сл
со
37
1C
Ри.г.10
со стенкой формы-вагонетки 3 в камере, подвижной тележки-затвора 28 с механизмом захвата форм-вагонеток. Бетоноукладчик выполнен в виде выдвижного транспортера с приводным барабаном и роликоопорами, соединенными между собой гибкими связями, площадка строповщика - в виде траверсы с шарнирно присоединенными вакуумными захватами, а формы-вагонетки 3 - ее сквозными каналами для прохода теплоносителя. 3 3. п. ф-лы, 20 ил.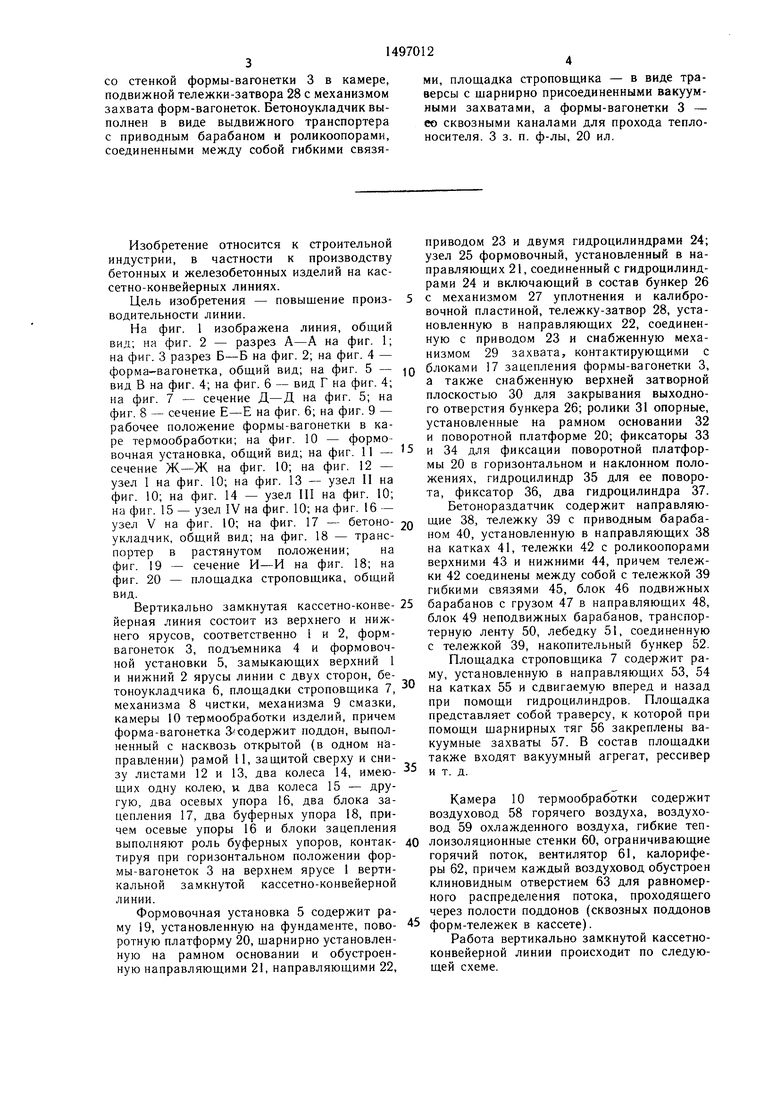
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU776921A1 |
| Технологическая линия для изготовления железобетонных изделий | 1975 |
|
SU560752A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |

Изобретение относится к строительной индустрии ,в частности, к производству бетонных и железобетонных изделий на кассетно-конвейерных линиях. Цель изобретения - повышение производительности линии. Для этого пост укладки бетона выполнен в виде рамы 19, шарнирно установленной на основании, опорных роликов 31, приводного бункера 26 с виброустройством, установленного с возможностью перемещения по направляющим до контакта со стенкой формы-вагонетки 3 в камере, подвижной тележки-затвора 28 с механизмом захвата форм-вагонеток. Бетоноукладчик выполнен в виде выдвижного транспортера с приводным барабаном и роликоопорами, соединенными между собой гибкими связями, площадка строповщика - в виде траверсы с шарнирно присоединенными вакуумными захватами, а формы-вагонетки 3 - со сквозными каналами для прохода теплоносителя. 3 з.п. ф-лы, 20 ил.
Изобретение относится к строительной индустрии, в частности к производству бетонных и железобетонных изделий на кас- сетно-конвейерных линиях.
Цель изобретения - повышение произ- водительности линии.
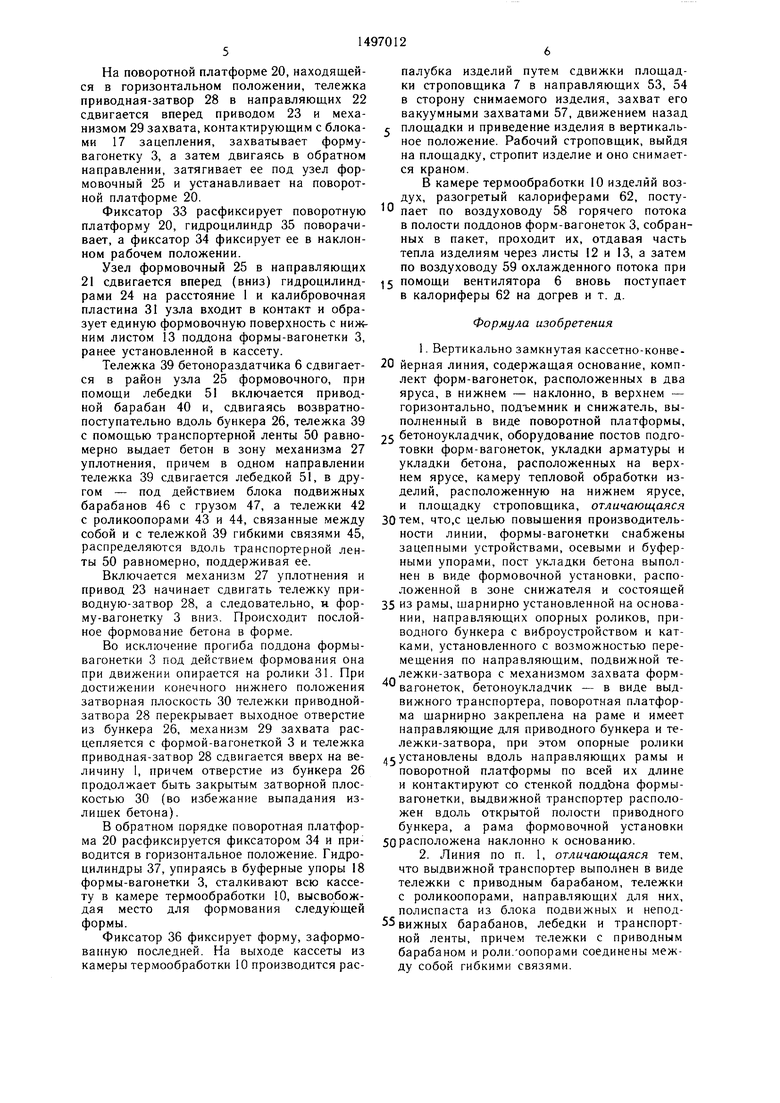
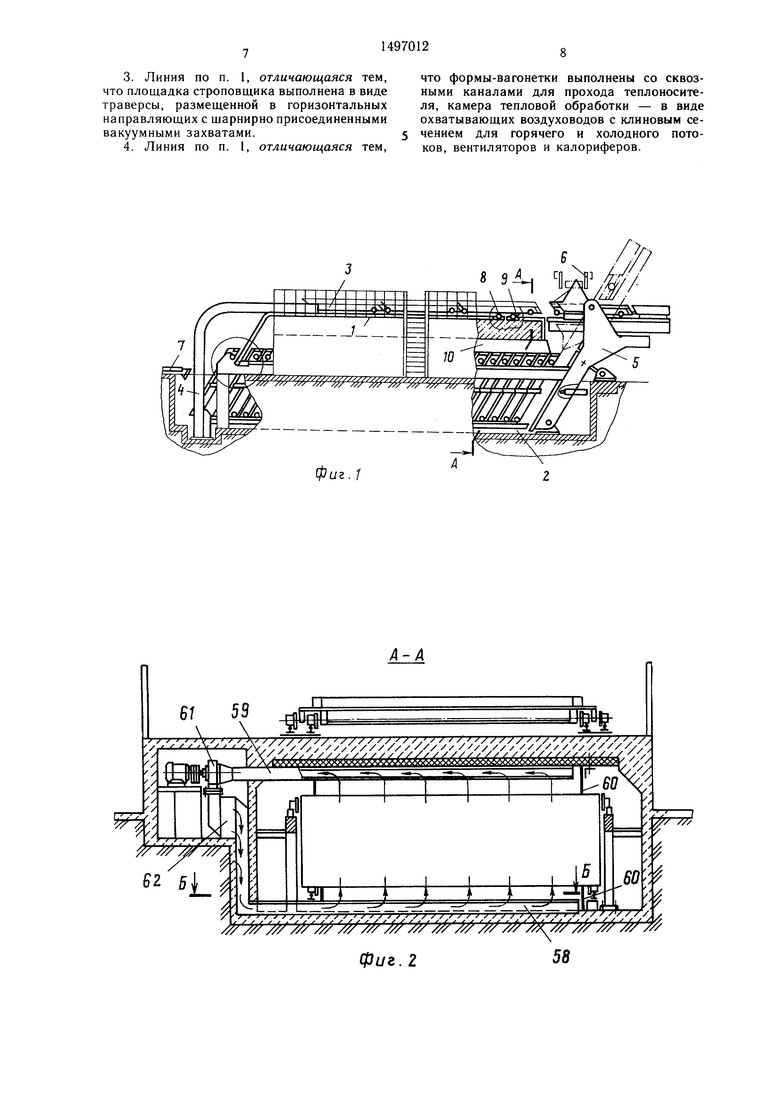
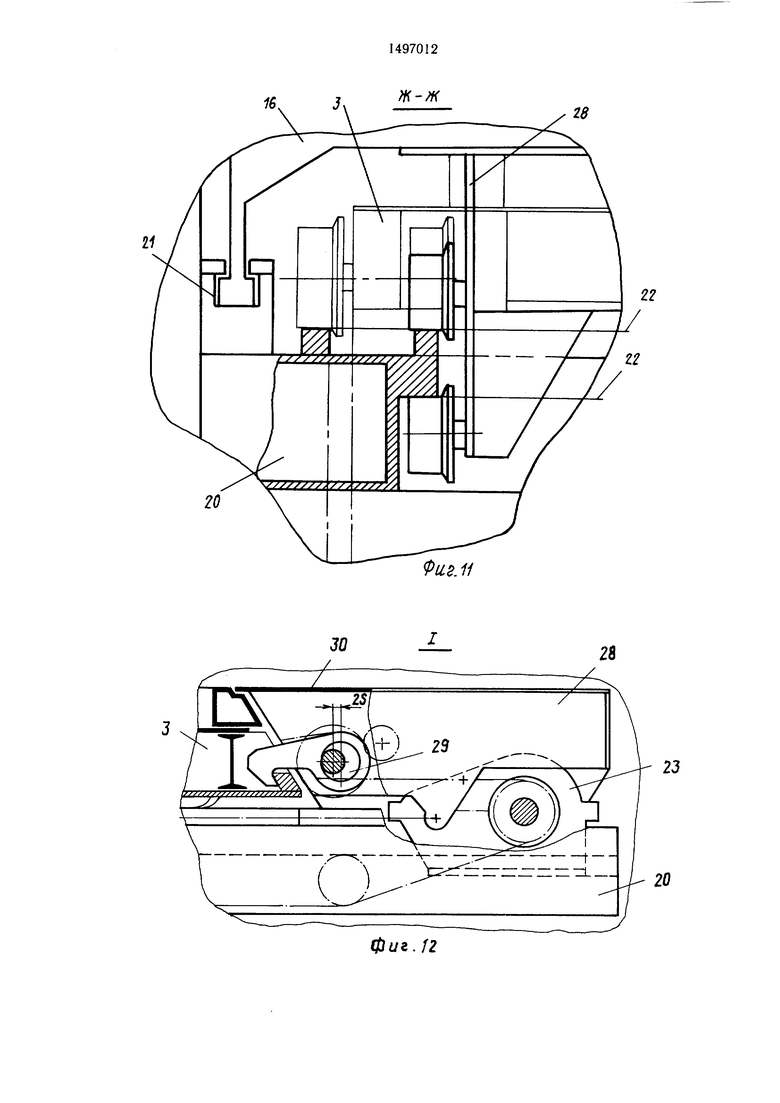
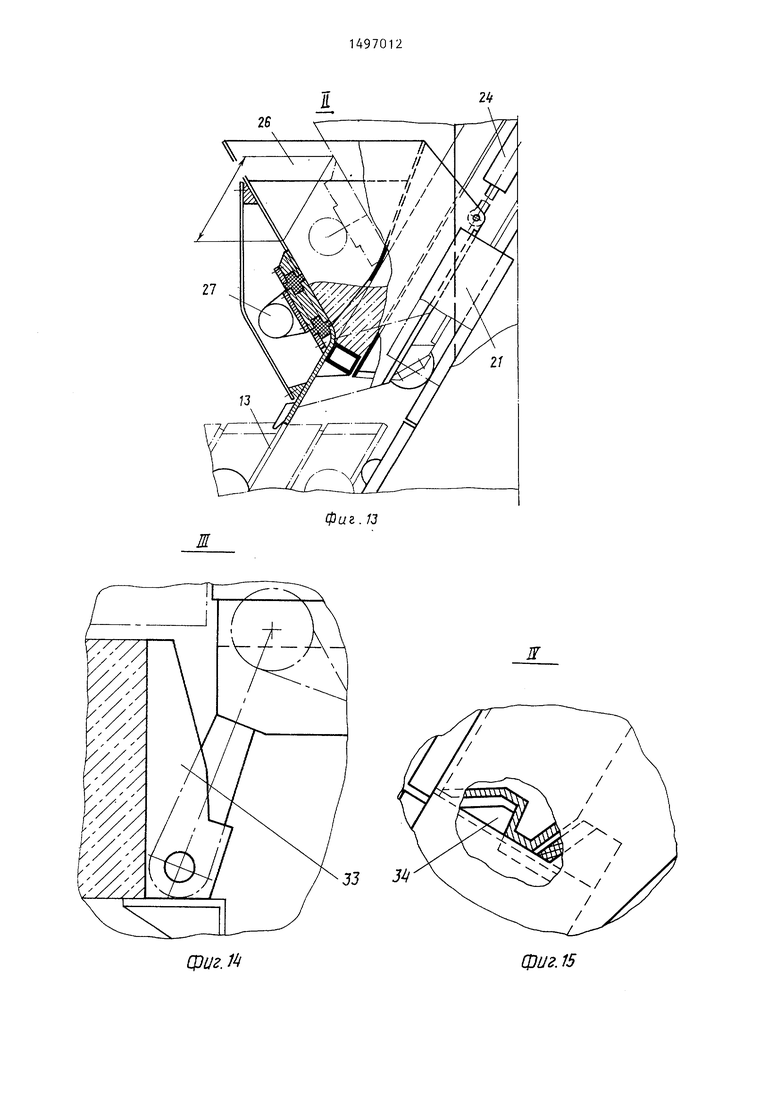
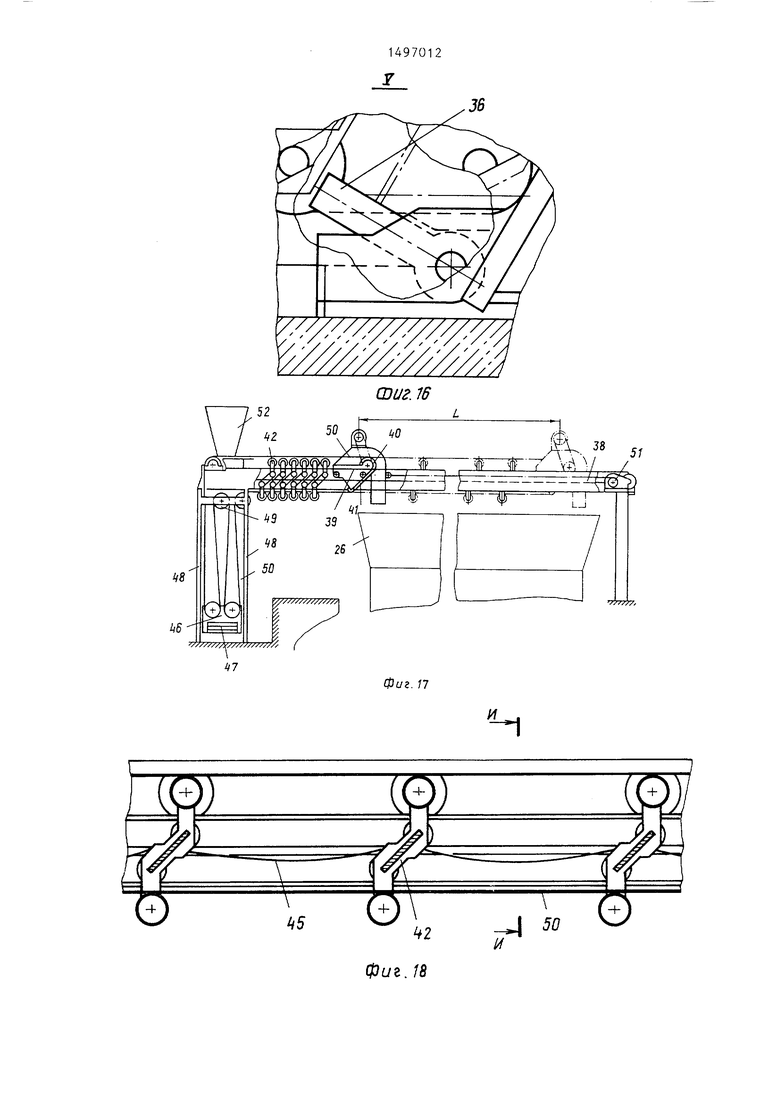
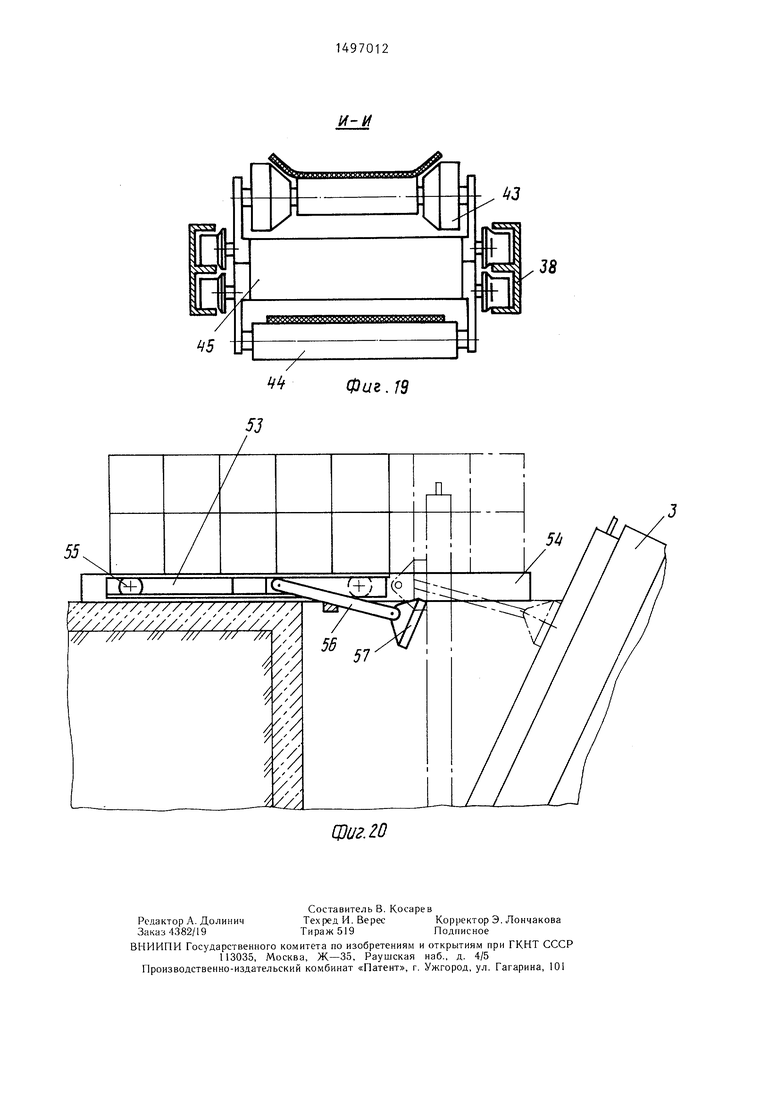
На фиг. 1 изображена линия, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 - форма-вагонетка, общий вид; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - вид Г на фиг. 4; на фиг. 7 - сечение Д-Д на фиг. 5; на фиг. 8 - сечение Е-Е на фиг. 6; на фиг. 9 - рабочее положение формы-вагонетки в каре термообработки; на фиг. 10 - формовочная установка, общий вид; на фиг. 11 - сечение Ж--Ж на фиг. 10; на фиг. 12 - узел I на фиг. 10; на фиг. 13 - узел И на фиг. 10; на фиг. 14 - узел III на фиг. 10; на фиг. 15 - узел IV на фиг. 10; на фиг. 16 - узел V на фиг. 10; на фиг. 17 - бетоно- укладчик, общий вид; на фиг. 18 - транспортер в растянутом положении; на фиг. 19 - сечение И-И на фиг. 18; на фиг. 20 - площадка строповщика, общий вид.
Вертикально замкнутая кассетно-конве- йерная линия состоит из верхнего и нижнего ярусов, соответственно 1 и 2, форм- вагонеток 3, подъемника 4 и формовочной установки 5, замыкающих верхний 1 и нижний 2 ярусы линии с двух сторон, бетоноукладчика 6, площадки строповщика 7, механизма 8 чистки, механизма 9 смазки, камеры 10 термообработки изделий, причем форма-вагонетка З содержит поддон, выполненный с насквозь открытой (в одном направлении) рамой 11, защитой сверху и снизу листами 12 и 13, два колеса 14, имею- щих одну колею, и два колеса 15 - ДРУ- гую, два осевых упора 16, два блока зацепления 17, два буферных упора 18, причем осевые упоры 16 и блоки зацепления выполняют роль буферных упоров, контак- тируя при горизонтальном положении фор- мы-вагонеток 3 на верхнем ярусе 1 вертикальной замкнутой кассетно-конвейерной линии.
Формовочная установка 5 содержит раму 19, установленную на фундаменте, пово- ротную платформу 20, щарнирно установленную на рамном основании и обустроенную направляющими 21, направляющими 22,
приводом 23 и двумя гидроцилиндрами 24; узел 25 формовочный, установленный в направляющих 21, соединенный с гидроцилиндрами 24 и включающий в состав бункер 26 с механизмом 27 уплотнения и калибровочной пластиной, тележку-затвор 28, установленную в направляющих 22, соединенную с приводом 23 и снабженную механизмом 29 захвата, контактирующими с блоками 17 зацепления формы-вагонетки 3, а также снабженную верхней затворной плоскостью 30 для закрывания выходного отверстия бункера 26; ролики 31 опорные, установленные на рамном основании 32 и поворотной платформе 20; фиксаторы 33 и 34 для фиксации поворотной платформы 20 в горизонтальном и наклонном положениях, гидроцилиндр 35 для ее поворота, фиксатор 36, два гидроцилиндра 37.
Бетонораздатчик содержит направляющие 38, тележку 39 с приводным барабаном 40, установленную в направляк)щих 38 на катках 41, тележки 42 с роликоопорами верхними 43 и нижними 44, причем тележки 42 соединены между собой с тележкой 39 гибкими связями 45, блок 46 подвижных барабанов с грузом 47 в направляющих 48, блок 49 неподвижных барабанов, транспортерную ленту 50, лебедку 51, соединенную с тележкой 39, накопительный бункер 52.
Площадка строповщика 7 содержит раму, установленную в направляющих 53, 54 на катках 55 и сдвигаемую вперед и назад при помощи гидроцилиндров. Площадка представляет собой траверсу, к которой при помощи шарнирных тяг 56 закреплены вакуумные захваты 57. В состав площадки также входят вакуумный агрегат, рессивер и т. д.
Камера 10 термообработки содержит воздуховод 58 горячего воздуха, воздуховод 59 охлажденного воздуха, гибкие теплоизоляционные стенки 60, ограничивающие горячий поток, вентилятор 61, калориферы 62, причем каждый воздуховод обустроен клиновидным отверстием 63 для равномерного распределения потока, проходящего через полости поддонов (сквозных поддонов форм-тележек в кассете).
Работа вертикально замкнутой кассетно- конвейерной линии происходит по следующей схеме.
На поворотной платформе 20, находящейся в горизонтальном положении, тележка приводная-затвор 28 в направляющих 22 сдвигается вперед приводом 23 и механизмом 29 захвата, контактирующим с блоками 17 зацепления, захватывает форму- вагонетку 3, а затем двигаясь в обратном направлении, затягивает ее под узел формовочный 25 и устанавливает на поворотной платформе 20.
Фиксатор 33 расфиксирует поворотную платформу 20, гидроцилиндр 35 поворачивает, а фиксатор 34 фиксирует ее в наклонном рабочем положении.
Узел формовочный 25 в направляющих 21 сдвигается вперед (вниз) гидроцилиндрами 24 на расстояние 1 и калибровочная пластина 31 узла входит в контакт и образует единую формовочную поверхность с нижним листом 13 поддона формы-вагонетки 3, ранее установленной в кассету.
палубка изделий путем сдвижки площадки строповщика 7 в направляющих 53, 54 в сторону снимаемого изделия, захват его вакуумными захватами 57, движением назад
площадки и приведение изделия в вертикальное положение. Рабочий строповщик, выйдя на площадку, стропит изделие и оно снимается краном.
В камере термообработки 10 изделий воздух, разогретый калориферами 62, посту пает по воздуховоду 58 горячего потока в полости поддонов форм-вагонеток 3, собранных в пакет, проходит их, отдавая часть тепла изделиям через листы 12 и 13, а затем по воздуховоду 59 охлажденного потока при
5 помощи вентилятора 6 вновь поступает в калориферы 62 на догрев и т. д.
Формула изобретения . Вертикально замкнутая кассетно-конвеТележка 39 бетонораздатчика 6 сдвигает- 20 йерная линия, содержащая основание, компся в район узла 25 формовочного, при помощи лебедки 51 включается приводной барабан 40 и, сдвигаясь возвратно- поступательно вдоль бункера 26, тележка 39 с помощью транспортерной ленты 50 равномерно выдает бетон в зону механизма 27 уплотнения, причем в одном направлении тележка 39 сдвигается лебедкой 51, в другом - под действием блока подвижных барабанов 46 с грузом 47, а тележки 42 с роликоопорами 43 и 44, связанные .между собой и с тележкой 39 гибкими связями 45, распределяются вдоль транспортерной ленты 50 равномерно, поддерживая ее.
Включается механизм 27 уплотнения и привод 23 начинает сдвигать тележку при- водную-затвор 28, а следовательно, н форму-вагонетку 3 вниз. Происходит послойное формование бетона в форме.
Во исключение прогиба поддона формы- вагонетки 3 под действием формования она при движении опирается на ролики 31. При достижении конечного нижнего положения затворная плоскость 30 тележки приводной- затвора 28 перекрывает выходное отверстие из бункера 26, механизм 29 захвата расцепляется с формой-вагонеткой 3 и тележка приводная-затвор 28 сдвигается вверх на величину 1, причем отверстие из бункера 26 продолжает быть закрытым затворной плоскостью 30 (во избежание выпадания из- лищек бетона).
В обратном порядке поворотная платформа 20 расфиксируется фиксатором 34 и приводится в горизонтальное положение. Гидроцилиндры 37, упираясь в буферные упоры 18 формы-вагонетки 3, сталкивают всю кассету в камере термообработки 10, высвобождая место для формования следу1Ьщей формы.
Фиксатор 36 фиксирует форму, заформо- ванную последней. На выходе кассеты из камеры термообработки 10 производится раслект форм-вагонеток, расположенных в два яруса, в нижнем - наклонно, в верхнем - горизонтально, подъемник и снижатель, выполненный в виде поворотной платформы,
25 бетоноукладчик, оборудование постов подготовки форм-вагонеток, укладки арматуры и укладки бетона, расположенных на верхнем ярусе, камеру тепловой обработки изделий, расположенную на нижнем ярусе, и площадку строповщика, отличающаяся
30 тем, что,с целью повыщения производительности линии, формы-вагонетки снабжены зацепными устройствами, осевыми и буферными упорами, пост укладки бетона выполнен в виде формовочной установки, расположенной в зоне снижателя и состоящей
35 из рамы, шарнирно установленной на основании, направляющих опорных роликов, приводного бункера с виброустройством и катками, установленного с возможностью перемещения по направляющим, подвижной тележки-затвора с механизмом захвата форм- вагонеток, бетоноукладчик - в виде выдвижного транспортера, поворотная платформа щарнирно закреплена на раме и имеет направляющие для приводного бункера и тележки-затвора, при этом опорные ролики
5 установлены вдоль направляющих рамы и поворотной платформы по всей их длине и контактируют со стенкой подд она формы- вагонетки, выдвижной транспортер расположен вдоль открытой полости приводного бункера, а рама формовочной установки
50расположена наклонно к основанию.
40
палубка изделий путем сдвижки площадки строповщика 7 в направляющих 53, 54 в сторону снимаемого изделия, захват его вакуумными захватами 57, движением назад
площадки и приведение изделия в вертикальное положение. Рабочий строповщик, выйдя на площадку, стропит изделие и оно снимается краном.
В камере термообработки 10 изделий воздух, разогретый калориферами 62, посту пает по воздуховоду 58 горячего потока в полости поддонов форм-вагонеток 3, собранных в пакет, проходит их, отдавая часть тепла изделиям через листы 12 и 13, а затем по воздуховоду 59 охлажденного потока при
5 помощи вентилятора 6 вновь поступает в калориферы 62 на догрев и т. д.
Формула изобретения . Вертикально замкнутая кассетно-конвелект форм-вагонеток, расположенных в два яруса, в нижнем - наклонно, в верхнем - горизонтально, подъемник и снижатель, выполненный в виде поворотной платформы,
5 бетоноукладчик, оборудование постов подготовки форм-вагонеток, укладки арматуры и укладки бетона, расположенных на верхнем ярусе, камеру тепловой обработки изделий, расположенную на нижнем ярусе, и площадку строповщика, отличающаяся
0 тем, что,с целью повыщения производительности линии, формы-вагонетки снабжены зацепными устройствами, осевыми и буферными упорами, пост укладки бетона выполнен в виде формовочной установки, расположенной в зоне снижателя и состоящей
5 из рамы, шарнирно установленной на основании, направляющих опорных роликов, приводного бункера с виброустройством и катками, установленного с возможностью перемещения по направляющим, подвижной тележки-затвора с механизмом захвата форм- вагонеток, бетоноукладчик - в виде выдвижного транспортера, поворотная платформа щарнирно закреплена на раме и имеет направляющие для приводного бункера и тележки-затвора, при этом опорные ролики
5 установлены вдоль направляющих рамы и поворотной платформы по всей их длине и контактируют со стенкой подд она формы- вагонетки, выдвижной транспортер расположен вдоль открытой полости приводного бункера, а рама формовочной установки
0расположена наклонно к основанию.
0
фиг.1
что формы-вагонетки выполнены со сквозными каналами для прохода теплоносителя, камера тепловой обработки - в виде охватывающих воздуховодов с клиновым сечением для горячего и холодного потоков, вентиляторов и калориферов.
фиг. 2
58
7
15
18
18
: Ф-ФФФФФ-ФФФ
IS 4
фие. 5
фиг.В
Б-Б
фиг. 3
Г
Hi
Фив.
Вид В
Л
12
//
f//
Фиг.7
Сриг.Э
f-f
Фиг.8
20
-Ж
US.ff
фиг.П
2В
фиг. 13
Ц)иг. 1
Ж
фиг. 15
// ////y
. 16
А
. зв
, - у+. /. ,/
5f
If-ntjr--f
1i
Фиг. л
Ч
У5огХ1000000(хх оооосаасасасххххтаа уа
5 tF
Фиг. Г9
J
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
