Изобретение относится к сталеплавильному производству, а именно к способам выплавки стали, легированной азотом.
В настоящее время выплавляется много различных марок азотсодержащих сталей. Концентрация азота в таких сталях может изменяться в широких пределах: от 0,005-0,010% N в специальных сортах электротехнической стали, до 0,5-1,2% N в высокопрочных нержавеющих сталях. Предлагаемое техническое решение распространяется преимущественно на технологию выплавки сталей, микролегированных азотом, т.е. сталей, количество азота в которых не превышает 0,1%, вместе с тем в отдельных случаях может применяться для производства металла с более высоким его содержанием.
Известно, что в зависимости от агрегатного состояния азот можно вводить в стальной расплав из газовой фазы или при помощи различных азотсодержащих сплавов и соединений. Газовое азотирование осуществляют либо путем длительной выдержки жидкой стали в азотсодержащей атмосфере при нормальном и повышенном давлении или путем продувки азотсодержащего газа через стальной расплав. Твердофазное азотирование происходит путем введения в стальную ванну нитридов марганца, хрома, ванадия и других металлов либо азотсодержащих химикатов, таких как цианамид кальция, карбамид и др.
Известен, например, способ выплавки высокопрочной трубной стали, микролегированной азотом марок 16Г2САФ, 16ГБАФ, в соответствии с которым азотирование осуществляют путем введения в ковш азотированного марганца и феррохрома во время разливки стали из конвертера. Такой способ обеспечивает выплавку стали, содержащей 0,015-0,025% N, однако при этом сам процесс легирования сопровождается угаром большого количества азота и марганца с выделением токсичных газов (Л.Ф.Косой, В.А.Синельников. Выплавка легированной стали в конвертерах. - М.: Металлургия, 1979, с.112-118).
В японском патенте JP 200025673 "Method for adding nitrogen info molten steel", опубл. 09.19.2000 г., для получения в стали свыше 0,01% N предлагается расплав в ковше обрабатывать порошковой проволокой, наполнителем которой является смесь порошков алюминия и цианамида кальция. Побочным эффектом такой технологии является насыщение стального расплава углеродом. Кроме того, при разложении цианамида во время нагрева возможно выделение ядовитых соединений.
При выплавке рельсовой стали авторы изобретения по заявке RU 2006130580, опубл. 27.02.2007, БИ №6, микролегирование металла азотом предлагают осуществлять либо продувкой расплава в ковше с одновременным введением феррованадия, либо путем присадки в ковш азотированного феррованадия. Указанный способ обеспечивает выплавку сталей с заданными пределами по азоту, однако он не может быть применен при производстве других марок сталей, в составе которых нет ванадия.
В способе выплавки высокопрочной низколегированной стали 14Г2АФ, содержащей 0,015-0,025% N (ГОСТ 19282-73), микролегирование азотом предлагается проводить путем донной продувки расплава азотом с расходом ~1 м3/т.ч. Способ обеспечивает получение в стали ~0,015% N. Однако, несмотря на видимую простоту такого технического решения, большая продолжительность продувки (~26 мин) и связанное с этим переохлаждение расплава делают этот способ трудно применимым в промышленных условиях (SU 1440049, Способ легирования стали азотом, опубл. 15.01.1992 г., БИ №2).
В качестве прототипа предлагаемого изобретения выбран «Способ микролегирования стали азотом», RU 2266338, С21С 7/04, опубл. 20.12.2005 г., БИ №35. По этому способу микролегирование стали азотом осуществляют в две стадии: предварительное насыщение расплава азотом проводят за счет присадки азотированного ферросплава, а окончательную корректировку химического состава металла по содержанию азота осуществляют продувкой газообразным азотом с расходом, определяемым специальным эмпирическим соотношением. Применительно к трансформаторной стали способ-прототип позволил выплавить металл, содержащий 0,0059% N. Вместе с тем для достижения в стали сравнительно небольшой концентрации азота было израсходовано 350 кг азотированного феррохрома, а продолжительность последующей продувки азотом составила 8 мин. Столь большой расход азотсодержащего легирующего материала (~1 кг/т) приводит к заметному удорожанию металла, а большая продолжительность продувки увеличивает длительность всего технологического процесса и приводит к дополнительному снижению температуры металла.
В предлагаемом изобретении ставится задача разработки такого нового способа выплавки стали, микролегированной азотом, который при минимальных расходах азотсодержащих легирующих материалов обеспечивал бы стабильное получение в стали заданных концентраций азота без увеличения продолжительности технологического процесса производства азотсодержащего металла.
Поставленная задача решается тем, что предлагается способ выплавки стали, микролегированной азотом, включающий получение исходного стального расплава в сталеплавильном агрегате и выпуск его в ковш, обработку упомянутого расплава в ковше путем введения раскислителей и легирующих материалов, в том числе азотсодержащего, продувку аргоном, вакуумирование, корректировку стального расплава и его разливку, в котором для обработки стального расплава в ковше азотсодержащим материалом используют азотсодержащую лигатуру на основе нитрида кремния с ферросилицидной связкой, состоящей из кремния, силицидов железа и/или железа, при следующем соотношении компонентов, мас.%:
при этом азотсодержащая лигатура имеет пористость в пределах 20-60%.
Таким образом, сущность предлагаемого технического решения заключается в использовании при выплавке стали, микролегированной азотом, специальной азотсодержащей лигатуры, имеющей пористую композиционную структуру, основой которой является нитрид кремния. Связкой в такой композиции служит ферросилицидный сплав, состоящий из кремния, силицидов железа и железа. Опытным путем было найдено, что оптимальная концентрация такого связующего сплава находится в пределах 20-50%, а пористость самой лигатуры от 20 до 60%.
Преимущества использования нитрида кремния в качестве источника азота при выплавке стали вполне очевидны. В первую очередь это рекордная концентрация в нем азота - 40%, во-вторых, универсальность нитрида кремния, а именно в отличие от других нитридов он совместим с большинством известных марок азотсодержащих сталей, ибо он входит в их состав в достаточных концентрациях. Кроме того, сырьем для получения нитрида кремния и композиций на его основе служит кремний и его сплавы, недорогие, широко распространенные и экологически безопасные материалы.
В то же время нитрид кремния широко известен как высокоэффективный керамический и огнеупорный материал (Р.А.Андриевский, И.И.Спивак. Нитрид кремния и материалы на его основе. - М.: Металлургия, 1984, 136 с.). Нитрид кремния не взаимодействует с жидким чугуном и расплавами цветных металлов и медленно растворяется в стальном расплаве. Вследствие этого нитридкремниевые огнеупорные материалы широко используются в металлургии для футеровки печей для выплавки чугуна, алюминия и других металлов. Поэтому трудно было ожидать, что нитрид кремния можно будет применить в технологии производства стали, микролегированной азотом, при условии, что такое микролегирование осуществляется непосредственно в ковше при минимуме времени на растворение азотсодержащей лигатуры.
Попытка использования нитрида кремния при выплавке стали в общем-то известна (DE 2924415, Verfahren zur Aufstickung von Stahlen mit hohen Chom - und Mangangehalten, опубл. 23.02.1984 г.). В указанном патенте описывается технология введения азота в хромомарганцевую нержавеющую сталь при помощи нитрида кремния во время электрошлакового переплава электрода под давлением 5-60 атм. Нитридкремниевые гранулы непрерывно подаются в шлак и растворяются в нем. Сам же стальной электрод насыщается азотом уже из шлакового расплава. Для хорошей растворимости нитрида кремния в шлаке предлагается специальный его состав с повышенным содержанием CaF2. Таким образом в сталь может вводиться от 0,1 до 0,8% N. Авторы изобретения проблему плохой растворимости нитрида кремния в стальном расплаве решают путем предварительного его растворения в шлаке. И уже из шлакового расплава происходит азотирование стальной ванны. Такой процесс легирования азотом исключительно медленный и длительный, а для его практической реализации требуется дорогостоящее оборудование для электрошлаковой плавки под высоким давлением. Для массового производства стали в других агрегатах, в частности в конвертерах и дуговых электропечах, такой способ не может быть применен. Особенностью современного конвертерного и электросталеплавильного производства является то, что основные операции обработки стали, такие как раскисление, легирование, рафинирование и другие, проводят уже вне сталеплавильного агрегата, непосредственно в ковше.
Испытания показали, что если куски или гранулы нитрида кремния вводить непосредственно в стальной расплав в ковше, то растворение их будет длительным, а усвоение азота крайне низким и нестабильным.
Весьма неожиданным решением проблемы легирования стали в ковше при помощи нитрида кремния явилось использование не отдельно нитрида кремния, а композиционного материала на его основе. Причем такая композиционная лигатура должна состоять из небольших частиц нитрида кремния, связанных друг с другом металлической связкой. При этом наилучшим вариантом такой связки оказался ферросилицидный сплав, состоящий из кремния, силицидов железа и/или железа и концентрация которого может изменяться в пределах 20-50%.
Важным является также то, что такой композиционный легирующий материал на основе нитрида кремния является пористым, причем экспериментально было найдено, что наилучшие результаты при эксплуатации показывает композиция с пористостью 20-60%.
Выбор связки для нитрида кремния в виде кремния, силицидов железа и/или железа обусловлен рядом факторов. Во-первых, такой сплав исключительно хорошо и быстро растворяется в стальном расплаве благодаря низкой температуре плавления и положительному тепловому эффекту растворения. Во-вторых, такую связку легко можно получить азотированием хорошо доступных сплавов ферросилиция и кремния. И, наконец, предлагаемый состав связующей экологически безопасен, а сама композиционная лигатура может длительное время храниться, полностью сохраняя состав и свойства.
В качестве ферросилицидной связки в предлагаемом техническом решении кремний, силициды железа и железо могут использоваться каждый в отдельности. Азотсодержащая лигатура составов нитрид кремния-кремний, нитрид кремния-силициды железа и нитрид кремния-железо может успешно использоваться в предлагаемом способе выплавки стали для решения задачи, поставленной в изобретении. Кремний, силициды железа и железо имеют сравнительно невысокую температуру плавления и способствуют более быстрому растворению в стальном расплаве тугоплавкого нитрида кремния. При использовании двухкомпонентной ферросилицидной связки, например, состоящей из кремния и силицидов железа, силицидов железа и железа, удается несколько повысить скорость растворения азотсодержащей лигатуры за счет снижения температуры плавления в результате образования легкоплавких эвтектик. Однако, как показали исследования, наилучшие результаты достигаются при решении поставленной задачи при использовании азотсодержащей лигатуры на основе нитрида кремния с ферросилицидной связкой одновременно, включающей все три компонента: кремний, силициды железа и железо.
Концентрация ферросилицидной связки в композиционном легирующем материале на основе нитрида кремния, используемом во время выплавки стали, микролегированной азотом, находится в пределах 20-50%. Такие пределы были выбраны из условия быстрого растворения композиционной лигатуры в стальном расплаве при высоком и стабильном усвоении азота и при минимальном расходе самой лигатуры. Наименьшее содержание связующего компонента (20%) выбрано из условия хорошей и быстрой растворимости азотсодержащей лигатуры в расплаве, а наибольшее (50%) - из условия сохранения в ней высокой концентрации нитрида кремния, а значит, и азота. При этом соотношение компонентов внутри ферросилицидной связки может изменяться в самых широких пределах.
В предлагаемом техническом решении получение исходного стального расплава можно осуществлять в сталеплавильных агрегатах любых известных типов: мартеновских печах, конвертерах, электропечах и др. Однако, с экономической точки зрения наиболее эффективно применение конвертеров или дуговых электропечей. Причем дуговые электропечи целесообразно использовать для выплавки стали с максимальной концентрацией азота.
В предпочтительных вариантах выполнение изобретения количество компонентов связки должно находиться в следующих пределах, мас.%:
Оптимальным же составом ферросилицидной связки и всей лигатуры является, мас.%:
Пористость предлагаемого для выплавки азотсодержащей микролегированной стали композиционного легирующего материала на основе нитрида кремния составляет 20-60%. Такие пределы по пористости предложены из условия достижения оптимальной продолжительности растворения. При пористости менее 20% практически исчезает открытая пористость, контакт расплава с поверхностью лигатуры резко сокращается, и интенсивность растворения сильно уменьшается. При увеличении пористости свыше 60% уменьшается степень усвоения азота расплавом вследствие чрезмерной низкой плотности и прочности композиционной лигатуры, а также вследствие образования большого количества мелкодисперсного порошка. В предпочтительных вариантах выполнения изобретения пористость должна находиться в пределах 26-54%, оптимально - 32-48%.
Предлагаемый способ выплавки стали, микролегированной азотом, позволяет осуществлять обработку стального расплава в ковше композиционным легирующим материалом на основе нитрида кремния в любом виде: кусковом, брикетированном, порошкообразном, смеси с другими материалами, а также в виде наполнителя порошковой проволоки. Однако, как показали испытания, наилучшим вариантом использования композиционной азотсодержащей лигатуры с технологической точки зрения являются введения в виде кусков, в виде порошка и/или в виде порошковой проволоки. Причем в ряде случаев, например для достижения максимальной концентрации азота, возможно одновременное использование азотсодержащей лигатуры трех видов: и в виде кусков, и в виде порошка, и в виде порошковой проволоки. Первичная концентрация азота задается при помощи кусковой лигатуры, далее основное количество азота вводится путем вдувания в стальной расплав порошковой лигатуры и, при необходимости, окончательная корректировка состава по азоту осуществляется при помощи порошковой проволоки. В большинстве вариантов выплавки стали бывает достаточным использование двух видов азотсодержащей лигатуры, например в виде кусков и в виде порошка либо в виде кусков и в виде порошковой проволоки.
Предпочтительным же является вариант способа выплавки стали, микролегированной азотом, при котором азотсодержащая легирующая композиция присаживается в стальной расплав в виде кусков разрезом 1-30 см, которые задают на дно ковша перед разливкой и/или непосредственно в ковш во время разливки. При этом количество задаваемого материала определяется из условия введения в стальной расплав 0,002-0,009% N. В общем случае часть азотсодержащей лигатуры можно задавать на дно ковша перед разливкой, а оставшуюся часть лигатуры вводить непосредственно во время разливки. Такой режим выплавки целесообразно применять для достижения максимальных концентраций азота. При получении в стали сравнительно небольших концентраций азота бывает достаточно использования только одного приема: либо введение кусков лигатуры на дно ковша перед разливкой, либо введение их непосредственно во время разливки.
Другим предпочтительным вариантом предлагаемого способа является введение композиционного легирующего материала на основе нитрида кремния в виде порошка с размером частиц не более 0,315 мм, который вдувают в стальной расплав с помощью газового потока, состоящего из аргона и/или азота.
При обработке стального расплава в ковше композиционным легирующим материалом на основе нитрида кремния на стадии корректировки состава предпочтительно азотирование осуществлять при помощи порошковой проволоки диаметром 9-16 мм с коэффициентом заполнения 35-70%. Такую проволоку необходимо вводить с помощью трайб-аппарата со скоростью 0,5-5 м/с из расчета введения в сталь 0,001-0,012% N. Наилучшим вариантом реализации изобретения является использование порошковой проволоки диаметром 14 мм с коэффициентом заполнения 45-60%, которая вводится в стальной расплав со скоростью 1,0-4,0 м/с из расчета введения в стальной расплав 0,002-0,008% N.
В ряде случаев оптимальным вариантом выполнения предлагаемого технического решения является стадийное азотирование, а именно первоначально композиционный легирующий материал используют в виде кусков размером 1-30 мм, которые задают на дно ковша перед разливкой из расчета введения в стальной расплав 0,003-0,008% N, с последующей корректировкой состава порошковой проволокой диаметром 14 мм, коэффициентом заполнения 50-56% из расчета введения 0,002-0,007% N.
Предлагаемый способ выплавки стали, микролегированной азотом, может быть реализован при производстве стали, концентрация азота в которой может изменяться в широких пределах от 0,005 до 0,1 и даже более процентов. Однако в предпочтительных случаях выполнения изобретения новое техническое решение целесообразно применять для выплавки стали, содержащей 0,006-0,030% N.
Используя новый способ выплавки стали, микролегированной азотом, можно производить самые различные марки азотсодержащей стали. В предпочтительных вариантах реализации способа целесообразно выплавлять анизотропную электротехническую сталь, содержащую 0,006-0,014% азота, высокопрочную низколегированную сталь, содержащую 0,008-0,025% N, рельсовую сталь, содержащую 0,007-0,022% азота. Наилучшим вариантом выполнения предлагаемого решения является применение его для выплавки анизотропной электротехнической стали, содержащей 0,007-0,012% N, 0,02-0,06% С, 2,6-3,6% Si, 0,10-0,50% Mn, 0,2-0,7% Cu, 0,01-0,03% Al, остальное железо и примеси; или для выплавки высокопрочной низколегированной стали, содержащей 0,012-0,020% N, 0,05-0,25% С, 0,1-1,0% Si, 0,4-2,1% Mn, 0,01-0,05% Al, 0,1-0,5% Cu, 0,005-0,15% P, 0,005-0,03% Ti, 0,005-0,2% V и/или 0,005-0,02% Nb, остальное железо и примеси; или рельсовой стали, содержащей 0,008-0,020% N, 0,65-1,15% С, 0,2-0,6% Si, 0,6-1,8% Mn, 0,1-0,6% Cr, 0,01-0,25% Ni, 0,05-0,15% V, 0,0005-0,005% Са, остальное железо и примеси.
На примере получения анизотропной электротехнической стали с нитридным вариантом ингибирования марки 0400Д рассмотрим подробнее предлагаемый способ выплавки стали, микролегированной азотом. В соответствии с техническими условиями содержание азота и других легирующих элементов должно находиться в следующих пределах: 0,009-0,013% N, 0,025-0,035% C, 3,05-3,30% Si, 0,15-0,30% Mn, 0,40-0,55% Cu, 0,013-0,017% Al, остальное железо и неизбежные примеси.
Сталь выплавляли в кислородном конвертере объемом 385 т. Исходная завалка состояла из 100 т металлолома с добавкой 1,8 т меди также в виде лома, которую заливали 300 т жидкого чугуна, содержащего 4,1% С, 0,43% Si, 0,14% Mn, 0,015% S, 0,039% P. Продувку кислородом осуществляли в два приема с интенсивностью 1250-1400 м3/мин с общим расходом 4000 м3. Температура металла перед его выпуском из конвертера составила 1670°С. Во время выпуска расплава в ковш, на дно которого было уложено 80 кг кускового легирующего материала на основе нитрида кремния состава 1,2% Si, 34,0% (Fe-Si), 1,9% Fe, 61,7% Si3N4 и 1,9% примесей (Al, Ca, S, P, С и др.), присаживали 18 т ферросилиция марки ФС65. Таким количеством лигатуры в стальной расплав было введено 0,0051% N. Для снижения содержания серы после подачи ферросилиция в ковш ввели 2,5 т извести. После этого металл в ковше продували аргоном в течение 8 мин с целью полного растворения ферросилиция и уравнивания состава стали по объему. В результате этой процедуры температура расплава составила 1640°С. Далее определялся химический состав металла и проводилась его корректировка путем присадки силикомарганца, ферросилиция, медного лома и алюминиевой катанки. Корректировку состава по азоту осуществляли порошковой проволокой диаметром 14 мм с коэффициентом заполнения 54% в количестве 90 кг (48,6 кг наполнителя). Состав наполнителя: нитрид кремния 50,0%, кремний 6,8%, силициды железа 31,9%, железо 10,0%, остальное 1,3% - примеси. Порошковую проволоку вводили с помощью трайб-апарата со скоростью 2 м/с. Расход порошковой проволоки составил 0,23 кг/т или 0,12 кг/т в пересчете на наполнитель. Количество введенного в ковш азота составило 0,005% N.
После корректировки состава ковш с металлом устанавливался для вакуумирования с целью снижения концентрации водорода и других летучих примесей. Вакуумная обработка осуществлялась в течение 10 мин. Далее металл подавался на разливку. Окончательное содержание азота в стали составило 0,0093%.
Таким образом, предлагаемый способ выплавки стали, микролегированной азотом, в частности анизотропной электротехнической, позволяет получать марочное содержание азота. При этом по сравнению со способом-прототипом расход легирующего материала снизился более чем в 2,7 раза, а продолжительность плавки сократилась на время, затрачиваемое на продувку расплава азотом. Кроме того, в сталь не было привнесено 0,065% хрома, нежелательной для этой марки стали примеси.
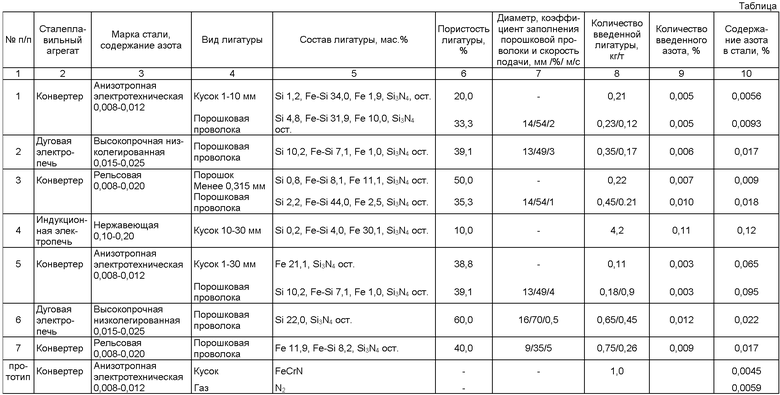
Другие примеры выполнения изобретения представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ | 2009 |
|
RU2412271C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТСОДЕРЖАЩЕЙ ЛИГАТУРЫ | 2011 |
|
RU2462526C1 |
| СПЛАВ ДЛЯ МИКРОЛЕГИРОВАНИЯ СТАЛИ | 2010 |
|
RU2434964C1 |
| ЛИГАТУРА ДЛЯ МИКРОЛЕГИРОВАНИЯ СТАЛИ БОРОМ | 2008 |
|
RU2375486C1 |
| СПЛАВ НА ОСНОВЕ ХРОМА | 2007 |
|
RU2350677C1 |
| АЗОТСОДЕРЖАЩИЙ СПЛАВ ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2395611C2 |
| СПОСОБ УТИЛИЗАЦИИ ПОРОШКОВ КРЕМНИЙСОДЕРЖАЩИХ ОТХОДОВ | 2007 |
|
RU2350430C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛЕЙ АЗОТОМ | 2009 |
|
RU2394107C2 |
| ЛЁТОЧНАЯ МАССА | 2007 |
|
RU2371420C2 |
| СПЕЧЕННЫЙ АЗОТСОДЕРЖАЩИЙ СПЛАВ НА ОСНОВЕ ХРОМА - СПЕЧЕННЫЙ АЗОТИРОВАННЫЙ ФЕРРОХРОМ | 2024 |
|
RU2829236C1 |
Изобретение относится к сталеплавильному производству, а именно к выплавке стали, микролегированной азотом. Для обработки стального расплава в ковше азотсодержащими материалами используют азотсодержащую лигатуру, представляющую собой композиционный легирующий материал на основе нитрида кремния с ферросилицидной связкой, состоящей из кремния, силицидов железа и/или железа, при следующем массовом соотношении компонентов: связка ферросилицидная 20-50%, нитрид кремния - остальное, при этом азотсодержащая лигатура имеет пористость 20-60%. Использование изобретения обеспечивает стабильное получение в стали заданных концентраций азота без увеличения продолжительности технологического процесса. 16 з.п. ф-лы, 1 табл.
1. Способ выплавки стали, микролегированной азотом, включающий получение исходного стального расплава в сталеплавильном агрегате и выпуск его в ковш, обработку упомянутого расплава в ковше путем введения раскислителей и легирующих материалов, в том числе азотсодержащего, продувку аргоном, вакуумирование, корректировку состава стального расплава и его разливку, отличающийся тем, что в качестве легирующего азотсодержащего материала используют азотсодержащую лигатуру на основе нитрида кремния с ферросилицидной связкой, состоящей из кремния, силицидов железа и/или железа, при следующем соотношении компонентов, мас.%:
при этом азотсодержащая лигатура имеет пористость от 20 до 60%.
2. Способ по п.1, отличающийся тем, что для выплавки стали, содержащей 0,005-0,10% азота, в качестве сталеплавильного агрегата используют конвертер или дуговую электропечь.
3. Способ по п.1, отличающийся тем, что азотсодержащая лигатура содержит компоненты в следующем соотношении, мас.%:
при этом азотсодержащая лигатура имеет пористость 26-54%.
4. Способ по п.1, отличающийся тем, что азотсодержащая лигатура содержит компоненты в следующем соотношении, мас.%:
при этом азотсодержащая лигатура имеет пористость 32-48%.
5. Способ по п.1, отличающийся тем, что азотсодержащую лигатуру используют в виде кусков, порошка и/или порошковой проволоки.
6. Способ по п.5, отличающийся тем, что азотсодержащую лигатуру используют в виде кусков размером 1-30 см, которые задают на дно ковша перед разливкой и/или непосредственно в ковш во время разливки из расчета введения в стальной расплав 0,002-0,009% азота.
7. Способ по п.5, отличающийся тем, что азотсодержащую лигатуру используют в виде порошка с размером частиц не более 0,315 мм, который вдувают в стальной расплав с помощью потока газа, состоящего из аргона и/или азота.
8. Способ по п.5, отличающийся тем, что азотсодержащую лигатуру используют в виде порошковой проволоки диаметром 9-16 мм и коэффициентом заполнения 35-70%, которую вводят в стальной расплав с помощью трайб-аппарата во время корректировки его состава со скоростью 0,5-5,0 м/с из расчета введения 0,001-0,012% азота.
9. Способ по п.8, отличающийся тем, что порошковую проволоку диаметром 14 мм и коэффициентом заполнения 45-60% вводят в стальной расплав со скоростью 1,0-4,0 м/с из расчета введения 0,002-0,008% азота.
10. Способ по п.5, отличающийся тем, что азотсодержащую лигатуру используют в виде кусков размером 1-30 см, которые задают на дно ковша перед разливкой из расчета введения в стальной расплав 0,003-0,008% азота, с последующей корректировкой состава стального расплава по азоту порошковой проволокой из расчета введения в него 0,002-0,007% азота.
11. Способ по п.1, отличающийся тем, что азотсодержащую лигатуру используют при выплавке стали, содержащей 0,006-0,030% азота.
12. Способ по п.1, отличающийся тем, что азотсодержащую лигатуру используют при выплавке анизотропной электротехнической стали, содержащей 0,006-0,014% азота.
13. Способ по п.12, отличающийся тем, что анизотропная электротехническая сталь содержит элементы в следующем соотношении, мас.%: 0,007-0,012 N; 0,02-0,06 С; 2,6-3,6 Si; 0,10-0,50 Mn; 0,2-0,7 Cu; 0,01-0,03 Al; остальное железо и примеси.
14. Способ по п.1, отличающийся тем, что азотсодержащую лигатуру используют при выплавке высокопрочной низколегированной стали, содержащей 0,010-0,025% азота.
15. Способ по п.14, отличающийся тем, что высокопрочная низколегированная сталь содержит элементы в следующем соотношении, мас.%: 0,012-0,020 N; 0,05-0,25 С; 0,1-1,0 Si; 0,4-2,1 Mn; 0,01-0,05 Al; 0,1-0,5 Cu; 0,01-0,15 Р; 0,005-0,03 Ti; 0,005-0,20 V и/или 0,005-0,02 Nb; остальное железо и примеси.
16. Способ по п.1, отличающийся тем, что азотсодержащую лигатуру используют при выплавке рельсовой стали, содержащей 0,007-0,022% азота.
17. Способ по п.16, отличающийся тем, что рельсовая сталь содержит элементы в следующем соотношении, мас.%: 0,008-0,020 N; 0,65-1,15 С; 0,2-0,6 Si; 0,6-1,8 Mn; 0,1-0,6 Cr; 0,01-0,25 Ni; 0,05-0,15 V; 0,0005-0,005 Ca; остальное железо и примеси.
| СПОСОБ МИКРОЛЕГИРОВАНИЯ СТАЛИ АЗОТОМ | 2004 |
|
RU2266338C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2003 |
|
RU2233339C1 |
| Способ микролегирования стали азотом | 1990 |
|
SU1731826A1 |
| Цифровой термометр | 1985 |
|
SU1296856A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

