Изобретение относится к обработке металлов давлением, а именно к устройствам для формообразования полых деталей из трубных заготовок, и может быть использовано в области машиностроения и других отраслях промышленности при производстве изделий типа тройников, преимущественно косоугольных.
Известен штамп для формообразования тройников (Руководящий технический материал РТМ 1.4.1638-86 «Конструктивно-технологическая отработка трубопроводных коммуникаций, изготовление и контроль труб и патрубков». - М.: НИАТ, 1988. - С.370. - аналог), содержащий прямоугольный контейнер, закрепленный на нижней плите, внутри которого через подкладные плоские плиты установлены полуматрицы. При смыкании последних образуется ручей штампа, в который укладывается трубная заготовка с установленным в ней эластичным наполнителем. При синхронном встречном движении пуансонов осевого сжатия происходит осадка трубной заготовки с одновременным воздействием на ее стенки внутреннего давления, создаваемого эластичным наполнителем, и усилия подпора отвода. Трубная заготовка принимает форму ручья штампа и получается готовое изделие в виде тройника. Контейнер предназначен для того, чтобы замкнуть на себе все возникающие в процессе штамповки усилия. Наличие контейнера обеспечивает безопасность проведения процесса штамповки в случае непредвиденного разрушения полуматриц.
Недостаток: ограниченная номенклатура штампуемых полых деталей (прямоугольные равно- и неравнопроходные тройники). Для формообразования косоугольных тройников необходимо изготавливать новый громоздкий контейнер, что приводит к удорожанию штамповой оснастки в целом.
Известно устройство для гидравлической штамповки полых деталей с отводами (описание изобретения к авт.свид. СССР №489548, МПК В21С 37/29 от 24.04.74, опубл. в бюл. №40 от 30.10.75, авт. Богоявленский К.Н., Серяков В.И., Кобышев А.Н., прототип), содержащее разъемные полуматрицы с формоизменяющими вкладышами, пуансоны осевого сжатия трубной заготовки, составной пуансон подпора отвода. Металл в отводы подается как пуансонами осевого сжатия, так и формоизменяющими вкладышами при одновременном воздействии внутреннего давления наполнителя. По мере ввода формоизменяющих вкладышей в матрицу пуансоны подпора поворачиваются, обеспечивая подпор отводов и тем самым способствуют снижению растягивающих напряжений в стенках отводов. При этом усилие подпора воздействует на шарнир составного пуансона подпора отвода, вызывая в нем давление, величина которого превышает допустимые значения из условия невыдавливания смазки из шарнира. Соединение становится неработоспособным из-за заклинивания составного пуансона подпора. Уменьшить значение контактного давления можно, увеличив размеры самого шарнира. Однако в этом случае он не вписывается в габариты полости полуматриц, предназначенной для вытяжки отвода тройника. К недостаткам известного устройства можно отнести и отсутствие контейнера для установки разъемных полуматриц. Объясняется это тем, что для каждого типоразмера косоугольного тройника необходимо было бы иметь свой контейнер, что является невыгодным, с точки зрения увеличения материалоемкости штамповой оснастки, и значительно повышает стоимость устройства.
Технический результат: снижение материалоемкости штамповой оснастки за счет возможности передачи усилия с пуансона подпора под различными углами без заклинивания пуансона подпора.
Технический результат достигается за счет того, что в известном устройстве для штамповки тройников из трубных заготовок, содержащем полуматрицы, пуансоны осевого сжатия трубной заготовки, составной пуансон подпора отвода, пуансон подпора выполнен в виде набора сферических вкладышей, причем полуматрицы установлены в разъемном контейнере.
Конструктивное исполнение составного пуансона подпора в виде набора сферических вкладышей в заявляемом устройстве для штамповки тройников из трубных заготовок позволяет изменять направление усилия с пуансона подпора на штампуемый отвод в зависимости от угла наклона отвода. При этом не происходит заклинивания частей составного пуансона подпора, а контактные напряжения в нем распределяются равномерно по взаимодействующим сферическим поверхностям вкладышей. Возможность передачи усилия подпора под различными углами без заклинивания позволяет применить единый разъемный контейнер для установки полуматриц, предназначенных для штамповки тройников различных типоразмеров (прямоугольных и косоугольных, равнопроходных и неравнопроходных). Таким образом отпадает необходимость комплектации полуматриц каждого типоразмера своим контейнером, что снижает материалоемкость штамповой оснастки в целом. Контейнер замыкает на себя все возникающие в процессе штамповки усилия, что позволяет снизить материалоемкость и самих полуматриц. Наличие контейнера обеспечивает безопасность проведения процесса штамповки тройника в случае непредвиденного разрушения полуматриц.
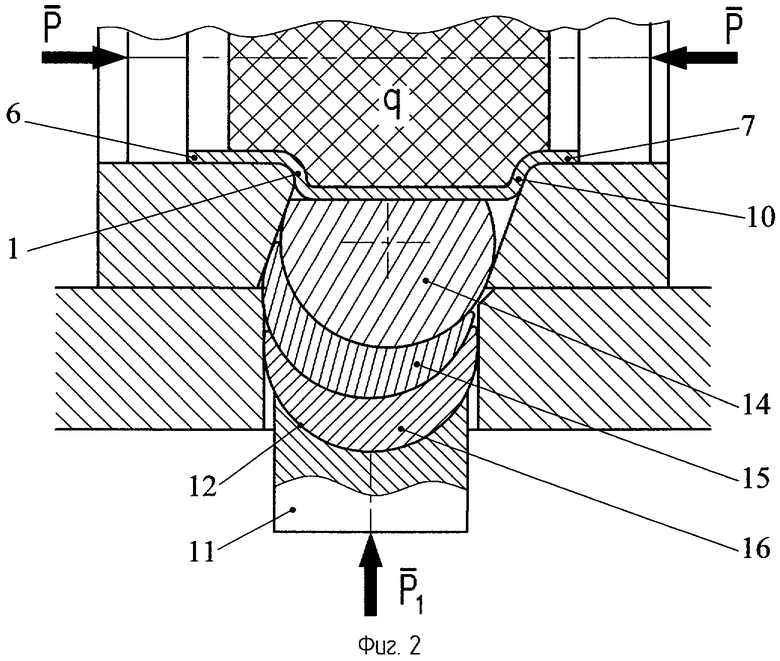
На фиг.1 изображено устройство для штамповки тройников из трубных заготовок перед формообразованием;
на фиг.2 - конечный момент штамповки тройника из трубной заготовки.
Устройство для штамповки тройников 1 из трубных заготовок 2 содержит нижнюю полуматрицу 3 и верхнюю полуматрицу (на чертеже не показана), пуансоны осевого сжатия 4, 5 трубной заготовки 2, между торцевыми поверхностями 6, 7 которой установлен наполнитель 8; составной пуансон подпора 9 отвода 10 тройника 1. Составной пуансон подпора 9 выполнен в виде цилиндра 11 со сферической поверхностью 12 на торце 13 и сферических вкладышей 14, 15, 16, контактирующих между собой и с цилиндром 11 по сферическим поверхностям 17, 18 и 12. Нижняя полуматрйца 3 и верхняя полуматрица (на чертеже не показана) установлены в контейнере 19.
Штамповку тройников из трубных заготовок осуществляют в заявляемом устройстве следующим образом.
В контейнере 19 монтируют нижнюю 3 и верхнюю (на чертеже не показана) полуматрицы для формообразования тройника 1 соответствующего типоразмера. В трубной заготовке 2 размещают наполнитель 8, устанавливают их в нижнюю полуматрицу 3, смыкают нижнюю полуматрицу 3 с верхней полуматрицей. Формуют трубную заготовку 2 путем воздействия пуансонами осевого сжатия 4, 5 с усилиями  на ее торцевые поверхности 6, 7 с одновременным приложением внутреннего давления q наполнителя 8 и подпором формуемого отвода 10 составным пуансоном подпора 9 с усилием
на ее торцевые поверхности 6, 7 с одновременным приложением внутреннего давления q наполнителя 8 и подпором формуемого отвода 10 составным пуансоном подпора 9 с усилием  . При этом усилия
. При этом усилия  и
и  замыкает на себя контейнер 19, а контактные напряжения в составном пуансоне подпора 9 распределяются равномерно по взаимодействующим сферическим поверхностям 17, 18, 12 сферических вкладышей 14, 15, 16. Таким образом, заклинивания частей составного пуансона подпора 9 не происходит. По окончании процесса штамповки отводят пуансоны осевого сжатия 4, 5 от торцевых поверхностей 6, 7 трубной заготовки 2, сбрасывая до нуля внутреннее давление q наполнителя 8. Размыкают нижнюю 3 и верхнюю (на чертеже не показана) полуматрицы, извлекают отформованный тройник 1, удаляя наполнитель 8.
замыкает на себя контейнер 19, а контактные напряжения в составном пуансоне подпора 9 распределяются равномерно по взаимодействующим сферическим поверхностям 17, 18, 12 сферических вкладышей 14, 15, 16. Таким образом, заклинивания частей составного пуансона подпора 9 не происходит. По окончании процесса штамповки отводят пуансоны осевого сжатия 4, 5 от торцевых поверхностей 6, 7 трубной заготовки 2, сбрасывая до нуля внутреннее давление q наполнителя 8. Размыкают нижнюю 3 и верхнюю (на чертеже не показана) полуматрицы, извлекают отформованный тройник 1, удаляя наполнитель 8.
Пример. Осуществляли штамповку тройника 1 с отводом 10 диаметром d=80 мм, наклоненным к продольной оси трубной заготовки 2 на угол α=75°.
В контейнере 19 монтировали через подкладные плиты нижнюю 3 и верхнюю (на чертеже не показана) полуматрицы для формообразования упомянутого тройника, изготовленные из стали 20 ГОСТ 1050-88 с цементацией рабочего канала на глубину от 1,0 до 1,2 мм с последующей термообработкой до твердости 56÷60 HRC.
В трубной заготовке 2 размещали эластичный наполнитель 8 в виде набора шайб из полиуретана марки СКУ-7Л ТУ 84-404-78, устанавливали их в нижнюю полуматрицу 3, смыкали нижнюю полуматрицу 3 с верхней (на чертеже не показана) полуматрицей с усилием пресса PYE - 250, равным 1600 кН. Формовали трубную заготовку 2 путем воздействия пуансонами осевого сжатия 4, 5 с усилиями Р=1200 кН на ее торцевые поверхности 6, 7 с одновременным приложением внутреннего давления q=160 МПа наполнителя 8 и подпором формуемого отвода 10 составным пуансоном подпора 9 с усилием P1=400 кН.
При этом контактные напряжения в составном пуансоне подпора 9 распределялись равномерно по взаимодействующим сферическим поверхностям 17, 18, 12 сферических вкладышей 14, 15, 16, выполненных из бронзы марки БрА10Ж4Н4Л ГОСТ 493-79. Заклинивания частей составного пуансона подпора 9 не происходило. По окончании процесса штамповки отводили пуансоны осевого сжатия 4, 5 от торцевых поверхностей 6, 7 трубной заготовки 2, сбрасывая до нуля внутреннее давление q наполнителя 8. Размыкали нижнюю 3 и верхнюю (на чертеже не показана) полуматрицы, извлекали отформованный тройник 1 с отводом 10, который имел высоту Н=15 мм, достаточную для последующего применения автоматической сварки при сборке тройника 1 в трассу трубопровода. Отвод 10 имел при этом правильную форму, обусловленную равномерным и постоянным его подпором при помощи составного пуансона подпора 9 без заклинивания. Нижняя полуматрица 3 и верхняя полуматрица (на чертеже не показана) извлекались из контейнера 19, а на их место монтировались другие полуматрицы для штамповки тройника следующего типоразмера. Следовательно, контейнер 19 используется для изготовления тройников широкой номенклатуры, что свидетельствует о возможности снижения материалоемкости штамповой оснастки в целом.
В результате применения устройства для штамповки тройников из трубных заготовок снизилась в 5÷6 раз материалоемкость штамповой оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2009 |
|
RU2392077C1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2006 |
|
RU2320440C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2009 |
|
RU2378070C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении из трубных заготовок изделий типа тройников, преимущественно косоугольных. Устройство для штамповки тройников содержит полуматрицы, пуансоны осевого сжатия трубной заготовки, составной пуансон подпора отвода. Пуансон подпора выполнен в виде набора сферических вкладышей. Полуматрицы установлены в разъемном контейнере. В результате обеспечивается снижение материалоемкости штамповой оснастки. 2 ил.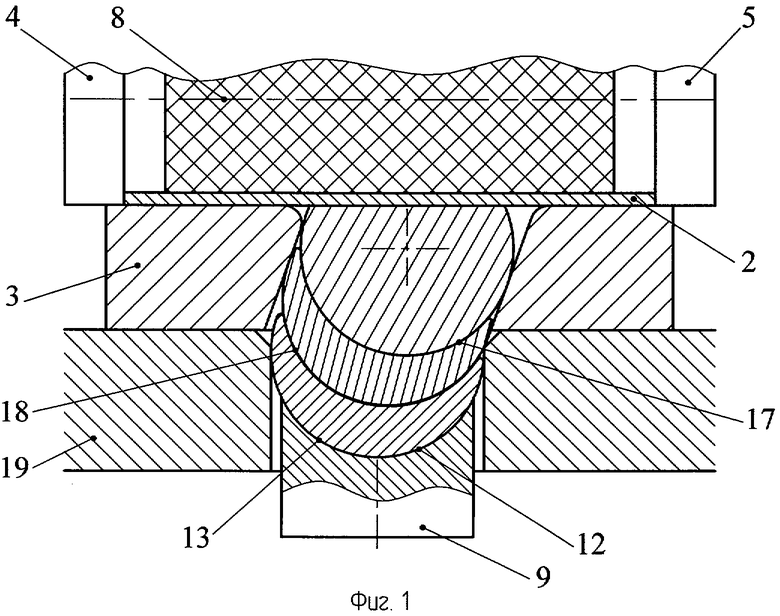
Устройство для штамповки тройников, преимущественно косоугольных, из трубных заготовок, содержащее полуматрицы, пуансоны осевого сжатия трубной заготовки, составной пуансон подпора отвода, отличающееся тем, что последний выполнен в виде набора сферических вкладышей, а полуматрицы установлены в разъемном контейнере.
| Устройство для гидравлической штамповки полых деталей с отводами | 1974 |
|
SU489548A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2006 |
|
RU2320440C1 |
| US 6202460 B1, 20.03.2001. | |||

