Предлагаемое изобретение относится к сварочному производству, а точнее к способам и устройствам для контактной стыковой сварки полос, выполняемой на специализированных стыкосварочных машинах, которые устанавливаются в высокопроизводительных металлургических агрегатах (трубосварочных и профилегибочных станах, травильных линиях и пр.).
Периодическая сварка задаваемых в такие агрегаты рулонированных полос обеспечивает непрерывность их работы. В этом случае длительность стыковки рулонов не должна допускать простоев или замедления темпа работы агрегата. Высокая производительность сварочных машин в этих условиях достигается за счет автоматизации сварочного процесса и механизации вспомогательных операций, важнейшей из которых является установка полос в сварочной машине. При этом учитывается, что качество швов во многом зависит от правильности установки полос с заданным по технологии сварки вылетом их концов (Lв) из губок машины и соответствующим выбором исходного расстояния между губками (Δисх.=2×Lв). Исходное расстояние Δисх. определяет оптимальный выбор всей совокупности линейных параметров процесса сварки - величин оплавления, осадки и конечного расстояния между губками машины, а равенство вылетов Lв обеспечивает равномерность нагрева и пластической деформации обеих концов свариваемых заготовок. Задаваемые по технологии исходное расстояние Δисх. и вылеты концов Lв зависят от сечения заготовок и марки свариваемой стали и должны перестраиваться при каждой смене сортамента полос в металлургической линии.
Известен приводимый в качестве аналога способ сварки с механизированной установкой полос с заданным вылетом в машинах /авт. свид. СССР №208152, кл. МПК Н 05 b 29/10, 03.IX.1966/, имеющих в своем составе наряду со сварочным устройством встроенные гильотинные ножницы, центрователи и подвижные транспортные каретки, которые автоматически передают полосы с предварительно обрезанными концами из позиции резки в позицию сварки.
Недостатки такого варианта установки полос связаны с необходимостью создания некоторого запаса полосы, в виде петель, перед и за сварочной машиной для беспрепятственной работы транспортных кареток машины при установке полос. Указанные петли создаются петлеобразующими механизмами, которые устанавливаются по обеим сторонам сварочной машины. С увеличением толщины полос их жесткость при изгибе возрастает и создание петель требует больших усилий и пространства в линии. С учетом этого обстоятельства описанный способ установки полос в губках машины находит применение в агрегатах, в которых толщина задаваемых полос не превышает 4...6 мм.
Известен способ сварки с установкой полос по калибровочному ножу, которым дополнительно комплектуются сварочные машины, устанавливаемые в крупных металлургических агрегатах (см. B.C. Кабанов, Э.С. Слепак "Технология стыковой контактной сварки". - М.: Машиностроение, 1970, с.120-121). В период задачи в линию очередного рулона калибровочный нож опускается в сварочную зону и концы обеих полос подаются механизмами линии до упора в него, а перед началом сварки, после зажатия полос в губках, нож снова убирается в верхнее положение.
Недостатки известного способа установки полос связаны с существенным усложнением конструкции сварочной машины при оснащении ее описанным калибровочным ножом и повышением металлоемкости оборудования. При задаче полос в машину нож должен выдерживать большие ударные нагрузки и при этом он должен сохранять неизменным свое расположение по оси сварки. Подъем ножа после установки толстых полос часто сопровождается его заклиниванием, а введение клиновой обработки на лезвии ножа для предупреждения этого явления существенно снижает точность установки вылетов полос.
Другим недостатком приведенного способа является необходимость дополнительного отвода подвижной станины сварочной машины на толщину калибровочного ножа. Увеличенный ход подвижной станины в этом случае увеличивает длительность сварочного цикла и объем цилиндров, перемещающих подвижную станину. Наиболее близким к предложенному является способ контактной стыковой сварки рулонированных полос в непрерывных металлургических агрегатах (см. SU 1606282 С, МПК 7 В 23 К 11/04, 15.11.1990), включающий установку соединяемых заднего и переднего концов полос в губках зажимов подвижной и неподвижной станин стыкосварочной машины в позицию сварки с заданными по технологии вылетами с использованием системы программного управления, а также последующее отведение подвижной станины после выполнения очередной сварки, разведения зажимов и транспортировки полосы в агрегате. Согласно данному способу задают программу перемещения подвижной станины и контролируют отклонение фактического зазора между концами полос от номинального значения.
В приведенном источнике раскрыта также и сварочная машина для осуществления способа, содержащая подвижную и неподвижную станины с зажимами, снабженными зажимными губками, привод перемещения подвижной станины, связанный с датчиком линейных перемещений, передающим информацию в систему программного управления сварочной машиной, принятая за прототип предлагаемой машины.
На металлургических линиях часто производится смена сортамента перерабатываемых полос. Изменение их размеров и марки стали диктует перестройку параметров режимов сварки, в частности изменение вылета концов. Для упомянутого способа характерна сложная схема управления процессом сборки и сварки полос.
Задачей изобретения является оптимизация технологических приемов при настройке параметров режима сварки и в совершенствовании сварочной машины. Технический результат заключается в упрощении конструкции машины, повышении качества сварного шва, производительности работы металлургического агрегата и простоты его обслуживания.
Решаемая задача с достижением указанного технического эффекта достигается за счет того, что для соединения широких и толстых (толщиной 8...15 мм) полос в непрерывных металлургических агрегатах предложен способ контактной стыковой сварки, включающий установку соединяемых заднего и переднего концов полос в губках зажимов подвижной и неподвижной станин стыкосварочной машины в позицию сварки с заданными по технологии вылетами с использованием системы программного управления, а также последующее отведение подвижной станины после выполнения очередной сварки, разведения зажимов и транспортировки полосы в агрегате, установку заднего конца полосы производят за счет отведения подвижной станины на половину заданного расстояния между губками, что соответствует вылету одного из концов полосы, а после пересечения ее задним концом оси сварки останавливают полосу, сводят губки зажима подвижной станины, осуществляют упор в сведенные губки зажима заднего конца полосы за счет реверса тянущих роликов и последующее зажатие в губках зажима неподвижной станины заднего конца полосы в указанном положении, а установку переднего конца вновь подаваемой в агрегат полосы осуществляют после отведения подвижной станины до заданного расстояния между губками и разведения губок зажима подвижной станины, при этом полосу подают тянущими роликами до упора в уже установленный задний конец полосы предыдущего рулона, зажимают передний конец полосы последующего рулона в губках зажима подвижной станины и в этом положении производят сварку.
Устройство для реализации предлагаемого способа представляет собой сварочную машину для контактной стыковой сварки рулонированных полос в непрерывных металлургических агрегатах, содержащую подвижную и неподвижную станины с зажимами, снабженными зажимными губками, привод перемещения подвижной станины, связанный с датчиком линейных перемещений, передающим информацию в систему программного управления сварочной машиной, машина снабжена двумя парами тянущих роликов для подачи полос на входе и выходе из машины с возможностью осуществления реверса, при этом система управления включает контроллер, соединенный с механизмами машины с возможностью обеспечения алгоритма их работы в соответствии с указанным выше способом.
Заявляемый способ контактной стыковой сварки полос и устройство для его осуществления иллюстрируются чертежами 1-3.
На фиг.1 схематично показана заявляемая стыкосварочная машина в металлургическом агрегате с проходящей через нее рулонированной полосой.
На фиг.2 приведен алгоритм работы механизмов сварочной машины при установке в ней полос и сварке по предлагаемому способу.
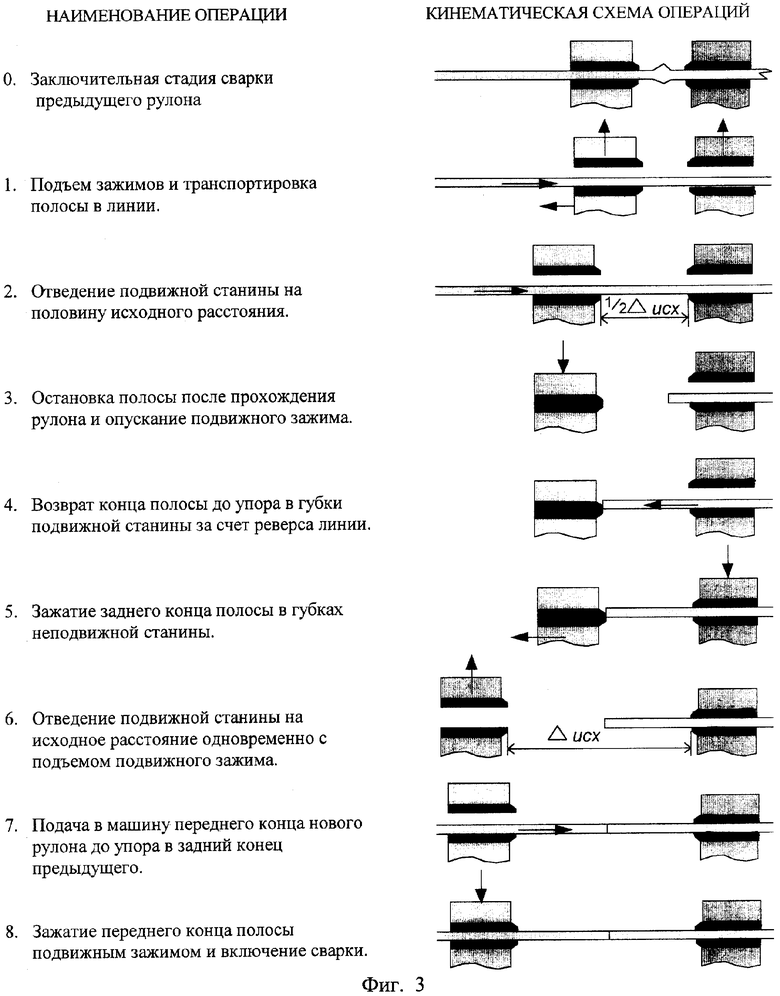
На фиг.3 представлена циклограмма операций при установке полос в машине и сварке.
Машина контактной стыковой сварки содержит подвижную 1 и неподвижную 2 станины с зажимными устройствами соответственно 3 и 4, в которых установлены верхние и нижние зажимные губки 5. В ходе оплавления и осадки подвижная станина перемещается гидравлическим цилиндром 6, корпус которого смонтирован на неподвижной станине, а шток 7 жестко соединен с подвижной станиной. Помимо этого, станины связаны датчиком линейных перемещений 8, регистрирующим фактическое положение подвижной станины и посылающим соответствующие сигналы в систему управления машиной для остановки станины в заданных точках. Поступающая на разматыватель агрегата рулонированная полоса 9 транспортируется по линии тянущими роликами 10, установленными на входе в сварочную машину и 11 на выходе из нее. Ролики 11 допускают реверс полосы при ее установке в машине в позиции "сварка". Датчик перемещений 8 посылает в систему управления машиной сигналы о приходе подвижной станины в точки, соответствующие вылету концов полос и исходного расстояния между губками машины.
Выбор оптимального вылета концов полос (Lв) и исходного расстояния (Δисх) производится процессором системы управления машиной автоматически, из заложенного в него пакета технологических программ в зависимости от толщины и ширины полос, а также марки стали, поступающей в металлургический агрегат.
Заявляемый способ контактной стыковой сварки полос в заявляемом устройстве осуществляется следующим образом:
- после выполнения очередной сварки, поднятия зажимов и начала работы линии в штатном режиме гидравлическим цилиндром 6 производится отведение подвижной станины 1 по показаниям датчика положения 8 на половину исходного расстояния между губками Δисх, что соответствует величине вылета конца полосы Lв;
- когда завершается переработка ранее приваренного рулона, его задний конец полосы (ЗКП) останавливается тянущими роликами 11 в сварочной машине после пересечения им оси сварки;
- опускается зажим подвижной станины 3;
- тянущие ролики 11 включаются на реверс линии и ЗКП подается до упора в сомкнутые губки подвижного зажима 3;
- ЗКП зажимается в зажиме неподвижной станины 4;
- подвижная станина 1 отводится гидроцилиндром 6 на величину исходного расстояния между губками Δисх с одновременным поднятием ее зажима 3;
- передний конец полосы (ПКП) вновь заданного рулона подается тянущими роликами 10 в сварочную машину до упора его в ЗКП предыдущего рулона;
- ПКП нового рулона зажимается в губках подвижной станины 3;
- производится процесс сварки двух рулонов.
Предлагаемая система управления машиной должна быть реализована на базе современной микропроцессорной техники (программируемого контроллера). В его памяти хранится полный пакет программ технологических режимов сварки, с выбором оптимальных значений вылетов концов и исходных расстояний между губками для всего сортамента полос, перерабатываемых в данном металлургическом агрегате. Контроллер также обеспечивает автоматическую перестройку параметров режима при изменении геометрических размеров полосы или марки стали, задаваемой в агрегат. Информация о необходимости перестройки машины поступает из АСУ ТП металлургического агрегата.
Применение предложенного способа сварки с механизацией установки полос в машине облегчит работу обслуживающего персонала и ограничит влияние субъективного фактора при настройке сварочных машин. Наиболее эффективно его использование на тяжелых стыкосварочных машинах, которые установлены в мощных трубосварочных агрегатах, изготавливающих нефтегазовые трубы большого диаметра. Ширина перерабатываемых полос в таких агрегатах достигает двух и более метров, а толщина металла составляет δ=8...15 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |

Изобретение наиболее эффективно может быть использовано для соединения широких и толстых (толщиной 8...15 мм) полос в непрерывных металлургических агрегатах. Стыкосварочная машина оборудована датчиком перемещения подвижной станины, связанным с системой управления. Алгоритм работы механизмов, заложенный в систему управления машиной, позволяет после очередной сварки, разведения зажимов и начала транспортировки полосы в линии производить отведение подвижной станины на половину заданного расстояния между губками. После переработки в агрегате рулона сводят губки зажима подвижной станины и реверсом линии упирают в его губки задний конец полосы этого рулона. В таком положении зажимают полосу в губках неподвижного зажима. Отводят подвижную станину до исходного расстояния с одновременным разведением губок ее зажима и передний конец полосы последующего рулона упирают в задний конец полосы предыдущего рулона. Зажимают в губках подвижного зажима и производят сварку. Технический результат заключается в повышении производительности работы металлургического агрегата за счет сокращения цикла стыковки полос, стабилизации качества сварного шва. 2 н.п. ф-лы, 3 ил.
| Способ контроля процесса контактной стыковой сварки оплавлением | 1988 |
|
SU1606282A1 |
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

