Изобретение относится к машиностроению и может быть использовано при проектировании и изготовлении приводов, коробок передач и редукторов, содержащих зубчатые колеса с внутренним зубчатым венцом.
Известны способы сборки редукторов, в которых зубчатые колеса с внутренними зубьями запрессовывают в цилиндрическую расточку готового корпуса и фиксируют затем шпонками или штифтами [1]
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ сборки корпуса редуктора и зубчатых колес с внутренним зубом, в котором каждое зубчатое колесо изготавливают в виде тонкостенного кольца с наружной профильной поверхностью с элементами врезания и затем предварительно центрируют зубчатые колеса по рабочим поверхностям зубьев на зубчатой оправке. Корпус изготавливают из материала более пластичного, чем материал зубчатых колес, и осуществляют их установку в корпусе осевым смещением внутри корпуса зубчатых колес на оправке до полного входа элементов врезания на наружной поверхности зубчатых колес в сопряженную поверхность корпуса [2]
К недостаткам способа следует отнести снижение надежности передачи из-за концентрации напряжений в зонах врезания зубчатого колеса в стенку корпуса; снижение точности сборки из-за неравномерности и неконтролируемости процесса врезания; увеличение массы изделия из-за необходимости изготовления корпуса в виде отливки с увеличенной толщиной стенки, что составляет 25-30% от массы всего изделия.
Так же, как и в других известных способах, соединяемые элементы: зубчатые колеса и корпус изготавливают до сборки раздельно с различными погрешностями (по точности размеров и формы: биение, овальность, разностенность), которые затем при сборке суммируются.
Целью изобретения является снижение металлоемкости и трудоемкости изготовления корпуса и повышение точности сборки его с зубчатыми колесами с внутренними зубьями.
Это достигается тем, что корпус формируют путем глубокой вытяжки свертки листовой заготовки с центральным отверстием по зубчатому колесу. Вытяжку ведут с локальным утонением стенки корпуса в зоне контакта его с каждым зубчатым колесом и завершают процесс формовки после сварки открытого торца корпуса жестким упором в дно с последующим заполнением материалом корпуса рельефа с наружной стороны корпуса путем обкатки с осевым базированием зон обкатки по донной части корпуса.
Процесс вытяжки завершают упором дна корпуса в переходный фланец, который присоединяют к корпусу с одной из его сторон, и путем отбортовки с отгибом центрального отверстия в дне корпуса по отверстию во фланце выполняют по крайней мере один рельефный выступ в дне корпуса по углублению в торце фланца для осевой и радиальной фиксации последнего на корпусе.
При реализации предлагаемого способа достигается следующий эффект:
масса корпуса снижается в 7-10 раз в результате изготовления его тонкостенным из листовой заготовки взамен отливки;
трудоемкость изготовления всего изделия уменьшается за счет исключения операций литья, очистки, грунтовки и точной механической обработки литой заготовки, так как внутренняя поверхность листовой заготовки не обрабатывается. Трудоемкость снижается также за счет исключения специальной операции сборки корпуса с зубчатым колесом;
долговечность и нагрузочная способность изделия повышается за счет исключения концентраторов напряжений в зоне установки зубчатых колес за счет замены методов врезания методами пластического деформирования стенки корпуса;
погрешности формы зубчатых колес и корпуса компенсируются при сборке за счет пластической деформации стенки корпуса, принимающего форму зубчатого колеса. Обеспечивается высокая точность и надежность зубчатой передачи;
за счет снижения трудоемкости и металлоемкости изделия себестоимость и оптовая цена всех деталей уменьшается в 2-3 раза.
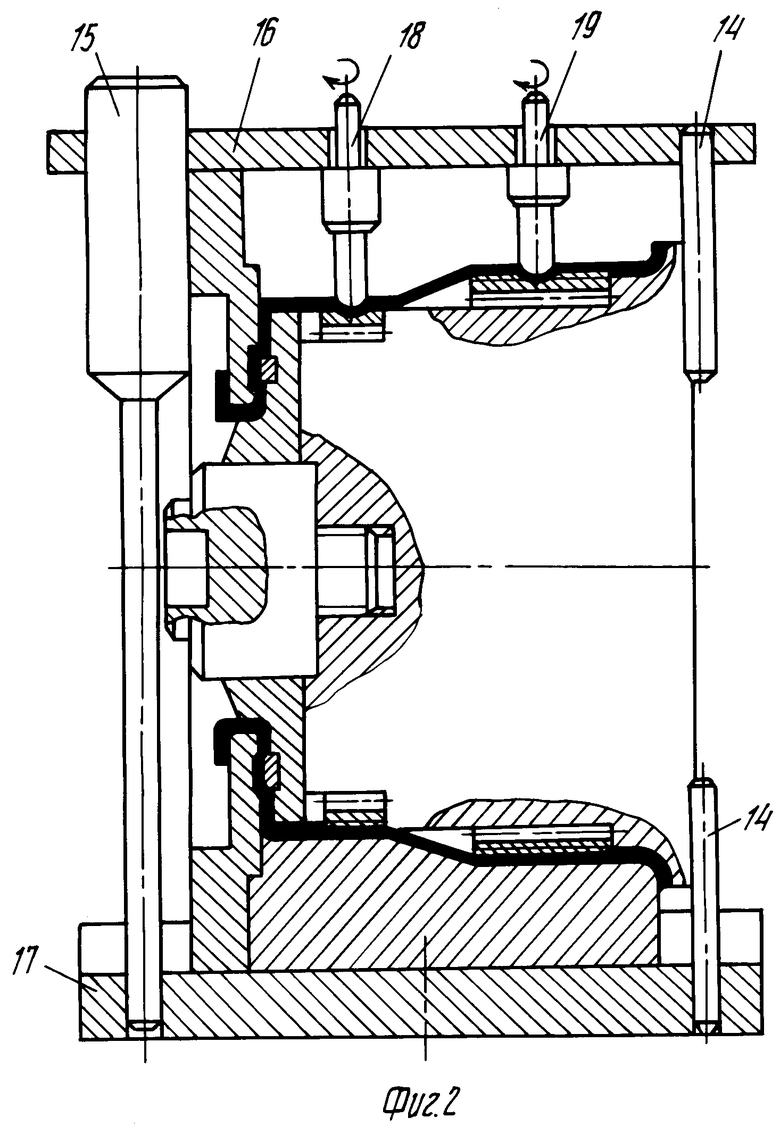
На фиг.1 показана схема вытяжки-свертки корпуса из листовой заготовки с окончанием процесса жестким упором дна в переходный фланец (для подсоединения редуктора к двигателю) и отбортовки центрального отверстия в корпусе по отверстию во фланце; на фиг.2 схема обкатки рельефных лунок с наружной стороны корпуса.
На держателе 1 (фиг.1) закреплена зубчатая оправка 2, на которой установлены два зубчатых колеса 3 и 4 с внутренним зубчатым венцом. Оба колеса выполнены со сферическими лунками на наружной поверхности, ориентированными определенным образом относительно внутреннего зубчатого профиля. На торцовой части оправки 2 закреплены перегородка 5 и фиксатор 6, установленный соосно зубчатым профилям 3 и 4 и образующий на оправке центрирующий выступ.
Вытяжная матрица 7 состоит из двух частей, имеет рабочую полость, соответствующую наружным размерам корпуса, и опирается на переходный фланец 8, который должен быть присоединен к корпусу редуктора. Под фланец 8 подведен выталкиватель 9. Перегородка 5 имеет центральный выступ 10 и три вставки 11. Матрицу 7 вместе с переходным фланцем устанавливают в блок штампа на гидравлический пресс и после установки на оправке 2 зубчатых колес 3 и 4 по фиксатору 6 центрируют на оправке 2 листовую плоскую заготовку 12. Держатель 1 месте с оправкой крепят к ползуну пресса.
При ходе ползуна вниз из листовой заготовки 12 путем глубокой вытяжки-свертки в матрице 7 при осевом смещении оправки формируется корпус редуктора по зубчатым колесам 3 и 4. Односторонний зазор между наружными диаметрами колес 3 и 4 и внутренним диаметром рабочей полости матрицы составляет величину на 0,1-0,2 мм меньшую, чем исходная толщина листа, например 1,7-1,8 мм при толщине листа 2 мм, что обеспечивает вытяжку с локальным утонением стенки корпуса в зоне контакта с каждым колесом 3 и 4.
Вытяжку ведут до упора дна заготовки 12 в переходный фланец 8 и заканчивают отбортовкой по отверстию во фланце центрального отверстия в заготовке. В момент упора дна корпуса во фланец вставками 11 формуются также мелкие выступы 13 по углублениям во фланце. При ходе ползуна вверх оправка 2 выходит из зубчатого зацепления с колесами 3 и 4, которые остаются в корпусе зафиксированными в зонах локального утонения. Выталкиватель 9 давлением на фланец 8 выносит из зоны штампового блока матрицу 7 с корпусом 12 и зубчатыми колесами 3 и 4. Матрицу 7 вместе с корпусом 12 переворачивают и выполняют отгиб по фланцу 8 кромки борта отбортованного центрального отверстия корпуса (положение после отгиба кромки показано на фиг.2).
Затем одну половину разъемной матрицы 7 удаляют и базируют корпус 12 в осевом направлении по донной части с помощью фиксаторов 14 и 15 (фиг.2), установленных на верхней 16 и нижней 17 плитах. На верхней плите 16 закреплены обкатные пуансоны 18 и 19, которые и производят обкатку лунок для заполнения материалом корпуса рельефа с наружной его стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки зубчатого колеса в планетарном редукторе | 1982 |
|
SU1019145A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ сборки планетарной передачи | 1980 |
|
SU905546A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ изготовления тонкостенных сосудов из листовой заготовки | 1987 |
|
SU1505629A1 |
| Способ изготовления зубчатых колес | 1980 |
|
SU871939A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Планетарный редуктор | 1981 |
|
SU976154A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО КОЛЕСА ВОЛНОВОЙПЕРЕДАЧИ | 1970 |
|
SU268367A1 |
Изобретение относится к машиностроению. Цель изобретения - снижение металлоемкости и трудоемкости изготовления редуктора и повышение его надежности и долговечности. Способ изготовления и сборки редуктора состоит в том, что зубчатое колесо 3 в форме тонкостенного кольца с внутренним зубом и наружной профилированной поверхностью устанавливают по рабочим поверхностям зубьев на зубчатой оправке 2 с центрирующим выступом 6, соосным зубчатому профилю. Затем по этому выступу центрируют плоскую листовую заготовку 12 и в ходе осевого смещения оправки 2 формуют корпус редуктора сверткой листовой заготовки по зубчатому колесу 3 и в конце вытяжки путем пластического деформирования дна корпуса выполняют сборку его с переходным фланцем, устанавливаемым со стороны присоединения редуктора к двигателю. 1 з.п.ф-лы, 2 ил.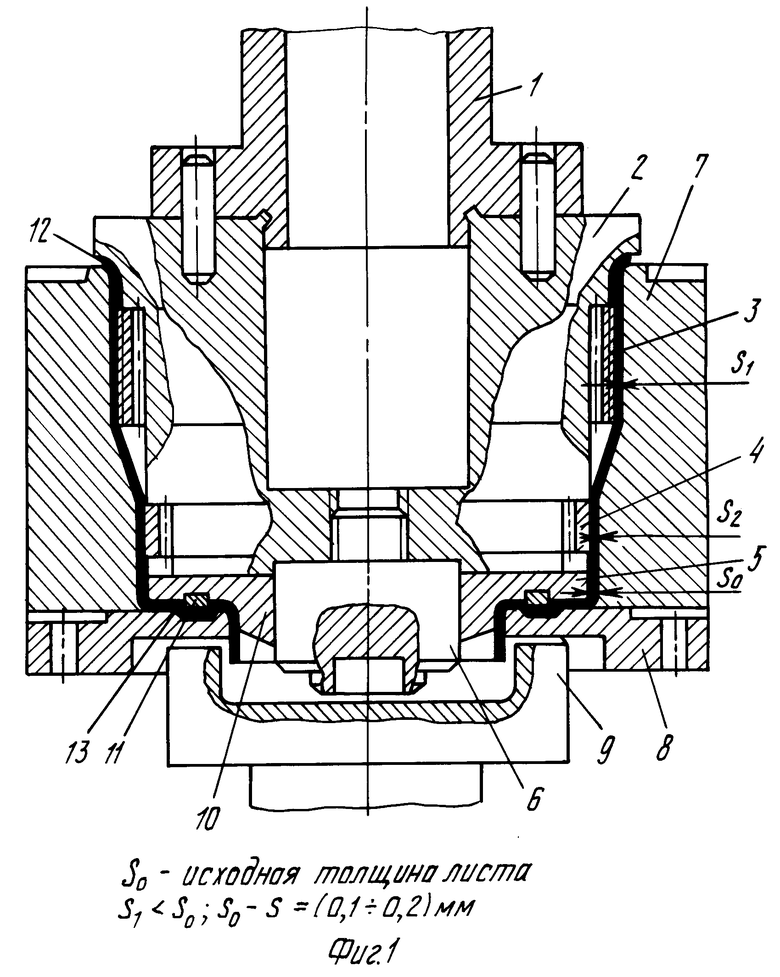
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ установки зубчатого колеса в планетарном редукторе | 1982 |
|
SU1019145A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
