Изобретение относится к машиностроительной области, в частности к станкостроению, и может быть использовано на автоматических линиях для контактной точечной сварки кузовных деталей автомобиля.
Известны клещи сварочные С-образного типа со встроенным трансформатором ф. «NIMAC», информация о которых выложена в Интернете на сайте www.nimak.de, содержащие корпус с двумя плоскими направляющими и уравновешивающим пневмоцилиндром, который неподвижно закреплен к двум щекам с фланцем. По плоским направляющим перемещается каретка, жестко связанная со штоком уравновешивающего пневмоцилиндра. На каретке закреплен кронштейн, к которому крепится силовой пневмоцилиндр и электрододержатель. В нижней части электрододержателя установлен неподвижный электрод, а в верхней части - подвижный электрод. Управление силовым пневмоцилиндром осуществляется с помощью пневматического блока управления. Сварочный ток к электродам подается от трансформатора через гибкие шины и перемычки, для охлаждения которых в месте их соединения выполнено отверстие для подвода охлаждающей жидкости. В поршневую полость уравновешивающего пневмоцилиндра подается подпорное давление, а в штоковую - уравновешивающее давление.
К недостаткам известных сварочных клещей относятся сложность конструкции, неэффективное охлаждение токоведущих элементов и низкие функциональные возможности, обусловленные подачей одного уравновешивающего давления в штоковую полость уравновешивающего пневмоцилиндра.
Наиболее близкими по технической сущности к предлагаемому изобретению являются клещи сварочные С-образного типа со встроенным трансформатором ф. «ARO», информация о которых выложена в Интернете на сайте www.arotechnologies.com, которые содержат корпус со встроенным уравновешивающим пневмоцилиндром, который жестко закреплен к двум щекам с фланцем. На штоке уравновешивающего пневмоцилиндра закреплен электрододержатель, который фиксируется от проворота двумя фиксаторами. В нижней части электрододержателя установлен неподвижный электрод, а в верхней части закреплен силовой пневмоцилиндр, на штоке которого установлен подвижный электрод. В поршневую полость уравновешивающего пневмоцилиндра подается подпорное давление, а в штоковую - уравновешивающее давление. Управление силовым пневмоцилиндром осуществляется от пневматического блока управления. Сварочный ток к электродам подается от трансформатора через перемычки и гибкие шины, для охлаждения которых в месте их соединения выполнены отверстия для подвода охлаждающей жидкости.
К недостаткам известных сварочных клещей относятся сложность конструкции, неэффективное охлаждение токоведущих элементов и низкие функциональные возможности, обусловленные подачей одного уравновешивающего давления в штоковую полость уравновешивающего пневмоцилиндра.
Создание данного изобретения направлено на упрощение конструкции, повышение надежности за счет повышения эффективности охлаждения токоведущих элементов, а также на расширение функциональных возможностей путем подачи в одну из полостей уравновешивающего пневмоцилиндра двух редуцированных давлений. Для этого сварочные клещи С-образного типа со встроенным трансформатором, содержащие корпус с опорами, установленную на корпусе с возможностью перемещения каретку, на которой жестко закреплены силовой пневмоцилиндр, работающий от пневматического блока управления, и электрододержатель, в нижней части которого установлен неподвижный электрод, а в верхней - подвижный электрод, соединенный со штоком силового пневмоцилиндра и имеющий отверстие для подвода охлаждающей жидкости, уравновешивающий пневмоцилиндр, при этом каждый электрод подвижный и неподвижный подключен к встроенному трансформатору через перемычку и гибкую шину, в местах соединения которых выполнены отверстия для подвода охлаждающей жидкости, снабжены пневматическим блоком управления уравновешивающего пневмоцилиндра, состоящим из пневмораспределителей и соответствующих им редукционных клапанов, подключенных через клапан «ИЛИ» к одной из полостей уравновешивающего пневмоцилиндра. Уравновешивающий пневмоцилиндр закреплен на каретке с возможностью взаимодействия своими поршнями с опорами корпуса, в которых установлены цилиндрические направляющие. Каретка снабжена с одной стороны шарикоподшипниками и установлена с возможностью перемещения по цилиндрическим направляющим, а с другой стороны - опорным роликом, перемещающимся по направляющей, установленной на корпусе сварочных клещей. В перемычке подвижного электрода выполнено дополнительное отверстие для подвода охлаждающей жидкости, соединенное продольным каналом с имеющимся отверстием для подвода охлаждающей жидкости, выполненным в месте соединения перемычки и гибкой шины, а отверстие для подвода охлаждающей жидкости подвижного электрода выполнено в месте крепления к нему гибкой шины. Силовой пневмоцилиндр, каретка и электрододержатель жестко соединены между собой посредством шпилек, проходящих через выполненные в них сквозные соосные отверстия.
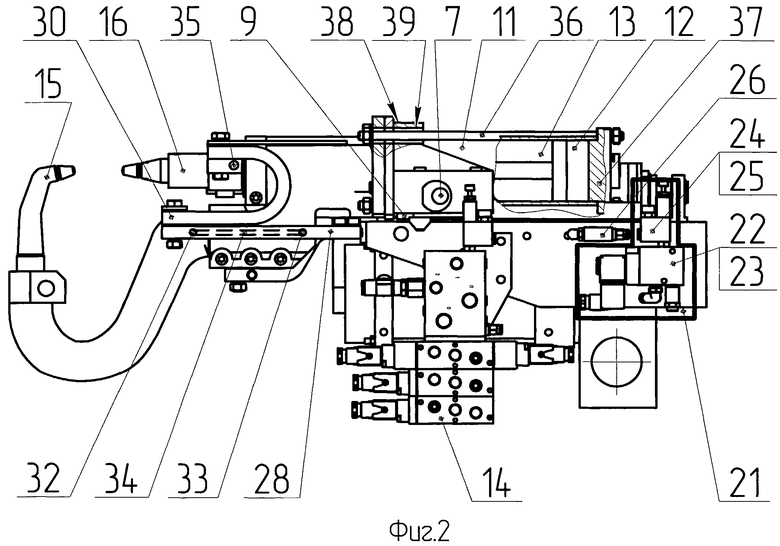
На фиг.1 представлены сварочные клещи, вид спереди; на сриг.2 - вид сзади.
Сварочные клещи состоят из корпуса 1 с опорами 2, встроенного трансформатора 3 и каретки 4 с фланцем 5. С одной стороны каретки 4 установлены шарикоподшипники 6 (см. фиг.1), а с другой - опорный ролик 7 (см. фиг.2). На корпусе 1 установлены цилиндрические направляющие 8, размещенные в опорах 2, и установлена направляющая 9, причем каретка 4 установлена на корпусе 1 с возможностью перемещения на шарикоподшипниках 6 по цилиндрическим направляющим 8 с одновременным перемещением ее опорного ролика 7 по направляющей 9. На фланце 5 каретки 4 закреплен электрододержатель 10 и силовой пневмоцилиндр 11 с полостями 12 и 13, управляемый посредством пневматического блока 14 управления. В нижней части электрододержателя 10 закреплен неподвижный электрод 15, а в верхней - подвижный электрод 16, соединенный со штоком силового пневмоцилиндра 11. Уравновешивающий пневмоцилиндр 17 выполнен двухпоршневым, в одну поршневую полость 18 которого подается подпорное давление, а в другую поршневую полость 19 - уравновешивающее давление, и установлен на каретке 4 с возможностью взаимодействия своими поршнями 20 с опорами 2 корпуса 1. Уравновешивающий пневмоцилиндр 17 работает от пневматического блока управления 21, состоящего из двух пневмораспределителей 22 и 23, соединенных с соответствующими редукционными клапанами 24 и 25, которые подключены через клапан 26 «ИЛИ» к поршневой полости 19 уравновешивающего пневмоцилиндра 17. Подача сварочного тока от встроенного трансформатора 3 к неподвижному 15 и подвижному 16 электродам осуществляется через перемычки 27, 28 и гибкие шины 29, 30 соответственно, при этом в местах соединения перемычки 27 с гибкой шиной 29 неподвижного электрода 15 и перемычки 28 с гибкой шиной 30 подвижного электрода 16 выполнены соответствующие отверстия 31 и 32 для подвода охлаждающей жидкости. В перемычке 28 подвижного электрода 16 выполнены дополнительное отверстие 33 для подвода охлаждающей жидкости и продольный канал 34, соединяющий дополнительное отверстие 33 с имеющимся отверстием 32. В подвижном электроде 16 в месте крепления к нему гибкой шины 30 выполнено отверстие 35 для подвода охлаждающей жидкости. Силовой пневмоцилиндр 11, каретка 4 и электрододержатель 10 жестко соединены между собой посредством шпилек 36, для размещения которых в задней 37 и передней 38 крышках силового пневмоцилиндра 11, во фланце 5 каретки 4 и в электрододержателе 10 выполнены сквозные соосные отверстия 39.
Сварочные клещи работают следующим образом.
Сварочные клещи подводятся к свариваемым деталям и перемещаются от точки к точке с помощью промышленного робота (на чертежах не показан), отрабатывающего заданную его системой управления программу.
Сжатый воздух подводится к пневматическому блоку управления 14, пневматическому блоку управления 21 и в поршневую полость 18 уравновешивающего пневмоцилиндра 17. При включении пневматического блока управления 14 воздух поступает в полость 12 силового пневмоцилиндра 11, его шток выдвигается и перемещает соединенный с ним подвижный электрод 16. При подходе подвижного электрода 16 к свариваемой детали включается один из пневмораспределителей, например пневмораспределитель 22 пневматического блока управления 21, и уравновешивающее давление через редукционный клапан 24 и клапан 26 «ИЛИ» поступает в поршневую полость 19 уравновешивающего пневмоцилиндра 17 (фиг.1). Каретка 4 уравновешивается, свободно перемещаясь на шарикоподшипниках 6 по цилиндрическим направляющим 8, обеспечивая тем самым одновременный подвод подвижного 16 и неподвижного 15 электродов к свариваемой детали. Одновременно с перемещением каретки 4 ее опорный ролик 7 перемещается по направляющей 9 (фиг.2). После сжатия электродов 15 и 16 на них от встроенного трансформатора 3 через перемычку 27, гибкую шину 29 и перемычку 28, гибкую шину 30, соответственно, подается сварочный ток и происходит собственно сварка. По окончании процесса сварки воздух подается от пневматического блока управления 14 в полость 13 силового пневмоцилиндра 11, его шток втягивается, и подвижный электрод 16 возвращается в исходное положение. Отключается пневмораспределитель 22 пневматического блока управления 21, соединяя поршневую полость 19 уравновешивающего пневмоцилиндра 17 с атмосферой, и каретка 4 возвращается в исходное положение за счет подпорного давления в поршневой полости 18 уравновешивающего пневмоцилиндра 17. С целью оптимизации уравновешивания подвижной массы каретки 4 редукционные клапаны 24 и 25 настраиваются на различные уравновешивающие давления и в зависимости от пространственного положения сварочных клещей, системой управления роботом выдается сигнал на попеременное включение соединенных с ними пневмораспределителей 22 или 23. Поэтому при изменении пространственного положения сварочных клещей уравновешивающее давление поступает в поршневую полость 19 уравновешивающего пневмоцилиндра 17 из пневмораспределителя 23 через редукционный клапан 25 и клапан 26 «ИЛИ».
Токоведущие части сварочных клещей в процессе сварки сильно нагреваются и требуют охлаждения, в связи с чем к ним во время работы постоянно подводится через отверстия 31 и 35, дополнительное отверстие 33 и канал 34, соединенный с отверстием 32, охлаждающая жидкость. Причем выполнение отверстия 35 для подвода охлаждающей жидкости к подвижному электроду 16 в месте крепления к нему гибкой шины 30 и выполнение в перемычке 28 подвижного электрода 16 дополнительного отверстия 33 и продольного канала 34, соединяющего дополнительное отверстие 33 с отверстием 32 для подвода охлаждающей жидкости, значительно увеличило площадь охлаждения и повысило его эффективность.
Жесткое соединение силового цилиндра 11, электрододержателя 10 и каретки 4 посредством шпилек 36, проходящих через выполненные в задней 37 и передней 38 крышках силового пневмоцилиндра 11, во фланце 5 каретки 4 и в электрододержателе 10 сквозные соосные отверстия 39, делает каретку 4 открытой с внешней стороны и обеспечивает свободный доступ к силовому пневмоцилиндру 11 без демонтажа других узлов и деталей сварочных клещей.
Таким образом, предлагаемые сварочные клещи обладают простой конструкцией, высокой степенью надежности в работе за счет повышения эффективности охлаждения токоведущих элементов, а также широкими функциональными возможностями, достигаемыми путем подачи в одну из полостей уравновешивающего пневмоцилиндра двух редуцированных давлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Устройство для сварки изделий из полимерных материалов | 1983 |
|
SU1141005A1 |
| Клещи для сварочных точечных машин | 1986 |
|
SU1375421A1 |
| Устройство для прожига летки электропечи | 1982 |
|
SU1092351A1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
Изобретение может быть использовано на автоматических линиях для контактной точечной сварки кузовных деталей автомобиля. Сварочные клещи состоят из корпуса 1 с опорами 2, встроенного трансформатора 3 и подвижной каретки 4. На каретке 4 закреплен электрододержатель 10 с неподвижным 15 и подвижным 16 электродами, силовой пневмоцилиндр 11 и уравновешивающий двухпоршневой пневмоцилиндр 17. В одну поршневую полость 18 пневмоцилиндра 17 подается постоянно подпорное давление, а в другую поршневую полость 19 - попеременно два редуцированных уравновешивающих давления в зависимости от пространственного расположения сварочных клещей. Для эффективного охлаждения токоведущих элементов сварочных клещей изменена схема подвода к ним охлаждающей жидкости: введены дополнительное отверстие 33 для охлаждающей жидкости и канал 34, соединяющий дополнительное отверстие 33 с имеющимся отверстием 32 для подачи охлаждающей жидкости, изменено место расположения отверстия 35 для подвода охлаждающей жидкости к подвижному электроду 16. Изобретение обеспечивает упрощение конструкции, повышение надежности за счет повышения эффективности охлаждения токоведущих элементов, а также расширение функциональных возможностей сварочных клещей за счет подачи в одну из полостей уравновешивающего пневмоцилиндра двух редуцированных давлений. 1 з.п. ф-лы, 2 ил.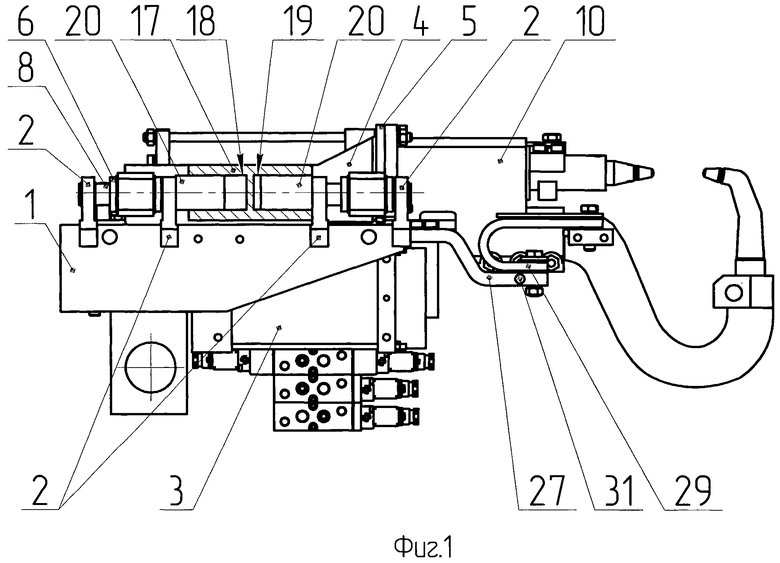
1. Сварочные клещи С-образного типа со встроенным трансформатором, содержащие корпус с опорами, установленную на корпусе с возможностью перемещения каретку, на которой жестко закреплены силовой пневмоцилиндр, работающий от пневматического блока управления, и электрододержатель, в нижней части которого установлен неподвижный электрод, а в верхней - подвижный электрод, соединенный со штоком силового пневмоцилиндра и имеющий отверстие для подвода охлаждающей жидкости, и уравновешивающий пневмоцилиндр, при этом каждый электрод подвижный и неподвижный подключен к встроенному трансформатору через перемычку и гибкую шину, в местах соединения которых выполнены отверстия для подвода охлаждающей жидкости, отличающиеся тем, что они снабжены пневматическим блоком управления уравновешивающего пневмоцилиндра, состоящим из пневмораспределителей и соответствующих им редукционных клапанов, подключенных через клапан «ИЛИ» к одной из полостей уравновешивающего пневмоцилиндра, закрепленного на каретке с возможностью взаимодействия своими поршнями с опорами корпуса, в которых установлены цилиндрические направляющие, каретка снабжена с одной стороны шарикоподшипниками и установлена с возможностью перемещения по цилиндрическим направляющим, а с другой стороны - опорным роликом, перемещающимся по направляющей, установленной на корпусе сварочных клещей, при этом в перемычке подвижного электрода выполнено дополнительное отверстие для подвода охлаждающей жидкости, соединенное продольным каналом с имеющимся отверстием для подвода охлаждающей жидкости, выполненным в месте соединения перемычки и гибкой шины, а упомянутое отверстие для подвода охлаждающей жидкости подвижного электрода выполнено в месте крепления к нему гибкой шины.
2. Сварочные клещи по п.1, отличающиеся тем, что силовой пневмоцилиндр, каретка и электрододержатель жестко соединены между собой посредством шпилек, проходящих через выполненные в них сквозные соосные отверстия.
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Клещи для контактной точечной сварки | 1988 |
|
SU1516276A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1992 |
|
RU2053079C1 |
| US 4924055 A, 08.05.1990 | |||
| JP 2003053553 A, 26.02.2003. | |||

