Область техники, к которой относится изобретение
Настоящее изобретение относится к индуктору для индукционной сварки упаковочного материала, имеющего, по меньшей мере, один слой из металлической фольги. Настоящее изобретение также относится к устройству для индукционной сварки, содержащему такой индуктор, сварочной машине, содержащей устройство для индукционной сварки, и соответствующему способу изготовления индуктора для индукционной сварки упаковочного материала, имеющего, по меньшей мере, один слой из металлической фольги.
Предпосылки создания изобретения
Сварка многослойного упаковочного материала посредством индукционного нагрева используется в тароупаковочной промышленности. Одним примером такого многослойного материала является несущий слой из бумаги, алюминиевой фольги и термопластичных покрытий вдоль внутренней и наружной поверхностей многослойного материала. Технология индукционной сварки базируется на том, что магнитное поле вокруг проводника, создаваемое переменным током, способно индуцировать ток в примыкающем электропроводящем материале, который в зависимости от сопротивления материала вызывает нагрев материала. Таким образом, при индукционной сварке виток индуктора или индуктор, размещают рядом с ламинатом, содержащим алюминиевую фольгу, и ламинат сдавливают вместе с материалом, к которому он должен быть присоединен. Алюминиевая фольга нагревается посредством тока и периода обработки, выбранных соответствующим образом. Материал нагревается до температуры, которая является достаточно высокой для сварки прилегающих слоев из термопласта, что вызывает сплавление вместе соединенных термопластичных слоев, в результате чего получают герметичное и долговечное сварное соединение.
Как правило, устройство для индукционной сварки и, соответственно, индуктор, предусмотренный в таком процессе сварки, часто работают в агрессивной среде. Индуктор может подвергаться воздействию высоких температур, высоких давлений и химических реагентов в сварочной машине. Эта комбинация создает агрессивную среду, которая в определенных случаях применения вызывает быструю коррозию и износ индуктора. Следовательно, сварочные устройства должны регулярно заменяться, при этом каждая замена вызывает останов при изготовлении упаковок. Значительные ресурсы должны расходоваться на такое техническое обслуживание и такой мониторинг состояния устройства для индукционной сварки. Коррозия и износ могут также оказывать влияние на ранней стадии на процесс сварки, который часто является оптимизированным в высокой степени, например, за счет точного согласования полного сопротивления в схеме для индукционного нагрева, предусмотренной в системе, для адаптации к требованиям высокопроизводительных сварочных производственных линий. Таким образом, износ индуктора может препятствовать таким усилиям по оптимизации и, кроме того, оказывать отрицательное влияние на качество сварки в таких высокопроизводительных системах.
Желательно усовершенствовать предшествующие решения для предотвращения коррозии и износа, например, посредством дополнительной минимизации риска механического повреждения, такого как растрескивание сварочной поверхности индуктора в жестких условиях эксплуатации.
Следовательно, усовершенствованный индуктор был бы предпочтительным и, в частности, обеспечил бы возможность избежания большего числа вышеупомянутых проблем и отрицательных факторов, включая возможность повышения надежности и стойкости в агрессивных средах, таких как высокотемпературные и/или коррозионные среды, для увеличения срока службы индуктора и содействия оптимизации процесса индукционной сварки в высокопроизводительных сварочных системах. Соответствующее устройство для индукционной сварки и сварочная машина, содержащие такой индуктор, также были бы предпочтительными, как и способ изготовления такого индуктора для индукционной сварки упаковочного материала.
Сущность изобретения
Соответственно, примеры настоящего изобретения предпочтительно направлены на уменьшение, ослабление или устранение одного/одной или более дефектов, недостатков или проблем в данной области техники, таких как вышеуказанные, по отдельности или в любой комбинации посредством выполнения устройства согласно приложенной формуле изобретения.
В соответствии с первым аспектом предложен индуктор для индукционной сварки упаковочного материала, имеющего, по меньшей мере, один слой из металлической фольги. Индуктор выполнен с возможностью индуцирования переменного тока в металлической фольге для индукционного нагрева упаковочного материала. Индуктор содержит материал базового слоя, материал верхнего слоя, присоединенный к материалу базового слоя для формирования зоны необратимого соединения, содержащей смесь материала базового слоя и материала верхнего слоя.
В соответствии со вторым аспектом предложено устройство для индукционной сварки, содержащее, по меньшей мере, один индуктор согласно первому аспекту и опорный элемент, герметично охватывающий указанный, по меньшей мере, один индуктор за исключением наружной поверхности данного, по меньшей мере, одного индуктора, при этом, по меньшей мере, наружная поверхность содержит материал верхнего слоя, присоединенный к материалу базового слоя для формирования зоны необратимого соединения, содержащей смесь материала базового слоя и материала верхнего слоя.
В соответствии с третьим аспектом предложена сварочная машина для сварки упаковочного материала. Сварочная машина содержит, по меньшей мере, один индуктор согласно первому аспекту или устройство для индукционной сварки согласно второму аспекту.
В соответствии с четвертым аспектом предложен способ изготовления индуктора для индукционной сварки упаковочного материала, имеющего, по меньшей мере, один слой из металлической фольги. Способ включает присоединение материала верхнего слоя к материалу базового слоя для формирования зоны необратимого соединения, содержащей смесь материала базового слоя и материала верхнего слоя, и образование наружной поверхности индуктора посредством материала верхнего слоя.
Дополнительные примеры изобретения определены в зависимых пунктах, при этом признаки для второго, третьего и четвертого аспектов раскрытия изобретения такие же, как для первого аспекта, с соответствующими изменениями.
В некоторых примерах раскрытия изобретения предусмотрен индуктор, который предназначен для индукционной сварки упаковочного материала и который является более надежным и стойким в агрессивных средах, таких как высокотемпературные и/или коррозионные среды.
В некоторых примерах раскрытия изобретения предусмотрен индуктор, который предназначен для индукционной сварки упаковочного материала и который имеет увеличенный срок службы в случаях применения для сварки.
В некоторых примерах раскрытия изобретения предусмотрен индуктор, который предназначен для индукционной сварки упаковочного материала и который требует меньшего объема технического обслуживания в случаях применения для сварки.
В некоторых примерах раскрытия изобретения предусмотрен индуктор, который предназначен для индукционной сварки упаковочного материала и который имеет сварочную поверхность, которая в меньшей степени подвержена механическому повреждению, такому как растрескивание, в агрессивных средах в разливочных/расфасовочных машинах.
В некоторых примерах раскрытия изобретения предусмотрен индуктор, который предназначен для индукционной сварки упаковочного материала и который имеет сварочную поверхность, которую легче выполнить с разными геометрическими характеристиками для оптимизации процесса сварки при одновременном сохранении механической устойчивости.
В некоторых примерах раскрытия изобретения предусмотрен индуктор, который предназначен для индукционной сварки упаковочного материала и который обеспечивает возможность повышенной стабильности электрических параметров схемы для индукционного нагрева, применяемой для сварки.
В некоторых примерах раскрытия изобретения предусмотрен индуктор, который предназначен для индукционной сварки упаковочного материала и который обеспечивает возможность улучшенного управления процессом сварки.
Некоторые примеры раскрытия изобретения обеспечивают более надежное запечатывание контейнеров из упаковочного материала.
Некоторые примеры раскрытия изобретения обеспечивают увеличенную производительность производственной линии для индукционной сварки.
Следует подчеркнуть, что термин «содержит/содержащий» при его использовании в данном описании рассматривается как указывающий на наличие приведенных признаков, целых чисел, этапов или компонентов, но не исключает наличия или добавления одного или более других признаков, целых чисел, этапов, компонентов или их групп.
Краткое описание чертежей
Эти и другие аспекты, признаки и преимущества, которые могут быть обеспечены посредством примеров изобретения, будут очевидны из нижеприведенного описания примеров настоящего изобретения и будут разъяснены в нижеприведенном описании примеров настоящего изобретения, при этом делается ссылка на сопровождающие чертежи, в которых:
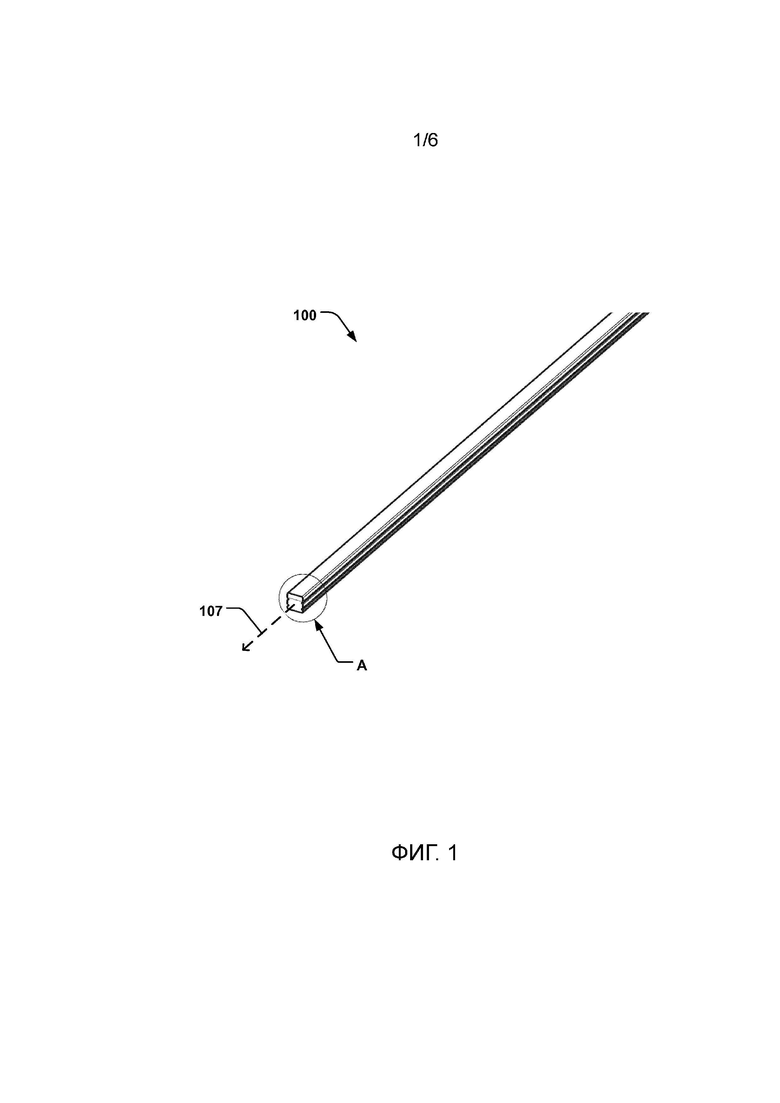
фиг.1 представляет собой схематическую иллюстрацию индуктора согласно примеру раскрытия изобретения, при этом индуктор показан на виде в перспективе;
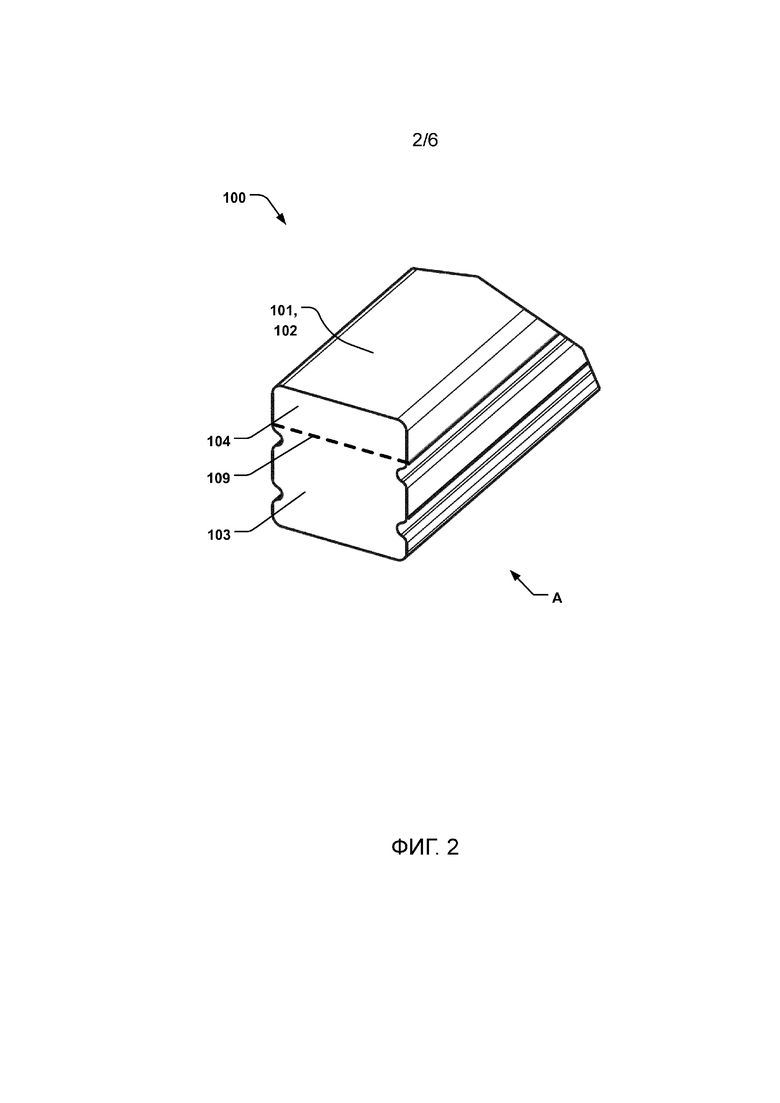
фиг.2 представляет собой схематическую иллюстрацию подробно показанной части (А) индуктора согласно примеру раскрытия изобретения по фиг.1, при этом данная часть показана на виде в перспективе;
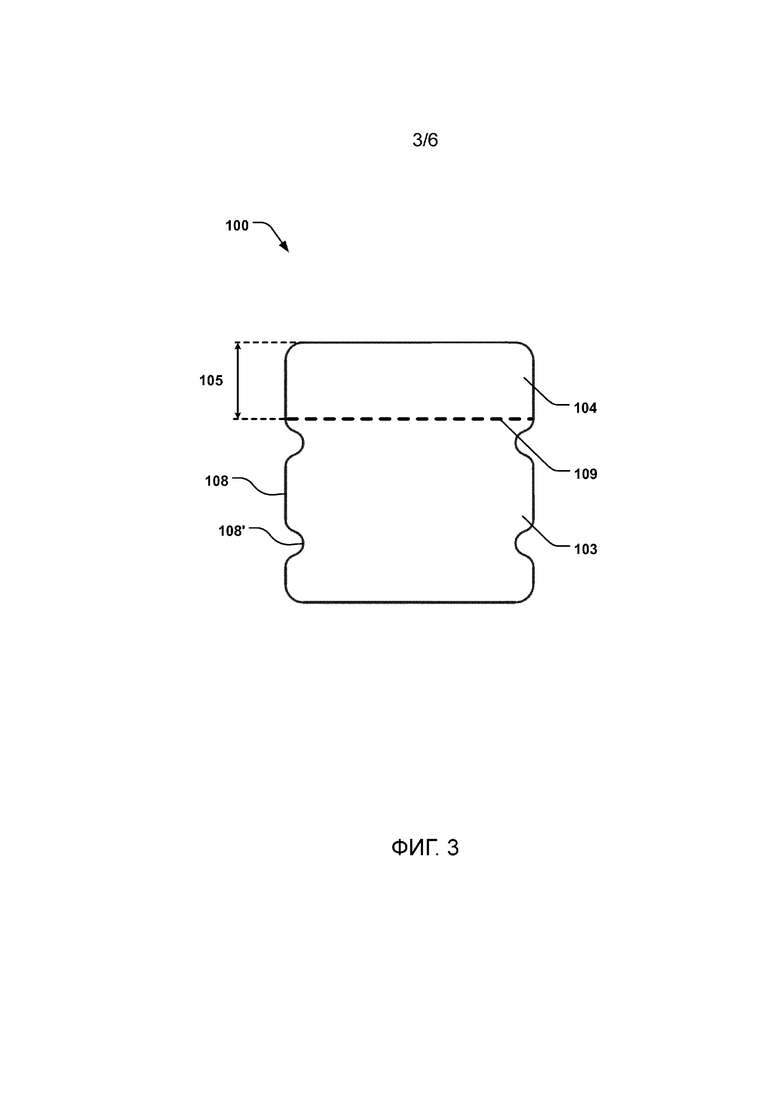
фиг.3 представляет собой схематическую иллюстрацию индуктора согласно примеру раскрытия изобретения, при этом индуктор показан в боковом сечении;
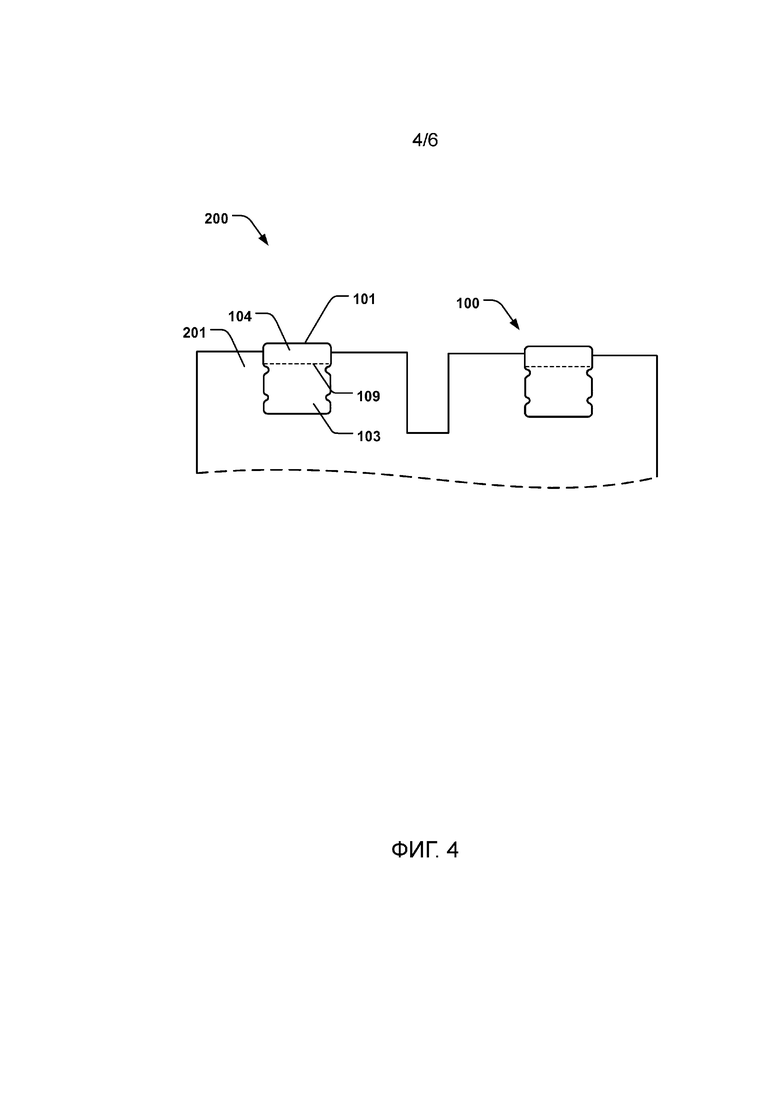
фиг.4 представляет собой схематическую иллюстрацию устройства для индукционной сварки, содержащего индуктор, согласно примеру раскрытия изобретения, при этом устройство показано в боковом сечении;
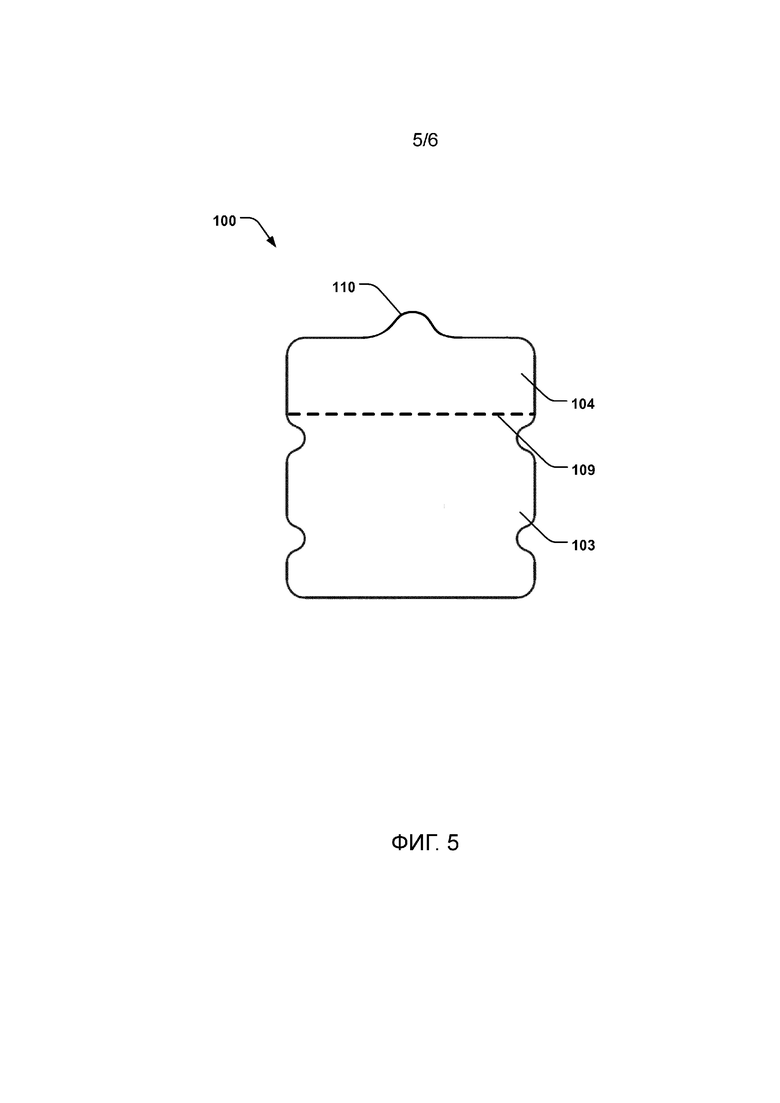
фиг.5 представляет собой схематическую иллюстрацию индуктора согласно примеру раскрытия изобретения, при этом индуктор показан в боковом сечении; и
фиг.6а–b представляют собой схемы последовательностей операций способа изготовления индуктора для индукционной сварки упаковочного материала согласно примерам раскрытия изобретения.
Подробное описание
Конкретные примеры изобретения будут описаны далее со ссылкой на сопровождающие чертежи. Тем не менее, это изобретение может быть реализовано во многих других вариантах и не должно рассматриваться как ограниченное примерами, приведенными в данном документе; скорее, данные примеры приведены с тем, чтобы данное раскрытие изобретения было всесторонним и полным и полностью охватывало объем изобретения для специалистов в данной области техники. Терминология, используемая в подробном описании примеров, проиллюстрированных на сопровождающих чертежах, не предназначена для ограничения изобретения. На чертежах аналогичные ссылочные позиции относятся к аналогичным элементам.
Фиг.1 представляет собой схематическую иллюстрацию индуктора 100 для индукционной сварки упаковочного материала (непоказанного), при этом индуктор 100 показан на виде в перспективе. Упаковочный материал имеет, по меньшей мере, один слой из металлической фольги, в котором может быть индуцирован переменный ток. Индуктор 100 выполнен с возможностью индуцирования переменного тока в металлической фольге для индукционного нагрева упаковочного материала. Фиг.2 представляет собой увеличенный вид части (А) индуктора 100 по фиг.1. Индуктор 100 содержит материал 103 базового слоя и материал 104 верхнего слоя. Материал 104 верхнего слоя присоединен к материалу 103 базового слоя для формирования зоны 109 необратимого соединения, содержащей смесь материала 103 базового слоя и материала 104 верхнего слоя. Такая соединенная зона 109 между материалом 103 базового слоя и материалом 104 верхнего слоя обеспечивает получение более прочного индуктора с улучшенной целостностью материала 104 верхнего слоя в агрессивных средах, таких как коррозионные высокотемпературные среды, имеющиеся также в сочетании с механическим абразивным износом материала 104 верхнего слоя. Наличие двух слоев материалов 103, 104 обеспечивает оптимизацию для адаптации к требуемым электрическим характеристикам обоих материалов за счет выбора соответствующего материала 103 базового слоя, при этом материал 104 верхнего слоя может быть оптимизирован для защиты материала 103 базового слоя от окружающей среды. Таким образом, наличие материала 104 верхнего слоя, присоединенного так, что зона 109 соединения содержит смесь обоих материалов 103, 104, обеспечивает упомянутое улучшение целостности слоев 103, 104 вследствие более прочной зоны соединения и улучшенную защиту базового слоя 103 от коррозии. Это особенно предпочтительно по сравнению с предшествующими техническими решениями, в которых вместо этого покрытие нанесено поверх материала базового слоя. Такое покрытие не присоединено к материалу базового слоя так, как описано выше, а, скорее, нанесено в виде поверхностного слоя, образующего поверхность раздела между материалами, на которой материалы четко разделены. Это обусловлено тем, что покрытие осаждено поверх базового слоя без химического и/или механического соединения между покрытием и базовым слоем, но при этом соединение обеспечивается только посредством создания адгезионного сцепления между материалами. Адгезионное сцепление, как правило, может быть обеспечено, например, за счет нанесения покрытия распылением или осаждения иным образом на материале базового слоя и последующего высушивания или затвердевания покрытия поверх материала базового слоя. Таким образом, при соединении слоев 103, 104 материалов их механическая целостность может быть улучшена, и риск повреждения, такого как растрескивание верхнего слоя 104, может быть минимизирован. Зона 109 соединения, содержащая смесь материалов 103, 104 в результате соединения, должна рассматриваться как материалы 103, 104 базового и верхнего слоев, смешанные для перекрывания в зоне 109 соединения вдоль вертикального направления, например, на фиг.3 (то есть в направлении, перпендикулярном к плоскости, в которой проходит сварочная поверхность 102 индуктора 100). Такое соединение индуктора 100 может быть обеспечено посредством подвергания его материалов 103, 104 воздействию заданного давления и/или заданной температуры так, чтобы материалы 103, 104 «проникали» друг в друга в упомянутом направлении.
Соответственно, индуктор 100 обеспечивает возможность упрощенного технического обслуживания в случаях применения для сварки и соответствующих сварочных машинах. Кроме того, поскольку целостность материала 104 верхнего слоя улучшена, как разъяснено выше, легче выполнить поверхность индуктора 100, обращенную по направлению к упаковочному материалу, то есть сварочную поверхность, в соответствии со специальными техническими требованиями, например, посредством выполнения сварочной поверхности 102 с разными геометрическими характеристиками, как видно, например, на фиг.5, при минимизированном риске растрескивания поверхности в агрессивных средах. В противном случае, например, выступы и/или углубления на поверхности могут быть более чувствительными/менее стойкими к нарушениям их механической целостности. Таким образом, повышенная способность к адаптации сварочной поверхности, то есть наружной поверхности 101, позволяет оптимизировать индуктор 100 для различных применений для сварки.
Материал 104 верхнего слоя может быть присоединен к материалу 103 базового слоя посредством диффузионной сварки. Такое соединение обеспечивает большую силу сцепления/связи между материалами 103, 104 базового и верхнего слоев в зоне 109 соединения, что обеспечит улучшенную механическую целостность материалов 103, 104 базового и верхнего слоев и более прочный и надежный индуктор 100 в агрессивных средах.
Материал 103 базового слоя может иметь более низкое удельное электрическое сопротивление (ρ), чем материал 104 верхнего слоя. Таким образом, материал 103 базового слоя может быть адаптирован для обеспечения электрических характеристик, необходимых для оптимизированного процесса индукционной сварки, в то время как материал 104 верхнего слоя предназначен для обеспечения износостойкости и коррозионной стойкости без влияния на заданные электрические характеристики. Таким образом, индуктор 100 может соответствовать требуемым допускам, например, в отношении характеристик полного сопротивления в схеме для индукционного нагрева, предусмотренной в сварочной машине, и обладать стойкостью в агрессивной среде в данной машине.
Индуктор 100 содержит наружную поверхность 101. По меньшей мере, часть наружной поверхности 101 может содержать материал 104 верхнего слоя. Таким образом, материал 104 верхнего слоя размещен в качестве барьера между окружающей коррозионной средой и материалом 103 базового слоя. По существу вся поверхность индуктора 100, обращенная к окружающей среде, может содержать материал 104 верхнего слоя для дополнительной оптимизации коррозионной стойкости или стойкости к внешнему износу.
В частности, индуктор 100 может содержать сварочную поверхность 102, выполненную с возможностью ее размещения напротив упаковочного материала для индукционного нагрева упаковочного материала. Сварочная поверхность 102 может содержать материал 104 верхнего слоя. Сварочная поверхность 102 открыта для воздействия окружающей среды для взаимодействия с упаковочным материалом, и, следовательно, особенно предпочтительно иметь сварочную поверхность 102, содержащую материал 104 верхнего слоя. Некоторые части наружной поверхности 101 индуктора 100 могут не быть расположенными непосредственно напротив упаковочного материала, но может быть предпочтительным, чтобы такие части наружной поверхности 101 также содержали материал 104 верхнего слоя, если они открыты для воздействия окружающей среды. Сварочная поверхность 102 может быть особенно подвержена механическому износу, такому как абразивный износ и т.д. Материал 104 верхнего слоя может обеспечить повышение стойкости к такому износу вследствие его увеличенной механической целостности, как рассмотрено выше.
Верхний слой 104 может закрывать материал 103 базового слоя и при этом иметь заданную толщину 105. Фиг.3 иллюстрирует пример индуктора 100, показанного в боковом сечении, на котором показана толщина 105 материала 104 верхнего слоя. Толщина 105 может находиться в диапазоне 50–150 микрон. Наличие толщины 105 в данном диапазоне обеспечивает возможность получения особенно прочного и стойкого верхнего слоя 104 при одновременном сохранении заданной функциональности материала 103 базового слоя в отношении индуцирования переменного тока в упаковочном материале. Индуктор 100 может быть удлиненным и может проходить с некоторой длиной в продольном направлении 107, как схематически проиллюстрировано в примере по фиг.1. Толщина 105 материала 104 верхнего слоя может быть по существу одинаковой вдоль длины индуктора 100. Тем не менее, существует возможность того, что толщина 105 может быть переменной вдоль длины. Например, некоторые части индуктора 100 могут быть особенно подвержены механическому износу, и локально увеличенная толщина 105 может обеспечить повышение стойкости, например, к абразивному износу вдоль таких частей, особенно подвергающихся износу.
Материал 104 верхнего слоя и материал 103 базового слоя могут образовывать по существу прямоугольное или квадратное поперечное сечение индуктора 100 вдоль длины 107. Фиг.2 показывает увеличенный вид части (А) по фиг.1. Наличие постоянного прямоугольного или квадратного поперечного сечения, представляющего собой поперечное сечение, «соединенное» вместе, как проиллюстрировано на фиг.2, обеспечивает минимизацию локализованных зон ослабления вдоль длины индуктора 100, которые в противном случае могут вызывать трещины в материалах 103, 104.
Индуктор 100 может содержать гребнеобразный выступ 110, образованный из материала 104 верхнего слоя, как проиллюстрировано в примере по фиг.5. Наличие материала 104 верхнего слоя, присоединенного к материалу 103 базового слоя так, как описано выше, обеспечивает более прочную поверхность, которая может быть выполнена с различными геометрическими характеристиками при минимизированном риске образования трещин в материале 104 верхнего слоя. Таким образом, поверхностные структуры, такие как гребнеобразный выступ 110, могут быть образованы с меньшим радиусом кривизны, то есть с более резкими изгибами в контуре поверхностной структуры, без риска растрескивания материала в агрессивной среде. Таким образом, может быть облегчена адаптация к различным применениям при сварке и упаковочным материалам, требующим разных сварочных поверхностей 102.
Материал 104 верхнего слоя может содержать серебряно–палладиевый (AgPd) сплав. Сплав AgPd особенно эффективен для придания коррозионной стойкости и износостойкости материалу 103 базового слоя. По существу вся наружная поверхность 101 или сварочная поверхность 102 может содержать сплав AgPd для обеспечения оптимизированной коррозионной стойкости. Тем не менее, существует возможность того, что достаточная коррозионная стойкость может быть обеспечена, если части или, по меньшей мере, бóльшая часть площади поверхности, представляющей собой наружную поверхность 101 или сварочную поверхность 102, будут/будет содержать сплав AgPd. Кроме того, существует возможность того, что материал 104 верхнего слоя может содержать другие материалы или сплавы, которые обеспечивают повышенную коррозионную стойкость и износостойкость материала 103 базового слоя. Материал 104 верхнего слоя может содержать, например, любые материалы или комбинации материалов, или различные сплавы материалов из следующих материалов: Ni, Cr, Ag, Ta, Au, Cu, нержавеющей стали. Другие материалы или сплавы, обеспечивающие коррозионную стойкость и/или износостойкость, могут быть также соединены вместе с материалом 103 базового слоя для обеспечения предпочтительных эффектов, описанных выше. Материалы или комбинации материалов могут быть предусмотрены в разных слоях из материалов 104 верхнего слоя, соединенных вместе для формирования многослойного верхнего слоя 104. Сплав AgPd в таком случае может быть предусмотрен в самом наружном слое вследствие его особенно предпочтительных химических и механических свойств. Наличие сплава AgPd, соединенного вместе с материалом базового слоя, например, посредством диффузионной сварки, обеспечивает синергетический эффект за счет того, что предпочтительные свойства сплава AgPd сочетаются с прочностью и стойкостью верхнего слоя 104 вследствие соединения с материалом 103 базового слоя для формирования смеси упомянутых материалов в зоне 109 соединения. Материал 103 базового слоя может содержать Cu, Al, Ag, Au или любой сплав, содержащий любой из данных или других материалов, обеспечивающих заданные электрические свойства индуктора 100.
Предложено устройство 200 для индукционной сварки, содержащее, по меньшей мере, один индуктор 100, описанный выше в связи с фиг.1–3 и 5. Устройство 200 для индукционной сварки содержит опорный элемент 201, герметично охватывающий, по меньшей мере, один индуктор 100 за исключением наружной поверхности 101 данного, по меньшей мере, одного индуктора 100. Фиг.4 представляет собой схематическую иллюстрацию примера устройства 200 для индукционной сварки, в котором опорный элемент расположен вокруг индуктора 100 за исключением наружной поверхности 101, которая фактически представляет собой сварочную поверхность 102 индуктора 100. По меньшей мере, наружная поверхность 101 содержит материал 104 верхнего слоя, присоединенный к материалу 103 базового слоя для формирования зоны 109 необратимого соединения, содержащей смесь материала 103 базового слоя и материала 104 верхнего слоя, как описано выше. Таким образом, устройство 200 для индукционной сварки обеспечивает предпочтительные эффекты, описанные выше в связи с индуктором 100 и фиг.1–3 и 5.
Базовый слой 103 может содержать выступы или углубления 108, 108’, выполненные с возможностью соединения с опорным элементом 201 с обеспечением взаимоблокировки. Это проиллюстрировано на детализированном виде сбоку по фиг.3. Таким образом облегчается размещение индуктора 100 в заданном положении в опорном элементе 201, поскольку выступы или углубления 108, 108’ могут без труда соединяться с соответствующими сопрягающимися поверхностями опорного элемента 201 с обеспечением взаимоблокировки, как видно на фиг.4. Такие поверхности, соединяемые с обеспечением взаимоблокировки, могут также обеспечить повышение стабильности фиксации индуктора 100 посредством базового слоя и способствовать общей робастности устройства 200 для индукционной сварки.
Предложена сварочная машина (непоказанная) для сварки упаковочного материала. Сварочная машина содержит, по меньшей мере, один индуктор 100, описанный выше в связи с фиг.1–3 и 5. Соответственно, сварочная машина также может содержать устройство 200 для индукционной сварки, описанное выше в связи с фиг.4. Таким образом, операция сварки упаковочного материала в сварочной машине может быть улучшена благодаря предпочтительным эффектам, описанным выше, и, в частности, благодаря обеспечению возможности улучшенного управления процессом сварки, более надежной сварки и в конечном счете – увеличенной производительности производственной линии для индукционной сварки.
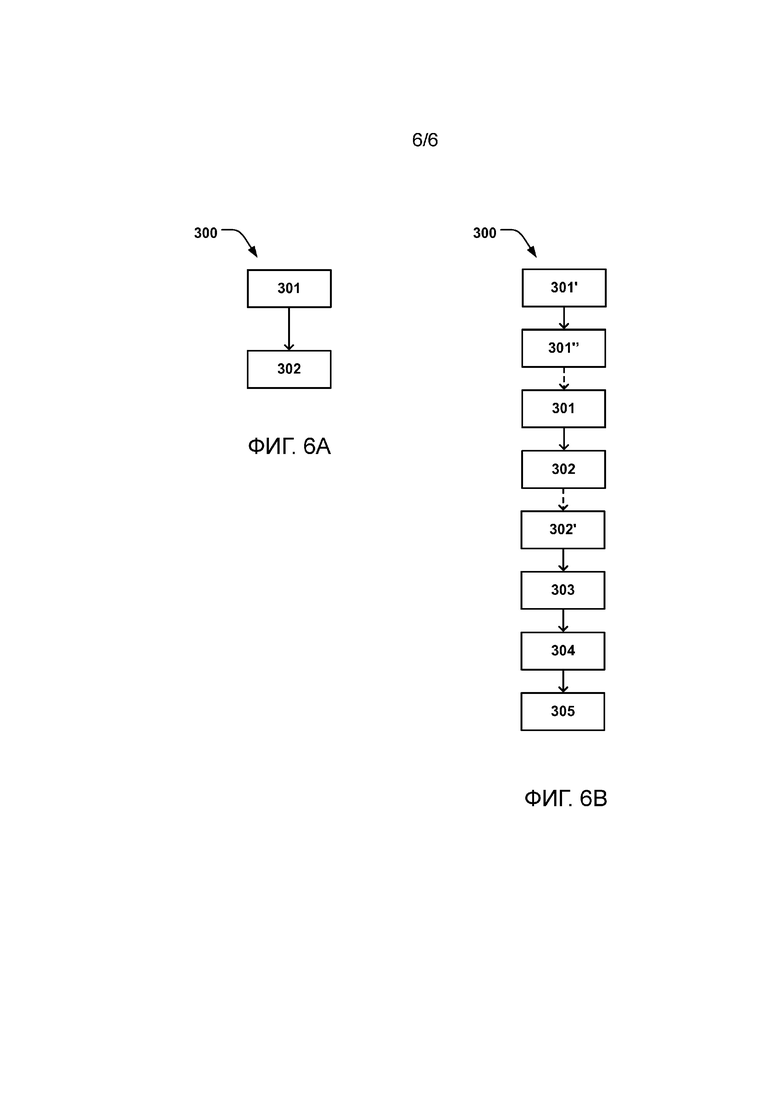
Фиг.6а иллюстрирует схему последовательности операций способа 300 изготовления индуктора 100, который предназначен для индукционной сварки упаковочного материала, имеющего, по меньшей мере, один слой из металлической фольги. Порядок, в котором описаны и проиллюстрированы этапы способа 300, не следует рассматривать как ограничивающий, и существует возможность того, что этапы могут быть выполнены в измененном порядке. Таким образом, предложен способ 300, включающий присоединение 301 материала 104 верхнего слоя к материалу 103 базового слоя для формирования зоны 109 необратимого соединения, содержащей смесь материала 103 базового слоя и материала 104 верхнего слоя. Способ 300 дополнительно включает образование 302 наружной поверхности 101 индуктора 100 посредством материала 104 верхнего слоя. Таким образом, способ 300 обеспечивает предпочтительные преимущества, описанные выше в связи с индуктором 100 и устройством 200 для индукционной сварки вместе с фиг.1–5.
Фиг.6b иллюстрирует дополнительную схему последовательности операций способа 300 изготовления индуктора 100, который предназначен для индукционной сварки упаковочного материала, имеющего, по меньшей мере, один слой из металлической фольги. Порядок, в котором описаны и проиллюстрированы этапы способа 300, не следует рассматривать как ограничивающий, и существует возможность того, что этапы могут быть выполнены в измененном порядке. Материал 104 верхнего слоя может быть присоединен к материалу базового слоя посредством диффузионной сварки 303, как рассмотрено выше.
Способ 300 может включать образование 304 сварочной поверхности 102 индуктора посредством материала 104 верхнего слоя. Сварочная поверхность 102 выполнена с возможностью ее размещения напротив упаковочного материала для индукционного нагрева упаковочного материала. Способ 300 может включать обеспечение размещения 305 материала 104 верхнего слоя так, чтобы он проходил вдоль материала 103 базового слоя в продольном направлении 107 индуктора 100 и имел заданную толщину 105 в диапазоне 50–150 микрон.
Способ 300 может включать присоединение 301’ первой части материала, содержащей материал 104 верхнего слоя, ко второй части материала, содержащей материал 103 базового слоя. Способ 300 может включать приложение 301” давления и/или подвод 301” тепла к первой и второй частям материала для их соединения и образование 302’ индуктора 100 из соединенных первой и второй частей материала так, чтобы наружная поверхность 101 индуктора была образована посредством материала 104 верхнего слоя. Материал 104 верхнего слоя может содержать серебряно–палладиевый (AgPd) сплав с особенно предпочтительными свойствами, как разъяснено выше.
Настоящее изобретение было описано выше со ссылкой на конкретные примеры. Однако примеры, отличные от вышеописанных, в равной степени возможны в пределах объема изобретения. Различные признаки и этапы по изобретению могут быть скомбинированы в комбинациях, отличных от описанных. Объем изобретения ограничен только приложенной формулой изобретения.
В более общем смысле специалисты в данной области техники без труда поймут, что все параметры, размеры, материалы и конфигурации, описанные в данном документе, предназначены для того, чтобы быть иллюстративными, и что фактические параметры, размеры, материалы и/или конфигурации будут зависеть от конкретного применения или конкретных применений, для которого (–ых) используются идеи настоящего изобретения.
Раскрыт индуктор для индукционной сварки упаковочного материала, имеющего по меньшей мере один слой из металлической фольги. Индуктор выполнен с возможностью индуцирования переменного тока в металлической фольге для индукционного нагрева упаковочного материала. Индуктор содержит материал базового слоя, материал верхнего слоя, присоединенный к материалу базового слоя для формирования зоны необратимого соединения, содержащей смесь материала базового слоя и материала верхнего слоя. Также раскрыты устройство для индукционной сварки, содержащее по меньшей мере один индуктор, и способ изготовления индуктора для индукционной сварки упаковочного материала. 4 н. и 14 з.п. ф-лы, 6 ил.
1. Индуктор (100) для индукционной сварки упаковочного материала, имеющего по меньшей мере один слой из металлической фольги, при этом индуктор выполнен с возможностью индуцирования переменного тока в металлической фольге для индукционного нагрева упаковочного материала, при этом индуктор содержит
материал (103) базового слоя,
материал (104) верхнего слоя, присоединенный к материалу базового слоя для формирования зоны (109) необратимого соединения, содержащей смесь материала базового слоя и материала верхнего слоя.
2. Индуктор по п. 1, в котором материал верхнего слоя присоединен к материалу базового слоя посредством пайки, холодного или горячего плакирования и/или диффузионной сварки.
3. Индуктор по п. 1 или 2, в котором материал базового слоя имеет более низкое удельное электрическое сопротивление (ρ), чем материал верхнего слоя.
4. Индуктор по любому из пп. 1–3, при этом индуктор содержит наружную поверхность (101), и при этом по меньшей мере часть наружной поверхности содержит материал верхнего слоя.
5. Индуктор по любому из пп. 1–4, при этом индуктор содержит сварочную поверхность (102), выполненную с возможностью ее размещения напротив упаковочного материала для индукционного нагрева упаковочного материала, и при этом сварочная поверхность содержит материал верхнего слоя.
6. Индуктор по любому из пп. 1–5, в котором верхний слой закрывает материал базового слоя и имеет заданную толщину (105), при этом данная толщина находится в диапазоне 50–150 микрон.
7. Индуктор по любому из пп. 1–6, при этом индуктор является удлиненным и проходит по длине в продольном направлении (107), и при этом материал верхнего слоя и материал базового слоя образуют по существу прямоугольное или квадратное поперечное сечение индуктора вдоль указанной длины.
8. Индуктор по любому из пп. 1–7, содержащий гребнеобразный выступ (110), образованный из материала верхнего слоя.
9. Индуктор по любому из пп. 1–8, в котором материал верхнего слоя содержит серебряно–палладиевый (AgPd) сплав.
10. Устройство (200) для индукционной сварки, содержащее по меньшей мере один индуктор по любому из пп. 1–9 и опорный элемент (201), герметично охватывающий указанный по меньшей мере один индуктор за исключением наружной поверхности (101) данного по меньшей мере одного индуктора, при этом по меньшей мере наружная поверхность содержит материал (104) верхнего слоя, присоединенный к материалу (103) базового слоя для формирования зоны (109) необратимого соединения, содержащей смесь материала базового слоя и материала верхнего слоя.
11. Устройство для индукционной сварки по п. 10, в котором базовый слой содержит выступы или углубления (108, 108’), выполненные с возможностью соединения с опорным элементом с обеспечением взаимоблокировки.
12. Сварочная машина для сварки упаковочного материала, содержащая по меньшей мере один индуктор по любому из пп. 1–9 или устройство для индукционной сварки по любому из пп. 10, 11.
13. Способ (300) изготовления индуктора (100) для индукционной сварки упаковочного материала, имеющего по меньшей мере один слой из металлической фольги, при этом способ включает в себя этапы:
присоединения (301) материала (104) верхнего слоя к материалу (103) базового слоя для формирования зоны (109) необратимого соединения, содержащей смесь материала базового слоя и материала верхнего слоя, и
образования (302) наружной поверхности (101) индуктора посредством материала верхнего слоя.
14. Способ по п. 13, в котором материал верхнего слоя присоединяют к материалу базового слоя посредством пайки, холодного или горячего плакирования и/или диффузионной сварки (303).
15. Способ по п. 13 или 14, включающий в себя этапы:
образования (304) сварочной поверхности (102) индуктора посредством материала верхнего слоя, при этом сварочная поверхность выполнена с возможностью ее размещения напротив упаковочного материала для индукционного нагрева упаковочного материала.
16. Способ по любому из пп. 13–15, включающий
обеспечение размещения (305) материала верхнего слоя так, чтобы он проходил вдоль материала базового слоя в продольном направлении (107) индуктора и имел заданную толщину (105) в диапазоне 50–150 микрон.
17. Способ по любому из пп. 13–16, включающий
присоединение (301’) первой части материала, содержащей указанный материал верхнего слоя, ко второй части материала, содержащей указанный материал базового слоя;
приложение (301”) давления и/или подвод (301”) температуры к первой и второй частям материала для их указанного соединения;
образование (302’) указанного индуктора из соединенных первой и второй частей материала так, чтобы наружная поверхность индуктора была образована посредством материала верхнего слоя.
18. Способ по любому из пп. 13–17, в котором материал верхнего слоя содержит серебряно–палладиевый (AgPd) сплав.
| WO 2014166765 A1, 16.10.2014 | |||
| WO 9215182 А1, 03.09.1992 | |||
| СПОСОБ РАЗРАБОТКИ ЛЕСОСЕК | 1967 |
|
SU223517A1 |

