Изобретение относится к машиностроению и может быть использовано для монтажа редукторов и мультипликаторов больших мощностей от 1 до 180 МВт, предназначенных для передачи крутящего момента от двигателя к потребителю, в частности для привода компрессоров газоперекачивающих агрегатов или генераторов газотурбинных электростанций.
Работоспособность шевронной зубчатой передачи многопоточных редукторов или мультипликаторов обеспечивается условием одновременного начала передачи крутящего момента в каждом потоке при условии равной жесткости при скручивании торсионных шлицевых валов, соединяющих ступени редукции.
Известный способ сборки многопоточного редуктора включает размещение зубчатых колес и опор подшипников с обеих сторон корпуса редуктора, установку со стороны входного вала N торсионных валов в шлицы ведомого зубчатого колеса первой ступени и ведущего зубчатого колеса второй ступени, их последующую фиксацию (Патент РФ №2228454, F02C 7/36, 2004 г.)
В процессе сборки боковой зазор в шлицах (Δ) каждого торсионного вала для обеспечения способности самоцентрирования выполнен увеличенным и составляет:
Δ=(0,055-0,095)·В,
где В - толщина зуба торсионного шлицевого вала.
Однако в результате различий в геометрии фактически изготовленных шлиц увеличенный зазор в шлицевом соединении не обеспечивает равномерность передачи крутящего момента по потокам, поскольку при передаче нагрузки часть торсионных валов «выберет» окружной зазор в шлицах, а другая часть будет иметь окружной зазор. При продолжении нагружения редуктора крутящим моментом один из торсионных валов, в котором будет «выбран» окружной зазор, начнет передавать нагрузку, упруго деформируясь в окружном направлении, а оставшиеся торсионные валы будут продолжать «выбирать» окружной зазор, прежде чем они, деформируясь на меньшую величину, начнут участвовать в передаче крутящего момента. Поэтому часть зубчатых колес будет более нагружена, в них возникнут повышенные контактные и изгибные напряжения, что приведет к их преждевременному изнашиванию и снижению ресурса изделия в целом.
Кроме того, увеличенный зазор в зубьях шлицевых соединений вследствие воздействия вибраций, связанных с соударениями зубьев в зацеплении, может спровоцировать преждевременный износ шлиц.
Наиболее близким к заявленному является способ сборки трехпоточного редуктора, включающего размещение зубчатых колес и опор подшипников с обеих сторон корпуса, установку со стороны входного вала трех торсионных валов в шлицы ведомого зубчатого колеса первой ступени и ведущего зубчатого колеса второй ступени и их фиксация (Патент РФ №2106508, F02C 7/36, 1998 г.). Для обеспечения равномерной загрузки зубчатых колес по потокам торсионные шлицевые валы выполнены с различным количеством шлиц, состоящим из простых чисел.
Однако подбор шлиц не обеспечивает равномерное распределение нагрузки в каждой ступени многопоточного редуктора.
Техническая задача заключается в повышении ресурса редуктора или мультипликатора за счет равномерного распределения нагрузки во всех зубчатых зацеплениях потоков редуктора (мультипликатора).
Сущность изобретения заключается в том, что в способе сборки многопоточного редуктора или мультипликатора, включающем установку в корпусе ведомого зубчатого колеса первой ступени и ведущего зубчатого колеса ведомого зубчатого колеса второй ступени, размещение опор подшипников с обеих сторон корпуса и установку со стороны входного вала торсионных валов, имеющих резьбовую часть и шлицы, в шлицы ведомого зубчатого колеса первой ступени и ведущего зубчатого колеса второй ступени и их фиксация, согласно изобретению предварительно в резьбовую часть каждого из торсионных валов завинчивают технологический вал, после установки торсионных валов в шлицы ведомого зубчатого колеса первой ступени и ведущего зубчатого колеса второй ступени устанавливают на фланец выходного вала тормозное устройство для обеспечения неподвижности выходного вала, на входном валу с помощью динамометрического ключа создают в течение 4-5 минут крутящий момент величиной 1,5-2,0% от номинального крутящего момента Мкр ном, передаваемого торсионными валами, затем снижают упомянутый крутящий момент до значений (0…0,5) кгс·м, прикладывают к каждому технологическому валу вместе с соответствующим торсионным валом осевое усилие, равное 8-10 кгс, для проверки неподвижности торсионного вала и затем производят демонтаж технологических валов, причем при выходе торсионного вала из шлицевого зацепления с зубчатым колесом при приложении упомянутого осевого усилия его разворачивают по меньшей мере на одну шлицу в направлении приложения крутящего момента, снова вводят в шлицевое зацепление с зубчатым колесом и повторяют указанную последовательность действий от создания крутящего момента на входном валу до проверки неподвижности торсионного вала.
Заявляемая совокупность существенных признаков позволяет осуществлять сборку многопоточного редуктора или мультипликатора, обеспечивающую равномерное распределение нагрузки во всех зубчатых зацеплениях потоков редуктора или мультипликатора. Такая равномерность достигается путем предварительного тарирования всех торсионных валов с целью одновременной передачи ими крутящего момента в процессе работы.
Изобретение проиллюстрировано следующими фигурами.
На фиг.1 представлено приспособление с размещенным многопоточным (трехпоточным) редуктором при его сборке.
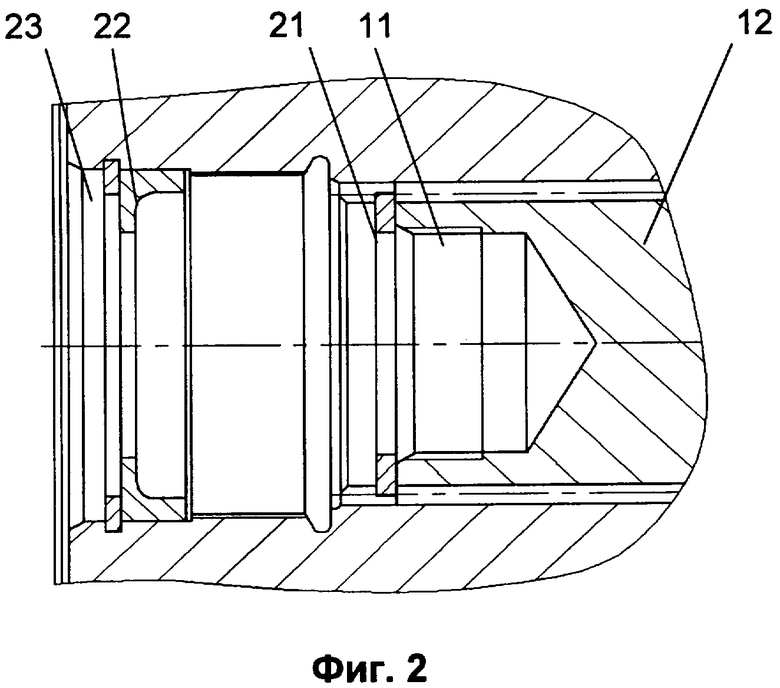
На фиг.2 - элемент I на фиг.1 в увеличенном виде.
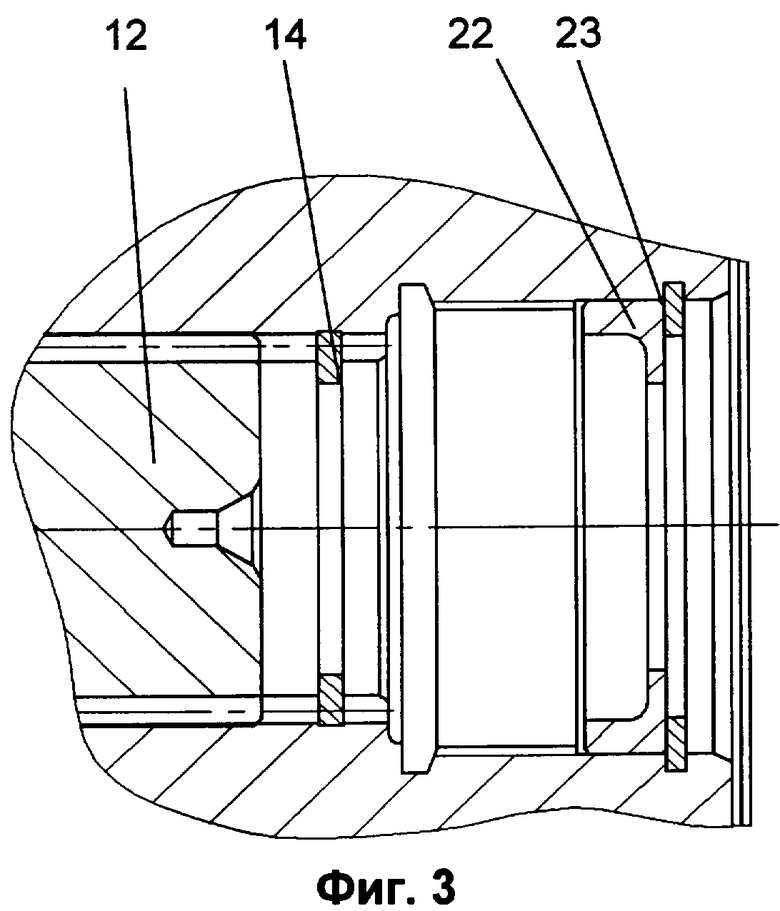
На фиг.3 - элемент II на фиг.1 в увеличенном виде.
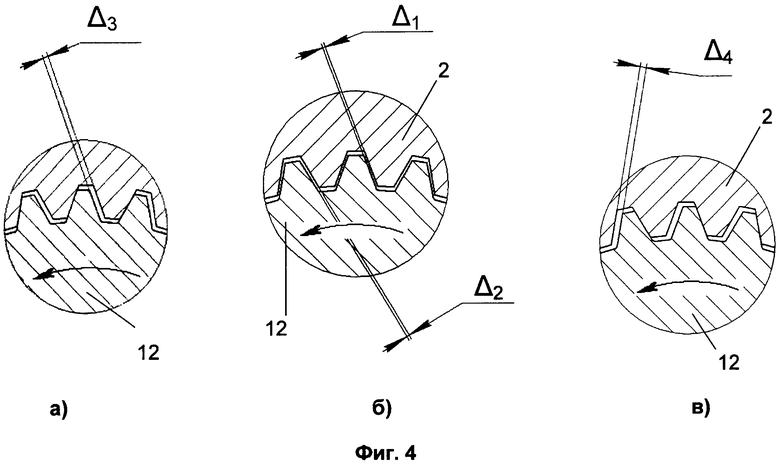
На фиг.4 показаны возможные окружные зазоры Δ между шлицами торсионных валов и зубчатых колес в трехпоточном редукторе (мультипликаторе) после нагружения крутящим моментом. Окружные зазоры Δ1 и Δ2 второго потока «не выбраны» (фиг.4б). Окружной зазор Δ3 первого потока полностью «выбран» в направлении приложения крутящего момента (фиг.4а). Окружной зазор Δ4 (фиг.4в) не выбран в направлении действия крутящего момента.
Заявляемый способ на примере трехпоточного мультипликатора (редуктора) осуществляется следующим образом.
В корпус 1 мультипликатора (редуктора) устанавливают колеса 1-й ступени редукции 2 и 3. Затем устанавливают опору 4 подшипников 5. Крышки 6 при этом сняты. Устанавливают зубчатые колеса 7 и 8 2-й ступени редукции, затем - опору 9 подшипников 10. В резьбовую часть 11 каждого торсионного вала 12 завинчивают технологический резьбовой вал 13. Кольца 14 размещают в зубчатом колесе 7 второй ступени, затем устанавливают торсионные валы 12 до упора в кольца 14. Для удобства установки торсионных валов 12 допускается незначительное «подворачивание» ведомого зубчатого колеса 8 2-й ступени за фланец 15 выходного вала 16. Необходимо при этом убедиться в «свободной» установке от руки торсионного вала 12 внутри зубчатых колес 1 и 2 ступени.
На фланец 15 выходного вала 16 устанавливают тормозное устройство 17, обеспечивающее неподвижность выходного вала 16. На шлицы 18 входного вала 19 закрепляют динамометрический ключ 20, с помощью которого создают крутящий момент Мкр1, приложенный в направлении действия крутящего момента при работе редуктора величиной 1,5-2,0% от номинального крутящего момента Мном кр, передаваемого тремя торсионными валами 12. Величину Мкр1 поддерживают в течение 4-5 минут. При этом в шлицах торсионных валов 12 в разной степени «выбираются» окружные зазоры Δ (фиг.4). Затем снижают крутящий момент Мкр1 до значений (0…0,5) кгс·м.
Далее поочередно к каждому технологическому валу 13 вместе с соответствующим торсионным валом 12 прикладывают осевое усилие, равное 8-10 кгс, например, вручную, и проверяют вероятность смещения с места торсионного вала 12. Если окружной зазор «выбран» в направлении действия крутящего момента, т.е. равен нулю (фиг.4а), то вал 12 будет неподвижным и с места не стронется. В случае смещения его с места, т.е. выхода из шлицевого зацепления, следует проделать следующие операции:
- вывести торсионный вал 12 из шлицевого соединения;
- развернуть его на 1-2 шлицы в направлении приложения крутящего момента и ввести в шлицевое зацепление в обоих зубчатых колесах 2, 3;
- повторить нагружение крутящим моментом Мкр1 и снова проверить возможность смещения торсионного вала 12 с места.
Эти операции повторяют до момента, пока все торсионные валы 12 не станут неподвижными после приложения к ним осевого усилия 8-10 кгс, а затем производят демонтаж технологических валов 13.
Устанавливают стопорное кольцо 21 и фиксируют торсионные валы 12 в рабочем положении. Маслоудерживающие кольца 22 фиксируют стопорными кольцами 23 и закрывают крышки 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| МУЛЬТИПЛИКАТОР ДЛЯ ТУРБОМАШИНЫ | 2002 |
|
RU2228454C2 |
| СПОСОБ КОНТРОЛЯ ЖЕСТКОСТИ ТОРСИОННОГО ШЛИЦЕВОГО ВАЛА ПРИ СКРУЧИВАНИИ | 2008 |
|
RU2369838C1 |
| РЕДУКТОР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2106508C1 |
| МНОГОПОТОЧНАЯ НЕПЛАНЕТАРНАЯ ДВУХСТУПЕНЧАТАЯ ЗУБЧАТАЯ ПЕРЕДАЧА И СПОСОБ ЕЕ СБОРКИ | 2000 |
|
RU2163695C1 |
| Беззазорная многопоточная зубчатая передача | 1980 |
|
SU1025949A1 |
| РЕДУКТОР | 1994 |
|
RU2049285C1 |
| РЕДУКТОР ВЕРТОЛЕТА | 2020 |
|
RU2749965C1 |
| МНОГОПОТОЧНЫЙ ГЛАВНЫЙ РЕДУКТОР ВЕРТОЛЕТА (ВАРИАНТЫ) | 2017 |
|
RU2662382C1 |
| МНОГОПОТОЧНЫЙ ПРИВОД ТРУБНОЙ МЕЛЬНИЦЫ | 1971 |
|
SU415042A1 |
| Многопоточный двухступенчатый редуктор опорно-трансмиссионного узла ветроэнергетической установки | 1989 |
|
SU1796044A3 |
Изобретение относится к машиностроению и может быть использовано при монтаже редукторов и мультипликаторов. Устанавливают в корпусе ведомое зубчатое колесо первой ступени и ведущее зубчатое колесо второй ступени. Размещают опоры подшипников с обеих сторон корпуса. Устанавливают в шлицы ведомого зубчатого колеса первой ступени и ведущего зубчатого колеса второй ступени со стороны входного вала торсионные валы с ввернутыми в них технологическими валами. Устанавливают на фланец выходного вала тормозное устройство для обеспечения неподвижности выходного вала. На входном валу с помощью динамометрического ключа создают в течение 4-5 минут крутящий момент величиной 1,5-2,0% от номинального крутящего момента, передаваемого торсионными валами. Снижают упомянутый крутящий момент до значений (0…0,5) кгс·м. Прикладывают к каждому технологическому валу вместе с соответствующим торсионным валом осевое усилие, равное 8-10 кгс, для проверки неподвижности торсионного вала. Производят демонтаж технологических валов. Причем при выходе торсионного вала из шлицевого зацепления с зубчатым колесом при приложении упомянутого осевого усилия его разворачивают по меньшей мере на одну шлицу в направлении приложения крутящего момента. Затем снова вводят его в шлицевое зацепление с зубчатым колесом и повторяют указанную последовательность действий от создания крутящего момента на входном валу до проверки неподвижности торсионного вала. В результате повышается ресурс редуктора или мультипликатора. 4 ил.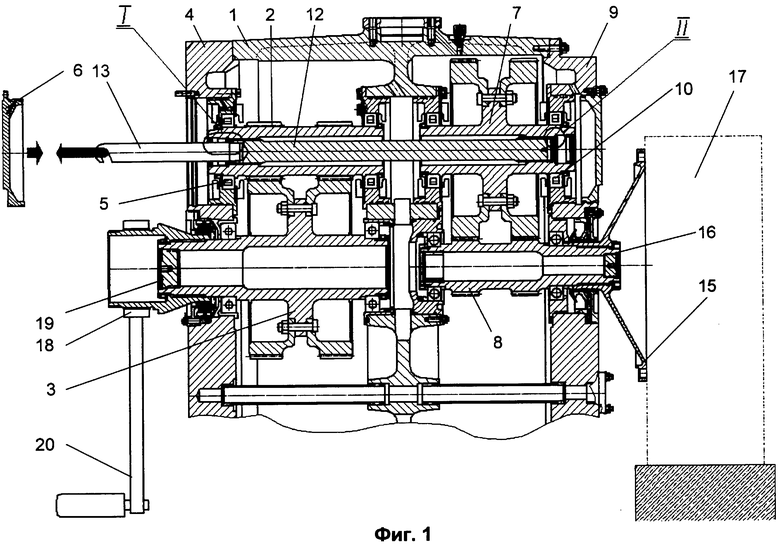
Способ сборки многопоточного редуктора или многопоточного мультипликатора, включающий установку в корпусе ведомого зубчатого колеса первой ступени и ведущего зубчатого колеса второй ступени, размещение опор подшипников с обеих сторон корпуса и установку со стороны входного вала торсионных валов, имеющих резьбовую часть и шлицы, в шлицы ведомого зубчатого колеса первой ступени и ведущего зубчатого колеса второй ступени и их фиксацию, отличающийся тем, что предварительно в резьбовую часть каждого из торсионных валов завинчивают технологический вал, после установки торсионных валов в шлицы ведомого зубчатого колеса первой ступени и ведущего зубчатого колеса второй ступени устанавливают на фланец выходного вала тормозное устройство для обеспечения неподвижности выходного вала, на входном валу с помощью динамометрического ключа создают в течение 4-5 мин крутящий момент величиной 1,5-2,0% от номинального крутящего момента Мкр ном, передаваемого торсионными валами, затем снижают упомянутый крутящий момент до значений (0…0,5) кгс·м, прикладывают к каждому технологическому валу вместе с соответствующим торсионным валом осевое усилие, равное 8-10 кгс, для проверки неподвижности торсионного вала и затем производят демонтаж технологических валов, причем при выходе торсионного вала из шлицевого зацепления с зубчатым колесом при приложении упомянутого осевого усилия его разворачивают по меньшей мере на одну шлицу в направлении приложения крутящего момента, снова вводят в шлицевое зацепление с зубчатым колесом и повторяют указанную последовательность действий от создания крутящего момента на входном валу до проверки неподвижности торсионного вала.
| РЕДУКТОР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2106508C1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Способ сборки планетарного редуктора | 1985 |
|
SU1283460A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ КОРПУСА РЕДУКТОРА И ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2036362C1 |
| DE 102004054716 B3, 20.04.2006. | |||

