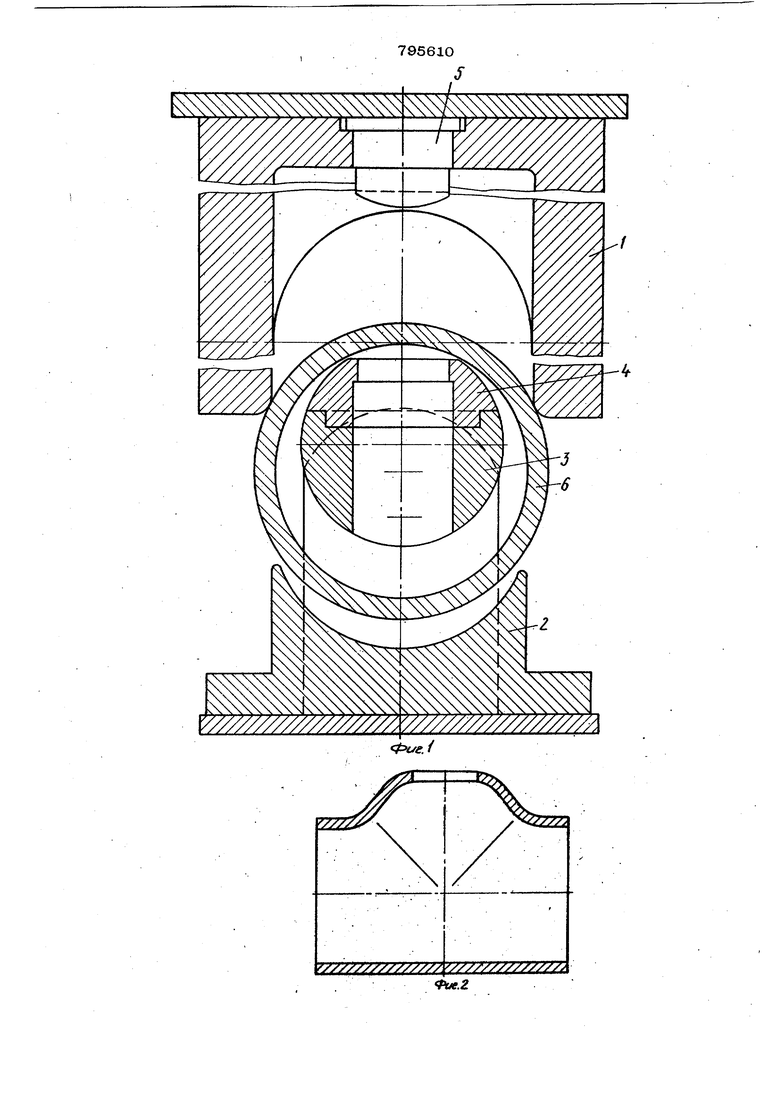
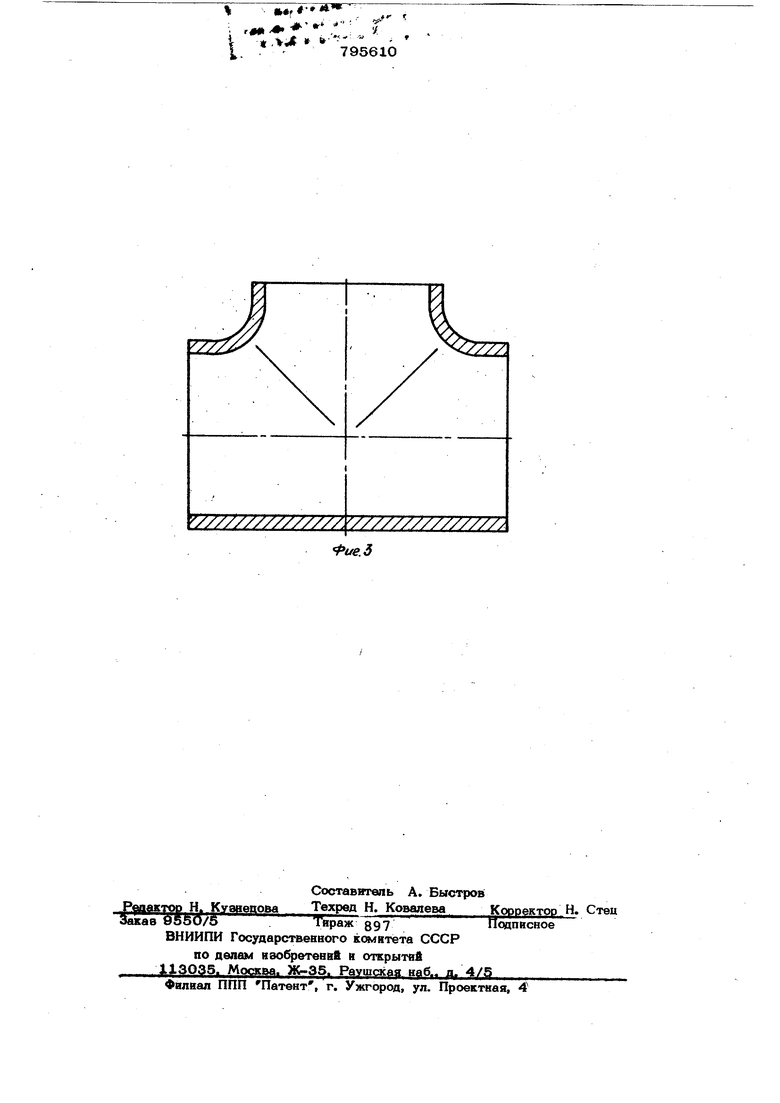
Изобретение относится к обработке металлов давлением, а именно к производ ству соединительных деталей трубопроводов, в частности тройников. Известен способ изготовления тройников из трубных заготовок, включающий введение в заготовку пуансона-оправки, овализацию заготовки, обжим концевых ее участков с одновременной формовкой патрубка, а также пробивку в нем отгверстия и окончательную формовку полученного тройника 1. Недостатсж известного способа состоит а повышенном расходе металла на ивготавливаемый тройник, так как особенности технологической схемы обуславливают необходимость использования толсто стенных заготовок. Цель изобретения - повышение коэффициента использования металла. Цель достигается тем, что овализацию заготовки производят приложением касательно направленных усилий к двум противоположным боковым ее сторонам с no/t порем пуансоном-оправкой участка . товки в зоне последующей формовки патрубка. На фиг.1 показана схема обработки заготовки в штампе/ на фиг. 2 - тройникполуфабрикат перед окончательной формовкой,- на фиг.З - готовое изделие. Обработка заготовки, нагретой до температуры штамповки, осуществляется в штампе, содержащем нижнюю и верхнюю формовочные матрицы 1 и 2, опорный брус 3, консольно-оиирающийся на подвижную опору, с установленным на нем профильным элементом 4. Оюрный брус 3 с профильным влементом 4 образуют пуансон-оправку. В верхней части формовочной полости матрицы 2 установлен про0ив. ной пуансон 5, а в элементе 4 выпоякёно ответное отверстие. В заготовку 6 вводят пуансон-оправку Ход(М ползуна пресса вниз формовочная матрица 2, надвигается на висящую на пуансоне-оправке заготовку большего, чем профиль матрицы, диаметра, изгибая стенки заготовки в направлении оси прохоаа, т.е. происходящая при этом овали-аация заготовки осуществляется за счет приложения- касательно направленных усилий к двум противоположным боковым заготовки. Кромки нижней мат ipiinbi в npOTiecce овализации заготовки не принимают участия. От потбри устойчивости стенку заготовки в зонах, прилегающих к вкваториальному сечению, удерживают стенки матрицы 2. Одновременно с формовкой концевых участков заготовки в патрубка в конце хода производят пробивку отверстия. Все вти операции осуществляли последовательно за один установ заготовки и один ход ползуна пресса. Окончательную формовку тройника отбортовку патрубка и обжим корпуса про изводят обычным методом. Предлагаемый способ изготовления тройников из тонкостенных трубных заготовок позволяет увеличить устойчивость стенки трубной заготовки при поперечном обжиме, благодаря чему степень обжима может быть доведена до 15%. Так , при обжиме заготовок диаметром O. 159 мм до Ддет-138,5 мм (ковффициент обжима 1,15) допустима толщина ее стенок S 6,0 мм. Эта величина позволяет квалифицировать заготовк 7 0 тонкостенной в отличие от используемых оГбычно заготовок с толщиной стенок SrSMWi Снижение толщины исходной заготовки на 33% позволит, при сохранении требу&мой прочности, снизить на ту же величину металлоемкость изделий, т. е. повысить коэффициент использования металла. Формула изобретения Способ изготовления тройников из трубных заготовок, включающий введение в заготовку пуансона-оправки, овализацию заготовки, обжим концевых ее участков с одновременной формовкой патрубка, а также пробивку в нем отверстия и окончательную формовку полученного тройника, отличающийся тем, что с целью повышения коэффициента использования металла, овализацию заготовки прснизвсздят приложением касательно направленных усилий к двум противоположным боковым ее сторонам с подпором пуансономоправкой участка заготовки в зоне последующей формовки патрубка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 199800, кл. В 21 С 37/29, 03.05.66.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
.:
i
795610
