Область изобретения
Настоящее изобретение относится к способу и устройству для сваривания посредством магнитного гистерезиса многослойного упаковочного материала, содержащего по меньшей мере один слой, включающий намагничивающиеся частицы.
Предпосылки создания изобретения
В международной патентной публикации WO 03/095198, которая настоящей ссылкой введена в данное описание, раскрыт многослойный упаковочный материал, который включает по меньшей мере один слой, содержащий намагничивающиеся частицы. Ламинат относится к типу, использующемуся, например, для производства упаковок для жидких пищевых продуктов, и обычно включает слой бумаги или картона, слои пластика и непропускающий материал, как, например, кислородонепроницаемые материалы. Один из внешних слоев обычно является свариваемым слоем из термопластичного материала, который используется при сваривании одного ламината с другим. Использование термопластичных слоев в данной области известно и не будет описываться подробно.
Намагничивающиеся частицы могут быть, например, магнетитом, Fe3O4, и иметь средний размер примерно 0,5 мкм. Конечно, могут также использоваться другие материалы и размеры частиц. Существуют другие материалы, такие, например, как маггемит Fe2O3, а также частицы других размеров (больше и меньше). Некоторые могут давать более высокую тепловую мощность для сварки. Однако, следует быть внимательным при выборе частиц. Некоторые частицы по действующему законодательству не могут применяться в упаковках для пищи, другие влекут высокие затраты на их получение. В настоящее время частицы мельче чем 0,5 мкм требуют дорогостоящего химического производственного процесса, тогда как более крупные частицы можно получать механически, путем просеивания.
Намагничивающиеся частицы распределены в любом из слоев многослойного упаковочного материала, предпочтительно в одном из пластиковых слоев. Альтернативно, они могут входить в печатную краску или термоклей, которые, в свою очередь, наносят на упаковочный материал, например в зоне сварки, как описано в шведских заявках 0501409-7 и 0501408-9.
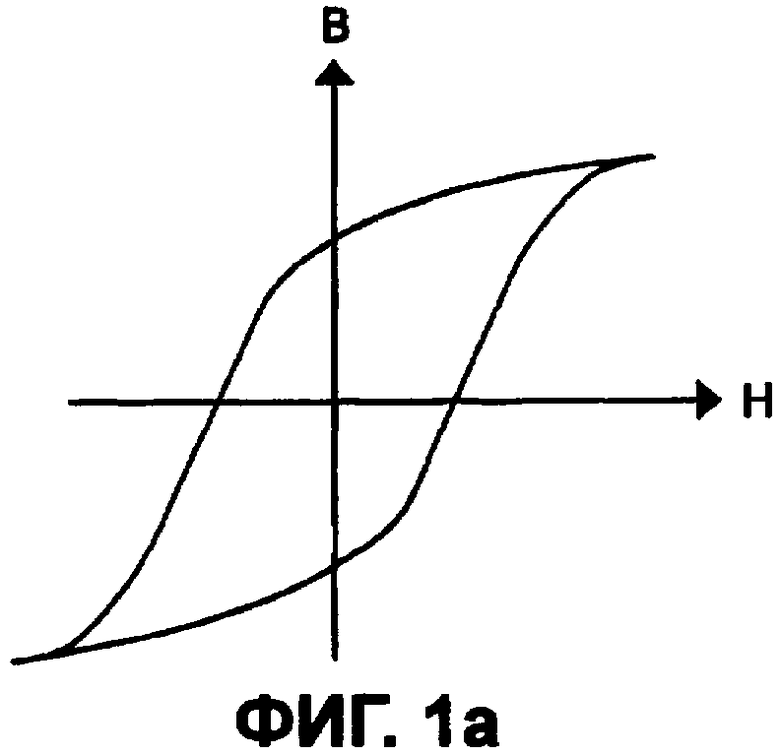
Многослойный упаковочный материал, который содержит намагничивающиеся частицы, может быть связан с другим многослойным упаковочным материалом, используя тепло, создаваемое потерями от магнитного гистерезиса. При приложении переменного магнитного поля вблизи зоны сваривания первого и второго ламинатов магнитный материал будет намагничиваться в соответствии с петлей гистерезиса по Фиг.1a. Вертикальная ось представляет магнитный момент B в материале, а горизонтальная ось представляет собой приложенное магнитное поле H. Площадь, охватываемая кривой, представляет энергию, которая выделяется в материале из-за намагничивающихся частиц. Так как это - та энергия, которая будет использоваться для расплавления наружных свариваемых слоев ламинатов, чтобы создать тем самым сварной шов, понятно, что максимальное увеличение площади петли гистерезиса будет оптимизировать процесс сваривания.
Обычно энергия и время сварки являются двумя параметрами для регулирования процесса сваривания. Если уменьшить энергию сваривания, нужно увеличить длительность сваривания, и наоборот. Это же относится к свариванию магнитным гистерезисом. Чем большая площадь петли гистерезиса может быть достигнута, тем меньшее время нужно для сваривания (при условии, что количество частиц в ламинатах одинаковое). В быстродействующей упаковочной машине время сварки является решающим. То есть, если сварка с помощью магнитного гистерезиса должна рассматриваться как возможная альтернатива другим способам сваривания, таким, например, как сварка индукцией или сварка ультразвуком, при этом время сварки не должно превышать время, необходимое при других методах.
Образование энергии при гистерезисе может регулироваться в основном двумя способами.
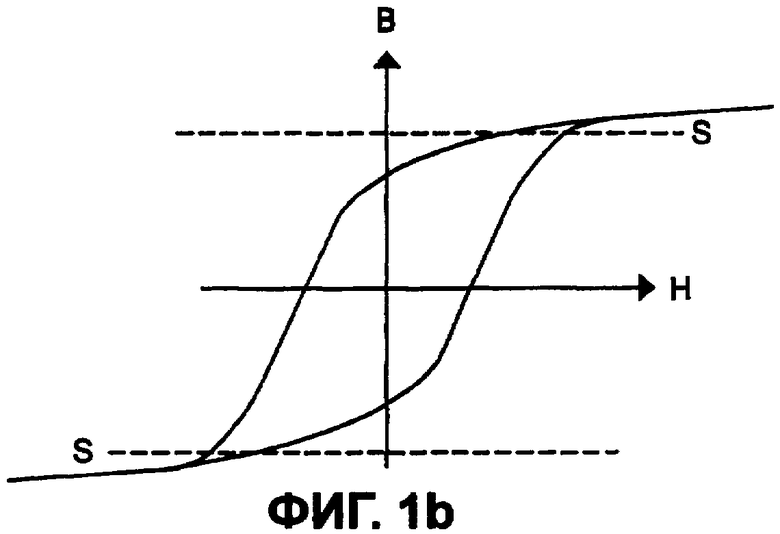
Один способ состоит в увеличении площади петли гистерезиса. Это можно осуществить, усиливая приложенное магнитное поле H, пока в частицах ламинатов не будет достигнут уровень магнитного насыщения. Уровень S магнитного насыщения показан на фиг.1b. Однако, повышение магнитного поля H выше уровня S насыщения не будет увеличивать область петли гистерезиса.
Другой путь состоит в повышении частоты приложенного переменного магнитного поля. Каждый цикл вызывает выделение энергии, соответствующей площади петли гистерезиса, и повышением числа циклов в единицу времени повышается полное количество энергии. Таким образом, например, частота 1 Гц даст вклад в энергию от площади одной петли в секунду, а 2 Гц дадут двойной вклад в энергию в секунду.
В этом контексте следует отметить, что доза электромагнитного излучения, которое может испускаться и полосы частот которого разрешены для публичного пользования, регулируется законом. В некоторых полосах частот использование ограничено. В Европе это в настоящее время контролируется директивой EMC.
Как упоминалось выше, существуют правила по дозе излучения, которое может быть испущено. Если допустимые значения превышаются, устройство или машина должны быть экранированы от окружающей среды. Такое экранирование обычно осуществляется механически путем заключения в корпус устройства или машины, в которых используется высокая частота. Однако, известно, что излучение высокочастотных приборов более трудно отсечь, так как оно проникает через крошечные отверстия в экране. Таким образом, по практическим и экономическим соображениям предпочтительно использовать низкие частоты. В настоящее время предпочтителен интервал 0,5-5 МГц. Поэтому важно иметь возможность оптимизировать площадь петли гистерезиса без повышения частоты.
Сущность изобретения
Целью изобретения является поиск эффективного и практичного пути использования магнитного гистерезиса для сваривания многослойных упаковочных материалов в быстродействующей упаковочной машине. Другой целью является создание метода сваривания, при котором предотвращался бы перегрев многослойных упаковочных материалов.
Эти цели были достигнуты способом, включающим приложение переменного магнитного поля к ламинатам в зоне сварки, создавая тем самым потери от магнитного гистерезиса в ламинате, содержащем намагничивающиеся частицы, причем эти потери создают теплоту, в основном расплавляющую свариваемый слой в зоне сварки, и прикладывая уплотняющее давление к первому и второму ламинату, причем это давление заставляет первый и второй ламинат прижиматься друг к другу в зоне сварки, тем самым обеспечивая сваривание ламинатов друг с другом.
Приложение магнитного поля к многослойным упаковочным материалам, содержащим намагничивающиеся частицы, эффективно, и было найдено, что этот способ сваривания такой же хороший, что и методы, использующиеся обычно в упаковочных автоматах. Кроме того, применение сварки с помощью магнитного гистерезиса предотвращает перегрев многослойных упаковочных материалов. Это является следствием того, что ферромагнитные характеристики намагничивающихся частиц начинают медленно снижаться, когда ламинаты нагреваются. Таким образом, при повышении температуры площадь петли гистерезиса будет уменьшаться. Следовательно, энергия, выделяемая в материале, также будет уменьшаться. Такое уменьшение энергии будет, в свою очередь, также уменьшать теплоту, генерируемую в материале. Соответственно, поскольку теплота уменьшается, намагничивание частиц может снова усилиться и может повышаться до тех пор, пока теплота, генерируемая в материале, не заставит его начать снова падать. Таким образом, была сформирована система, в которой температура будет колебаться в определенном интервале, но никогда не выйдет за его пределы. Путем подходящего выбора намагничивающихся частиц, количества частиц и структуры многослойного упаковочного материала риск перегрева устраняется.
В предпочтительном в настоящее время варианте реализации способ включает этап получения переменного магнитного поля, таким образом, чтобы основное направление линий магнитного поля было по существу параллельно плоскости, образующей первый многослойный упаковочный материал. При этом в зоне сварки создается магнитное поле, причем это магнитное поле достаточно, чтобы получить время сварки и частоту, которые могут применяться в промышленности в быстродействующих упаковочных автоматах. Было найдено, что площадь петли гистерезиса, когда основное направление линий магнитного поля по существу параллельно плоскости ламината, по существу равно площади петли гистерезиса, когда основное направление линий магнитного поля по существу перпендикулярно плоскости ламината. Разница состоит в том, что магнитное поле, необходимое, чтобы получить эту площадь в случае перпендикулярного направления, фактически почти в два раза выше. Таким образом, случай параллельного направления кажется более эффективным.
В другом предпочтительном в настоящее время варианте реализации способ включает этап создания переменного магнитного поля с напряженностью в основном достаточно большой, чтобы заставить намагничивающиеся частицы по существу достичь уровня магнитного насыщения. Как описано выше, чем большей может быть обеспечена площадь петли гистерезиса, тем большая энергия генерируется в материале. Так как площадь увеличивается до уровня магнитного насыщения материала, предпочтительно прикладывать достаточно сильное магнитное поле, чтобы материал достиг этого уровня. Однако, выше уровня насыщения площадь увеличиваться не будет, поэтому нет смысла прикладывать еще более сильное магнитное поле.
В еще одном предпочтительном в настоящее время варианте реализации способ по изобретению включает этап получения указанного переменного магнитного поля с помощью по меньшей мере одного сварочного зажимного приспособления, причем это приспособление является индуктором, содержащим проводник, соединенный с источником переменного тока. Это выгодно с экономической точки зрения, так как может использоваться база обычных индукторов, применяющихся в индукционной сварке.
В следующем предпочтительном в настоящее время варианте реализации способ включает этап усиления указанного магнитного поля, используя проводящую электричество контрпластину. В еще одном следующем варианте осуществления способ включает этап размещения указанной контрпластины напротив сварочного зажимного приспособления, причем контрпластина способна индуцировать ток в ответ на ток в зажимном приспособлении, создавая тем самым магнитное поле, усиливающее поле, образуемое сварочными клещами. Параллельность линий магнитного поля усиливается, и более сильное магнитное поле может быть получено без увеличения тока, подаваемого на индуктор сварочного зажимного приспособления.
Следующие предпочтительные в настоящее время варианты реализации описаны в зависимых пунктах формулы изобретения, относящихся к способу.
Настоящее изобретение включает также устройство, которое характеризуется тем, что оно содержит средство для приложения переменного магнитного поля к ламинатам в зоне сварки, вызывая тем самым потери от магнитного гистерезиса в ламинате, содержащем намагничивающиеся частицы, причем эти потери генерируют теплоту, по существу расплавляющую свариваемый слой в зоне сварки, и средство для приложения уплотняющего давления к первому и второму ламинату, причем это давление заставляет первый и второй ламинат прижиматься друг к другу в зоне сварки, тем самым обеспечивая сваривание ламинатов друг с другом.
В по меньшей мере одном из предпочтительных в настоящее время вариантов реализации устройства указанное средство, предназначенное давать переменное магнитное поле, является сварочным зажимным приспособлением в форме индуктора, содержащего проводник, соединенный с источником переменного тока, а средство приложения указанного уплотняющего давления является указанными сварочным зажимным приспособлением и контрпластиной. Таким образом, магнитное поле и давление прикладываются одним и тем же средством, и это средство является по существу обычным оборудованием, использующимся для индукционной сварки. Это выгодно с экономической точки зрения.
В другом предпочтительном в настоящее время варианте реализации контрпластина является электропроводящей контрпластиной и предназначена для усиления указанного магнитного поля. Указанная контрпластина снабжена проводником, способным индуцировать ток в ответ на ток в сварочном зажимном приспособлении, создавая тем самым магнитное поле, усиливающее магнитное поле, созданное сварочным зажимным приспособлением.
Дополнительные предпочтительные в настоящее время варианты реализации описаны в зависимых пунктах формулы изобретения, относящихся к устройству.
Краткое описание чертежей
Далее будет более подробно описана предпочтительная в настоящее время реализация изобретения, со ссылкой на приложенные чертежи, на которых:
Фиг.1 схематически показывает петлю гистерезиса,
Фиг.1b схематически показывает петлю гистерезиса, при этом приложенное магнитное поле выше, чем уровень магнитного насыщения намагничивающихся частиц,
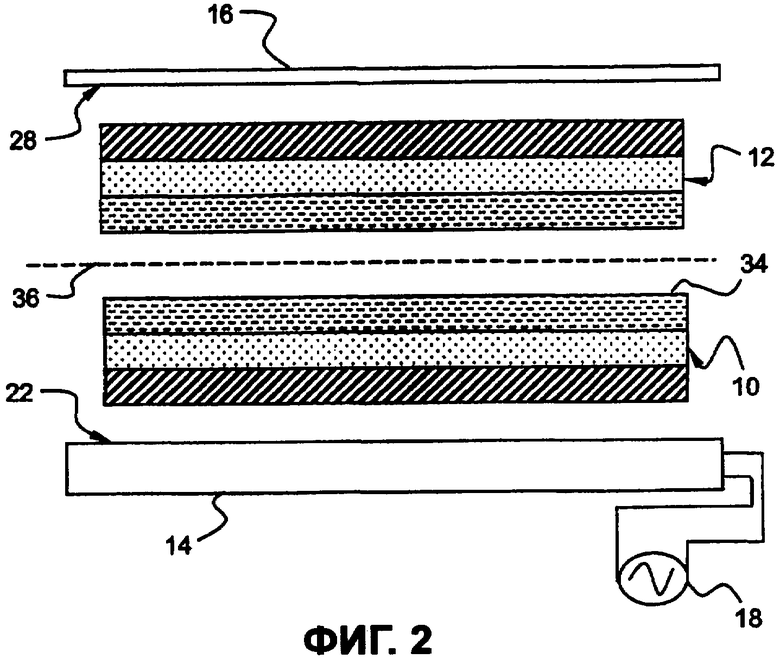
Фиг.2 схематически показывает два многослойных упаковочных материала, которые нужно сварить вместе в плотное соединение с помощью сварочного зажимного приспособления и контрпластины,
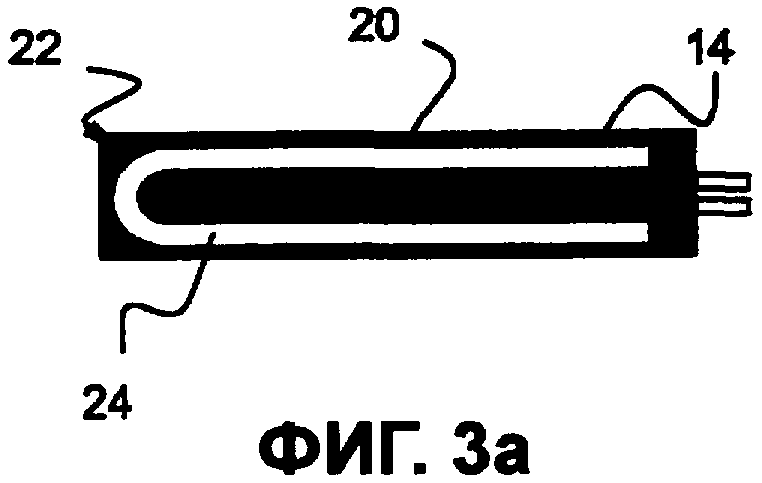
Фиг.3a схематически показывает вид рабочей поверхности сварочного зажимного приспособления, показанного на фиг.2,
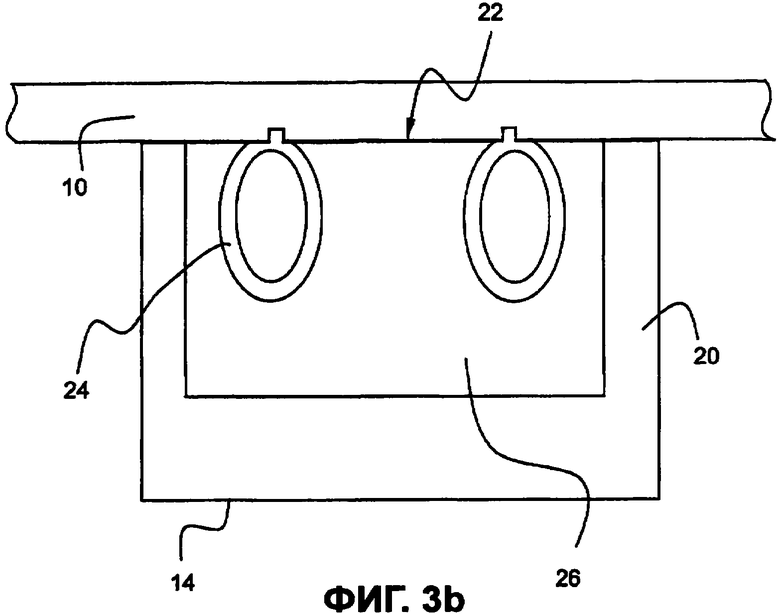
Фиг.3b схематически показывает указанное сварочное зажимное приспособление в разрезе,
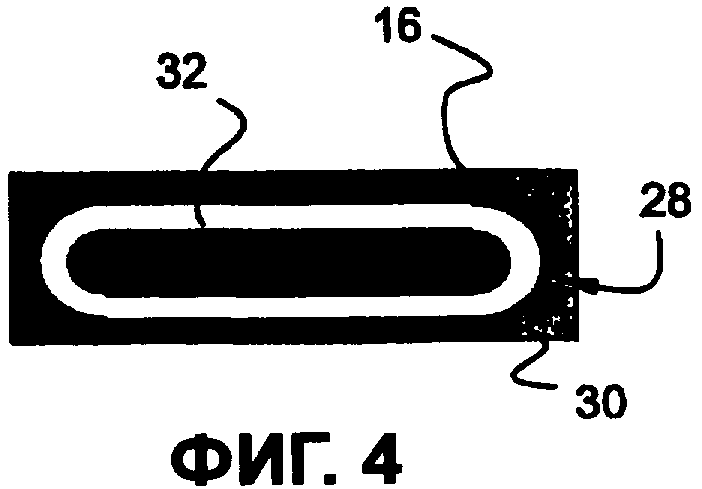
Фиг.4 схематически показывает вид рабочей поверхности контрпластины, показанной на Фиг.2,
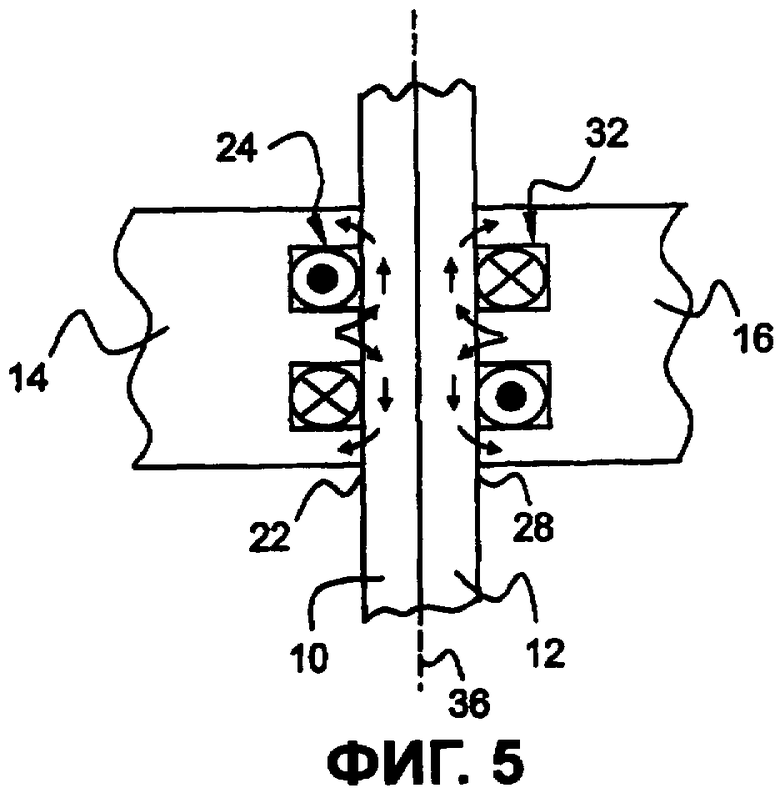
Фиг.5 схематически показывает в разрезе сварочное зажимное приспособление, многослойные упаковочные материалы, контрпластину и магнитные поля в зоне сварки,
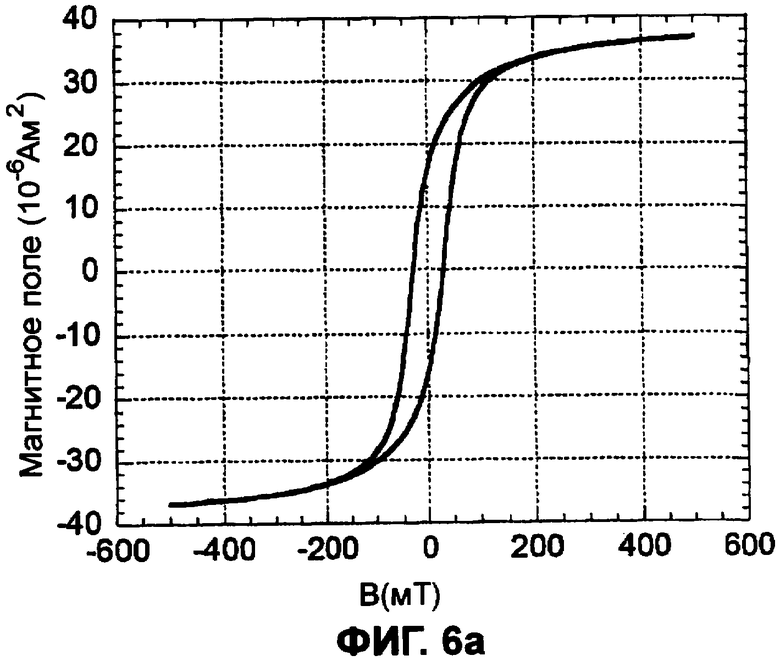
Фиг.6a показывает петлю гистерезиса, когда магнитное поле прикладывается по существу параллельно плоскости многослойного упаковочного материала,
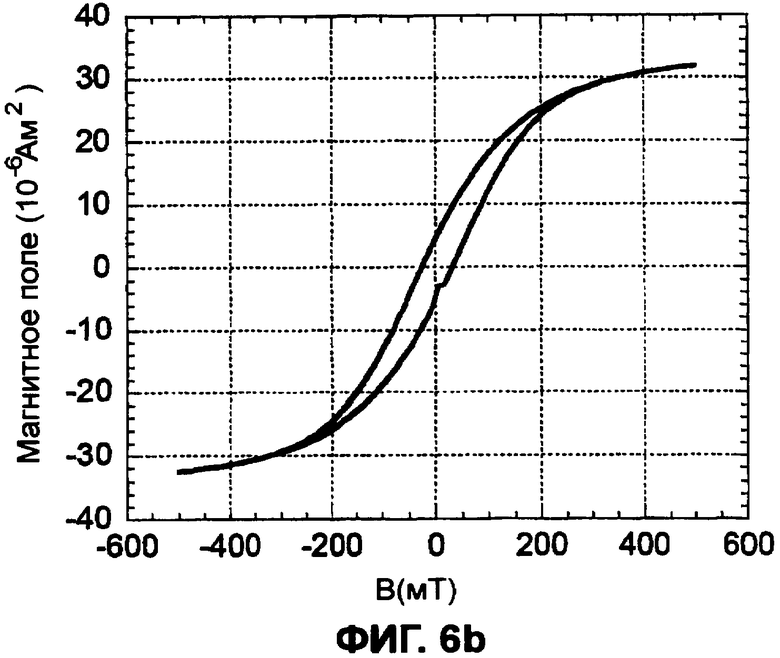
Фиг.6b показывает петлю гистерезиса, когда магнитное поле прикладывается по существу перпендикулярно плоскости многослойного упаковочного материала, и
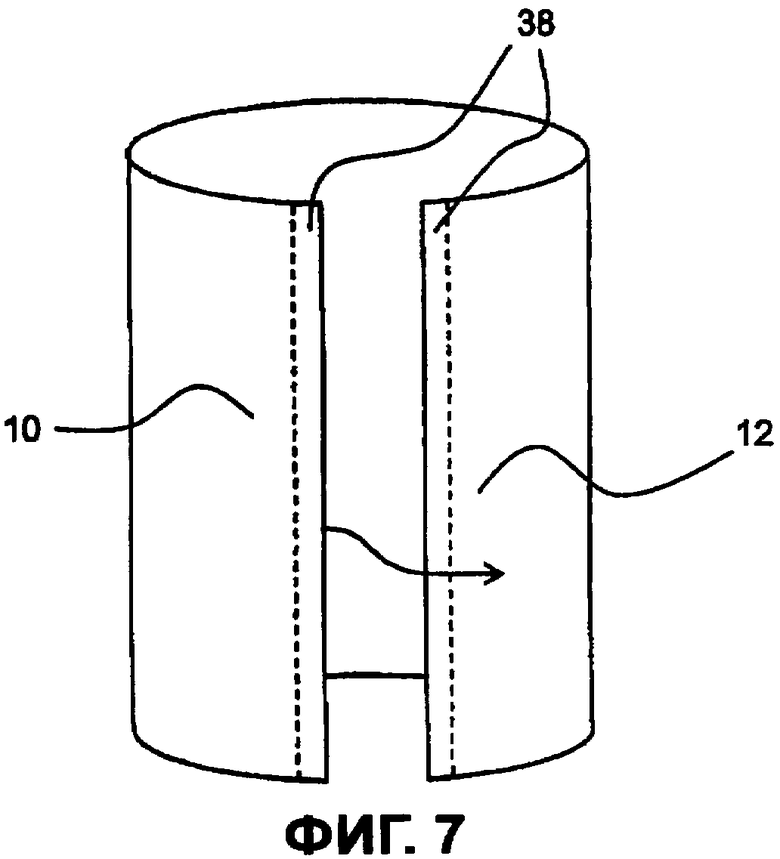
Фиг.7 схематически показывает заготовку, сформованную как рукав путем продольного сваривания.
Описание предпочтительных вариантов реализации
Фиг.2 показывает предпочтительный в настоящее время вариант реализации изобретения. Первый и второй многослойный упаковочный материал 10, 12 нужно сварить вместе в соединение с помощью сварочного зажимного приспособления 14 и контрпластины 16. В показанном соединении два ламината граничат друг с другом своими внутренними поверхностями, обращенными друг к другу. В этом предпочтительном в настоящее время варианте реализации сварочное зажимное приспособление 14 является индуктором, сходным с использующимся в индукционной сварке (когда ламинат содержит алюминиевую фольгу, которая генерирует тепло). Индуктор 14 соединен с источником переменного тока 18. Переменный ток предпочтительно находится в диапазоне 75-300 А, и мощность, необходимая для энергоснабжения, составляет несколько кВт. Предпочтительный интервал составляет 2-10 кВт. Частота предпочтительно лежит в мегагерцевом диапазоне, и предпочтительный диапазон частоты составляет 0,5-5 МГц. Наиболее предпочтительный диапазон составляет 1-4 МГц. Разумеется, частоты, запрещенные для публичного пользования законодательными постановлениями, на практике исключены из указанных диапазонов.
Индуктор 14 содержит изолятор 20, имеющий рабочую поверхность 22, которая будет граничить с ламинатом в зоне сварки во время сваривания (см. Фиг.3a). В рабочую поверхность 22 заделан проводник 24, причем указанный проводник 24 размещен так, чтобы быть в контакте с ламинатом во время сваривания (см. Фиг.3b). Проводник 24 выполнен из электропроводящего материала, т.е. материала с низким удельным сопротивлением, и предпочтительно снабжен охлаждающими каналами. Предпочтительно, проводник 24 может быть выполнен из меди. Далее, проводник 24 имеет форму открытой петли, каждый соответствующий конец которой соединен с источником переменного тока 18 (смотри Фиг.3a). Вся петля должна быть в контакте с многослойным упаковочным материалом, т.е. плоскость петли по существу параллельна плоскости многослойного упаковочного материала. Далее, петля вытянута и проходит вдоль длины сварочного зажимного приспособления 14. Отверстие в петле, где находятся соединения токовых цепей, расположены на одном конце удлиненного сварочного зажимного приспособления 14.
С другой стороны, изолятор 20 выполнен из изолирующего, непроводящего материала с или без свойств магнитной проницаемости. Предпочтительно могут применяться пластмассы или керамика. Чтобы усилить интенсивность магнитного поля и направить линии поля, изолятор 20 может быть снабжен материалом с магнитной проницаемостью. Одним способом является снабдить изолятор 20 ферритным порошком. Порошок может быть добавлен во время формования пластмассового или керамического изолятора. Другой способ - это использовать вкладыши 26 материала со значением проницаемости в следующем диапазоне: µ=10-2500. Предпочтительно, вкладыши 26, например, Ferrotron™, или материалы со значениями в верхней части диапазона могут быть помещены в изолятор 20 около проводника 24. Этот способ схож со способом в технологии индукционной сварки.
Во время сваривания сварочное зажимное приспособление 14 действует совместно с контрпластиной 16 (см. Фиг.2). В этом примере контрпластина 14 является электропроводящей, но пассивной, т.е. не соединенной с энергопитанием. Один вариант осуществления контрпластины 16 будет описан со ссылкой на Фиг.2 и Фиг.4. Контрпластина 16 имеет соответствующую рабочую поверхность 28, выполненную так, чтобы во время сварки быть обращенной к рабочей поверхности 22 сварочного зажимного приспособления 14 (ср. Фиг.3b). Далее, указанная контрпластина 16 выполнена из изолятора 30, причем этот изолятор 30 снабжен проводником 32. Указанный проводник 32 выполнен из электропроводящего материала, т.е. материала с низким удельным сопротивлением, предпочтительно из меди. Он заделан в рабочую поверхность 28 изолятора 30 таким образом, что проводник 32 может быть в контакте с многослойным упаковочным материалом. Альтернативно, проводник 32 может быть покрыт, например, слоем резины, по меньшей мере на рабочей поверхности 22, чтобы защитить многослойный упаковочный материал от прямого контакта с проводником. Далее, проводник 32 имеет форму замкнутой петли. Вся петля может быть в контакте с многослойным упаковочным материалом, т.е. плоскость петли по существу параллельна плоскости многослойного упаковочного материала. Далее, петля вытянута и проходит вдоль длины контрпластины. Изолятор 30 контрпластины 16 может быть похож на изолятор 20 сварочного зажимного приспособления 14. Он выполнен из изоляционного, непроводящего материала с или без свойств магнитной проницаемости. Предпочтительно могут использоваться пластмассы или керамика. В изолятор 30 может быть помещен материал с магнитной проницаемостью. Изолятор или снабжен ферритным порошком (добавленным при формовании пластмассового или керамического изолятора), или используются вкладыши (не показано) из материала, обладающего проницаемостью. Вставной материал может иметь значение проницаемости в диапазоне µ=10-2500. Предпочтительно, могут использоваться, например, вкладыши Ferrotron™.
Сварочное зажимное приспособление 14 и контрпластина 16 способны прикладывать уплотняющее давление к многослойным упаковочным материалам, прижимая их друг к другу в зоне сварки. Способ приложения давления в данной области известен и подробнее описываться не будет.
Когда сваривают вместе два многослойных упаковочных материала 10, 12, свариваемый слой 34 первого ламината 10 располагают лицом к другому ламинату 12. Затем сварочное зажимное приспособление 14 и контрпластина 16 прижимают ламинаты 10, 12 друг к другу. После этого к проводнику 24 сварочного зажимного приспособления 14 подается переменный ток. Ток создает магнитное поле в зоне сварки ламинатов 10, 12. Линии магнитного поля будут по существу параллельны плоскости 36 ламинатов 10, 12. Направление линий поля будет дополнительно описано ниже. Указанное магнитное поле воздействует на намагничивающиеся частицы в ламинате, какие были описаны ранее, и энергия от потерь гистерезиса расплавляет свариваемый слой 34. Энергия гистерезисных потерь будет находиться в диапазоне 5-50 Дж, возможно, около 10 Дж.
При работе в контрпластине 16 индуцируется ток за счет индуктора в сварочном зажимном приспособлении 14 на другой стороне многослойных упаковочных материалов 10, 12. Индуцированный ток создает магнитное поле, которое будет усиливать напряженность и направление магнитного поля, созданное индуктором сварочного зажимного приспособления 14.
В этом варианте осуществления уплотняющее давление прикладывается по существу одновременно с приложением магнитного поля. Это означает, что уплотняющее давление может быть приложено в тот же момент, что и магнитное поле, или чуть позже, или чуть раньше. Предпочтительно, уплотняющее давление прикладывается до приложения магнитного поля. Альтернативно, в некоторых областях применения, магнитное поле и давление могут прикладываться по отдельности (отдельными средствами) и последовательно. На первом этапе может прикладываться магнитное поле, а когда оно нагреет ламинат, на втором этапе прикладывается уплотняющее давление. Для приложения магнитного поля и уплотняющего давления могут использоваться разные средства.
Когда зона сварки заварена, т.е. свариваемый слой 34 был расплавлен, приложение магнитного поля прекращается. Предпочтительно, уплотняющее давление сохраняется на короткий период времени в целях охлаждения. Этот период времени может составлять 100-200 мсек. Процедура охлаждения известна из других технологий сварки.
Было найдено, что диссипированная энергия от гистерезисных потерь прямо пропорциональна частоте. Далее, было найдено, что соотношение между частотой и временем сварки по существу линейно. Таким образом, время сварки должно быть увеличено, если частота уменьшается. Кроме того, было найдено, что соотношение между концентрацией частиц и временем сварки по существу линейно. Следовательно, большее количество частиц в ламинате будет сокращать время сварки и наоборот.
Подходящими для использования намагничивающими частицами является магнетит, Fe3O4. Были проведены испытания с частицами среднего размера примерно 0,5 мкм (частицы от Höganäs, MP4). Результаты являются положительными. Конечно, могут использоваться частицы из другого материала и других размеров. Однако, выбирать частицы нужно со вниманием. Некоторые виды не могут применяться в пищевых упаковках по законодательству, другие влекут повышенные затраты на их производство. В настоящее время получение частиц размером меньше 0,5 мкм требует более сложного производственного процесса.
Был подготовлен образец, в котором магнитные частицы описанного типа (Fe3O4, размер частиц около 0,5 мкм) содержались в слое полиэтилена (ПЭ) в каждом соответствующем ламинате. Количество магнитных частиц в ПЭ-слое составляет примерно 17 г/м2. Если использовать частоту 2 МГц и прикладывать магнитное поле с напряженностью, близкой к уровню магнитного насыщения, то время сварки для надлежащего приваривания двух ламинатов 10, 12 будет составлять приблизительно 100 мсек. Следует понимать, что другие количества магнитных частиц, а также частицы других размеров и другие многослойные упаковочные материалы потребуют других времен сварки и/или других частот.
На Фиг.5 схематически показано в разрезе сварочное зажимное приспособление 14, многослойные упаковочные материалы 10, 12, контрпластина 16 и магнитные поля в зоне сварки. Из-за разреза проводник 24 сварочного зажимного приспособления 14 и проводник 32 контрпластины 16 каждый показаны как два круга. В кругах показано мгновенное направление тока. Стрелки показывают линии магнитного поля, и можно видеть, что основные линии поля около многослойных упаковочных материалов 10, 12 по существу параллельны плоскости 36 многослойных упаковочных материалов 10, 12. Далее, можно видеть, что вкладом контрпластины 16 является усиление магнитного поля, создаваемого сварочным зажимным приспособлением 14. Стрелки, представляющие магнитное поле от контрпластины 16, также по существу параллельны плоскости 36 многослойных упаковочных материалов 10, 12 и идут в том же направлении, что и линии магнитного поля от сварочного зажимного приспособления 14.
На Фиг.6a и Фиг.6b показаны петли гистерезиса. Фиг.6a описывает указанный выше случай, т.е. когда магнитное поле прикладывается параллельно плоскости многослойного упаковочного материала, а Фиг.6b описывает случай, когда магнитное поле прикладывается перпендикулярно плоскости многослойного упаковочного материала. Можно видеть, что две площади по существу близки по размеру, но что магнитное поле, необходимое для получения площади на Фиг.6b, выше фактически почти вдвое выше. Таким образом, можно заключить, что более эффективно прикладывать магнитное поле по существу параллельно многослойному упаковочному материалу.
Формулировка "параллельно плоскости многослойного упаковочного материала" должна включать также случай, когда упаковочный материал искривлен в зоне сварки. В этом случае линии магнитного поля должны направляться вдоль этой кривой, т.е. быть по существу параллельными соответствующей касательной к точкам кривой.
Изобретение было описано в соответствии с предпочтительным в настоящее время вариантом реализации изобретения. Однако, следует понимать, что изобретение не ограничено этим вариантом осуществления, но может быть модифицировано любым путем в пределах объема приложенной формулы изобретения.
Например, в этом варианте осуществления были описаны первый и второй ламинат 10, 12. Однако, следует понимать, что первый и второй ламинат могут быть первой и второй частью 10, 12 одного и тоже же ламината. Например, прямоугольная заготовка или ткань должны формоваться в рукав или трубу и свариваться вдоль продольных краев в перекрывающейся зоне соединения 38. Первый ламинат 10 в этом случае будет образовывать часть заготовки вдоль первого края, а второй ламинат 12 будет образовывать часть заготовки вдоль второго края. На Фиг.7 показана заготовка, которую формуют в трубчатый рукав. Зоны 38 позднее создадут перекрывание, которое будет сварено.
Этот способ сваривания может применяться для сварки швов, как показанный, т.е. швов, где два ламината примыкают друг к другу, причем их внутренние (или наружные) поверхности обращены друг к другу. Он может также применяться для сваривания перекрывающихся соединений, когда наружная поверхность одного из ламинатов граничит с внутренней поверхностью другого ламината, образуя нахлест.
В этом описании уплотняющее давление и магнитное поле прикладываются одним и тем же устройством, т.е. парой "сварочное зажимное приспособление 14 и контрпластина 16". Однако, следует понимать, что давление и поле могут прикладываться разными устройствами, т.е. поле и давление прикладываются по отдельности.
В описанном варианте осуществления сварочное зажимное приспособление 14 является индуктором, содержащим проводник 24, соединенный с источником переменного тока 18. Описанная контрпластина 16 является электропроводящей и пассивной, т.е. она не соединена ни с каким источником энергии, но содержит проводник 32, который устроен так, что способен индуцировать ток в ответ на ток в проводнике 24 сварочного зажимного приспособления 14. Однако, следует понимать, что контрпластина 16 могла бы быть не только электропроводящего типа, но и активной. В этом случае она была бы того же типа, что и сварочное зажимное приспособление 14, т.е. была бы соединена с источником переменного тока. Сварочное зажимное приспособление 14 и контрпластина 16 могут быть соединены с одной и той же системой управления и электропитания или соединены с раздельными системами.
В другом варианте осуществления контрпластина может быть выполнена как проводник в форме медной пластины. Медная пластина может иметь прямой контакт с многослойным упаковочным материалом или быть покрытой, например, слоем защитной резины. Резина будет размещена по меньшей мере между проводящей медной пластиной и многослойным упаковочным материалом, т.е. рабочая поверхность контрпластины будет в резине, и упаковочный материал будет иметь непрямой контакт с проводящей пластиной.
Альтернативно, контрпластина 16 может быть сделана без какой-либо возможности проводить, т.е. контрпластина 16 будет изолятором, сделанным, например, из резины. Однако, в этом случае она, конечно, не могла бы усиливать магнитное поле.
Изобретение относится к способу и устройству для сваривания посредством магнитного гистерезиса многослойного упаковочного материала. Устройство для приваривания первого многослойного упаковочного материала-ламината ко второму упаковочному ламинату. По меньшей мере, первый ламинат содержит, по меньшей мере, один слой намагничивающихся частиц и свариваемый слой. Устройство содержит средство для приложения переменного магнитного поля к ламинатам в зоне сварки так, что основное направление линий магнитного поля по существу параллельно плоскости, образующей первый многослойный упаковочный материал. Таким образом, обеспечиваются потери от магнитного гистерезиса в ламинате, содержащем намагничивающиеся частицы, и генерация тепла, для по существу расплавления свариваемого слоя в зоне сварки. Устройство также содержит средство для приложения уплотняющего давления к первому и второму ламинатам для прижимания первого и второго ламинатов друг к другу в зоне сварки и сваривания ламинатов друг с другом. Заявленная группа изобретений обеспечивает возможность сваривания многослойных упаковочных материалов в быстродействующей упаковочной машине, а также предотвращение перегрева многослойных упаковочных материалов. Кроме того, заявленная группа изобретений обеспечивает снижение необходимой мощности магнитного поля и повышенную эффективность системы. 2 н. и 16 з.п. ф-лы, 10 ил.
1. Способ сварки первого многослойного упаковочного материала-ламината (10) со вторым упаковочным ламинатом (12), причем, по меньшей мере, первый ламинат (10) содержит, по меньшей мере, один слой намагничивающихся частиц и свариваемый слой (34), отличающийся тем, что прикладывают переменное магнитное поле к ламинатам (10, 12) в зоне сварки, при этом приложение переменного магнитного поля осуществляют таким образом, что основное направление линий магнитного поля, по существу, параллельно плоскости (36), образующей первый многослойный упаковочный материал (10), обеспечивая таким образом потери от магнитного гистерезиса в ламинате (10), содержащем намагничивающиеся частицы и генерацию тепла за счет потерь для расплавления свариваемого слоя (34) в зоне сварки, и прикладывают герметизирующее давление к первому и второму ламинату (10, 12), причем это давление заставляет первый и второй ламинат (10, 12) прижиматься друг к другу в зоне сварки для сваривания ламинатов (10, 12) друг с другом.
2. Способ по п.1, в котором создают переменное магнитное поле с напряженностью, по существу, достаточно большой для достижения намагничивающимися частицами, по существу, уровня магнитного насыщения.
3. Способ по п.1 или 2, в котором изменяют магнитное поле с частотой в интервале 0,5-5 МГц, предпочтительно в интервале 1-4 МГц.
4. Способ по п.1 или 2, в котором используют намагничивающиеся частицы в виде частиц Fe3O4.
5. Способ по п.1 или 2, в котором прикладывают указанное переменное магнитное поле, по меньшей мере, посредством сварочного зажимного приспособления (14), причем указанное приспособление (14) является индуктором, содержащим проводник (24), соединенный с источником (18) переменного тока.
6. Способ по п.1, в котором усиливают указанное магнитное поле путем использования электропроводящей контрпластины (16).
7. Способ по п.6, в котором размещают указанную контрпластину (16) напротив сварочного зажимного приспособления (14), причем контрпластина (16) является пассивной и способна индуцировать ток в ответ на ток в сварочном зажимном приспособлении (14) для создания магнитного поля, усиливающего поле, создаваемое сварочным зажимным приспособлением (14).
8. Способ по п.6 или 7, в котором прикладывают указанное уплотняющее давление с помощью указанного сварочного зажимного приспособления (14) и указанной контрпластины (16).
9. Устройство для приваривания первого многослойного упаковочного материала-ламината (10) ко второму упаковочному ламинату (12), причем, по меньшей мере, первый ламинат (10) содержит, по меньшей мере, один слой намагничивающихся частиц и свариваемый слой (34), отличающееся тем, что устройство содержит средство (14) для приложения переменного магнитного поля к ламинатам (10, 12) в зоне сварки так, что основное направление линий магнитного поля, по существу, параллельно плоскости (36), образующей первый многослойный упаковочный материал (10), обеспечивая таким образом потери от магнитного гистерезиса в ламинате (10), содержащем намагничивающиеся частицы и генерацию тепла, для, по существу, расплавления свариваемого слоя (34) в зоне сварки, и средство (14, 16) для приложения уплотняющего давления к первому и второму ламинатам (10, 12) для прижимания первого и второго ламинатов (10, 12) друг к другу в зоне сварки и сваривания ламинатов (10, 12) друг с другом.
10. Устройство по п.9, отличающееся тем, что указанное средство (14) для обеспечения переменного магнитного поля является сварочным зажимным приспособлением (14) в форме индуктора, содержащего проводник (24), соединенный с источником (18) переменного тока.
11. Устройство по п.10, отличающееся тем, что предусмотрена электропроводящая контрпластина (16) для усиления указанного магнитного поля.
12. Устройство по п.11, отличающееся тем, что указанная контрпластина (16) снабжена проводником (32), способным индуцировать ток в ответ на ток в сварочном зажимном приспособлении (14), создавая магнитное поле, усиливающее магнитное поле, создаваемое сварочным зажимным приспособлением (14).
13. Устройство по п.11 или 12, отличающееся тем, что указанная контрпластина (16) помещена напротив сварочного зажимного приспособления (14), действуя совместно с ним.
14. Устройство по п.11 или 12, отличающееся тем, что указанное средство (14, 16) для приложения указанного уплотняющего давления является указанным сварочным зажимным приспособлением (14) и указанной контрпластиной (16).
15. Устройство по п.11 или 12, отличающееся тем, что сварочное зажимное приспособление (14), имеющее рабочую поверхность (22), способно плотно прилегать к одному из первого и второго многослойного упаковочного материала (10, 12) в зоне сварки во время сваривания, при этом контрпластина (16), имеющая, по существу, соответствующую рабочую поверхность (28), способна плотно прилегать к одному из первого и второго многослойного упаковочного материала (10, 12) во время сваривания.
16. Устройство по п.15, отличающееся тем, что проводник (24) сварочного зажимного приспособления (14), по существу, заделан в рабочую поверхность (22), так что проводник (24) способен быть в контакте с многослойным упаковочным материалом (10).
17. Устройство по п.16, отличающееся тем, что проводник (32) контрпластины (16), по существу, заделан в рабочую поверхность (28) так, что проводник (32) способен контактировать с многослойным упаковочным материалом (12).
18. Устройство по п.17, отличающееся тем, что на рабочей поверхности (28) размещен защитный слой, при этом указанный контакт между проводником (32) контрпластины (16) и многослойным упаковочным материалом является непрямым.
| JP 7009591 А, 13.01.1995 | |||
| GB 2004497 А, 04.04.1979 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ СВАРКИ УПАКОВОЧНОГО МАТЕРИАЛА | 1997 |
|
RU2179944C2 |
| УПЛОТНЕНИЕ ВАКУУМ-КАМЕРЫ | 0 |
|
SU355423A1 |
| US 6056844 A, 02.05.2000. | |||

