Область техники, к которой относится изобретение
Настоящее изобретение относится к поверхностно обработанному стальному листу для электронных компонентов электротехнических изделий с прекрасными паяемостью, стойкостью к образованию усов и постоянством внешнего вида при старении, не содержащему в составе свинца, шестивалентного хрома или других экологически вредных веществ, и к способу производства такого листа.
Уровень техники
Обычно для электронных компонентов электротехнических изделий применяют поверхностно обработанный стальной лист, обладающий прекрасной смачиваемостью припоем, и при этом поверхностно обработанный стальной лист имеет нанесенный Sn слой от 8,4 до 11,2 г/м2 на поверхности стального листа (называемого далее «белой жестью от #75 до #100»). В связи с тем, что в последнее время размеры электротехнических изделий стали меньше и пространство между электронными компонентами оказывается суженным, в результате чего белая жесть создает проблемы прямых коротких замыканий, разрушения изоляционного слоя и т.п. из-за нитевидных монокристаллов (усов), вырастающих на жестяном слое, то лист с оловянным покрытием, или луженый стальной лист, на котором не вырастают усы, стал главным объектом внимания. Для предотвращения появления усов в прошлом предлагались способы покрытия сплавом (прошедшая экспертизу патентная публикация JP №58-2598, не прошедшая экспертизу патентная публикация JP №49-129 и т.д.) и дообработка после нанесения покрытия (прошедшая экспертизу патентная публикация JP №56-47955, прошедшая экспертизу патентная публикация JP №56-47956, не прошедшая экспертизу патентная публикация JP №59-143089, не прошедшая экспертизу патентная публикация JP №62-77481). Кроме того, был выпущен на рынок поверхностно обработанный стальной лист с улучшенной паяемостью благодаря оптимизации состава сплава и обработанному хроматом слою (не прошедшая экспертизу патентная публикация JP №2-270970 и не прошедшая экспертизу патентная публикация JP №3-183796).
В последние годы законодательство против вредных веществ, воздействующих на окружающую среду, было ужесточено в связи с глобальными экологическими проблемами и, в частности, объектом законодательства оказались шестивалентный хром и свинец. Таким образом, после свинцово-оловянного припоя существует настоятельная потребность в альтернативных материалах для изготовления стального листа с покрытием, не содержащим ни свинца, ни шестивалентного хрома.
В не прошедшей экспертизу патентной публикации JP №2002-249885 раскрывается замена хроматированного слоя P+Mg слоем. В не прошедшей экспертизу патентной публикации JP №2002-256481, не прошедшей экспертизу патентной публикации JP №2003-253469 и не прошедшей экспертизу патентной публикации JP №2003-253470 предлагается устранение хроматированного слоя или применение фосфатного слоя, в не прошедшей экспертизу патентной публикации JP №2003-105587 предлагается замена хроматированного слоя V-содержащим слоем и в не прошедшей экспертизу патентной публикации JP №2003-213454, не прошедшей экспертизу патентной публикации JP №2003-2204243 и не прошедшей экспертизу патентной публикации JP №2004-218051 предлагается замена хроматированного слоя слоем органической смолы. Некоторые из них в настоящее время используют в промышленном масштабе.
Как описано выше, существует большая потребность в экологически безопасном поверхностно обработанном стальном листе для электронных компонентов с прекрасными смачиваемостью припоем и стойкостью к образованию усов.
Раскрытие изобретения
Настоящее изобретение предлагает поверхностно обработанный стальной лист для электронных компонентов, который не содержит вредных веществ, воздействующих на окружающую среду, таких как свинец и шестивалентный хром, обладает способностью смачиваться припоем и стойкостью к образованию усов, а также обладает постоянством внешнего вида поверхности.
Далее настоящее изобретение описывается в деталях. Настоящим изобретением является поверхностно обработанный стальной лист, способный обеспечить хорошую стойкость к образованию усов и хорошие антикоррозийные свойства, которые были проблемными в белой жести, обеспечивая при этом более высокую смачиваемость припоем после ретортной обработки по сравнению с освинцованной жестью, применяемой для электронных компонентов, которые в настоящее время паяют погружением в ванну с расплавленным припоем на короткий промежуток времени. Эти цели достигаются созданием поверхностно обработанного стального листа для электронных компонентов, состоящего из стального листа или никелированного стального листа, покрытого Sn и Zn и затем подвергнутого обработке термодиффузией или покрытого Sn-Zn сплавом с образованием слоя Sn-Zn сплава, где нанесенное количество слоя Sn-Zn сплава и весовое отношение Zn/Sn являются заданными и, кроме того, традиционный хроматный слой заменятся неорганическим покрытием, в основном состоящим из фосфорной кислоты-цинка-магния.
Таким образом, настоящее изобретение представляет собой экологически безопасный поверхностно обработанный стальной лист для электронных компонентов с прекрасными смачиваемостью припоем, стойкостью к образованию усов и постоянством внешнего вида при старении, включающий в себя стальной лист или никелированный стальной лист, покрытый Sn и Zn и затем подвергнутый обработке термодиффузией или покрытый Sn-Zn сплавом с образованием слоя Sn-Zn сплава, причем указанный поверхностно обработанный стальной лист для электронных компонентов отличается тем, что упомянутый слой Sn-Zn сплава наносится в количестве 3 г/м2 или более, слой Sn-Zn сплава имеет весовое отношение Zn/Sn от 0,001 до 0,1, более предпочтительно от 0,001 до 0,01, и этот слой Sn-Zn сплава имеет неорганическое покрытие, состоящее в основном из фосфорной кислоты-цинка-магния, при количестве нанесенного P+Zn+Mg от 0,1 до 100 г/м2, более предпочтительно от 0,1 до 10 г/м2.
Способ производства такого поверхностно обработанного стального листа для электронных компонентов отличается нанесением на стальной лист или никелированный стальной лист покрытия из Sn и Zn с последующей обработкой термодиффузией или нанесением покрытия Sn-Zn сплава с образованием слоя Sn-Zn сплава, после чего лист без удаления с его поверхности слоя оксида цинка погружают в раствор дифосфата магния при температуре от 30 до 70°С и затем немедленно промывают лист и сушат его при 170°С или более низкой температуре, более предпочтительно устанавливая температуру операции погружения в раствор дифосфата магния от 50 до 70°С и устанавливая температуру сушки после последующей промывки равной 100°С или ниже.
Поверхностно обработанный стальной лист настоящего изобретения обладает прекрасными характеристиками в отношении смачиваемости припоем, стойкости к образованию усов и постоянству внешнего вида при старении в случае применения для электронных компонентов. Настоящее изобретение создает возможность для создания экологически безопасного поверхностно обработанного стального листа для электронных компонентов.
Краткое описание чертежей
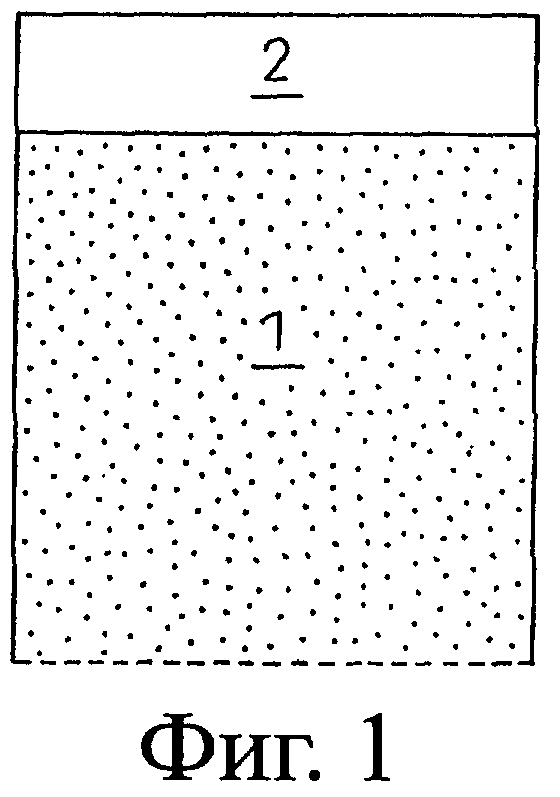
Фиг.1 - вид, показывающий структуру поверхностного слоя поперечного сечения слоев изделия настоящего изобретения.
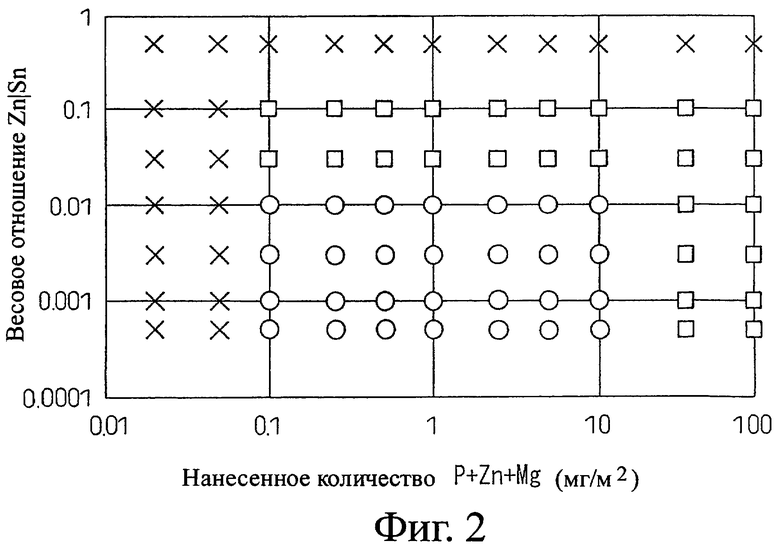
Фиг.2 - вид, показывающий зависимость смачиваемости припоем от количества P+Zn+Mg нанесенной неорганической пленки и весового отношения Zn/Sn в слое Sn-Zn сплава.
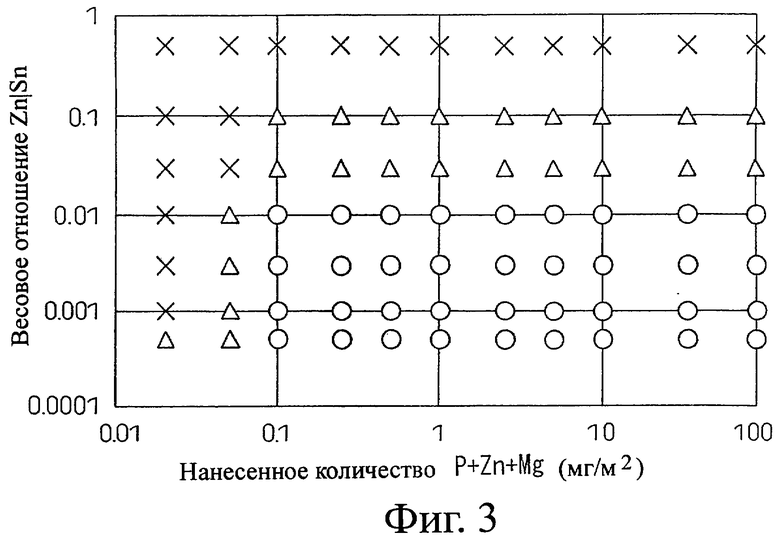
Фиг.3 - вид, показывающий зависимость изменения внешнего вида от количества P+Zn+Mg нанесенной неорганической пленки и весового отношения Zn/Sn в слое Sn-Zn сплава.
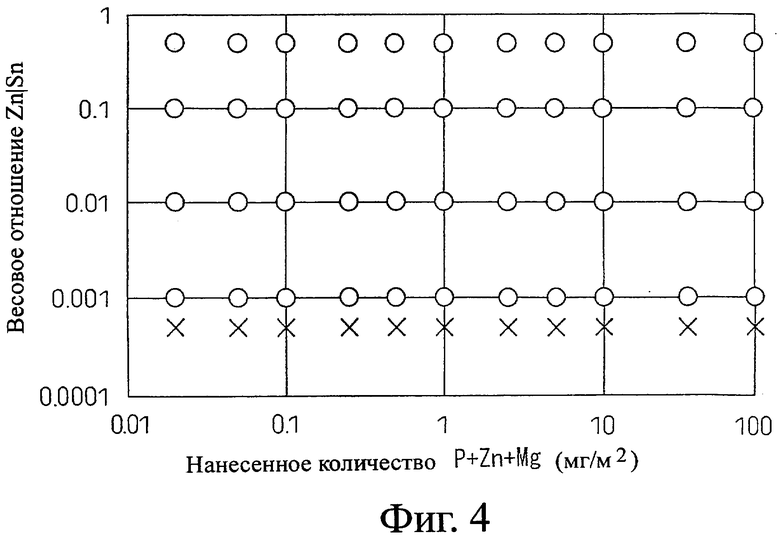
Фиг.4 - вид, показывающий зависимость характеристики стойкости к образованию усов от количества P+Zn+Mg нанесенной неорганической пленки и весового отношения Zn/Sn в слое Sn-Zn сплава.
Осуществление изобретения
Ниже дается объяснение пределов ограничения настоящего изобретения.
На фиг.1 показана структура поверхностного слоя поперечного сечения слоев поверхностно обработанного стального листа настоящего изобретения. На этой фигуре цифра 1 обозначает слой Sn-Zn сплава на стальном листе (не показан) или слой Sn-Zn сплава на поверхностном слое поверхностно обработанного слоя, имеющего слой нанесенного Ni или диффузионный Fe-Ni слой (не показан) на граничной поверхности стального листа, а 2 обозначает неорганическое покрытие, состоящее в основном из фосфорной кислоты-цинка-магния (отличительная особенность настоящего изобретения) на слое Sn-Zn сплава. Слой Sn-Zn сплава представляет собой слой, составляющий основу настоящего изобретения, а его нанесенное количество с точки зрения требований к смачиваемости припоем и стойкости к образованию усов должно быть по меньшей мере равным 3,0 г/м2 или более. Верхний предел в настоящем изобретении строго не определен, но, исходя из соображений себестоимости, типично значение 50 г/м2.
В качестве способов образования слоя Sn-Zn сплава в дополнение к электролитическому нанесению Sn и Zn с последующим проведением операции термической диффузии существуют способ непосредственного нанесения на стальной лист Sn-Zn сплава и способ погружения стального листа в ванну с расплавом Sn-Zn, в частности способ горячего погружения. Кроме того, при использовании в качестве указанного стального листа в трех указанных выше способах никелированной основы стального листа, как это раскрыто в не прошедшей экспертизу патентной публикации JP №2-270970, не прошедшей экспертизу патентной публикации JP №3-183796, можно образовывать слой нанесенного Ni или диффузионный Fe-Ni слой на каждой из граничных поверхностей стального листа и Sn-Zn сплав на поверхностном слое. Настоящее изобретение не ограничивает в какой бы то ни было степени способ образования слоя Sn-Zn сплава. При образовании подслоя нанесенного Ni, когда слой Sn-Zn сплава является тонким, слой Sn-Zn сплава становится равномерным, что улучшает антикоррозийные свойства.
Далее, существуют ограничения в отношении весового отношения Zn/Sn в слое Sn-Zn сплава и неорганического покрытия, в основном состоящего из фосфорной кислоты-цинка-магния. При образовании на слое Sn-Zn сплава с нанесенным количеством 3 г/м2 или более и весовым отношением Zn/Sn, равным 0,01 или ниже неорганического покрытия, в основном состоящего из фосфорной кислоты-цинка-магния, при нанесенном количестве P+Zn+Mg, равном от 0,1 до 100 мг/м2, появляется возможность подавления роста оксидной пленки после операции ускоренной обработки, такой как ретортная обработка, и обеспечения прекрасной смачиваемости припоем (фиг.2) и постоянства внешнего вида поверхности (фиг.3). Кроме того, при установлении нижнего предела весового отношения Zn/Sn не ниже 0,001 появляется возможность обеспечить хорошую стойкость к образованию усов, как это можно видеть на фиг.4.
На фиг.2 показаны зависимости смачиваемости припоем от нанесенного количества P+Zn+Mg неорганического покрытия, в основном состоящего из фосфорной кислоты-цинка-магния, поверхностного слоя и весового отношения Zn/Sn в слое Sn-Zn сплава, когда нанесенное количество слоя Sn-Zn сплава составляет от 5,0 до 20,0 г/м2. В этом случае смачиваемость припоем оценивают с помощью устройства, регистрирующего искажения мениска припоя при старении с использованием в качестве припоя бессвинцового Sn-Ar припоя и в качестве флюса двух типов флюсов - неактивного типа и активного типа и измерением смачиваемости после того, как два испытуемых образца будут подвергнуты ускоренной обработке в течение 8 час в реторте при 105°С. Результаты оценки выражены символом «О», когда время пайки (нулевое время контакта) находится в пределах 3 с с неактивным флюсом, «□», когда это время находится в пределах 3 с с активным флюсом, и «x», когда это время не меньше 3 с с активным флюсом. Как показано на фигуре, диапазон, в котором смачиваемость припоем не меньше 3 с, определяется весовым отношением Zn/Sn, равным 0,1 или меньше, и нанесенным количеством P+Zn+Mg, равным 0,1 г/м2 или больше, в частности весовым отношением Zn/Sn, равным 0,01 или меньше, и нанесенным количеством P+Zn+Mg от 0,1 до 10 г/м2, причем исключительно хорошую смачиваемость получают даже с неактивным флюсом. Что касается верхнего предела, было подтверждено, что имеется тенденция к замедлению смачиваемости при превышении 100 мг/м2. Следовательно, наносимое количество P+Zn+Mg ограничено не более чем 100 мг/м2. В случае неактивного флюса предпочтительное количество не превышает 10 мг/м2.
На фиг.3 показаны результаты, касающиеся весового отношения Zn/Sn в слое Sn-Zn сплава и показателя изменения внешнего вида до и после теста на влагоустойчивость (результаты получены с помощью измерителя разницы в окраске: увеличение значения b*). Увеличение значения b* до и после теста на влагоустойчивость менее чем на 1,0 оценивается как «О», от 1,0 до менее 2,0 как «Δ» и 2,0 или более как «х». Как следует из фиг.3, в пределах нанесенного количества P+Zn+Mg неорганического покрытия от 0,1 до 100 мг/м2 при весовом отношении Zn/Sn, равном 0,01 или меньше, почти никаких изменений в окраске не наблюдается, вследствие чего испытуемый образец оценивается как «О». Если это отношение составляет от более чем 0,01 и до 0,1, разница в окраске подтверждается, вследствие чего испытуемый образец оценивается как «Δ». Если же эта разница превышает 0,1, испытуемый образец оценивается как «х».
На фиг.4 показан результат, касающийся зависимости характеристики стойкости к образованию усов от весового отношения Zn/Sn в слое Sn-Zn сплава. Тест для оценки характеристики стойкости к образованию усов проводили, подвергая испытуемые образцы сгибанию на 90° и обработке на выпучивание с последующим старением в течение 3 месяцев в атмосфере с температурой 60°С и относительной влажностью 90%, проводимом аналогично проведению теста на влагостойкость. Саму оценку осуществляли с помощью визуального наблюдения и сканирующего электронного микроскопа. Результаты оценки выражали в виде «О», когда частота усов была менее 100 µм, и в виде «х», когда эта частота была не менее 100 µm. Как следует из фиг.4 касательно характеристики стойкости к образованию усов, частота усов меньше 100 µм, когда весовое отношение Zn/Sn не ниже 0,001 вне зависимости от нанесенного количества P+Zn+Mg неорганического покрытия.
Из приведенных выше результатов следует, что диапазон весового отношения Zn/Sn ограничен значением до не менее чем 0,001 с точки зрения характеристики стойкости к образованию усов, не более чем 0,1 с точки зрения смачиваемости припоем с активным флюсом, и не более чем 0,01 с точки зрения смачиваемости припоем с неактивным флюсом. Диапазон нанесенного количества P+Zn+Mg неорганического покрытия ограничен значениями от 0,1 до 100 мг/м2 (с неактивным флюсом предпочтительно до 10 мг/м2).
Далее будет разъяснено ограничение в настоящем изобретении способа получения неорганического покрытия, в основном состоящего из фосфорной кислоты-цинка-магния.
В не прошедшей экспертизу патентной публикации JP №2002-249885 предложен поверхностно обработанный стальной лист, образованный с неорганическим покрытием, в основном состоящим из фосфата магния поверх слоя Sn-Zn сплава. В этом случае, однако, как это показано в примерах, раскрыт способ образования слоя Sn-Zn сплава с последующими обработкой листа серной кислотой и погружением в раствор дифосфата магния. В результате удаления этим путем с помощью серной кислоты пленки оксида цинка на слое Sn-Zn сплава раствор дифосфата магния не будет реагировать с цинком и, следовательно, образуется неорганическое покрытие, состоящее в основном из фосфата магния. Однако в настоящем изобретении без удаления пленки оксида цинка на слое Sn-Zn сплава и при осуществлении прямой реакции оксида цинка из пленки оксида цинка с раствором дифосфата магния образуется неорганическое покрытие, состоящее в основном из фосфорной кислоты-цинка-магния. В результате этого получают плотное стойкое (не растворимое в воде) покрытие. Противоокислительное действие может быть сохранено даже при нижнем пределе, равном 0,1 мг/м2. Кроме того, после погружения листа в производственном процессе в раствор дифосфата магния лист может быть подвергнут промывке. В конфигурациях линии непрерывной обработки существующие в настоящее время операции промывки и сушки могут быть оставлены без изменения.
Чтобы избежать ненужных проблем, концентрация раствора для обработки, т.е. раствора дифосфата магния, должна быть в пределах от 1 до 100 г/л, более предпочтительно от 10 до 50 г/л. При этом неизбежно привносимые фосфорная кислота, серная кислота и другие соли дифосфорной кислоты (Na, Са, Al, NH4 и т.д.) в существенной степени не ограничены.
Что касается температуры раствора для обработки, она оказывает решающее влияние на прямую реакцию между оксидом цинка пленки оксида цинка на слое Sn-Zn сплава и раствором дифосфата магния, в связи с чем предпочтительна более высокая температура. Для завершения реакции в течение короткого времени (10 секунд или меньше) на линии непрерывной обработки необходима температура 30°С или выше. Более предпочтительна температура 50°С или выше, обеспечивающая быструю гомогенную реакцию. Верхним пределом является температура 70°С или ниже, при которой объем испарения раствора становится значительным.
Что касается способа обработки, предпочтительным является погружение. Возможен также и электролиз, но при этом повышается себестоимость и затрудняется контроль плотности тока, так как наносимое количество чрезвычайно невелико. В этом случае имеет место множество практических проблем.
Что касается следующей за обработкой операции промывки и сушки, она такая же, как и при непрерывной обработке обычного стального листа. С точки зрения стабильности покрытия, температура сушки должна быть 170°С или ниже. Если температура выше 170°С, количество гидратов в покрытии будут уменьшаться и сцепление с покрытием будет ослабевать. Таким образом, верхний предел температуры сушки равен 170°С и, более предпочтительно, как правило, 100°С или ниже.
ПРИМЕРЫ
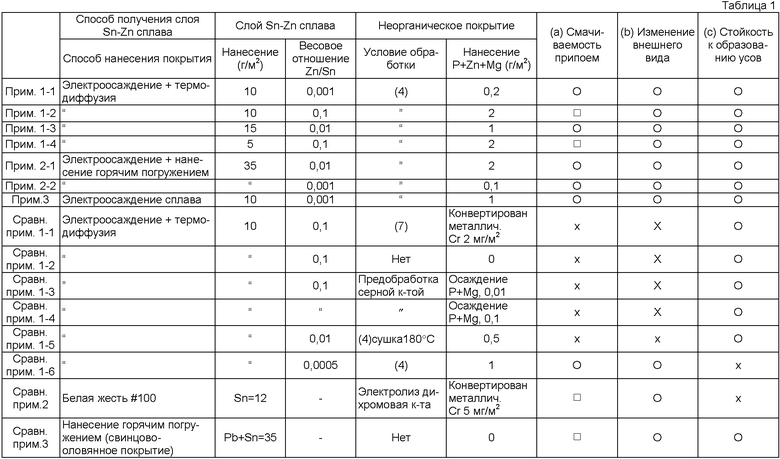
Далее настоящее изобретение будет излагаться на основе приведенных ниже примеров. Оценочные результаты характеристик в этих примерах с детализированным варьированием условий, а также сравнительные примеры собраны в таблице 1.
Пример 1
Листы холоднокатаной низкоуглеродистой стали, изготовленные с использованием проводимых обычным образом холодной прокатки и отжига, подвергают обычному обезжириванию и травлению, после чего производят, в указанном порядке, никелирование в условиях операции, указанных в пункте (1), нанесение олова в условиях операции, указанных в пункте (2), и цинкование в условиях операции, указанных в пункте (3). Далее стальные листы подвергают термообработке при температуре поверхности стальных листов от 250 до 350°С в течение не менее 0,5 с в атмосфере с использованием способа электронагрева, вслед за чем на поверхности образуют покрытие Sn-Zn сплава. После этого формуют стальные листы с неорганическим покрытием, в основном состоящим из фосфорной кислоты-цинка-магния в условиях, указанных в пункте (4), и затем подвергают листы различным оценочным тестам.
(1) Никелирование
(1) Состав ванны
NiSO4·7H2O: от 200 до 300 г/л
H2SO4: от 0 до 50 г/л
Н3ВО3: 40 г/л
(ii) Условия нанесения покрытия
Температура ванны: от 40 до 50°С
Плотность тока: от 5 до 30 А/дм2
(2) Нанесение олова
(i) Состав ванны
Сульфат олова: от 20 до 30 г/л
Фенолсульфоновая кислота: от 20 до 30 г/л
Этоксилированная α-нафтолсульфокислота: от 2 до 3 г/л
(ii) Условия нанесения покрытия
Температура ванны: от 35 до 45°С
Плотность тока: от 2 до 30 А/дм2
(3) Цинкование
(i) Состав ванны
Ионы двухвалентного Zn: от 60 до 120 г/л
Фенолсульфоновая кислота: от 50 до 150 г/л
Этоксилированный α-нафтол: от 2 до 7 г/л
(ii) Условия нанесения покрытия
Температура ванны: от 40 до 50°С
Плотность тока: от 5 до 30 А/дм2
(4) Операция образования слоя фосфорная кислота-цинк-магний
(i) Состав ванны
Водный раствор дифосфата магния: от 1 до 20 г/л
(ii) Условия обработки
Температура ванны: от 60 до 70°С
(погружение на 1-5 с)
(iii) Промывка
Нормальная температура (погружение на 1-5 с)
(iv) Сушка
100°С (5 с)
Пример 2
Листы холоднокатаной низкоуглеродистой стали, изготовленные с использованием проводимых обычным образом холодной прокатки и отжига, подвергают обычному обезжириванию и травлению, после чего производят, в указанном порядке, никелирование в условиях операции, указанных в пункте (1) примера 1, и нанесению Sn-Zn сплава в условиях обработки, указанных в приведенном ниже пункте (5), вслед за чем подвергают операции нанесения неорганического покрытия, в основном состоящего из фосфорной кислоты-цинка-магния в условиях, указанных в пункте (4) примера 1 и затем различным оценочных тестам.
(5) Нанесение Sn-Zn сплава методом горячего погружения
(i) Состав ванны
Sn-Zn сплав (весовое отношение Zn/Sn от 0,001 до 0,1)
(ii) Условия нанесения покрытия
Температура ванны: от 250 до 300°С
Время погружения: 1 секунда
Количество покрытия: от 30 до 40 г/м2 (контроль по зачистке).
Пример 3
Листы холоднокатаной низкоуглеродистой стали, изготовленные с использованием проводимых обычным образом холодной прокатки и отжига, подвергают обычному обезжириванию и травлению, после чего производят, в указанном порядке, никелирование в условиях операции, указанных в пункте (1) примера 1, и нанесению Sn-Zn сплава в условиях обработки, указанных в пункте (6), после чего подвергают обработке для нанесения неорганического покрытия, в основном состоящего из фосфорной кислоты-цинка-магния в условиях, указанных в пункте (4) примера 1 и затем различным оценочным тестам.
(6) Нанесение Sn-Zn сплава электроосаждением
(i) Состав ванны
Алканолсульфоновая кислота: от 10 до 200 г/л
Ионы двухвалентного цинка: от 1 до 50 г/л
Ионы двухвалентного олова: от 100 до 500 г/л
(ii) Условия нанесения покрытия
Температура ванны: от 50 до 60°С
Плотность тока: от 10 до 200 А/дм2
Сравнительный пример 1-1
Сравнительный пример был выполнен с применением вместо обработки, указанной в пункте (4) примера 1, хроматной обработки в условиях, указанных в приведенном ниже пункте (7), при тех же прочих условиях, что и в примере 1.
(7) Хроматная обработка
(i) Состав ванны
CrO3: от 50 до 100 г/л
Температура ванны: от 40 до 50°С (погружение на 5 с)
Сравнительный пример 1-2
Сравнительный пример выполнен без хроматной обработки, указанной в пункте (7) сравнительного примера 1-1, при прочих условиях тех же, что и в примере 1.
Сравнительный пример 1-3
Сравнительный пример выполнен с погружением в сернокислотную ванну перед обработкой, указанной в пункте (4) примера 1, и удалением пленки оксида цинка на Sn-Zn слое. Остальные условия те же, что и в примере 1. Сравнительный пример 1-4
Сравнительный пример выполнен с погружением в сернокислотную ванну перед обработкой, указанной в пункте (4) примера 1, удалением пленки оксида цинка на Sn-Zn слое и увеличением времени погружения при температуре ванны от 60 до 70°С в условиях обработки пункта (4) до 10-15 с при прочих условиях тех же, что и в примере 1.
Сравнительный пример 1-5
Сравнительный пример выполнен при температуре промывки и сушки после обработки в условиях обработки пункта (4) примера 1, равной 180°С, и прочих условиях тех же, что и в примере 1.
Сравнительный пример 1-6
Сравнительный пример выполнен при весовом отношении Zn/Sn в слое Sn-Zn сплава примера 1, равном 0,0005, и прочих условиях тех же, что и в примере 1.
Сравнительный пример 2
Полученное с помощью электроосаждения луженое листовое железо с покрытием Sn в количестве 11,2 г/м2 на каждой поверхности (называемое «белой жестью #100»).
Сравнительный пример 3
Освинцованный стальной лист с покрытием Pb в количестве 11,2 г/м2 на каждой поверхности (называемый «листом со свинцово-оловянным покрытием»).
Приведенные выше примеры согласно настоящему изобретению и сравнительные примеры были подвергнуты оценочным тестам, указанным в приведенных ниже пунктах (а)-(с), и их свойства были оценены количественно. Следует отметить, что, согласно этим примерам, количество покрытия Sn-Zn сплава (г/м2), весовое отношение Zn/Sn и нанесенное количество P+Zn+Mg в неорганическом покрытии перед их количественным оцениванием измеряли методами, указанными в приведенных ниже пунктах (1)-(3),
(a) Тест на смачиваемость припоем
Тест на смачиваемость припоем проводят с помощью прибора для регистрации искажения мениска припоя при старении (SWET-2100, производимый фирмой Tarutin Kester, Co., Ltd.) с использованием в качестве припоя бессвинцового Sn-Ag-Bi припоя (SA2515, производимого фирмой Tarutin Kester, Co., Ltd.) и в качестве флюса двух типов флюса: бесхлорного флюса (NA200, производимого фирмой Tamura Giken Co., Ltd.) и активного хлорсодержащего флюса (NS828, производимого фирмой Nihon Superior Co., Ltd.) и при этом смачиваемость измеряют после того, как испытуемые образцы будут подвергнуты ускоренной обработке в течение 8 час в реторте при 105°С. Результаты оценки выражаются символом «О», когда время пайки (нулевое время контакта) находится в пределах 3 с с неактивным флюсом, «□», когда это время находится в пределах 3 с с активным флюсом, и «х», когда это время не меньше 5 с с активным флюсом.
(b) Тест на стойкость к образованию усов
Тест на стойкость к образованию усов проводят, подвергая испытуемые образцы сгибанию на 90° и обработке на выпучивание, с последующим старением в течение 3 месяцев в атмосфере с температурой 60°С и относительной влажностью 90% как в тесте на влагостойкость. Саму оценку осуществляют с помощью визуального наблюдения и с помощью сканирующего электронного микроскопа. Результаты оценки выражают в виде «О», когда частота усов меньше 100 µм, и в виде «х», когда эта частота не меньше 1000 µм.
(с) Тест на изменение внешнего вида
Тест на изменение внешнего вида проводят путем старения испытуемого образца в течение одного месяца в атмосфере с температурой 60°С и относительной влажностью 90% как в тесте на влагостойкость. Оценку производят путем измерения величины b* с помощью измерителя разницы в окраске (производимого фирмой Minolta Camera, CR-300) и выражают разницу до и после теста, меньшую 2,0, символом «О», а равную 2,0 или более в виде «х».
<1> Нанесенное количество слоя Sn-Zn сплава (г/м2)
Массы Sn и Zn определяют с помощью спектрометра рентгеновской флюоресценции по построенным заранее массовым калибровочным кривым. Предполагается, что сумма означает нанесенное количество слоя Sn-Zn сплава.
<2> Весовое отношение Zn/Sn
Весовое отношение Zn/Sn рассчитывают на основании масс Sn и Zn, полученных тем же способом, который указан в пункте <1>.
<3> Нанесенное количество P+Zn+Mg неорганического покрытия
Массу Р определяют с помощью спектрометра рентгеновской флюоресценции по построенной заранее массовой калибровочной кривой. Массу Mg определяют с помощью атомно-адсорбционного спектрометра по массовой калибровочной кривой для раствора растворенного в кислоте поверхностного слоя. Наконец, для определения в слое количества Zn измеряют отношение интенсивностей Р и Zn в поверхностном слое с помощью электронной Оже-спектроскопии и количество Zn находят расчетом по количеству Р. Предполагается, что сумма всех этих элементов означает нанесенное количество P+Zn+Mg.
В таблице 1 показаны детали и результаты оценки характеристик примеров и сравнительных примеров. Примеры от 1-1 до 1-4 являются примерами, в которых слой Sn-Zn сплава образуется с помощью электроосаждения с последующей операцией сплавления методом термодиффузии; примеры 2-1 и 2-2 являются примерами формирования с помощью нанесения покрытия методом горячего погружения; и пример 3 является примером формирования с помощью электроосаждения сплава.
Сравнительный пример 1-1 является примером электроосаждения с последующей операцией сплавления методом термодиффузии и образованием хроматной пленки, в то время как сравнительный пример 1-2 является примером, в котором отсутствует хроматная обработка. Сравнительные примеры 1-3 и 1-4 являются примерами обработки в серной кислоте перед погружением в водный раствор дифосфата магния в примере 1-1. Сравнительный пример 1-5 является примером применения температуры сушки 180°С на стадии промывки и сушки после погружения в водный раствор дифосфата магния в примере 1-1. Сравнительный пример 1-6 является примером применения весового отношения Zn/Sn, равного 0,0005, в слое Sn-Zn сплава в примере 1-1. Сравнительные примеры 2 и 3 показывают, соответственно, случаи белой жести #100 и листа со свинцово-оловянным покрытием, которые являются обычными материалами для сравнения.
Как следует из примеров, слой, состоящий в основном из фосфорной кислоты-цинка-магния, лучше хроматной обработки в том, что касается смачиваемости припоем, не имеет проблем в отношении изменения внешнего вида при старении и обладает прекрасными свойствами, такими же или лучшими по сравнению со свойствами белой жести #100 и листа со свинцово-оловянным покрытием, которые включены в сравнительные примеры.
Настоящее изобретение относится к поверхностно обработанному стальному листу для электронных компонентов электротехнических изделий. Поверхностно обработанный стальной лист для электронных компонентов, включающий стальной лист или никелированный стальной лист и слой Sn-Zn сплава в количестве 3 г/м2 или более, образованный нанесением на лист Sn и Zn, обработанных методом термодиффузии, или нанесением на лист Sn-Zn сплава. Слой Sn-Zn сплава имеет весовое отношение Zn/Sn, составляющее от 0,001 до 0,1. На слой Sn-Zn сплава нанесено неорганическое покрытие, в котором содержание P+Zn+Mg составляет от 0,1 до 100 мг/м2. Получается поверхностно обработанный стальной лист, обладающий прекрасными характеристиками в отношении смачиваемости припоем, стойкости к образованию усов и постоянству внешнего вида при старении в случае применения для электронных компонентов. 2 н. и 3 з.п. ф-лы, 4 ил., 1 табл.
1. Поверхностно обработанный стальной лист для электронных компонентов, включающий стальной лист или никелированный стальной лист и слой Sn-Zn сплава в количестве 3 г/м2 или более, образованный нанесением на лист Sn и Zn, обработанных методом термодиффузии, или нанесением на лист Sn-Zn сплава, отличающийся тем, что указанный слой Sn-Zn сплава имеет весовое отношение Zn/Sn, составляющее от 0,001 до 0,1, и на слой Sn-Zn сплава нанесено неорганическое покрытие, состоящее в основном из P+Zn+Mg в количестве от 0,1 до 100 мг/м2.
2. Лист по п.1, отличающийся тем, что указанный слой Sn-Zn сплава имеет весовое отношение Zn/Sn от 0,001 до 0,01.
3. Лист по п.2, отличающийся тем, что неорганическое покрытие содержит P+Zn+Mg в количестве от 0,1 до 10 мг/м2.
4. Способ производства поверхностно обработанного стального листа для электронных компонентов, включающий нанесение на стальной лист или никелированный стальной лист слоя Sn-Zn сплава в количестве 3 г/м2 или более путем нанесения на лист Sn и Zn и обработки их методом термодиффузии или нанесения на лист Sn-Zn сплава, отличающийся тем, что наносят слой Sn-Zn сплава с весовым отношением Zn/Sn, составляющим от 0,001 до 0,1, после нанесения слоя Sn-Zn сплава стальной лист без удаления с его поверхности слоя оксида цинка погружают в раствор дифосфата магния при температуре от 30 до 70°С, осуществляют немедленную промывку листа и сушку его при 170°С или менее с получением неорганического покрытия, состоящего в основном из P+Zn+Mg в количестве от 0,1 до 100 мг/м2.
5. Способ по п.4, отличающийся тем, что лист погружают в раствор дифосфата магния при температуре от 50 до 70°С и сушку проводят при температуре 100°С или ниже.
| JP 2002249885 А, 06.09.2002 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2177055C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245937C1 |
| JP 8013154 A, 16.01.1996. | |||

