Изобретение относится к металлургии, а именно к сплавам черных металлов, и конкретно касается сплавов, содержащих ванадий, азот, марганец и железо и предназначенных для микролегирования стали ванадием и азотом.
В современной металлургии большое распространение получили различные марки сталей, высокие эксплуатационные характеристики в которых достигаются одновременным введением в металл микродобавок ванадия и азота. Нитриды и карбонитриды ванадия, образующиеся в стали при ее охлаждении и термомеханической обработке в виде мельчайших наноразмерных частиц, способствуют сильному измельчению зерна и приводят к качественному возрастанию всего комплекса механических характеристик стали.
Легирующие сплавы, предназначенные для совместного введения в стальной расплав ванадия и азота, по составу можно выделить в три группы. К первой относятся сплавы, основу которых составляет карбонитрид ванадия. Получают такие лигатуры восстановлением оксидов ванадия углеродом в вакуумных печах в атмосфере азота (Например, patent 3334992 USA. Vanadium Containing Addition Agent and Process for Producing Same. 1967. См. также патенты США №№3857695, 4040814, 439461). Полученные таким образом сплавы сравнительно недороги, содержание азота в них может достигать больших значений. Однако высокая температура плавления карбонитрида ванадия (свыше 2400°С) и низкая плотность сплавов (менее 3 г/см3) ограничивают их использование вследствие большой продолжительности растворения спеков в стали и низкой степени усвоения не только азота, но и ванадия.
Другую группу азотсодержащих легирующих материалов составляют спеченные сплавы на основе феррованадия. Получают такие лигатуры вакуум-термическим азотированием порошков железованадиевых сплавов. Благодаря наличию в них железа плотность их выше по сравнению с карбонитридными сплавами. Однако вследствие сохранения низкой прочности спеков и наличия большого количества мелкой фракции, образующихся при дроблении, степень усвоения азота остается низкой, менее 64% (Авторское свидетельство СССР 638626. Сплав для легирования стали. М. Кл. С22С 35/00. Опубликовано 25.12.1978). Низкая прочность спеков предопределена технологией получения спеченного азотированного феррованадия путем низкотемпературного твердофазного азотирования при температуре 800-1000°С.
Наилучшие результаты при одновременном легировании стали азотом и ванадием достигаются при использовании комплексных сплавов. Основными ингредиентами этих сплавов являются ванадий, азот, марганец и железо. По технологии получения эти сплавы делятся на спеченные и плавленые. Спеченные сплавы получают твердофазным азотированием в вакуумных печах порошкообразных сплавов, включающих ванадий, марганец и железо. В результате такой обработки концентрация азота достигает максимальных значений как вследствие образования нитридов ванадия (VN, V3N), так и в результате синтеза при более низких температурах во время охлаждения большого количества нитридов марганца (Mn4N, Mn2N) и железа (Fe4N). Для производства плавленых сплавов используют различные технологии жидкофазного азотирования. Достигаемая в этом случае концентрация азота много меньше и ограничивается его растворимостью в ванадий-марганец-железистом расплаве. В этом случае азот обнаруживается в сплаве в виде твердого раствора и частично в виде выделений нитридов ванадия.
Известен смешанный сплав для легирования стали, содержащий 50-75% V, 5-30% Mn, 6-17% N и до 8% Fe (Patent 3304175 USA. Nitrogen-containing Alloy and its Preparation. Publ. 14.2.1967). Этот сплав содержит большое количество ванадия и азота. Однако вследствие низкой плотности сплава (что предопределено твердофазным азотированием порошкового V-Mn-Fe-сплава при температуре 900-1100°С) степень усвоения азота и ванадия неприемлемо низка - ≈64 и 80% соответственно.
В другом техническом решении (Patent 1180349 GB. A Sintered, Nitrogen-containg Steel Master Alloy. Publ. 4.02.70) предлагается для легирования стали ванадием и азотом использовать комбинированный спеченный сплав, полученный совместным азотированием порошков феррованадия и ферромарганца. Азотированная смесь порошков содержит большое количество азота (10,5-11,1% N) и ванадия (35,6-47,2% V). Несмотря на то, что авторам изобретения удалось несколько повысить плотность продукта (до 60-75% от теоретически возможной) по сравнению с плотностью просто азотированного феррованадия (50-60% от теоретически возможной), однако такие порошковые спеки сохранили низкую прочность и вследствие этого при их эксплуатации образуется много порошкообразных фракций. Все это в конечном счете приводит к низкой и нестабильной степени усвоения азота стальным расплавом.
Авторы изобретения (Авт. свид-во СССР 1458414. Сплав для легирования стали. Опубликовано 15.02.89) предлагают спеченный сплав, основанными компонентами которого являются ванадий (25-35%), марганец (0,5-30%), азот (5-15%) и железо в качестве основы. Кроме того, в рассматриваемом сплаве содержится небольшое количество меди (до 2%) и никеля (до 1,5%), способствующие упрочнению образующихся спеков. Такой сплав получают твердофазным азотированием в вакуумных печах при температуре 1000-1100°С. Благодаря этому достигается высокая концентрация азота (до 15% N). Однако образующиеся при такой обработке спеки имеют высокую пористость, низкую плотность и небольшую прочность. При дроблении спеков образуется большое количество порошкообразной мелочи (менее 2 мм), достигающее 19,5-24,0%. Естественным образом столь высокое содержание мелкой фракции предопределяет низкое и нестабильное усвоение азота и ванадия стальным расплавом. Таким образом, высокая концентрация азота и ванадия в упомянутом сплаве полностью нивелируется минимальной степенью их полезного использования.
Таким образом, анализ технических решений по созданию эффективных спеченных азотсодержащих легирующих сплавов на основе системы ванадий-марганец-железо показал, что в них довольно легко достигаются высокие концентрации азота при самом широком диапазоне изменения концентрации ванадия и марганца. Однако низкая плотность и прочность образующихся спеков, высокая их пористость, образование большого количества порошкообразных фракций приводит к низкой и нестабильной степени усвоения азота и ванадия. Следствием всего этого является низкая экономическая эффективность их применения в сталеплавильном производстве.
Резко повысить коэффициент полезного использования, как азота, так и ванадия позволяют сплавы с литой структурой. Эти сплавы имеют максимальную плотность, и в них практически не образуется порошкообразная мелочь. Например, авторам изобретения такого сплава (Авт. свид-во СССР 454272. Сплав для легирования стали. С22С 35/00. Опубликовано 07.04.1986) удалось повысить степень усвоения азота до 95%. Однако низкая в нем концентрация азота и ванадия (3-5% N, 13-20% V) при непропорционально высоком содержании марганца (50-75% Mn) приводят к повышенному его расходу при легировании стали.
Наиболее близким по достигаемому результату является техническое решение, по авторскому свидетельству №1222700 СССР «Сплав для легирования стали», которое выбрано в качестве прототипа. Авторами изобретения предлагается сплав, содержащий 35,1-55,0% V; 1,0-3,9% N; 0,5-40,0% Mn, остальное железо и примеси кремния, хрома и углерода. Сплав-прототип имеет наивысшую плотность (6,8-7,2 г/см3), благодаря чему обеспечивается предельно возможная степень усвоения как азота (98,9-100%), так и ванадия (98,6-99,7%). Температура плавления сплава находится в пределах 1380-1460°С, поэтому он довольно хорошо растворяется в стальном расплаве. Однако низкая концентрация азота в сплаве-прототипе (менее 3,9% N) снижает экономическую эффективность его использования ввиду повышенного расхода при легировании. Кроме того, в рассматриваемом изобретении сплав имеет не совсем оптимальное соотношение основных ингредиентов, а именно ванадия и азота. Исходя из формулы изобретения и учитывая приведенные примеры, массовое соотношение V:N находится в пределах ~14:1-35:1. В то же время в современных сталях, микролегированных одновременно азотом и ванадием, это соотношение находится в пределах ~4:1-8:1 (см. например, Смирнов Л.А., Панфилова Л.М., Беленький Б.З. Проблемы расширения производства ванадийсодержащих сталей в России. Сталь. 2005. №6. С.108-115). Поэтому при применении сплава-прототипа для легирования стали требуются дополнительные усилия по повышению в ней концентрации азота (например, введение безванадиевых лигатур с азотом).
Таким образом, анализ доступной к настоящему времени информации показывает, что до сих пор не разработан азотсодержащий легирующий материал, основу которого составлял бы ванадий-марганец-железистый сплав, который при этом обеспечивал бы максимальную степень усвоения азота расплавом при минимальном расходе самого сплава и который позволял бы выплавлять все марки сталей, микролегированных азотом и ванадием и гарантированно обеспечивал при этом их узкие концентрационные пределы без дополнительного использования других источников азота.
Техническим результатом предлагаемого к рассмотрению изобретения является решение задачи создания такого азотсодержащего легирующего сплава для легирования стали, который позволял бы выплавлять все марки стали с микродобавками азота и ванадия при минимальном расходе самого сплава и предельно высокой степенью усвоения стальным расплавом как азота, так и ванадия.
Задача решается тем, что предлагается сплав для легирования стали, содержащий ванадий, азот, марганец и железо, который имеет двухкомпонентную композиционную структуру, одним компонентом которого является нитрид ванадия, а другим - железомарганцевый сплав. При этом в упомянутом нитриде ванадия массовое соотношение ванадия к азоту находится в пределах от 3,8:1 до 5,8:1, а в железомарганцевом сплаве массовое соотношение железа к марганцу в пределах от 150:1 до 2:1. Сам предлагаемый композиционный сплав имеет плотность в пределах 5,6-7,0 г/см3, общую пористость 0,5-13,0%, прочность на сжатие от 8 до 208 МПа при следующем массовом соотношении компонентов:
Причем в наилучших вариантах предлагаемого технического решения в нитриде ванадия массовое соотношение ванадия к азоту находится в пределах от 4,1:1 до 5,1:1, а в железомарганцевом сплаве массовое соотношение железа и марганцу находится в пределах от 25:1 до 5:1, а сам композиционный сплав имеет плотность от 5,9 до 6,6 г/см3, пористость от 4,0 до 8,0%, прочность на сжатие от 18 до 118 МПа при следующем соотношении в нем компонентов, мас.%:
В оптимальных вариантах предлагаемого изобретения железомарганцевый компонент сплава для легирования стали содержит 0,1-0,8% растворенного азота.
В предлагаемом изобретении решается задача создания азотсодержащих легирующих сплавов на основе ванадий-марганец-железистого сплава, сочетающих казалось бы взаимоисключающие свойства. С одной стороны, предлагаемый сплав должен иметь максимальную плотность, минимальную пористость и высокую прочность. Все эти свойства отличают плавленые сплавы с низким содержанием азота. С другой стороны, этот же сплав должен содержать максимальное количество азота, что характерно только для спеченных материалов. Но такие материалы отличаются низкой плотностью и прочностью. Кроме того, предлагаемый сплав для достижения высокой степени усвоения азота должен хорошо растворяться в стальном расплаве, а для этого он должен иметь низкую температуру плавления.
Весьма неожиданно решить задачу удалось путем создания сплава с двухкомпонентной структурой. Одним компонентом такого композиционного сплава является нитрид ванадия с формулой VN, а другим - железомарганцевый твердорастворный сплав. Здесь первый компонент является основным, ибо он собственно и есть источник азота и ванадия, а второй компонент играет вспомогательную роль и служит своеобразной связкой, ответственной преимущественно за достижение высокой плотности и прочности. Кроме того, дополнительной ролью компонента-связки является обеспечение быстрого растворения всего сплава в жидком металле.
Опытным путем было найдено, что высокое и стабильное усвоение азота сталью достигается при массовом соотношении ванадия к азоту в нитридванадиевом компоненте сплава, лежащем в пределах от 3,8:1 до 5,8:1. Рентгенофазовый анализ таких сплавов показал, что нитриды в них представлены исключительно в виде мононитрида ванадия δ-VNx, где х изменяется в пределах от 0,68 до 0,95. Нитриды железа (Fe4N, Fe2N) и марганца (Mn4N, Mn2N, Mn3N2) отсутствуют. Как нитриды марганца, так и нитриды железа термически неустойчивы, поэтому наличие их в азотсодержащих лигатурах всегда приводит к нестабильному усвоению азота расплавом. Использование легирующего сплава на основе другого устойчивого нитрида ванадия V3N нецелесообразно. Во-первых, в нем много меньше азота по сравнению с мононитридом ванадия (9,2-10,5% и 16,1-21,5% соответственно). Кроме того, низший нитрид ванадия имеет меньшую плотность (5,9 г/см3 по сравнению с 6,1 г/см3 для VN), а синтез его - более сложный технологический процесс. При массовом соотношении ванадия к азоту, превышающем 5,8:1, снижается концентрация азота в предлагаемом сплаве для легирования стали, а при том же соотношении меньше чем 3,8:1 становится затруднительным получение двухкомпонентного материала без образования других нитридов. В наилучших вариантах предлагаемого изобретения отношение V:N должно находиться в пределах от 4,1:1 до 5,1:1. В этом случае поставленная в предлагаемом изобретении задача решается наиболее эффективно.
В качестве компонента-связки в предлагаемом техническом решении выбран железомарганцевый сплав, в котором соотношение ингредиентов лежит в пределах от 150:1 до 2:1. Выбор железа здесь вполне очевиден. Во-первых, он совместим со всеми марками стали и имеет высокую плотность в твердом состоянии (~7,89 г/см3). Во-вторых, жидкое железо хорошо смачивает нитрид ванадия и может служить эффективной связкой. Вторым ингредиентом сплава-связки является марганец, металл, который содержится практически во всех марках сталей, упрочняемых нитридами и/или карбонитридами ванадия. Кроме того, марганец, имея низкую температуру плавления (~1240°С), снижает температуру плавления как железомарганцевого сплава, так и всей композиции в целом. Марганец повышает прочность железа, упрочняя тем самым целиком весь композиционный сплав. Оптимальное сочетание высокой плотности, высокой концентрации азота, а также хорошей растворимости предлагаемого сплава достигается при массовом соотношении железа к марганцу в связующем железомарганцевом сплаве, находящемся в пределах от 25:1 до 5:1.
Предлагаемый композиционный сплав для легирования стали содержит нитридванадиевый компонент в количестве от 44 до 61% масс. Такой выбор обусловлен, во-первых, сохранением в продукте одновременно и высокого содержания азота (~7,0-12,0%) и ванадия (~38,0-55,0%). Минимальное содержание нитрида ванадия (44%) и его максимальное значение (61%) найдено опытным путем. Первая величина обеспечивает минимальные концентрации азота и ванадия в сплаве для того, чтобы расход его при легировании стали был низким и экономически оправданным. Верхняя граница по концентрации обеспечивает необходимый уровень плотности для достижения высокой степени усвоения азота расплавом. Наилучшее сочетание высокой плотности и максимального содержания азота достигается при содержании от 48 до 58%, а железомарганцевого сплава соответственно от 42 до 52%.
В рассматриваемом техническом решении композиционный сплав имеет плотность от 5,6 до 7,0 г/см3, а в предпочтительных вариантах от 5,9 до 6,6 г/см3. Экспериментальными плавками было найдено, что при плотности сплава менее 5,6 г/см3 начинается заметное снижение степени усвоения азота, а при очень большой плотности (свыше 7,0 г/см3) замедляется процесс растворения сплава в жидкой стали.
Предлагаемый сплав имеет пористость в пределах от 0,5 до 13,0%, а в предпочтительных вариантах изобретения от 4 до 9%. Пористость меньше 0,5% очень сложно достичь технически, а при пористости свыше 13% начинает сказываться снижение плотности и уменьшается степень усвоения азота сталью. Сохранение небольшой оптимальной пористости способствует более быстрому растворению сплава в расплаве стали.
Прочность рассматриваемого в настоящем техническом решении композиционного сплава находится в пределах от 8 до 208 МПа. Опытным путем было найдено, что минимальная прочность предлагаемого сплава должна быть более 8 МПа. Этот уровень прочности в сочетании с композиционной структурой сплава и минимальной его пористостью исключает образование порошкообразной фракции при дроблении. Что исключительно важно не только с технико-экономической точки зрения, но и с экологической. Ибо некоторые соединения ванадия в мелкодисперсном виде весьма опасны. Верхняя граница по прочности выбрана по технологическим причинам, так как при большей прочности композиционного сплава возникают существенные проблемы при его дроблении с целью получения кусков оптимального размера.
В предпочтительных вариантах выполнения предлагаемого изобретения железомарганцевый сплав дополнительно содержит 0,1-0,8% масс. растворенного азота. Исследования таких композиций показали, что азот, растворенный в железомарганцевом сплаве, значительно упрочняет его. Кроме того, такой азот несколько повышает общую концентрацию азота в целом в композиционном сплаве.
Таким образом, достижение высокой плотности сплава для легирования стали при сохранении хорошей его растворимости при условии использования в качестве основного компонента мононитрида ванадия оказалось не простой и не вполне очевидной задачей. Основная трудность здесь заключается в высокой температуре плавления нитрида ванадия. Для стехиометрического соединения она составляет 2340°С, и хотя в области гомогенности температура плавления может снижаться до ~2260°С (для VN0.7), все же остается очень большой величиной. Растворение тугоплавких лигатур с высокой плотностью всегда доставляет металлургам значительные проблемы ввиду большой продолжительности процесса. Решить задачу неожиданно удалось путем создания сплава с композиционной структурой, в котором тугоплавкая матрица состоит из связанных меж собой мельчайших частиц нитрида ванадия с характерным размером, не превышающим 0,5 мм. Объемная доля такой тугоплавкой нитридванадиевой матрицы составляет от ~50 до 67%. Легкоплавкой связкой служит железомарганцевый сплав, температура плавления которой ~1350-1500°С. Благодаря такой композиционной структуре предлагаемого сплава стальной расплав как-бы не замечает тугоплавкости нитрида ванадия, так как активное растворение идет за счет легкоплавкой связки. Здесь важную роль играет то, что и тугоплавкий нитридванадиевый компонент, и легкоплавкий компонент-связка исключительно равномерно распределены по объему. Максимальное отклонение в концентрации какого-либо основного ингредиента сплава (V, N, Mn, Fe) по объему от среднего значения не превышает 1,0% относит.
Сырьем для получения предлагаемого сплава для легирования стали могут быть различные сплавы, основу которых составляют ванадий, марганец и железо. Такие сплавы, полученные в промышленных условиях по известным в настоящее время технологиям, всегда содержат примеси. При разработке предлагаемого сплава было найдено, что суммарное количество примесей не должно превышать 5% масс. В качестве примесей могут быть Al, Si, С, S, Р, Cr, Cu и др. Важно, чтобы их суммарное количество не превышало максимального значения. В этом случае влияние их на основные характеристики сплава будет несущественным.
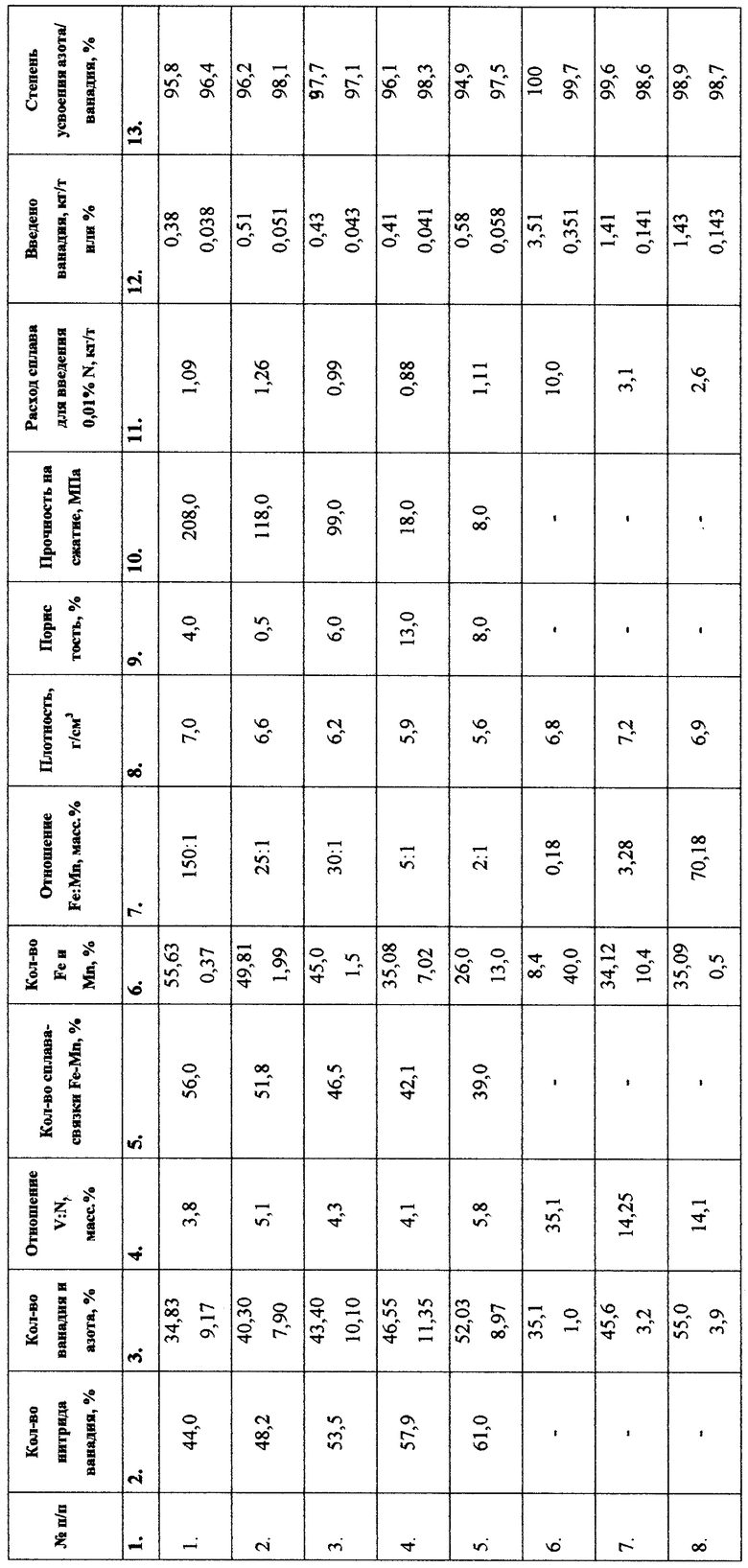
Предлагаемый сплав был испытан при выплавке высокопрочной низколегированной стали марки 10ГАФДП. По техническим условиям на металл он должен содержать 0,05-0,07% V и 0,01-0,02% N. Сталь выплавляли в индукционной лабораторной печи. Результаты проведенных испытаний представлены в таблице. Здесь же для сравнения приведены данные по испытанию сплава-прототипа. При испытаниях количество введенного сплава рассчитывали из условия введения в сталь 0,01% азота. Для того чтобы результаты испытаний сплава-прототипа можно было сравнить с испытаниями предлагаемого сплава, они были пересчитаны на расход сплава, эквивалентный введению также 0,01% N (результаты испытаний №№5-7). Из таблицы видно, что если расход сплава прототипа в зависимости от состава составляет 2,6-10,0 кг на 1 тонну стали, то расход предлагаемого сплава много меньше - от 0,88 до 1,26 кг на 1 тонну стали. Таким образом, применение предлагаемого сплава фактически в ~2,5-10 раз позволяет снизить расход легирующего материала. Важно отметить и следующий немаловажный результат испытаний. При введении в стальной расплав 0,01% N с помощью предлагаемого сплава одновременно вводится 0,038-0,058% ванадия с учетом того, что в марочном составе испытуемой стали должно быть 0,05-0,07% V, недостающую часть ванадия в некоторых плавках вводили с помощью обычного более дешевого феррованадия. В то же время при введении тех же 0,01% N с помощью сплава-прототипа в сталь было введено 0,141-0,351% ванадия, что намного превышает марочное содержание в испытуемой стали. Таким образом, применение сплава-прототипа оказалось не только экономически менее эффективным, но и неприемлемым с технологической точки зрения, ввиду невозможности получения состава конкретной марки стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ ДЛЯ МИКРОЛЕГИРОВАНИЯ СТАЛИ | 2010 |
|
RU2434964C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТСОДЕРЖАЩЕЙ ЛИГАТУРЫ | 2011 |
|
RU2462526C1 |
| СПЛАВ НА ОСНОВЕ ХРОМА | 2007 |
|
RU2350677C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ, МИКРОЛЕГИРОВАННОЙ АЗОТОМ | 2008 |
|
RU2389801C2 |
| АЗОТСОДЕРЖАЩИЙ СПЛАВ ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2395611C2 |
| СПОСОБ УТИЛИЗАЦИИ ПОРОШКОВ КРЕМНИЙСОДЕРЖАЩИХ ОТХОДОВ | 2007 |
|
RU2350430C1 |
| СПЕЧЕННЫЙ АЗОТСОДЕРЖАЩИЙ СПЛАВ НА ОСНОВЕ ХРОМА | 2024 |
|
RU2824639C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛЕЙ АЗОТОМ | 2009 |
|
RU2394107C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТСОДЕРЖАЩЕЙ ЛИГАТУРЫ | 2015 |
|
RU2583980C2 |
| СПЕЧЕННЫЙ АЗОТСОДЕРЖАЩИЙ СПЛАВ НА ОСНОВЕ ХРОМА - СПЕЧЕННЫЙ АЗОТИРОВАННЫЙ ФЕРРОХРОМ | 2024 |
|
RU2829236C1 |
Изобретение относится к металлургии, в частности к сплавам черных металлов, и конкретно касается сплавов, содержащих ванадий, азот, марганец и железо и предназначенных для микролегирования стали ванадием и азотом. Сплав представляет собой двухкомпонентную композицию, состоящую из нитрида ванадия и железомарганцевого сплава. При этом в нитриде ванадия массовое соотношение ванадия к азоту находится в пределах от 3,8:1 до 5,8:1, а в железомарганцевом сплаве массовое соотношение железа к марганцу - в пределах от 150:1 до 2:1. Композиционный сплав имеет плотность от 5,6 до 7,0 г/см3, общую пористость от 0,5-13,0%, прочность на сжатие от 8 до 208 МПа при следующем соотношении в нем компонентов, мас.%: нитрид ванадия 44-61, железомарганцевый сплав 39-56. Изобретение позволяет создать азотсодержащий сплав для микролегирования всех марок сталей азотом и ванадием при минимальном расходе самого сплава и с предельно высокой степенью усвоения стальным расплавом указанных компонентов. 2 з.п. ф-лы, 1 табл.
1. Сплав композиционный для легирования стали, содержащий ванадий, азот, марганец и железо, представляющий собой двухкомпонентную композицию, состоящую из нитрида ванадия и железомарганцевого сплава, при этом нитрид ванадия имеет массовое соотношение ванадия и азота от 3,8:1 до 5,8:1, железомарганцевый сплав - массовое соотношение железа и марганца от 150:1 до 2:1, причем сплав имеет плотность от 5,6 до 7,0 г/см3, общую пористость от 0,5-13,0%, прочность на сжатие от 8 до 208 МПа, при следующем соотношении в нем компонентов, мас.%:
2. Сплав по п.1, отличающийся тем, что в нитриде ванадия массовое соотношение ванадия и азота находится в пределах от 4,1:1 до 5,1:1, а в железомарганцевом сплаве массовое соотношение железа и марганца находится в пределах от 25:1 до 5:1, причем сплав имеет плотность от 5,9 до 6,6 г/см3, пористость от 4,0 до 8,0%, прочность на сжатие от 18 до 118 МПа, при следующем соотношении в нем компонентов, мас.%:
3. Сплав по любому из пп.1 и 2, отличающийся тем, что железомарганцевый сплав содержит от 0,1 до 0,8 мас.% растворенного азота.
| Сплав для легирования стали | 1984 |
|
SU1222700A1 |
| Сплав для легирования стали | 1972 |
|
SU454272A1 |
| Сплав для легирования стали | 1986 |
|
SU1458414A1 |
| US 3304175 A, 14.02.1967 | |||
| Устройство управления пневмодвигателем тали | 1983 |
|
SU1180349A1 |

