно с этим процессом часть
0 16 комбинированной трубки 14 в замкнутой полости 2 нагревается от рабочей среды 3 и передает тепло жидкости, циркулирующей по трубке 14 Нагретая жидкость поступает в часть 15 комбинированной трубки 14, име5 ющую максимальный диаметр в каналах 13, при этом происходит постепенное уменьшение диаметра части 15, выполненной из материала с эффектом памяти формы, комбинированной трубки 14, при этом уве0 личивается поток жидкости, циркулирующий по каналам 13
У верхнего основания усеченного конуса комбинированного отверстия б за счет охлаждения рабочей среды 3, нагретой до
5 жидкого состояния, происходит образование твердой фазы рабочей среды 3 благодаря охлаждению ее охлаждающей жидкостью, циркулирующей по каналам 13 с цеховой температурой, за счет чего обра0 зуется кольцо твердой фазы, выполняющей роль уплотнения в местах сопряжения электродов 9 с цилиндрической поверхностью 7 комбинированных отверстий 6, что приводит к герметизации замкнутой полости 2.
5 Объем твердой фазы определяется динамическим равновесием между вводимым теплом от нагревателя и отбором тепла охлаждающей жидкостью и сохраняется на протяжении всего времени работы
n устройства так как при увеличении температуры рабочей среды 3, находящейся в замкнутой полости 2, увеличивается температура жидкости, циркулирующей по комбинированной трубке 14, при этом
c часть 15 трубки 14 уменьшается в диаметре и поток нагретой жидкости, проходящей по комбинированной трубке 14 в части 15 уменьшается, а поток охлаждающей жидкости, циркулирующей по каналам 13, увеличивается
При уменьшении температуры рабочей срг ды 3 уменьшается грмп°ратура жидкости циркулирующей н Ч.ОМТ1Ы ованнои трубке 14 пр. -гом пси 15 трубка 14 зег ичивте сч и поток жидкости, проходящей по комбинированной трубкг 14 в части 15 увеличивается а поток о лаждаю- щей жидкости циркулирующей по каналам 13. уменьшается Тем самым обеспечивается саморегулирование устройства по теплопроводности в зоне образования твердой фазы сохраняющейся на протяжении всего времени работы устройства
При срабатывании привода контактной машины (не показан) устройство перемещается до соприкосновения элрктрвд 9 с по- Вбрхностью с. г г р и в е г о и , i н, 18 электрод 9, первом встсн-тиашии поверх ность свариваемой детали 18 начинает вытеснять рабочую среду 3 из комбиниро ванного отверстия б чорез замкнутую полость 2 и дополнительную полость 10 та СЧРТ перемещения электрода 9 вдоль продольной оси комбинированного пвррс ИР о За к р ы в а е т с я обратный клапан 11 и повышается давление сжатого газа в допол нительной полосы 10
При дальнейшем ении у следующий элскг,)0/; 5 соприкасается го ответствующей поверхностью лета/ и 18 и начинает вытеснять рабо ую с реду 3 nj ком бинированного отверстия 6 черрз гую 2 в дополнительную 10 полости увеличивая дополнительно давление о а того газа в полости 10 созданное пр -дыду- щим электродом 9 Аналогичные процессы происходят и с другими элрктродапи9 так как устройство продолжает двигаться
При соприкосновении not ледногоэлек трода 9 с соответствующей поверхностью детали 18 происходит выравнивание усилии на электрода 9 благодаря равномерному перераспределению давления на электроды 9 в замкнутой плоскости 2 При дальнейшем движении устройства суммарное усилие на электродах 9 уравновешивается с усилием привода ко .актной машины и дви жение электродов 9 относительно пгодоть ной оси комбинированных тий 6 прекращается Тем самым осуш/ч п л-тслся сжатие свариваомой детали 18
После чего проислодит пропускание сварочного то а через корпус 1 жидкую легкоплавкую токопрочодную рабочую среду 3, электроды 9 к свариваемым деталям 18 Проходящий ток нагревает рельефы деталей 18 снижая том самым чх соприкосновение к усилию сжатия При этом нарушается равняете давлении установившихся в усто -истве Избыток давления
при удится на оатыи газ, находящийся в дополнительной гюг1ости 10 Рабочая среда н 1 iiinaej передавать избыток давления на электроды 9 осуществляя осадку рельефов
Причем из за разности масс между приводом контактной машины и подвижными частями устройства а также сохранения тонкого слоя жидкой рабочей среды, образованного благодаря постоянному подогре0 ну электродов 9 нагревательным устройством 5 через рабочую среду 3 и выполняющей роль смазки между электродами 9 и кольцом твердой фазы рабочей среды 3 осадка рельефов вначале происходит за
5 счет чнергии сжатого газа запасенной в дополнительной полости 10 устройства, а затем лэ счет п(иво.г, i самой контактной мэшины
По окончании никла сварки привод кон0 машины возвращается в исходное положение при этом обратный клапан 11 птгпмвлегся давление в дополнительной погости 10 выравнивается до давления, создаваемого дополнительным источником 12
5 днв ения Сжатии газ вытесняет рабочую
3 из дополнительной полости 10 и
приводит электроды 9 в крайнее иооднос
потО Кение После чего цикл повторяется
Часть 15 комбинированной трубки 14
Q вь по ыено из материала с эффектом памя v ({ормы а требуемый диаметр части 15 г рубки 14 обеспечивается следующим образом Чагть 15 комбинированной трубш 14. nini i it р из нитинала нагревают до
5 10 на nHini температуры на несколько граду с о ь ниже цеховой температурь, циркулирующей жидкости и деформируют т (тобы диаметр части 15 комбинированном гг;бки 14 установленной в канала 13,
Q охмах дающей жидкости был максималь- Hbif Чс сть 15 трубки 14 нагревают до второго значения температуры превышающего на несколько градусов температуру плавления легкоплавкого сплава, и дефор
5 миру ют так чтобы диаметр части 15 был минимальным
Г г и повышении температуры жидкости. циркулирующей по комбинированной труб- k e 1 1 БЬ ше первого значения температуры
g дО 1ю( Мированнои части 15 трубки 14 часть 15 вспоминает орму приданную ей при соответствующем значении температуры и уменьшается в диаметре
При уменьшении температуры теплонос сите ля циркулирующего по комбинированной трубке 14 ниже второго значения темпеоатуры деформированной части 15 тоубки 14, часть 15 вспоминает форму, приданную ей при соответствующем сна- чении температуры и увеличивается в
диаметре, тем самым обеспечивается динамическое равновесие между вводимым теплом от нагревателя и отбором тепла отлаждающей жидкостью, причем динамическое равновесие устанавливает объем твердой фазы на протяжении всего времени работы устройства и обеспечивает уплотнение электродов в местах сопряжения с цилиндрической поверхностью комбинированных отверстий.
Таким образом, изобретение позволяет повысить эксплуатационную надежность за счет обеспечения саморегулирования устройства по теплопроводности в зоне образования твердой фазы, выполняющей роль уплотнения, а также поддерживать постоянный заданный режим при колебаниях тем0
5
пературы рабочей среды и температуры охлаждающей жидкости.
Формула изобретения Устройство для выравнивания давления на электродах многоточечной контактной машины для рельефной сварки по авт. св. № 1544536, отличающееся тем, что, с целью повышения эксплуатационной надежности, оно снабжено трубкой, соединенной с источником охлаждающей жидкости, одна часть которой размещена в каналах для циркуляции охлаждающей жидкости и выполнена из материала с эффектом памяти формы, а другая часть трубки расположена в замкнутой полости, заполненной рабочей средой.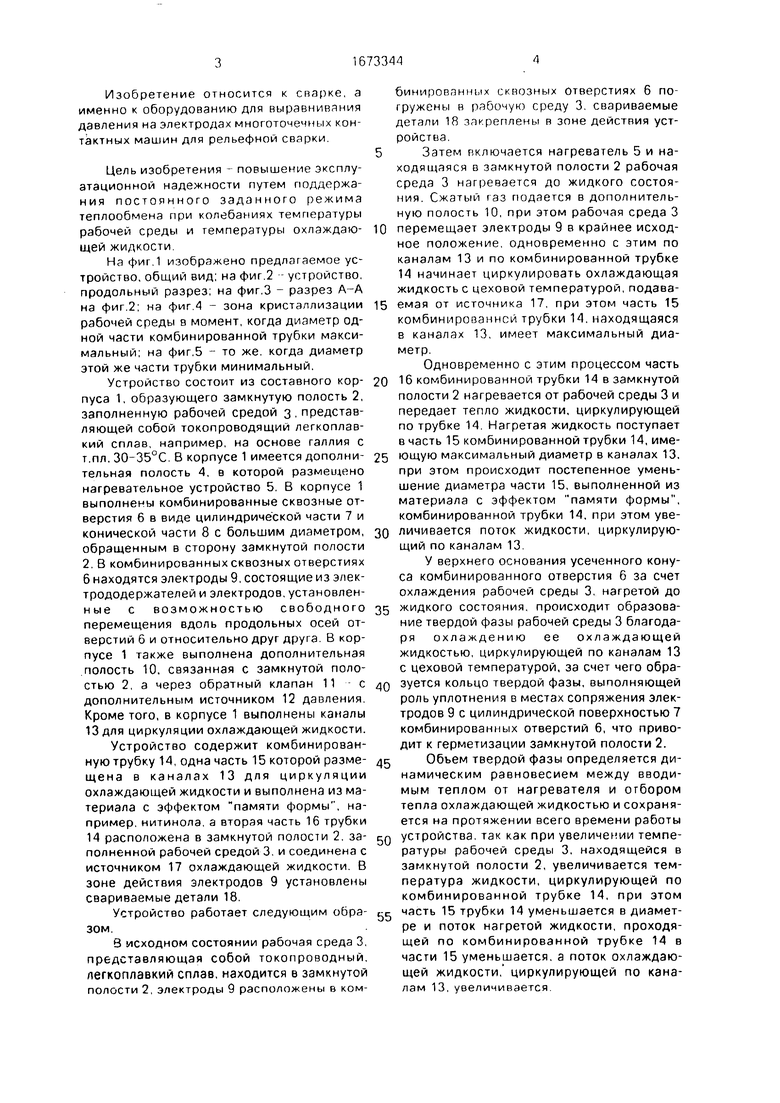
Изобретение относится к сварке, а именно к оборудованию для выравнивания давления на электродах многоточечных контактных машин для рельефной сварки. Цель изобретения - повышение эксплуатационной надежности. Рабочая среда 3 представляет собой токопроводный, легкоплавкий сплав, находящийся в замкнутой полости 2. Включением нагревателя 5 нагревают рабочую среду 3 до жидкого состояния. Подают сжатый газ в полость 10. Охлаждающая жидкость циркулирует по каналам 13 и по комбинированной трубке, часть 15 которой выполнена из материала с эффектом памяти формы. У верхнего основания отверстия 6 за счет охлаждения рабочей среды 3 происходит образование твердой фазы, выполняющей роль уплотнения, что приводит к герметизации замкнутой полости 2. При срабатывании привода контактной машины устройство перемещается до соприкосновения электродов 9 с поверхностью свариваемой детали 18. Пропускают импульс тока. При уменьшении температуры теплоносителя, циркулирующего по комбинированной трубке, часть 15 вспоминает форму, приданную ей при соответствующем значении температуры, и увеличивается в диаметре, тем самым обеспечивается динамическое равновесие между вводимым теплом от нагревателя и отбор тепла охлаждающей жидкостью. 5 ил.
Фиг. У
п
15
1
А-А
Фиг.4
15
8
Фм.5
| Устройство для выравнивания давления на электродах многоточечной контактной машины для рельефной сварки | 1988 |
|
SU1544536A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
