Изобретение относится к обработке металлов давлением, а именно к способам формообразования полых изделий из трубных заготовок.
Известен способ формообразования тройников (Руководящий технический материал РТМ 1.4.1999-90 «Производство сварного высокоресурсного трубопровода». - М.: НИАТ. 1992. - С.104-105, аналог), в котором для формовки в штампах готовых изделий с минимальным изменением толщины стенки подают в очаг деформации материал трубной заготовки в объеме, соответствующем объему формуемого отвода тройника, причем весь подаваемый материал сосредоточен в скосах, выполняемых в торцевых частях трубной заготовки. С применением известного способа изготавливают тонкостенные тройники с одним отводом. Недостатком способа является невозможность получения тройников с несколькими отводами из-за разрывов материала на готовых изделиях, являющихся следствием чрезмерных сил трения металла о стенки матрицы при его перемещении от торцов трубной заготовки в отвод. Для реализации способа необходимо специализированное оборудование.
Известен способ формообразования полых деталей (патент 2254190 РФ, МПК7 В21С 37/28, авторы Егоров В.Г., Голуб В.В., Невструев Ю.А., заявлено 22.12.03, опубл. 20.06.05. - Бюл. №17, прототип), включающий сплющивание трубной заготовки до придания ей эллипсообразного поперечного сечения, величина меньшей оси которого не превосходит диаметра меньшего отвода готовой детали, формование полой детали из трубной заготовки путем силового воздействия на боковую поверхность последней с одновременным приложением внутреннего давления наполнителя, калибровку боковой поверхности и отводов готовой полой детали. Известный способ обеспечивает проведение процесса формования с направленным перемещением материала трубной заготовки в пластическую зону кратчайшим путем. За счет этого повышается качество изготовления полых деталей, появляется возможность формообразования тройников с несколькими отводами с увеличенной высотой.
Недостаток: ограниченность номенклатуры штампуемых тройников (прямо- и косоугольные тройники с отводами, продольные оси которых и продольная ось трубной заготовки лежат в одной плоскости).
Технический результат: расширение номенклатуры формообразуемых полых деталей за счет возможности получения отводов, продольные оси которых лежат в плоскости, перпендикулярной продольной оси трубной заготовки. Указанный технический результат достигается за счет того, что в известном способе формообразования полых деталей, включающем сплющивание трубной заготовки до придания ей эллипсообразного поперечного сечения, величина меньшей оси которого не превосходит диаметра меньшего отвода готовой полой детали, формование полой детали из трубной заготовки путем силового воздействия на боковую поверхность последней с одновременным приложением внутреннего давления наполнителя, калибровку боковой поверхности и отводов готовой полой детали, перед формованием полой детали на одной из плоских сторон боковой поверхности трубной заготовки формуют технологическую полость, закладывают в нее наполнитель и формуют из трубной заготовки полую деталь с отводами, продольные оси которых пересекают ось трубной заготовки с противоположных сторон и расположены с ней в одной плоскости, далее расправляют боковую поверхность трубной заготовки до придания ей цилиндрической формы, при этом отводы разворачиваются в плоскости, перпендикулярной продольной оси трубной заготовки.
Формовка технологической полости на одной из плоских сторон боковой поверхности трубной заготовки сразу после ее сплющивания необходима для того, чтобы заранее сосредоточить на боковой поверхности излишний объем материала. Для сохранения формы технологической полости в нее закладывают наполнитель так же, как и во внутренний объем сплющенной трубной заготовки. В результате последующего силового воздействия на боковую поверхность трубной заготовки материал перемещается в отводы по кратчайшему пути с наименьшим перегибом, что позволяет увеличить ресурс пластичности материала, и формуется полая деталь с отводами, продольные оси которых пересекают ось трубной заготовки с противоположных сторон и расположены с ней в одной плоскости. Далее расправляют технологическую полость, при этом сосредоточенный в ней излишний объем материала позволяет без нарушения его сплошности придать боковой поверхности трубной заготовки цилиндрическую форму и развернуть отводы в плоскости, перпендикулярной оси трубной заготовки. Тем самым получается полая деталь с отводами, пространственная ориентация которых относительно продольной оси трубной заготовки не может быть качественно реализована ни одним из известных способов. То есть расширяется номенклатура штампуемых полых деталей.
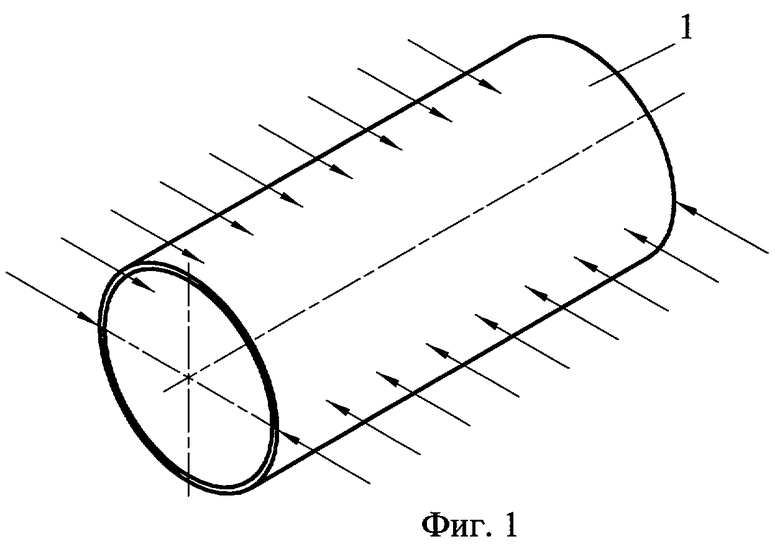
На фиг.1 показано сплющивание трубной заготовки перед формообразованием до придания ей эллипсообразного поперечного сечения;
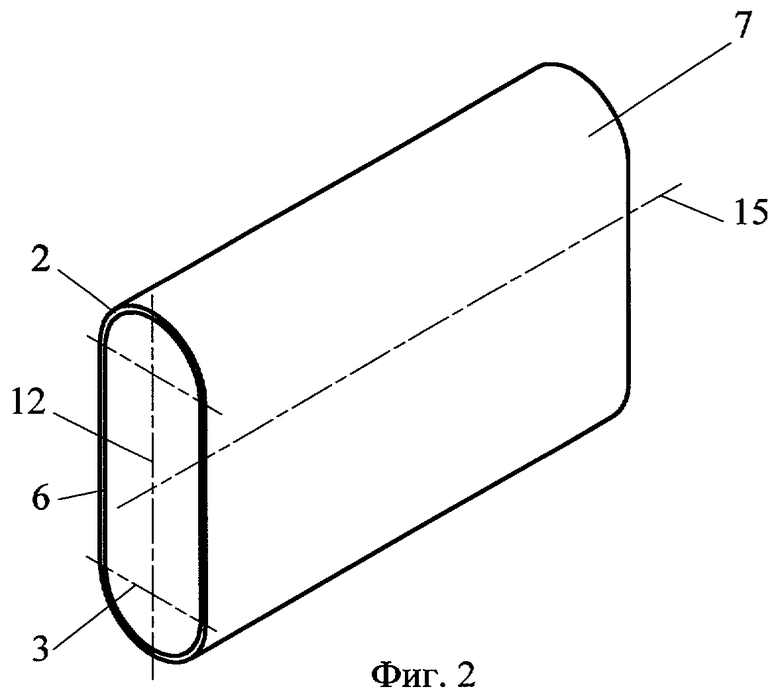
на фиг.2 - трубная заготовка с эллипсообразным поперечным сечением;
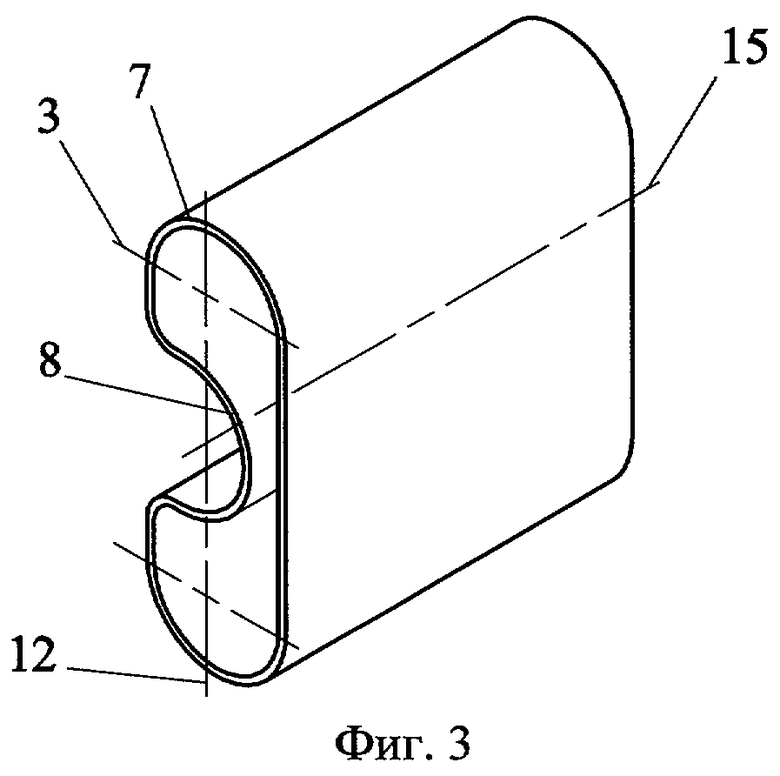
на фиг.3 - технологическая полость на одной из плоских сторон боковой поверхности трубной заготовки;
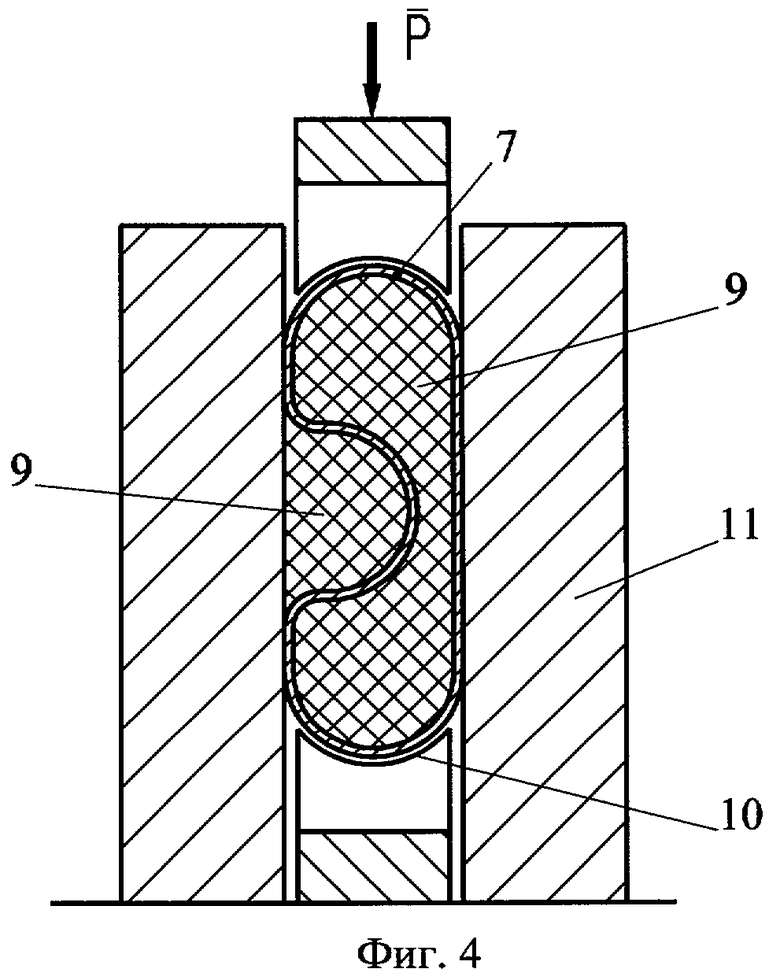
на фиг.4 - формообразование полой детали из предварительно сплющенной трубной заготовки путем силового воздействия на боковую поверхность трубной заготовки с одновременным приложением давления наполнителя к внутренней поверхности трубной заготовки и технологической полости;
на фиг.5 - схема силового воздействия на трубную заготовку при расправлении ее боковой поверхности;
на фиг.6 - отформованная полая деталь с отводами с цилиндрической формой боковой поверхности трубной заготовки.
Способ осуществляют следующим образом. Сплющивают трубную заготовку 1 до придания ей эллипсообразного поперечного сечения 2, величина меньшей оси 3 которого не превосходит диаметра d отводов 4 готовой полой детали 5. На одной из плоских сторон 6 боковой поверхности 7 трубной заготовки 1 формуют технологическую полость 8, закладывают в нее и в трубную заготовку 1 наполнитель 9 и устанавливают сплющенную трубную заготовку 1 с эллипсообразным поперечным сечением 2 и наполнителем 9 в ручей 10 штампа 11 так, чтобы большая ось 12 эллипсообразного поперечного сечения 2 была ориентирована в зону развитых пластических деформаций, т.е. в сторону штампуемых отводов 4. Путем приложения усилия Р к боковой поверхности 7 трубной заготовки 1 с эллипсообразным поперечным сечением 2 формуют из трубной заготовки 1 полую деталь 13 с отводами 4, продольные оси 14 которых пересекают продольную ось 15 трубной заготовки 1 с противоположных сторон и расположены с ней в одной плоскости. Далее усилием P1 расправляют боковую поверхность 7 трубной заготовки 1 до придания ей цилиндрической формы 16, одновременно калибруя ее. При этом отводы 4 разворачиваются в плоскости, перпендикулярной продольной оси 15 трубной заготовки 1, до достижения угла β между ними, отличного от 180°.
Пример. Из трубной заготовки 1 наружным диаметром 70 мм с толщиной стенки 1,0 мм и длиной 100 мм из коррозионно-стойкой стали 12Х18Н10Т формуют готовую полую деталь 5 диаметром 50 мм с толщиной стенки 1,0 мм, с диаметром отводов 4 d=32 мм, с высотой отводов 4, равной 10 мм, и углом между продольными осями 14 отводов 4 β=110°. Для этого в специальном приспособлении, устанавливаемом на пресс П6324Б (на чертеже не показано), перед формованием сплющивали трубную заготовку 1 диаметром 70 мм до придания ей эллипсообразного поперечного сечения 2, большая ось 12 которого равнялась 115 мм, а меньшая ось 3-32 мм. На одной из плоских сторон 6 боковой поверхности 7 трубной заготовки 1 при помощи вдавливания скалки (на чертеже не показана) формовали технологическую полость 8 глубиной 24 мм с радиусом 16 мм. Предварительно сплющенная трубная заготовка 1 с эллипсообразным поперечным сечением 2 и технологической полостью 8 заполнялась сплавом Вуда и после его затвердевания устанавливалась в ручей 10 штампа 11 так, чтобы большая ось 12 эллипсообразного поперечного сечения 2 была ориентирована в сторону штампуемых отводов 4. Формовали полую деталь 13 путем приложения воздействия усилием Р=300 кН на боковую поверхность 7 трубной заготовки 1 с отводами 4 диаметром 32 мм, продольные оси 14 которых пересекают продольную ось 15 трубной заготовки с противоположных сторон и расположены с ней в одной плоскости. Далее выплавляют сплав Вуда и конической оправкой (на чертеже не показана) расправляют усилием P1=120 кН боковую поверхность 7 трубной заготовки 1 до приданий ей цилиндрической формы 16, одновременно калибруя ее. При этом отводы 4 разворачиваются в плоскости, перпендикулярной продольной оси 15 трубной заготовки 1, до достижения угла β=110° между их продольными осями 14. Максимальное утолщение материала в зонах, противолежащих отводам 4, составило 7%, а утонение в вершинах отводов 4-11%. Таким образом готовая полая деталь 5 имела минимальную разнотолщинность, высоту отводов, достаточную для последующего применения автоматической сварки, что свидетельствует о ее высоком качестве. Готовая полая деталь 5 может быть использована для разделения потока рабочей среды по скрещивающимся направлениям, что свидетельствует о расширении номенклатуры типовых элементов трубопроводных систем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2009 |
|
RU2378070C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2006 |
|
RU2320440C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254190C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2251462C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2009 |
|
RU2392077C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
Изобретение относится к области обработки металлов давлением, в частности к формообразованию полых изделий с отводами из трубных заготовок. Трубную заготовку сплющивают до придания ей эллипсообразного поперечного сечения, величина меньшей оси которого не превосходит диаметра меньшего отвода готовой полой детали. Осуществляют формование полой детали из трубной заготовки путем силового воздействия на боковую поверхность последней с одновременным приложением внутреннего давления наполнителя, калибровку боковой поверхности и отводов готовой полой детали. Перед формованием полой детали на одной из плоских сторон боковой поверхности трубной заготовки формуют технологическую полость, закладывают в нее наполнитель и формуют из трубной заготовки полую деталь с отводами, продольные оси которых пересекают ось трубной заготовки с противоположных сторон и расположены с ней в одной плоскости. Далее расправляют боковую поверхность трубной заготовки до придания ей цилиндрической формы. При этом отводы разворачиваются в плоскости, перпендикулярной продольной оси трубной заготовки. Расширяется номенклатура получаемых полых деталей за счет возможности получения отводов, продольные оси которых лежат в плоскости, перпендикулярной продольной оси трубной заготовки. 6 ил.
Способ формообразования полых деталей с отводами, включающий сплющивание трубной заготовки до придания ей эллипсообразного поперечного сечения, величина меньшей оси которого не превосходит диаметра меньшего отвода готовой полой детали, формование полой детали из трубной заготовки путем силового воздействия на боковую поверхность последней с одновременным приложением внутреннего давления наполнителя, калибровку боковой поверхности и отводов готовой полой детали, отличающийся тем, что перед формованием полой детали на одной из плоских сторон боковой поверхности трубной заготовки формуют технологическую полость, закладывают в нее наполнитель и формуют из трубной заготовки полую деталь с отводами, продольные оси которых пересекают ось трубной заготовки с противоположных сторон и расположены с ней в одной плоскости, далее расправляют боковую поверхность трубной заготовки до придания ей цилиндрической формы, при этом отводы разворачивают в плоскости, перпендикулярной продольной оси трубной заготовки.
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254190C1 |
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| US DE 3342091 A, 30.05.1984. | |||

