От лнеЈмосе/яи
сжатия электродов соединен с направляющим устройством 4, Устройство 15 программирования давления рабочей жидкости соединено с гидроцилиндрами 10 и 11 привода обжатия. Привод программирования выполнен в виде двухкамерного цилиндра 16 с поршнем 17, соединенным со штоком 18, Поршневая камера цилиндра 16 выполнена гидравлической Гз и соединена с устройством 15 программирования. Цилиндр 16 со стороны гидравлической камеры Гз шарнирно связан с подвижной консольной балкой 1, а штокрвая камера П.1 связана с камерой П2 пневматического привода 14 усилия сжатия через соединенные параллельно обратный 20 и дросселирующий 21 клапаны, Кронштейн 2 оснащен стопорным устройством 22. Гидравлические камеры цилиндров электродных устройств П и Г2 и привода программирования усилия Гз выполнены с равными диаметрами. Устройство 15 программирования давления рабочей жидкости снабжено распределительным краном 23, установленным вместе соединения трубопроводов24-26 гидравлических камер П - Гз с устройством 15 программирования давления рабочей жидкости. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки | 1989 |
|
SU1738546A1 |
| Машина для контактной точечной сварки | 1988 |
|
SU1648670A1 |
| Машина для контактной точечной сварки | 1991 |
|
SU1825695A1 |
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042485C1 |
| Способ контактной точечной сварки | 1991 |
|
SU1808574A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| Электрод для контактной точечнойСВАРКи | 1979 |
|
SU829371A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ НЕПРЕРЫВНЫХ ПОЛЫХ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206435C2 |
Изобретение может быть использовано для контактной точечной сварки с программированием общего усилия сжатия с обжатием периферийной зоны соединения. Сущность изобретения заключается в том, что машина содержит токопроводящие электроды 6 и 7 и концентрично расположенные вокруг них силовые пуансоны 8 и 9, соединенные с гидроцилиндрами привода обжатия. Пневматический привод 14 усилия
Изобретение относится к сварке, а имен но к устройствам для контактной точечной сварки, и может быть использовано в машиностроении.
Известна машина для контактной точечной сварки, содержащая подвижную, закрепленную на кронштейне корпуса машины посредством направляющего устройства, и неподвижную, смонтированную на корпусе машины, консольные балки с электродными устройствами, состоящими из токопровод ящих электродов, концент- рично расположенных вокруг них силовых пуансонов, соединенных с гидравлическими приводами обжатия, выполненными в виде цилиндров с поршнями, пневматический привод усилий сжатия электродов и устройство программирования давления рабочей жидкости, соединенное трубопроводами с гидравлическими приводами обжатия.
Однако данная машина не. позволяет реализовать способы сварки с обжатием периферийной зоны соединения, так как она не оснащена электродными устройствами с раздельным приложением усилия к центральной и периферийной зонам соединения.
Цель изобретения - расширение техно- л огических возможностей машины.
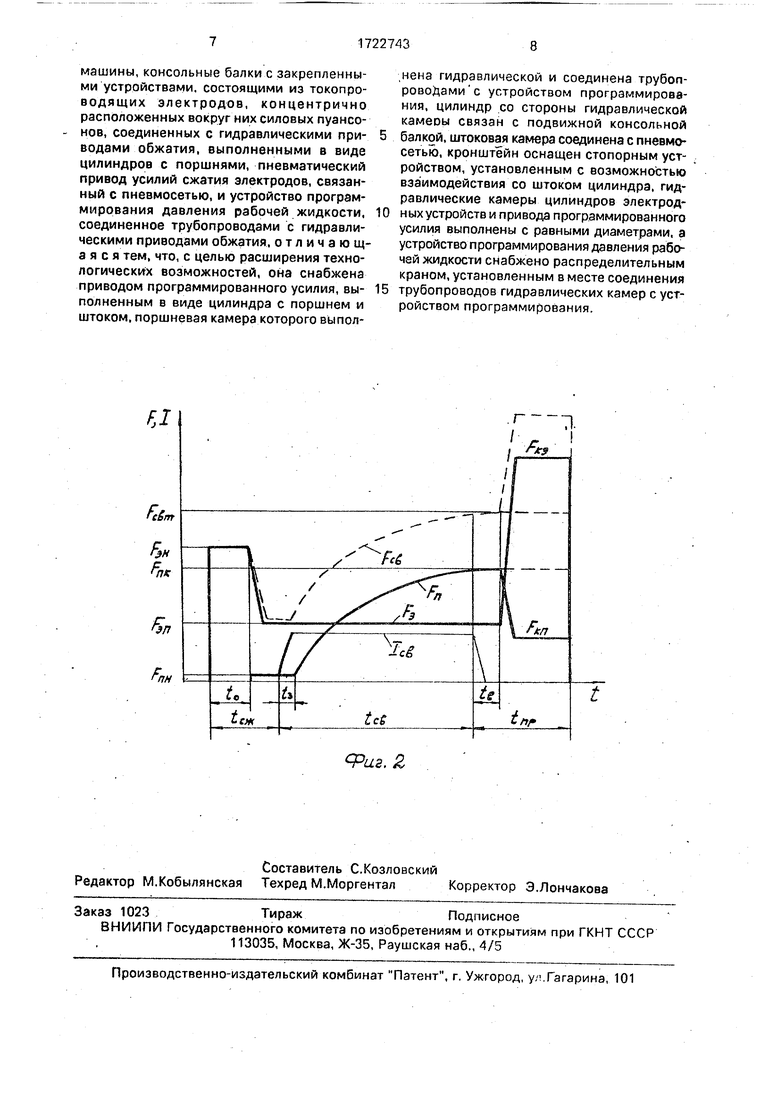
На фиг.1 изображена схема привода усилия сжатия машины для контактной точечной сварки; на фиг.2 - циклограмма работы с программированием общего усилия сжатия деталей.
Машина для контактной точечной сварки содержит подвижную 1, закрепленную на кронштейне 2 корпуса машины 3 посредством направляющего устройства 4, и неподвижную 5, смонтированную на корпусе машины 3, консольные балки с электродными устройствами, состоящими из токопроводящих электродов 6 и 7, концентрично расположенных вокруг них силовых пуансонов 8 и 9, соединенных с гидроцилиндрами привода обжатия, выполненными в виде
кольцевых двустенных цилиндров 10 и 11 с поршнями 12 и 13. Пневматический привод 14 усилия сжатия электродов установлен на кронштейне 2 и соединен с направляющим устройством 4. Устройство 15 программирования давления рабочей жидкости соединено с гидроцилиндрами 10 и 11 привода обжатия.
Машина снабжена приводом программирования, выполненным в виде
двухкамерного цилиндра 16 с поршнем 17, соединенным со штоком 18. Поршневая камера цилиндра 16 выполнена гидравлической Гз и соединена с устройством 15 программирования. Цилиндр 16 со стороны
гидравлической камеры, Гз связан с подвижной консольной балкой 1 посредством шарнирного устройства 19, а штоковая камера Пч связана с камерой пневматического привода 14 усилия сжатия через соединенные параллельно обратный 20 и дросселирующий 21 клапаны. Кронштейн 2 оснащен стопорным устройством 22 в виде рычажного зажимного механизма, установленным с возможностью взаимодействия со штоком
18 цилиндра 16,
Гидравлические камеры П и Г2 цилиндров 10 и 11 привода обжатия и гидравлическая камера Гз цилиндра 16 привода программирования усилия выполнены с
равными диаметрами. Устройство 15 программирования давления рабочей жидкости снабжено распределительным краном 23, установленным в месте соединения трубопроводов 24 - 26 гидравлических камер П Гз с устройством 15 программирования давления рабочей жидкости.
Машина работает, например, при реализации способа сварки с программированием общего усилия сжатия деталей (фиг.2), следующим образом.
В исходном состоянии камера Па заполнена сжатым воздухом с давлением Ре и консольная балка 1 находится в верхнем положении. Давление рабочей жидкости РЖ в гидрокамерах П и Га цилиндров 10 и 11 привода обжатия электродных устройств, а также в гидрокамере Гз цилиндра 16 привода программирования усилия отсутствует, Стопорный механизм 22 включен и шток 18 может свободно перемещаться относительно кронштейна 2. Камера П г цилиндра 16, включенная параллельно камере Па привода 14 усилия сжатия электродов также заполнена сжатым воздухом с давлением Рв, а поршень 17 относительно цилиндра 16 находится в крайнем нижнем положении.
При сварке включается привод 14 усилий сжатия электродов. При этом его рабочая камера заполняется сжатым воздухом с давлением Рв, а из камеры Па воздух выпускается. Консольная балка 1 перемещается к консольной балке 5. Вместе с ней перемещается цилиндр 16 с поршнем 17, так как шток 18 свободно перемещается относительно стопорного механизма 22. При этом воздух из камеры Пт цилиндра 16 выходит через дросселирующий клапан 21, что удерживает поршень 17 в крайнем положении при перемещении привода программирования усилия вместе с консольной балкой 1, . Свариваемые детали 27 сжимаются токо- проводящими электродами 6 и 7 с усилием Рэн. По истечении времени включается привод стопорного механизма 22 и положение штока 18 неподвижно фиксируется относительно кронштейна 2, привод 14 уменьшает усилие сжатия деталей 27 то- копроводящими электродами 6и7отусилия Рэн до Рэп, а от устройства программирования давления рабочей жидкости в гидравлические камеры П и Га цилиндров 10 и 11, а также в гидравлическую камеру Гз цилиндра 16 подается давление Рж, обеспечивающее начальную величину усилия сжатия Рпн на силовых пуансонах 8 и 9 и увеличение на величину Рпн общего усилия сжатия деталей приводом программирования усилия вследствие равенства рабочих площадей гидравлических камер П - Гз.
По истечении установленного времени пропускается импульс тока Св и устройством программирования давления рабочей жидкости давление Рж в гидрокамерах П - Гз изменяется по программе, обеспечивающей изменение усилия на силовых hyanco- нах 8 и 9 и приводе программирования
усилия по кривой Рп от его начальной Рпн до конечной Рпк величины. (Три этом усилие привода программирования суммируется с усилием Рэп привода 14 сжатия электродов 5 и обеспечивает изменение общего усилия сжатия деталей по кривой FCu. а усилие Рэ на токопроводящем электроде, равное разности между Рев и Рп, остается неизменным во время пропускания Св и равным РЭп. По ис0 течении времени после момента окончания ICB устройством 15 программирования давления рабочей жидкости оно уменьшается до величины Рж, обеспечивающей ковочную величину РКП усилия на силовых пуансонах
5 8 и 9, и одновременно приводом 14 усилия сжатия электродов усилие увеличивается до величины Ркэ. По истечении времени проковки устройством программирования давления рабочей жидкости оно уменьшается
0 до нуля.
Выключается стопорный механизм 22 и освобождается шток 18. Воздух из рабочей камеры привода 14 усилия сжатия электродов выпускается, а в камеру Па и камеру П-i
5 цилиндра 16 подается сжатый воздух давлением Рв. При этом подвижная консольная балка 1 перемещается в верхнее положение, а поршень 17 вытесняет жидкость из камеры Гз и перемещается в крайнее ниж0 нее положение.Цикл сварки закончен и машина находится в исходном положении. Распределительный кран 23 имеет три положения. В первом из них к устройству 15 программи5 рования давления рабочей жидкости подключены гидравлические .камеры П и Га цилиндров 10 и 11 и Гз цилиндра 16, что позголяет реализовать цикл сварки с программированием общего усилия сжатия
0 электродов. Во втором гидравлические камеры П и Га цилиндров 10 и 11 подключены и отключена камера Гз цилиндра 16, что позволяет реализовать циклы точечной сварки с изменением усилия обжатия при
5 неизменном общем усилии сжатия деталей. В третьем к устройству программирования давления рабочей жидкости подключается камера Гз цилиндра 16 и отключаются камеры П и Га, что позволяет реализовать цикл
0 сварки без обжатия зоны соединения с программированием усилия сжатия электродов во время импульса тока.
Формула изобретения
Машина для контактной точечной сварки, содержащая подвижную, закрепленную на кронштейне корпуса машины посредством направляющего устройства, и неподвижную, смонтированную на корпусе
машины, консольные балки с закрепленными устройствами, состоящими из токопро- водящих электродов, концентрично расположенных вокруг них силовых пуансонов, соединенных с гидравлическими приводами обжатия, выполненными в виде цилиндров с поршнями, пневматический привод усилий сжатия электродов, связанный с пневмосетью, и устройство программирования давления рабочей жидкости, соединенное трубопроводами с гидравлическими приводами обжатия, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена приводом программированного усилия, выполненным в виде цилиндра с поршнем и штоком, поршневая камера которого выпол,нена гидравлической и соединена трубопроводами с устройством программирования, цилиндр со стороны гидравлической камеры связан с подвижной консольной
балкой, штоковая камера соединена с пневмосетью, кронштейн оснащен стопорным устройством, установленным с возможностью взаимодействия со штоком цилиндра, гидравлические камеры цилиндров электродныхустройств и привода программированного усилия выполнены с равными диаметрами, а устройство программирования давления рабочей жидкости снабжено распределительным краном, установленным в месте соединения
трубопроводов гидравлических камер с устройством программирования.
Риг.Ј
| Козловский С.Н | |||
| и др, Сварочное производство, 1987, № 8, с.8 -9. |
